Результат интеллектуальной деятельности: СПОСОБ ЗАКРЕПЛЕНИЯ ДЕТАЛИ НА СТАНКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к станкостроению, в частности, к закреплению на станках тонкостенных деталей.
Обработка тонкостенных деталей связана с рядом сложностей, одна из которых -деформация детали при закреплении на станке. Деформации влияют на точность детали после обработки. Общепринятыми способами решения этой проблемы являются распределение прижимного усилия за счет увеличения количества точек приложения или за счет увеличения площади контакта и регулировка прижимного усилия.
Известен способ закрепления тонкостенных деталей на станках в кулачковых патронах, например, с помощью специальных кулачков, выполненных в виде сборной конструкции: алюминиевая основа и накладки из стеклотекстолита или в маятниковых кулачках (URL: https://konstruktor.net/podrobnee-det/bazirovanie-i-zakreplenie-tonkostennyx-detalej.html (Дата обращения: 02.10.2019)). Накладки, изготовленные из армированного стекловолокном пластика, позволяют производить закрепление детали по окончательно обработанным поверхностям без следов от прижимных элементов. Снижение деформаций тонкостенной детали обеспечивается, во-первых, благодаря большому углу охвата кулачка и, во-вторых, благодаря высокому коэффициенту трения. К недостаткам известного решения относится приложение прижимающего усилия: это ограничивает область применения способа, так как не позволяет выполнять операции, требующие осевого нагружения детали. Примерами таких операций могут служить сварочные операции с предварительным поджимом соединяемых деталей друг к другу, например, сварка магнитопровода (ярма) электромагнита с основанием. К недостаткам относится то, что деформация детали по местам закрепления не исключается, но лишь снижается ее вероятность. Требуется подбор величины прижимающего усилия, что усложняет технологический процесс. Недостатком является также относительно высокая стоимость технологической оснастки, поскольку стеклотекстолитовые и стандартные маятниковые кулачки выпускаются единственным в мире производителем - компанией SCHUNK.
Известно устройство для зажима тонкостенных деталей, в котором обрабатываемая тонкостенная деталь зажимается между элементами, двуплечими рычагами и плунжерами, воздействующими на внутреннюю и наружную поверхности детали, соответственно (пат. RU 2012444, опубл. 15.05.1994). Устройство крепится к шпинделю станка. Деталь надевается с зазором на конец корпуса устройства. При включении станка, с началом вращения шпинделя, начинается взаимосвязанное движение расположенных друг напротив друга двуплечих рычагов и плунжеров устройства до их упора в деталь. К недостаткам известного решения относится невозможность создания заданного, по величине, осевого прижимающего усилия на обрабатываемой детали. Недостатками являются также невозможность регулирования прижимающего усилия, сложность конструкции устройства, обусловленная наличием большого количества элементов, ограничение формы и размеров обрабатываемых деталей, связанное с размерами прижимающих элементов устройства - плунжеров и рычагов.
Наиболее близким по совокупности существенных признаков - прототипом предлагаемого изобретения - является способ закрепления детали, реализуемый в устройстве для захвата деталей (пат. RU 122327, опубл. 08.06.2012. Бюл. №33). Способ закрепления детали, по известному решению, предполагает приложение к закрепляемой детали радиального прижимающего усилия. Устройство для захвата деталей, по известному решению, включает опору для закрепляемой детали, прижимной элемент, элемент, обеспечивающий заданное прижимающее усилие, стопорную муфту и деталь, их связывающую. По известному решению, опора для закрепляемой детали и зажимной элемент выполнены гибкими. Элементом, обеспечивающим заданное усилие, является привод, выполненный в виде гидро- или пнвмоцилиндра. Деталью, связывающей привод и прижимной элемент, по известному решению, является трос. Натяжное устройство выполнено в виде барабана и стопорной муфты. Изменение размеров компенсируется за счет перемещения троса и последующей его фиксации стопорной муфтой. К недостаткам известного решения относится невозможность создания заданного, по величине, осевого прижимающего усилия на обрабатываемой детали, а также сложность конструкции, связанная с наличием гидро- или пневмоцилиндра в приводе зажимного элемента.
Технической задачей, на решение которой направлено предлагаемое изобретение, является создание эффективного способа закрепления на станке тонкостенных деталей, обеспечивающего заданное, по величине, осевое усилие прижима, а также создание простого и компактного устройства для осуществления предлагаемого способа закрепления детали.
