Результат интеллектуальной деятельности: СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ
Вид РИД
Изобретение
Предлагаемый способ относится преимущественно к области машиностроения и судостроения и может быть применен при изготовлении различных сварных конструкций, в том числе ответственного назначения.
Известен способ автоматической двухсторонней дуговой сварки тавровых соединений, при котором два электрода располагают в одной плоскости под углом друг к другу с разных сторон от стенки тавра и перемещают их вдоль линии шва, отличающийся тем, что с целью повышения качества сварки за счет предотвращения образования подрезов, электроды колеблют в одном направлении в плоскости, перпендикулярной оси шва (см. АС СССР №536022, опубл. 25.11.76 г. Бюл. №43).
Этот способ не предусматривает смещения электродов относительно друг друга в направлении сварки, что зачастую приводит к взаимному воздействию магнитных полей дуг друг на друга и ухудшению стабильности формирования швов.
Наиболее близким к предлагаемому решению является способ дуговой автоматической сварки, по которому получают двустороннее одновременное проплавление противоположных сторон таврового соединения, у которого полку при сварке располагают в горизонтальной плоскости, а стенку в вертикальной плоскости, плавящиеся электроды одинакового диаметра размещают по разным сторонам стенки и перемещают с одинаковой скоростью в направлении сварки, а торцы электродов устанавливают либо без смещения относительно направления скорости сварки, либо со смещением 6-12 дюймов (150-300 мм) вдоль стыка и пропускают через них ток специальной формы, причем мощность сварочных дуг регулируют раздельно. [Патент US №2009120919 А1, от 2009.05.14 МПК В23К 9/02 и В23К 9/10]. Этот способ принят за прототип.
В этом способе дистанция между дугами либо отсутствует, либо составляет 6-12 дюймов (150-300 мм), то есть выбирается достаточно большой из условия минимального взаимного магнитного воздействия дуг.
Недостатком данного способа является получение различного провара угловых швов при смещении плавящихся электродов одинакового диаметра. Различие в глубине провара и площади провара основного металла возникает из-за подогрева основного металла в зоне действия задней дуги от тепловой мощности, выделяемой передней дугой. В то же время количество наплавленного металла остается одинаковым для двух швов, так как катеты швов задаются равными. Таким образом, происходит увеличение количества расплавленного основного металла, который наиболее сильно влияет на продольную усадку, что приводит к неравномерности сварочных деформаций и возникновению дополнительных деформаций изгиба тавра в сторону шва, накладываемого вторым.
Технический эффект заявляемого изобретения заключается в обеспечении одинакового провара при смещении электродов сварочных дуг в направлении скорости сварки и недопущении дополнительных деформаций.
Это достигается тем, что в известном способе дуговой автоматической сварки, по которому получают двустороннее одновременное проплавление противоположных сторон таврового соединения, когда полка таврового соединения при сварке располагается в горизонтальной плоскости, а стенка в вертикальной плоскости, плавящиеся электроды располагают с разных сторон стенки таврового соединения и перемещают с одинаковой скоростью в направлении сварки, а их торцы устанавливают со смещением вдоль стыка, причем мощность сварочных дуг регулируют раздельно.
В отличие от прототипа диаметр плавящегося электрода передней сварочной дуги выбирают большим, чем диаметр плавящегося электрода задней сварочной дуги, мощности и скорость сварки передней и задней сварочных дуг выбирают обеспечивающими заданный катет швов, а дистанцию между электродами выбирают из условия обеспечения равного провара угловых швов.
