Результат интеллектуальной деятельности: ТРУБОГИБОЧНЫЙ СТАНОК
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано для гибки труб по схеме наматывания на шаблон.
В серийном производстве гибка труб осуществляется, как правило, на специальном оборудовании - трубогибочных станках автоматического или полуавтоматического типа. Как правило, трубогибочные станки включают станину, устройство для закрепления и подачи заготовки в зону гибки, гибочное устройство и систему управления. Придание заготовке заданной пространственной формы происходит по командам системы управления согласованными срабатываниями устройства для закрепления и подачи заготовки в зону гибки и гибочного устройства.
Устройство для закрепления и подачи заготовки в зону гибки обеспечивает поступательное перемещение и, при необходимости, разворот заготовки. Необходимость обеспечения размеров изогнутой трубы в пределах заданных допусков требует точного отслеживания положения исполнительных устройств в каждый момент выполнения операции. Обычно это достигается применением на станках следящих систем с линейными датчиками обратной связи, например, в виде координатных оптических или магнитных линеек, имеющих высокую стоимость. К особенностям линейных датчиков обратной связи относится так же зависимость их размеров и, соответственно, стоимости от габаритных размеров заготовки: чем длиннее заготовка - прямая труба, устанавливаемая на станок - тем больше должна быть линейка и тем дороже он становится.
Гибочное устройство выполняет сгибание заготовки на заданный угол. Система управления оперирует, как минимум, с тремя характерными параметрами: линейным перемещением, углом поворота плоскости гиба и углом гиба.
Известны трубогибочные станки серии TBRE-MRE производства компании CSM, включающие (URL: http://www.tubebender.ru/products/item/9/7/ (Дата обращения: 15.05.2019)). В процессе гибки устройство для закрепления и подачи заготовки в зону гибки принудительно поступательно перемещается из исходного положения в направлении к гибочному устройству. Принудительное поступательное движение устройства для закрепления и подачи заготовки в зону гибки обеспечивается специальным ползуном с гидравлическим приводом, действующим по командам системы управления. Переналадка станка для изготовления трубы, имеющей отличную пространственную форму, состоит во введении в систему управления новой программы через сенсорный экран для программирования.
К недостаткам известных трубогибочных станков относятся наличие в конструкции гидравлической системы и связанное с этим усложнение системы управления, а также необходимость ручного введения при переналадке станка всех координат будущих гибов, как линейных, так и угловых, что подразумевает существенные затраты времени.
Известен способ гибки труб и станок для осуществления способа, предусматривающие выполнение устройства для закрепления и подачи заготовки в зону гибки в виде цангового зажима с возможностью осевого возвратно-поступательного перемещения по направляющим станины, (пат. RU 2422229, опубл. 27.06.2011. Бюл. №18). Гибочное устройство, по известному решению, включает гидроцилиндры, в которых величина выдвижения штоков определяется командами системы управления. По командам системы управления происходят поступательное перемещение устройства закрепления и подачи заготовки в зону гибки и одновременное срабатывание гибочного устройства.
К недостаткам известного способа и станка для его осуществления относится неоправданная сложность схемы работы, обусловленная выполнением линейных и угловых перемещений заготовки управляемыми гидроцилиндрами, для каждого из которых необходимо предварительное задание величины выдвижения штока. Недостатком является так же наличие в конструкции станка гидростанции, необходимой для работы гидроцилиндров. Переналадка станка в известном решении происходит в автоматическом режиме, что также усложняет систему управления и, в конечном счете, удорожает изготовление изделий.
Известно устройство для гибки труб (пат. RU 2434703, опубл. 27.11.2011. Бюл. №33), устанавливаемое на станину трубогибочного станка и включающее устройство для закрепления и подачи заготовки в зону гибки и гибочное устройство. Управление устройством для гибки труб обеспечивается системой управления с ЧПУ станка. Устройство для закрепления и подачи заготовки в зону гибки выполнено в виде цангового зажима, гибочное устройство оснащено планшайбой, установленной на полый вал с возможностью поворота. Гибочный элемент представляет собой ролик, размещенный на коромысле, имеющем возможность поворота. После установки на станок заготовка фиксируется в устройстве для закрепления и подачи для исключения возможности ее осевого вращения и продольного перемещения. После этого она подается в зону гибки по каналу внутри вала. Для уменьшения контактного трения в стенки канала в известном устройстве установлены шарики. Перемещение заготовки и гибка осуществляются при помощи гидроцилиндров.
