Результат интеллектуальной деятельности: Надрессорная балка
Вид РИД
Изобретение
Предложенное изобретение относится к конструктивным элементам тележек грузовых вагонов, а именно к надрессорным балкам.
Из уровня техники известна надрессорная балка, раскрытая в патенте РФ на изобретение № 2436693, опубликованном 20.12.2011 г., и принятая в качестве наиболее близкого аналога. Известная балка включает в себя верхний пояс, нижний пояс, содержащий в концевых частях опорные поверхности, сопряжённые с наклонными элементами, две вертикальные боковые стенки, соединённые с верхним поясом и нижним поясом, и внутреннюю вертикальную стенку, расположенную между упомянутыми вертикальными боковыми стенками и соединённую с верхним поясом и нижним поясом.
Недостатком известной надрессорной балки является недостаточная усталостная прочность надрессорной балки в зонах сопряжения внутренней вертикальной стенки с верхним поясом и нижним поясом, а более конкретно в зонах перехода в концевые части надрессорной балки. Упомянутые зоны перехода являются зонами повышенной концентрации металла, и при затвердевании в них образуются тепловые узлы. В тепловых узлах затвердевание металла происходит медленнее, чем в более тонких сопрягаемых элементах. Недостаточность питания при затвердевании тепловых узлов упомянутых зон способствует возникновению скрытых внутренних литейных дефектов, в частности усадочных дефектов, например усадочной пористости. Упомянутые литейные дефекты часто расположены в невидимых для человека зонах, поэтому не выявляются при визуально-измерительном контроле. Кроме того, упомянутые дефекты являются концентраторами напряжений, являющимися причинами образования и развития усталостных трещин, приводящих к изломам надрессорной балки. Для предотвращения образования усадочных дефектов за счёт создания направленного затвердевания отливки надрессорной балки путём обеспечения питания жидким металлом зоны отливки, склонной к усадке, с помощью литейных прибылей (далее – прибыли), которые затем удаляют. Обычно для организации направленного затвердевания прибыли устанавливают над тепловыми узлами. В результате существует вероятность того, что по меньшей мере одна стенка, находящаяся между соответствующим тепловыми узлом и соответствующей питающей прибылью, может затвердеть раньше, и в тепловом узле, который не может питаться из этой прибыли, могут образоваться усадочные дефекты.
Техническая проблема, решаемая при изготовлении предложенного изобретения, заключается в устранении литейных дефектов в местах сопряжения внутренней вертикальной стенки с верхним поясом и нижним поясом в зонах перехода в концевые части надрессорной балки.
Технический результат, который может быть достигнут при выполнении предложенного изобретения, заключается в повышении усталостной прочности надрессорной балки.
Технический результат достигается за счёт того, что надрессорная балка включает в себя верхний пояс, нижний пояс, содержащий в концевых частях опорные поверхности, сопряжённые с наклонными элементами, две вертикальные боковые стенки, соединённые с верхним поясом и нижним поясом, и внутреннюю вертикальную стенку, расположенную между упомянутыми вертикальными боковыми стенками, соединённую с верхним поясом и нижним поясом и содержащую технологические напуски, каждый из которых соединён с верхним поясом и нижним поясом и расположен в зоне сопряжения опорной поверхности с наклонным элементом.
В дополнительном аспекте предложенное техническое решение характеризуется тем, что каждый из технологических напусков со стороны верхнего пояса соединён с площадкой для скользуна.
В дополнительном аспекте предложенное техническое решение характеризуется тем, что каждый из технологических напусков со стороны верхнего пояса соединён со скользуном.