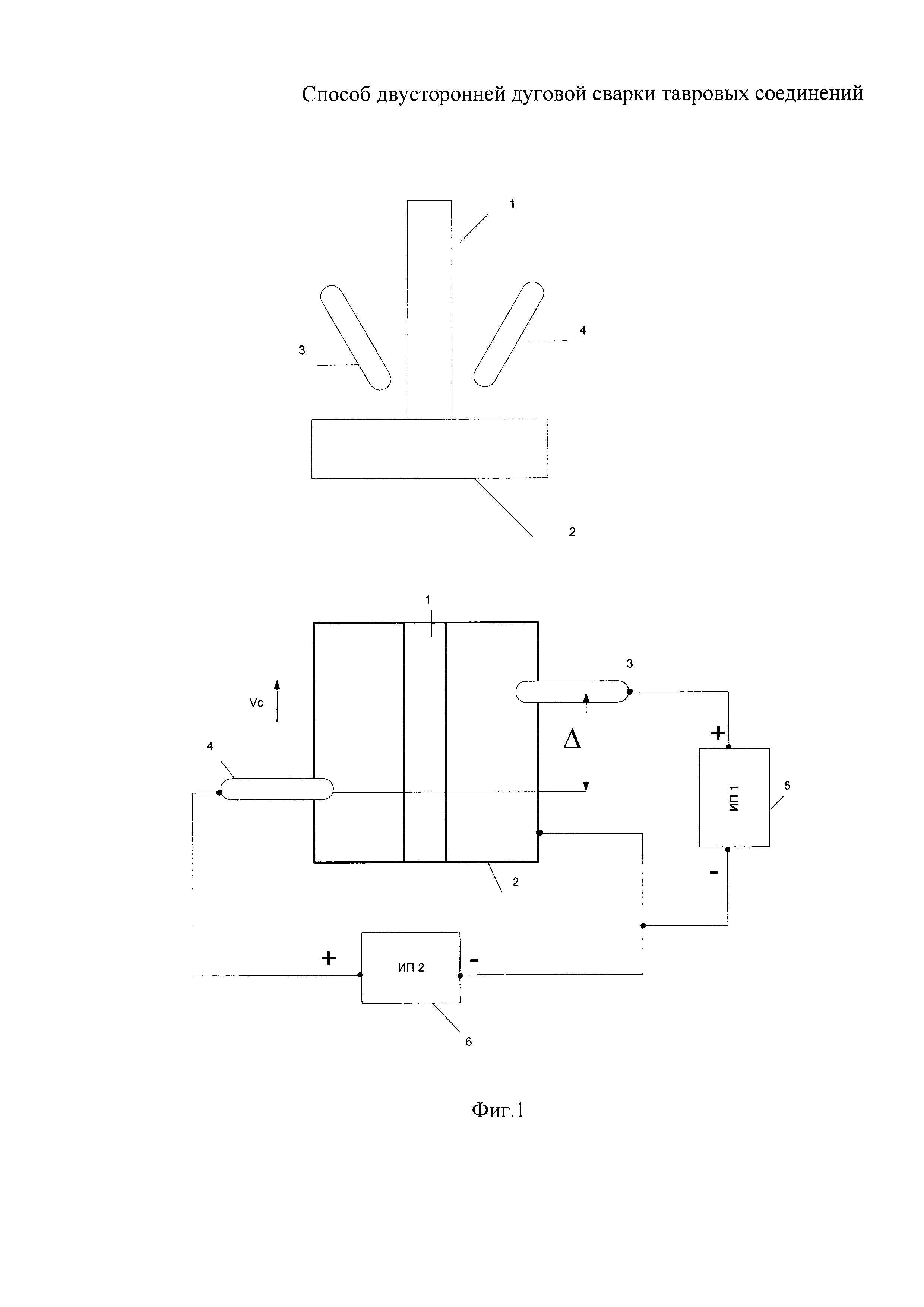
Изобретение иллюстрируется чертежами, где на фиг. 1 показана схема осуществления процесса двусторонней двухдуговой сварки таврового соединения и расположение сварочных электродов по отношению к скорости сварки по предлагаемому способу при питании дуг от двух источников питания, на фиг. 2 - геометрические характеристики угловых швов таврового соединения по известному способу, на фиг. 3 - зависимости коэффициента расплавления плавящегося электрода при сварке от тока дуги для различных диаметров электродов при обратной полярности дуги под флюсом, на фиг. 4 - схема получения значений токов дуг, при различных диаметрах электродов, обеспечивающих равную производительность наплавки.