К недостаткам известного решения относится сложность конструкции, обусловленная применением гидроцилиндров, для которых необходимо наличие гидростанции, и наличие протяженного канала, по которому заготовка подается в зону гиба. Применение в конструкции шариков для уменьшения контактного трения усложняет конструкцию. В то же время конструкция планшайбы не позволяет сократить длину вала и определяет линейный размер, меньше которого заготовка иметь не может. Это ограничивает габаритные размеры будущего изделия. Линейные координаты гибов обеспечиваются работой гидроцилиндров, что весьма сложно и имеет ограничения по точности. Переналадка станка в известном решении происходит в автоматическом режиме, что также усложняет систему управления и, в конечном счете, удорожает изготовление изделий.
Известна конструкция станков, в которых система управления обеспечивает фиксированные дискретные заданные движения рабочего органа, создавая определенные положения составных частей конечного изделия в пространстве. Примером таких составных частей могут служить нити определенного цвета в ткани, примером рабочего органа - челнок, примером оборудования - станки Жаккарда, а примером управляющего элемента - перфокарта или перфолента (URL: https://ru.wikipedia.org/wiki/Жаккардовый_тарцкий_станок (Дата обращения: 17.05.2019)).
К недостаткам известных конструкций относится, в частности, неизменяемость -перфокарту, практически, невозможно изменить - и дискретность регулировок - одной перфокарте соответствует один прокид челнока в ткацком станке.
Наиболее близким по совокупности существенных признаков - прототипом заявляемого изобретения - является машина для гибки труб (пат. RU №20267, опубл. 27.10.2001. Бюл. №30). Известная конструкция включает устройство для закрепления и подачи заготовки в зону гибки, называемое авторами решения задней бабкой и установленное на балке станка, устройство-переключатель значений углов гибов заготовки с регулировочными упорами, обеспечивающими фиксацию ряда заданных значений углов гибов заготовки, и систему управления. Балка имеет фасонный профиль, разметочную шкалу для линейного выдвижения заготовки и снабжена набором регулируемых упоров-фиксаторов ряда линейных выдвижений заготовки с замками. Привод выполнен в виде пневматической системы, обеспечивающей автоматическое выполнение ряда рабочих операций. Фиксация ряда заданных значений обеспечивается фасонным профилем балки и набором необходимого количества регулируемых упоров-фиксаторов, размещенных вдоль балки и имеющих замки, управляемые пневмосистемой, а фиксация поворотов плоскости гиба заготовки в пространстве на заданные углы обеспечивается зажатием трубы в задней бабке и фиксацией заданных пространственных углов замком стопоров на задней бабке. Фиксаторы углов гиба трубы, линейного перемещения (выдвижения) трубы и поворота плоскости гиба - трех характерных координат, определяющих пространственную форму трубы - устанавливаются вручную перед началом гибки. После установки и закрепления заготовки в устройстве для закрепления и подачи заготовки в зону гибка, оно вручную перемещается до упора фиксатора первого гиба и устанавливается в нужной плоскости. Устройство-переключатель устанавливается в положение первого гиба. Последующие операции выполняются автоматически по командам оператора с панели органов управления.
К недостаткам известного решения относятся применение пневмосистемы, требующей наличия источника сжатого воздуха и дискретность возможного диапазона углов поворота плоскостей гиба, обусловленная конструкцией револьверного устройства-переключателя. Недостатком является большой объем работ при переналадке машины на новое изделие: требуется замена устройства-переключателя значений углов гибов заготовки с регулировочными упорами и переустановка упоров-фиксаторов на балке. Может потребоваться изменение количества упоров-фиксаторов (при изменении количества гибов на новом изделии, по сравнению с предыдущим).