Решение поставленной технической задачи достигается за счет:
- применения осевого нагружения вместо радиального при закреплении детали на станке;
- создания заданного прижимающего усилия с помощью пружины;
- выполнения стопорной муфты в виде механического зажима кулачкового или эксцентрикового типа;
- размещения прижимного элемента, пружины и стопорной муфты на стальном стержне,
Новизной в предлагаемом способе закрепления детали на станке является создание заданного, по величине, прижимающего усилия по оси закрепляемой детали с помощью пружины, выполнение стопорной муфты в виде механического зажима кулачкового или эксцентрикового типа, размещение прижимного элемента, пружины и стопорной муфты на детали, выполненной в виде стержня, установленном в шпинделе станка с возможностью вращения вместе со шпинделем и подпружиненном в осевом направлении.
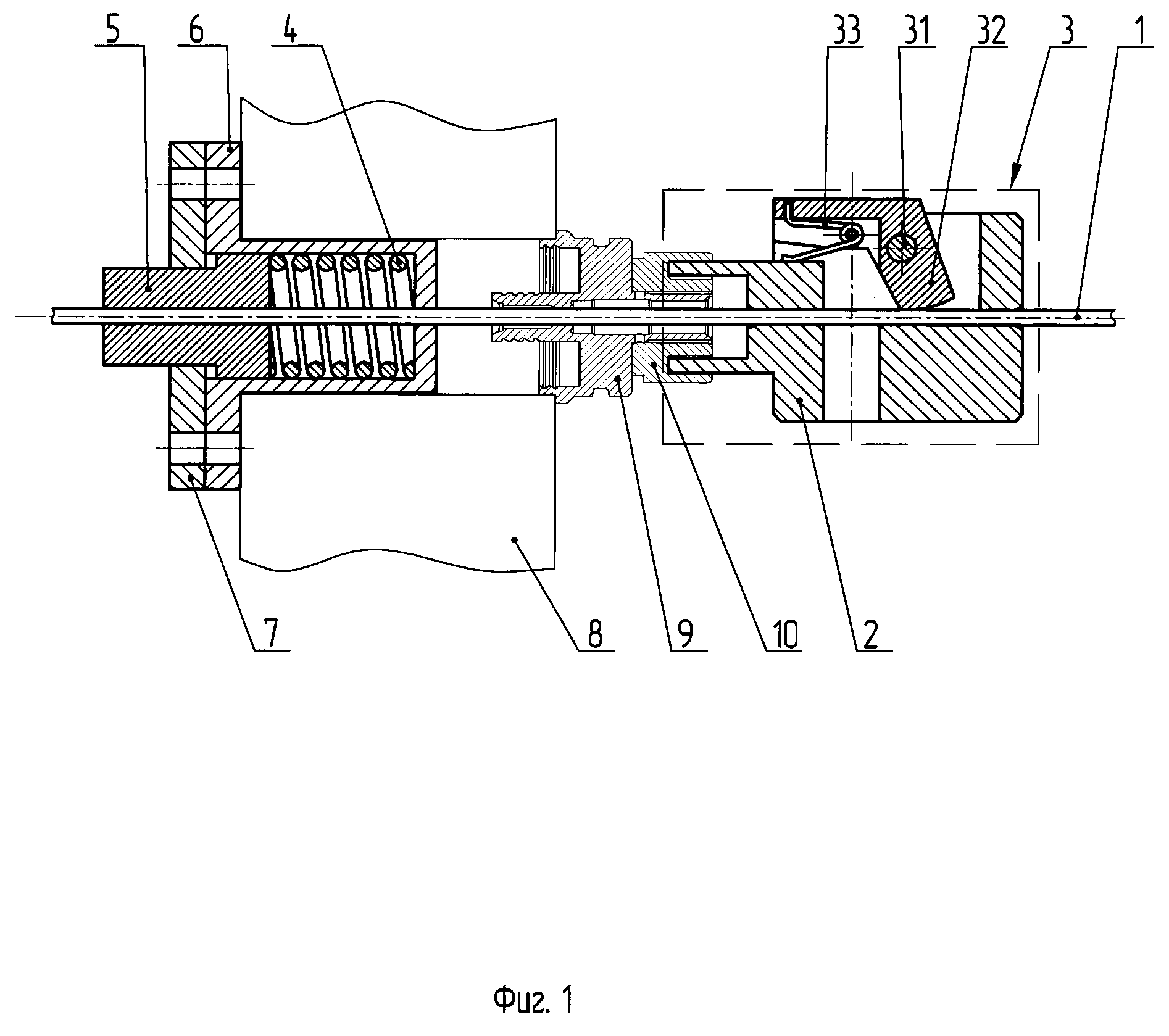
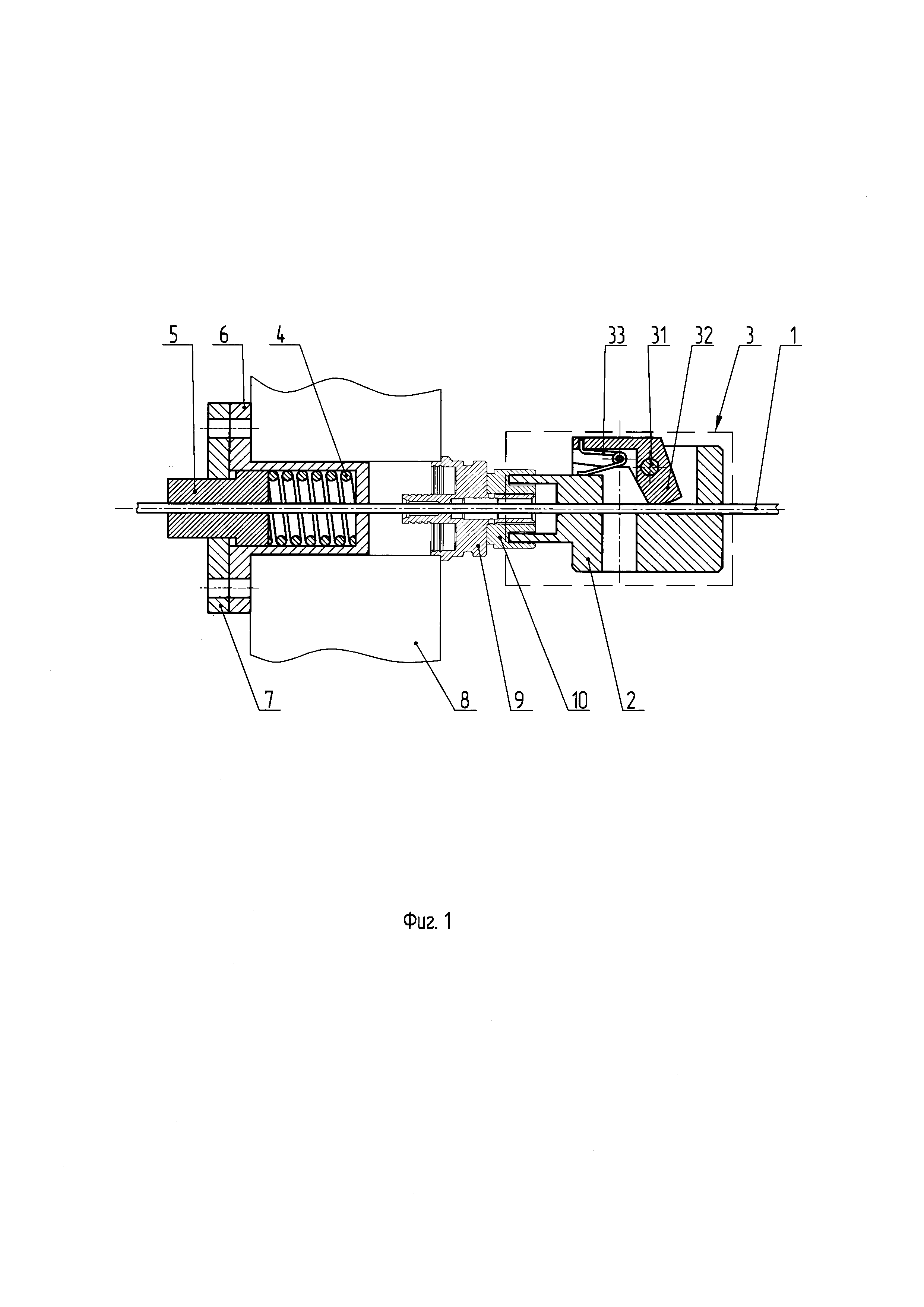
На фиг. 1 показан общий вид устройства для осуществления предлагаемого способа закрепления детали на станке, которое включает стержень 1, прижимной элемент 2, стопорную муфту 3, включающую ось 31 и рычаг 32, подпружиненный пружиной 33, пружину 4, создающую прижимающее усилие. Пружина 4 имеет предварительную осевую деформацию упором 5. Пружина 4 и упор 5 установлены в стакане 6 и зафиксированы крышкой 7. Упор 5 неподвижно закреплен на стержне 1. Стакан 6 с пружиной 4 установлены в центральном отверстии шпинделя 8 станка так, что во время работы станка вращаются вместе со шпинделем 8.