Предлагаемый способ заключается в том, что сварку ведут одновременно с двух сторон таврового соединения (фиг. 1) со стенкой 1, располагаемой в вертикальной плоскости, и полкой 2, располагаемой в горизонтальной плоскости, причем с каждой стороны полки 2 устанавливают по одному плавящемуся сварочному электроду 3, 4. Электроды 3, 4 смещают в направлении движения сварочных дуг относительно друг друга на величину Δ, зажигают сварочные дуги и перемещают плавящиеся электроды вдоль стыка в одном направлении с одинаковой скоростью Vc. Мощность сварочных дуг на каждом из электродов регулируют раздельно, для этого используют два источника 5 и 6, для питания каждой дуги отдельно. Электрод 3 передней дуги выбирают большего диаметра Dп, а электрод 4 задней дуги Dз - меньшего диаметра. Скорость сварки и мощность дуги (ток дуги) с переднего электрода 3 выбирают из условия обеспечения заданного катета сварного шва. Мощность задней дуги (ток дуги) с электрода 4 выбирают также из условия обеспечения такого же заданного катета сварного шва. Ток задней дуги Iдз выбирают меньше, чем ток Iдп передней, так как для меньшего диаметра плавящегося электрода выше коэффициент расплавления и соответственно коэффициент наплавки. Это позволяет снизить провар основного металла полки и стенки тавра от действия задней дуги и добиться провара, близкого к провару передней дуги. Подогрев зоны действия задней дуги от передней дуги приводит к повышению провара основного металла полки и стенки тавра при наложении второго шва, а снижение тока задней дуги за счет использования электрода меньшего диаметра приводит к снижению провара и эти два фактора компенсируют друг друга.
При сварке возможно два варианта положения передней и задней дуг в отношении скорости сварки по диаметру электрода. Анализ показывает, что оптимальным по обеспечению равного провара при одинаковом катете шва, является движение первым электрода большего диаметра на большем токе дуги.
Ток передней дуги с электродом 3 большего диаметра выбирается из условия обеспечения требуемого катета углового шва. Это достигается действием относительно мощной передней дуги на холодный металл при достижении определенного уровня провара шва, формируемого первым. При этом обеспечивается подогрев изделия для задней дуги с электродом 4, обеспечивающий повышение провара пластин. В случае сварки по известному способу для обеспечения равенства катетов швов должны выбираться одинаковые токи дуги, что приводит к увеличению провара и площади расплавленного основного металла, что, в свою очередь, приводит к увеличению сварочных деформаций и их неравномерности относительно продольной оси тавра.
Задняя дуга может обеспечивать одинаковый катет и провар при значительно меньшей мощности, чем у передней, что достигается за счет сильного подогрева металла передней дугой. Изменение дистанции между дугами позволяет выбрать ток (мощность) задней дуги, обеспечивающий требуемый катет шва и равный провар. Провар от действия переднего источника можно опытным путем определять для случая однодуговой сварки, так как при предлагаемой дистанции между дугами влияние задней дуги на температурное поле в области передней дуги практически отсутствует.
На фиг. 2 показаны стенка 1, расположенная в вертикальной плоскости и полка 2, расположенная в горизонтальной плоскости, а также угловые швы 3 и 4, полученные по известному способу с различным проваром основного металла. Шов 3 получен за счет действия передней дуги и имеет катет К1. Провар основного металла шва 3, равный разнице высоты углового шва h1 и высоты катета К1, составляет
Hol=h1-0,7·K1.
Площадь поперечного сечения проплавления основного металла шва 1 составит F1 мм2.
Шов 4 получен за счет действия задней дуги и имеет такой же катет К1. Из-за подогрева зоны действия задней дуги передней провар основного металла для шва 4 больше и составляет
Ho2=h2-0,7·K1.
h2 больше h1 за счет подогрева основного металла передней дугой. Также больше площадь поперечного сечения основного металла F2.
На фиг. 3 представлены по литературным данным зависимости коэффициента расплавления от тока дуги под флюсом для различных диаметров электрода. Цифры на графиках обозначают диаметр электрода в мм. Меньшему диаметру электрода при одинаковом токе дуги соответствует больший коэффициент расплавления.