Технической задачей, на решение которой направлено предлагаемое изобретение, является устранение недостатков прототипа - упрощение конструкции трубогибочного станка и сокращение продолжительности переналадки при переходе на изготовление изделия, отличающегося пространственной формой гибки.
Поставленная задача решается за счет того, что в устройстве для закрепления и подачи заготовки в зону гиба введен упругий элемент, а одна из задаваемых координат - линейное перемещение заготвоки - определяется расположением датчиков положения на сменном элементе трубогибочного станка, установочной штанге, и может быть установлена без затрат операционного времени.
Новизной в предложенном трубогибочном станке является:
- конструкция устройства для закрепления и подачи, включающая упругий элемент, и совмещенная с устройством для поворота заготовки в нужную плоскость гиба;
- применение в системе управления сменной штанги с установленными в определенном порядке датчиками положения вместо линейных датчиков обратной связи.
Указанные признаки являются новыми, существенными, неочевидными и промышленно выполнимыми и направлены на решение поставленной изобретением технической задачи.
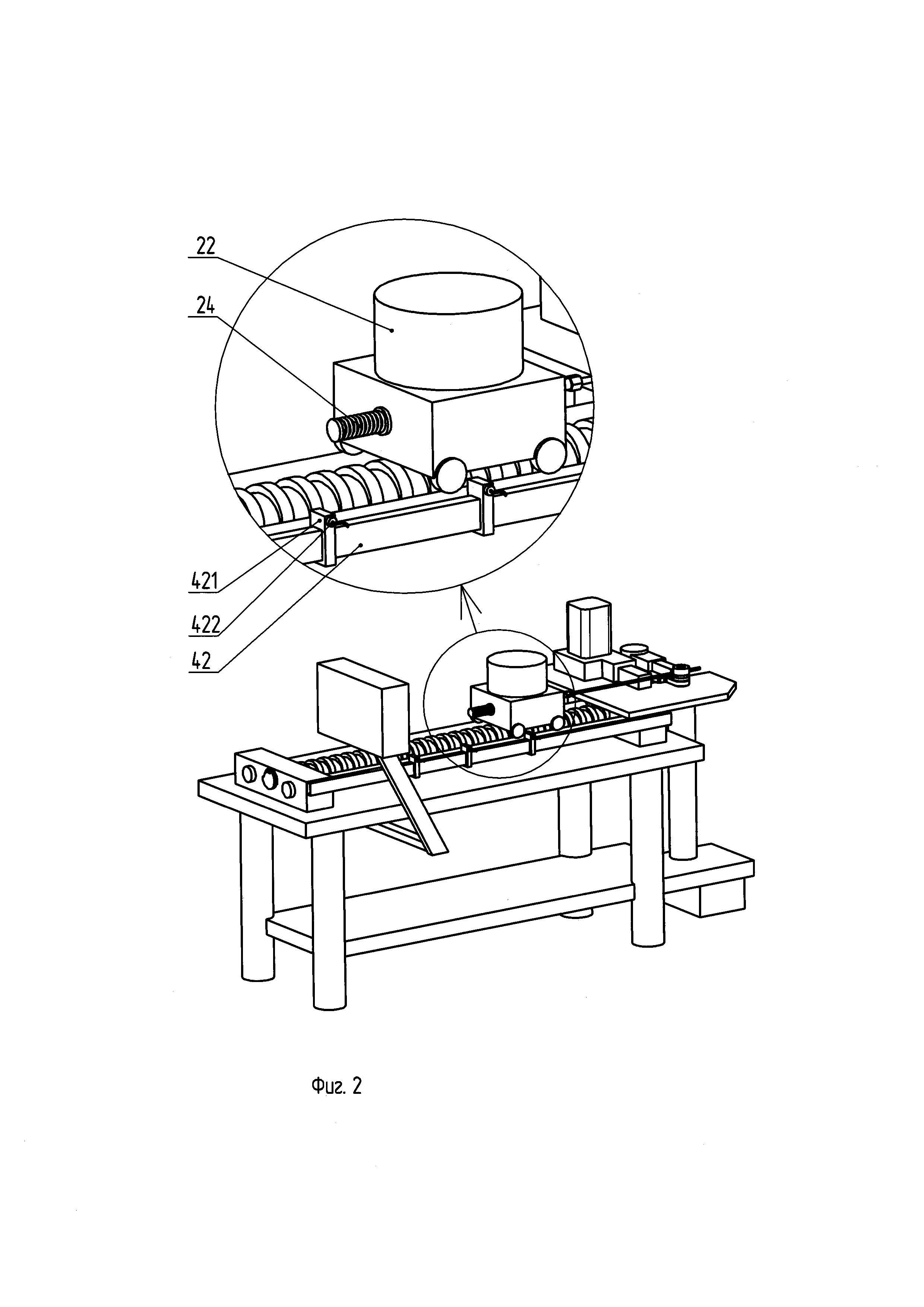
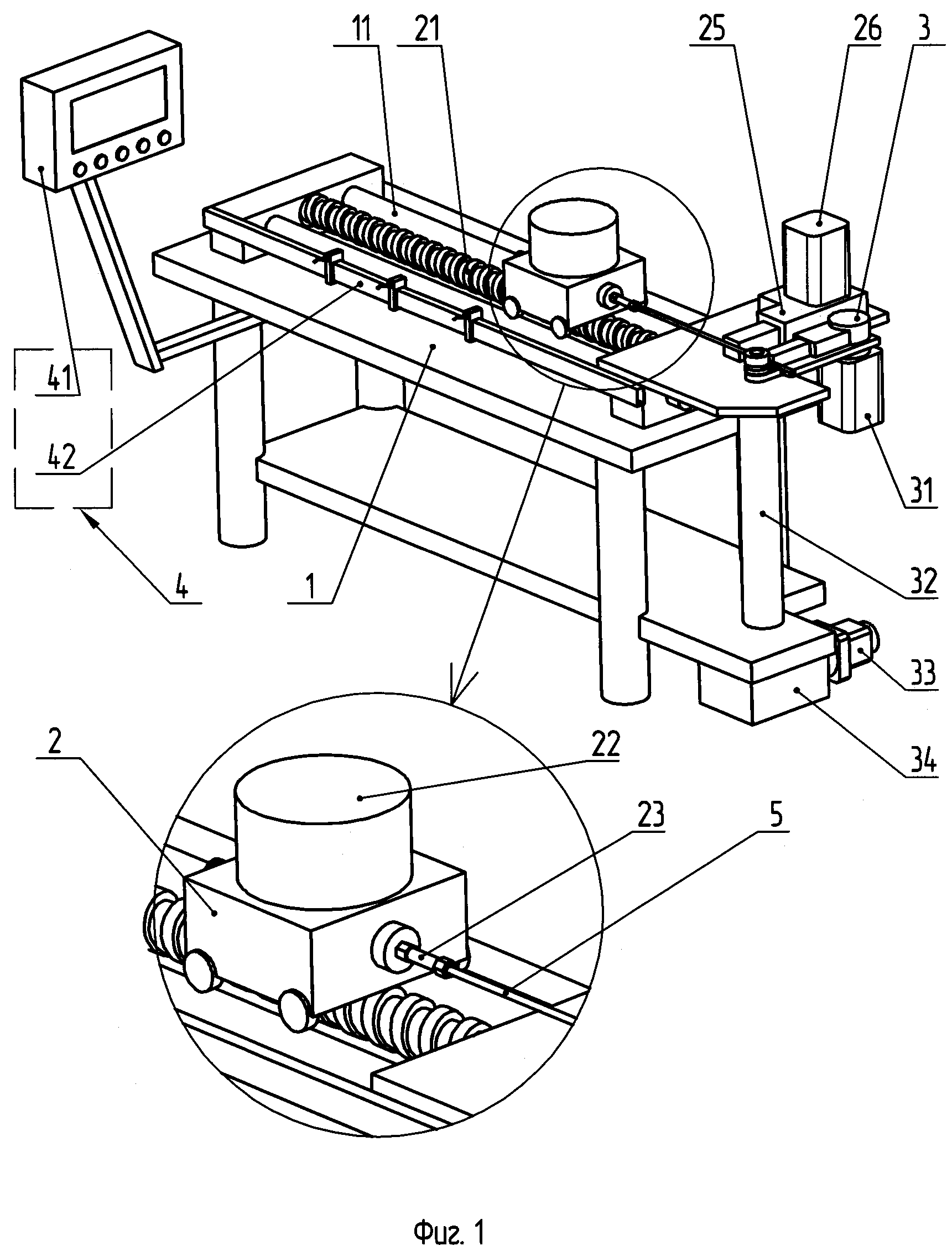
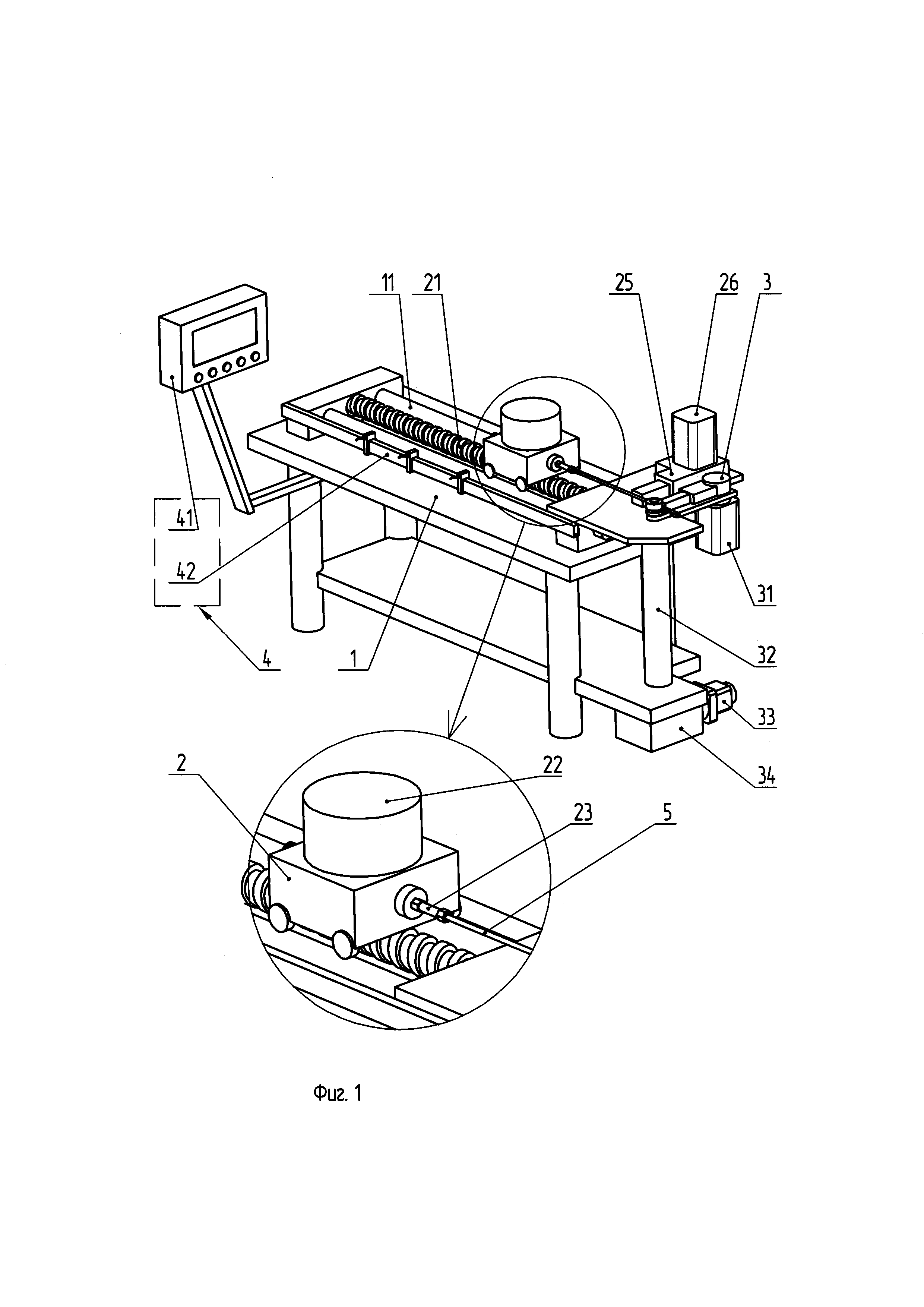
Предлагаемый в качестве изобретения трубогибочный станок поясняется чертежами (фиг. 1, 2, 3) и включает станину 1, устройство 2 для закрепления и подачи заготовки в зону гиба, гибочное устройство 3, систему управления 4. Основными компонентами системы управления 4 (фиг. 1) являются пульт управления 41, сменная штанга 42 и жгуты соединяющих проводов (на фиг. не показаны). Сменная штанга 42 устанавливается и закрепляется на станине 1 любым известным способом таким образом, что ее линейная координата - смещение вдоль продольной оси -выдерживается с жестким допуском. Обеспечение указанного требования производится любым известным способом и