Стопорная муфта 3 может быть выполнена в виде механического зажима кулачкового или эксцентрикового типа так, что кулачковый или эксцентриковый профиль рычага 32, соприкасающийся с поверхностью стержня 1, допускает только одностороннее относительное движение стержня 1 и стопорной муфты 3. Постоянный контакт рычага 32 со стержнем 1 обеспечивается пружиной 33. Отведение рычага 32 от стержня 1 возможно при повороте рычага 32 вокруг оси 31. Воздействие на рычаг 32 с целью его поворота вокруг оси 31 с целью его отведения от стержня 1 может осуществляться непосредственно оператором станка или дополнительным исполнительным механизмом.
В зависимости от особенностей выполняемой операции, в стержне 1 могут быть установлены одна или несколько деталей, которые требуется закрепить. На фиг. 1 в качестве примера показана установка и закрепление двух деталей. Поз. 9 и поз.10.
Предлагаемый способ закрепления детали на станке осуществляется следующим образом.
Для установки и закрепления на станке деталей 9 и 10 на стержень 1 устанавливают с упором в торец шпинделя 8 деталь, подлежащую закреплению, и далее с упором в деталь прижимной элемент 2 и стопорную муфту 3.
Удерживая деталь с прижатым к ней прижимным элементом 2 на упоре в шпиндель 8, перемещают упор 5 вместе со стержнем 1 вдоль оси пружины 4 в направлении ее сжатия на расстояние, соответствующее заданному усилию закрепления детали. При этом происходит относительное перемещение стопорной муфты 3 вместе с прижимным элементом 2 по стержню 1 на величину линейной деформации пружины 4. Разгружают пружину 4 от приложенного усилия, в результате чего пружина 4, стремясь вернуться в исходное положение, создает растягивающее усилие на стержне 1. Стопорная муфта 3, препятствуя перемещению стержня 1, давит на прижимной элемент 2, а тот, в свою очередь, на закрепляемую деталь, прижимая ее к торцу шпинделя 8 станка.
Для снятия детали после завершения операции воздействуют на рычаг 32 для его поворота вокруг оси 31 и отвода от стержня 1, отключая, таким образом, стопорную муфту 3. После этого стопорную муфту 3 вместе с зажимным элементом 2 и обрабатывавшейся деталью свободно снимают со стержня 1.
Пример осуществления способа.
Выполняли лазерную сварку магнитопровода (ярма) электромагнита с основанием. Стержень 1 установили и закрепили в шпинделе с трехкулачковым патроном так, что стержень 1 проходил через трехкулачковый патрон. Основание и магнитопровод электромагнита, имеющие центральное отверстие, установливали на стержень 1. Основание зажимали по наружному диаметру в трехкулачковом патроне. Магнитопровод устанавливали с упором в торец основания. Пружину 4 подобрали и отрегулировали так, чтобы осевое усилие прижатия магнитопровода к основанию после закрепления деталей составляло 5±0,5 кгс. Прижимной элемент 2 выполняли в виде корпуса с кольцевой опорной площадкой, которая воздействовала на кольцевую поверхность расточки в магнитопроводе. Стопорную муфту 3 совместили с прижимным элементом 2 и выполнили в виде рычага с эксцентриковым рабочим профилем. После закрепления деталей и выполнения сварки, детали были освобождены и сняты со станка.
Предлагаемые способ закрепления детали на станке и устройство для его осуществления применяются в производстве электромагнитов на Алтайском заводе прецизионных изделий.
Клапан управления производительностью топливного насоса высокого давления
Способ регулировки форсунки и устройство для его осуществления
Штамп для высадки концов трубок высокого давления
Электроуправляемая форсунка
Способ восстановления топливопроводов высокого давления
Соединение топливопровода
Распылитель топливной форсунки
Игла распылителя электроуправляемой форсунки
Способ барабанной галтовки прецизионных деталей
Патрон для закрепления детали на станке
Штамп для высадки концов трубок высокого давления
Соединение топливопровода
Патрон для закрепления детали на станке
Трубогибочный станок
Способ навивки винтовых пружин преимущественно с малым индексом