Примерный вариант выполнения предложенного технического решения характеризуется чертежами, где:
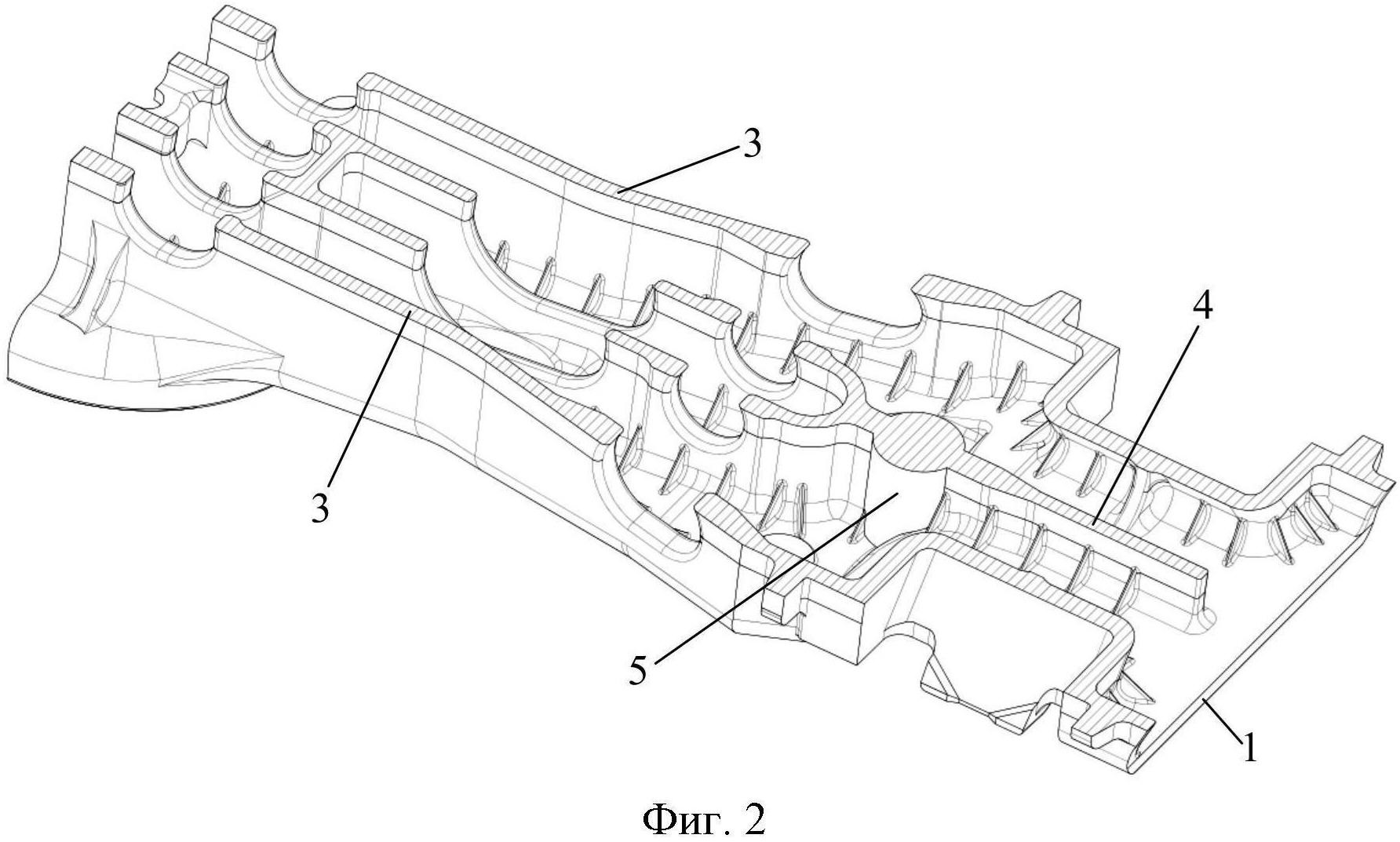
- на Фиг. 1 представлен продольный разрез участка надрессорной балки,
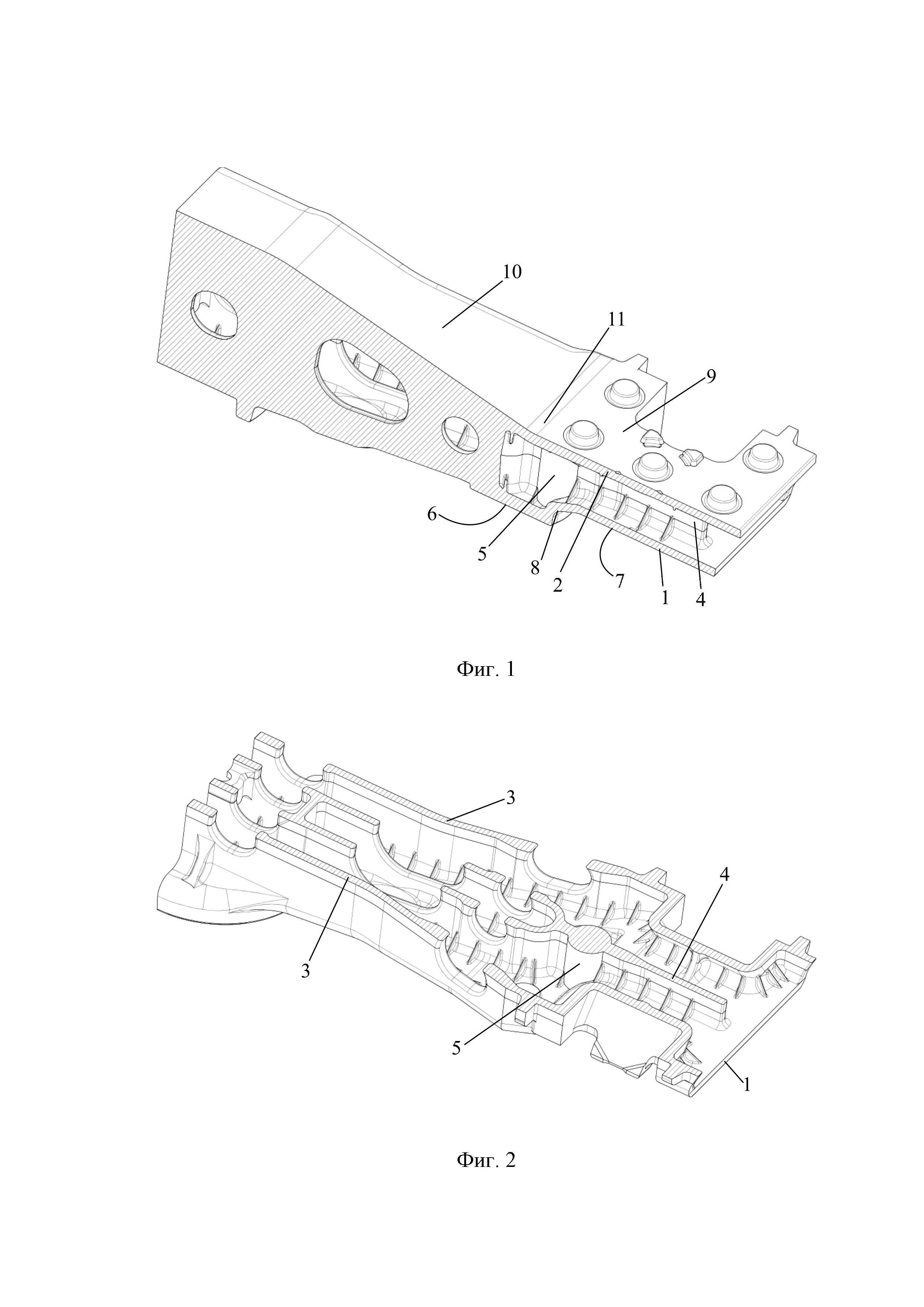
- на Фиг. 2 представлен поперечный разрез участка надрессорной балки.
На Фиг. 1 и Фиг. 2 представлены участки варианта выполнения предложенного технического решения. Ввиду симметричности детали на Фиг. 1, 2 представлены продольный и поперечный разрезы одной из её половин. Надрессорная балка представляет собой симметричную отливку коробчатого сечения и включает в себя верхний пояс 1, нижний пояс 2, две вертикальные боковые стенки 3, соединённые с верхним поясом 1 и нижним поясом 2, и внутреннюю вертикальную стенку 4, расположенную между упомянутыми вертикальными боковыми стенками 3 (внутри надрессорной балки) и вдоль продольной оси надрессорной балки и соединённую с верхним поясом 1 и нижним поясом 2. Внутренняя вертикальная стенка 4 дополнительно содержит два технологических напуска 5, каждый из которых соединён с верхним поясом 1 и нижним поясом 2.
Верхний пояс 1 содержит две площадки 6 для скользунов, два горизонтальных плоских участка 7. При этом упомянутые площадки 6 для скользунов сопряжены с упомянутыми горизонтальными плоскими участками 7 посредством двух радиусно скруглённых переходов 8.
Нижний пояс 2 содержит две опорные поверхности 9 для пружин рессорного подвешивания и два наклонных элемента 10, каждый из которых сопряжён с одной из упомянутых опорных поверхностей 9, т.е. каждый наклонный элемент 10 выполнен плавно переходящим в одну из опорных поверхностей 9.