не является предметом патентной охраны. На сменной штанге 42 в кронштейнах 421 размещены датчики положения 422, количество и расположение которых соответствует необходимому количеству и расположению гибов.
На станине 1 размещены направляющие 11, по которым посредством привода 21 перемещается устройство 2 для закрепления и подачи заготовки в зону гиба. Привод 21 может быть выполнен любым известным способом, например, зубчатым ремнем или шарико-винтовой парой и не является предметом патентной охраны. Устройство 2 для закрепления и подачи заготовки в зону гиба включает сервопривод 22 и штангу 23. Штанга 23 установлена в корпусе устройства 2 для закрепления и подачи заготовки в зону гиба параллельно направлению движения устройства 2 для закрепления и подачи заготовки в зону гиба и выступает из него с двух сторон. На конце штанги 23, ближнем к гибочному устройству 3, выполнена наружная резьба. На противоположном конце штанги 23 установлен упругий элемент 24 (фиг. 2). Штанга 23 связана с сервоприводом 22 таким образом, что имеет возможность осевого вращения, которое сообщает ей сервопривод 22, и продольного перемещения.
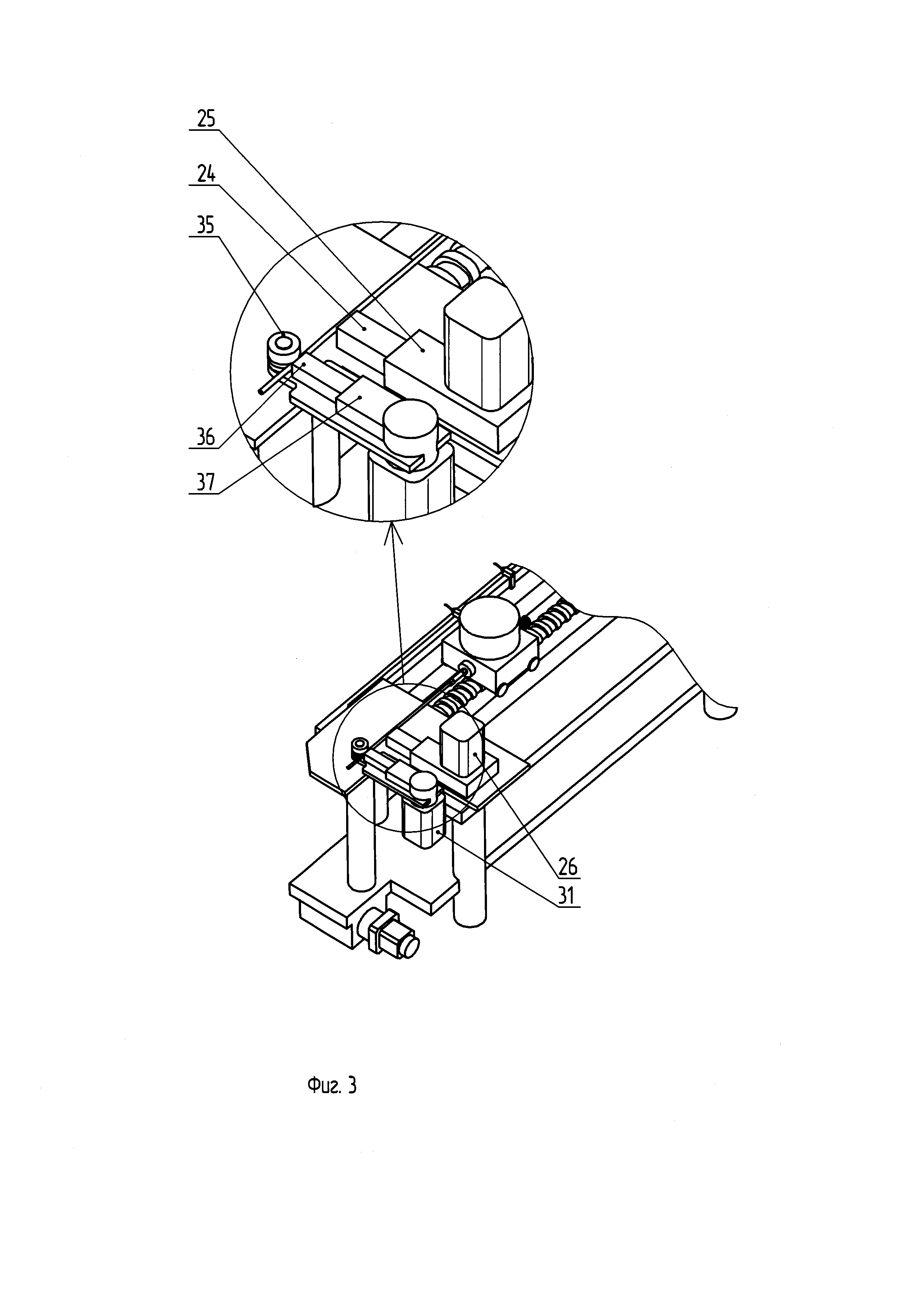
Гибочное устройство 3 расположено на станине 1 с возможностью осевого вращения и связано валом 32 через редуктор 34 с двигателем 33. Гибочное устройство 3 включает оправку 35, жестко связанную с валом 32, и подвижный упор 36, установленный с возможностью его перемещения приводом 31 в направляющей 37 для прижатия заготовки 5 к оправке 35.
Трубогибочный станок работает следующим образом.
Предварительно на сменной штанге 42 устанавливают кронштейны 421 с датчиками положения 422, размещая их в соответствии с количеством и расположением гибов на будущем изделии. Провода от датчиков формируют в общий жгут соединяющих проводов. Собранную сменную штангу 42 устанавливают и закрепляют на станине 1. Жгут соединяющих проводов (на фиг. не показан) подключают к пульту управления 41 известным способом, например, через разъем (на фиг. не показан). С пульта управления 41 вводят угловые координаты поворота вала 32.
Заготовку 5 (фиг. 1), имеющую сформированные на концах соединительные головки и накидные гайки, устанавливают на штангу 23 со стороны, обращенной к гибочному устройству 3. Накидную гайку заготовки 5 затягивают на резьбовой части конца штанги 23.
После включения оператором процесса гиба с пульта управления 41 все переходы выполняются в автоматическом режиме. Устройство 2 для закрепления и подачи заготовки в зону гиба перемещается сервоприводом 21 до первого датчика положения 422, что соответствует положению первого гиба, и останавливается. Приводы 26 и 31 перемещают упоры 24 и 36 в направляющих 25 и 37, соответственно, прижимая заготовку 5 к оправке 35. После прижатия заготовки 5 к оправке 35 включается двигатель 33, который через редуктор 34 и вал 32 поворачивает оправку 35 с прижатой к нему заготовкой 5 на заданный угол.