Каждый из упомянутых технологических напусков 5 предпочтительно расположен в зоне перехода в соответствующую концевую часть надрессорной балки и состоит из двух частей, каждая из которых по форме приближена к полуцилиндру, а обе части расположены с двух сторон внутренней вертикальной стенки 4. Также каждый из упомянутых технологических напусков 5 выполнен вдоль всей внутренней вертикальной стенки 4 (по всей высоте) и сопряжён (соединён) одним концом (со стороны верхнего пояса 1) с площадкой 6 для скользунов, а вторым концом – с зоной 11 сопряжения наклонного элемента 10 с опорной поверхностью 9. Такое расположение технологических напусков 5 позволяет устранить усадочные дефекты, в частности, в зонах сопряжения площадок 6 и радиусно скруглённых переходов 8.
В других вариантах выполнения предложенного технического решения скользуны могут представлять собой часть надрессорной балки, т.е. могут быть выполнены несъёмными. Поэтому каждый технологический напуск 5 может быть сопряжён (соединён) одним концом (со стороны верхнего пояса 1) со скользуном, а вторым концом – с зоной сопряжения наклонного элемента 10 и опорной поверхностью 9. Таким образом, необходимо, чтобы по меньшей мере один технологический напуск 5 был одним концом расположен в зоне 11 сопряжения одного их наклонных элементов 10 с одной из опорных поверхностей 9.
При изготовлении надрессорной балки для эффективного действия установленных снаружи в зонах 11 сопряжения наклонного элемента 10 с опорной поверхностью 9 прибылей создают технологические напуски 5. Каждый технологический напуск 5 обеспечивает питание от установленной снаружи соответствующей прибыли к соответствующим зонам сопряжения внутренней вертикальной стенки 4 с верхним поясом 1 и с нижним поясом 2, которые являются зонами повышенной концентрации металла и местами образования тепловых узлов. Кроме того, каждый технологический напуск 5 обеспечивает направленное к соответствующей прибыли затвердевание и обеспечивает выведение способных образовываться во внутренней вертикальной стенке 4 усадочных дефектов в располагаемые снаружи прибыли. Соответственно, размеры, форму и другие особенности строения по меньшей мере одного технологического напуска 5 должны обеспечивать выведение по меньшей мере одной группы усадочных дефектов в располагаемые сверху (с внешней стороны надрессорной балки, например, в зонах 11 сопряжения наклонного элемента 10 с опорной поверхностью 9) прибыли. Таким образом, в указанных зонах и прилегающим к ним зонах обеспечивают направленное затвердевание, отсутствие литейных дефектов, в частности усадочных дефектов, и заданную плотность отливки. Устранение литейных дефектов уменьшает вероятность образования и развития усталостных трещин, выходящих на поверхность надрессорной балки, что повышает её конструкционную прочность, усталостную прочность, технологичность конструкции надрессорной балки за счёт обеспечения направленного затвердевания и снижает процент брака отливок. Также повышается плотность металла в сопряжении внутренней вертикальной стенки 4 и верхнего пояса 1 и/или нижнего пояса 2, снижается риск образования усадочных дефектов, в частности, усадочной пористости, а также в площадках 6 для скользунов, что впоследствии влияет на прочностные характеристики указанных областей отливки, снижая вероятность разрушения при эксплуатации, увеличивается зона действия по меньшей мере одной прибыли, под которой выполнен технологический напуск 5. В результате, повышается надёжность работы, выносливость конструкции и безопасность работы боковой рамы при различных видах нагрузок.
Сталь для изготовления железнодорожных колёс
Способ термической обработки железнодорожных колес
Литое железнодорожное колесо с маркировочными знаками и способ литья железнодорожного колеса с маркировочными знаками
Котел вагона-цистерны
Способ вакуумно-пленочной формовки и литейная форма
Узел соединения упоров автосцепного устройства с хребтовой балкой
Полувагон сочлененный
Полувагон (варианты)
Выдвижная подножка транспортного средства
Стояночный тормоз железнодорожного вагона
Вагон-цистерна и железнодорожный состав, сформированный из вагонов-цистерн
Пятник железнодорожного подвижного состава
Сталь для изготовления железнодорожных колёс
Способ изготовления пружин и агрегат для его воплощения
Способ испытаний металлов на растяжение-сжатие и образец для его осуществления
Способ термической обработки железнодорожных колес
Защитное устройство для сливо-наливной арматуры вагона-цистерны
Способ изготовления крупногабаритных пружин из стали
Линия для производства пружин горячей навивкой (варианты)
Устройство для открывания и закрывания крышек разгрузочных люков вагона-хоппера