Гибка заготовки 5 происходит по схеме наматывания на оправку 35. Поэтому при изгибе заготовки 5 требуется ее дополнительная подача на величину, зависящую от угла гиба и определяемую по известной формуле с учетом пружинения заготовки 5. Эта подача происходит при осевом перемещении штанги 23 относительно зафиксированного устройства 2 для закрепления и подачи заготовки в зону гиба при одновременной деформации упругого элемента 24. Максимальная возможная деформация упругого элемента 24 предварительно подбирается так, чтобы иметь гарантированный запас по подаче заготовки 5 при заданном радиусе и максимальном угле гиба.
Двигатель 33 останавливается при достижении заданного угла поворота оправки 35 с прижатой к ней заготовкой 5. Подвижные упоры 24 и 36 отводятся приводами 26 и 31, освобождая заготовку 5 для последующего перемещения. Устройство 2 для закрепления и подачи заготовки в зону гиба перемещается до следующего датчика положения 422 и останавливается. При перемещении устройства 2 для закрепления и подачи заготовки в зону гиба упругий элемент 24 возвращает штангу 23 в исходное положение относительно устройства 2 для закрепления и подачи заготовки в зону гиба.
Линейная координата - положение датчика положения 422 на сменной штанге 42 - предварительно рассчитана так, чтобы к моменту остановки устройства 2 для закрепления и подачи около датчика положения 422 штанга 23 вернулась в исходное положение, а деформация упругого элемента 24, накопленная за предшествующее перемещение устройства 2 для закрепления и подачи, обнулилась. Сервопривод 22 поворачивает заготовку 5 вокруг оси на нужный угол, изменяя положение плоскости гиба. После этого гибка продолжится в автоматическом режиме до прохождения всех датчиков положения 422 на сменной штанге 42.
Применение упругого элемента 24 позволяет упростить систему управления трубогибочным станком и удешевить его конструкцию за счет исключения координатных оптических или иных линеек. В качестве упругого элемента 24 может быть применена цилиндрическая пружина сжатия, причем, с учетом специфики работы, требования к точности ее изготовления будут невысокие.
При необходимости изготовления на предлагаемом трубогибочном станке изделия (трубы), отличающегося пространственной формой и размерами, необходимо заменить сменную штангу 42 с установленными датчиками положения 422 и ввести новые координаты на пульте управления 41.
Техническим результатом предлагаемого изобретения является: упрощение и удешевление конструкции трубогибочного станка за счет замены линейных датчиков обратной связи датчиками положения, установленными на сменной штанге в соответствии с количеством и расположением гибов в конечном изделии, а также сокращение вспомогательного времени - времени на переналадку трубогибочного станка при подготовке к изготовлению нового изделия. Сокращение вспомогательного времени происходит за счет перераспределения работ по наладке: заблаговременной подготовки сменной штанги с установленными датчиками положения таким образом, что при переналадке станка требуется простая замена сменных штанг, которая может быть выполнена без привлечения высококвалифицированного наладчика.
Предлагаемая конструкция трубогибочного станка прошла испытания и внедрена в серийное производство на Алтайском заводе прецизионных изделий.
Клапан управления производительностью топливного насоса высокого давления
Способ регулировки форсунки и устройство для его осуществления
Штамп для высадки концов трубок высокого давления
Электроуправляемая форсунка
Способ восстановления топливопроводов высокого давления
Соединение топливопровода
Распылитель топливной форсунки
Игла распылителя электроуправляемой форсунки
Способ барабанной галтовки прецизионных деталей
Патрон для закрепления детали на станке
Клапан управления производительностью топливного насоса высокого давления
Топливный аккумулятор
Штамп для высадки концов трубок высокого давления
Способ восстановления топливопроводов высокого давления
Соединение топливопровода
Патрон для закрепления детали на станке
Способ контроля конических отверстий и устройство для его осуществления
Способ диагностирования двигателя внутреннего сгорания
Способ закрепления детали на станке и устройство для его осуществления
Способ навивки винтовых пружин преимущественно с малым индексом