На фиг. 4 кривая d1 представляет зависимость для меньшего диаметра проволоки, а кривая d2 - для большего диаметра проволоки. Кривая d1 расположена над кривой d2, что показывает, что коэффициент расплавления существенно увеличивается с уменьшением диаметра электрода. Токи дуги Iд1 и Iд2 выбираются различными из условия обеспечения равенства произведения αр·Iд. Должно обеспечиваться αр1·Iд1=αр2·Iд2. Тогда катеты двух швов таврового соединения будут одинаковы.
Площадь поперечного сечения наплавленного металла при дуговой автоматической сварке можно определить из известного выражения
Fн=αн·Iд /(Vc·ρ),
где αн - коэффициент наплавки для данного способа сварки, г/(А·с), Iд - ток дуги, A, Vc - скорость сварки, см/с, ρ - плотность наплавляемого металла, для стали ρ=7,8 г/см3.
Коэффициент наплавки связан с коэффициентом расплавления зависимостью
αн=αр·(1-ψп),
где ψп - коэффициент потерь плавящегося электрода на угар и разбрызгивание, слабо зависит от тока и диаметра электрода.
αр зависит от тока дуги и диаметра электрода (фиг. 3). При одинаковом токе дуги коэффициент расплавления ар и соответственно коэффициент наплавки ан выше для электрода меньшего диаметра. Произведение αр·Iд представляет производительность расплавления в г/с, на графике фиг. 4 ее характеризует площадь прямоугольника для координаты точки (αр, Iд). Из графиков фиг. 4 следует, что можно подобрать одинаковую производительность расплавления αр·Iд для разных диаметров электрода, подбирая токи дуг. Соответственно аналогично будет изменяться производительность наплавки αн·Iд. Меньшему диаметру электрода для сохранения производительности наплавки должен соответствовать меньший ток дуги. Между коэффициентом расплавления и скоростью подачи электродной проволоки Vэ существует известная взаимосвязь
Vэ=αp·ρ/j,
где j - плотность тока на электроде, А/см2.
В таблице 1 представлено расчетное распределение температуры по оси X (в продольном направлении) от действия двух сварочной дуг на рекомендуемых режимах сварки угловых швов тавровых соединений в зоне действия второй дуги (50 мм от оси дуги). Режимы дуг: ток 300 А, напряжение 34 В, скорость сварки 0,72 см/с. Полная эффективная мощность дуги при эффективном КПД ηи=0,8 составляет qи=8160 Вт. Для расчета выбиралась приведенная эффективная мощность, которая в 1,5 раза меньше полной эффективной мощности, с учетом распространения тепла в 3-х направлениях при сварке тавровых соединений, вместо двух при сварке стыковых соединений. Получили приведенную эффективную мощность 5440 Вт. Толщина расчетной пластины принималась 10 мм. Материал - сталь 20. Теплофизические коэффициенты принимали по справочным данным: объемная теплоемкость 5 Дж/(см3·С), температуропроводность a=0,08 см2/с. Координата у в поперечном направлении принималась равной половине толщине пластин y=5 мм. Координата по толщине пластины (ось Z) принимали равной половине толщины пластины: z=5 мм. Расчет велся по схеме нормально-кругового источника тепла на поверхности плоского слоя. Осевой тепловой поток источника тепла принимался 3500 Вт/см2. За начало координат полагалась ось переднего источника тепла.
В таблице приведены значения приращения суммарной температуры от двух источников ΔT и температуры от каждого источников: переднего ΔT1 и заднего ΔТ2.
Температура от переднего источника в зоне действия заднего достаточно стабильна и изменяется в пределах 340-380 градусов, что приводит к повышению провара от действия заднего источника по сравнению с передним. Влияние заднего источника на зону переднего источника практически отсутствует.
Пример. Проводили двухдуговую в среде углекислого газа двухстороннюю автоматическую сварку таврового соединения из низкоуглеродистой стали 20 с толщиной стенки и полки 10 мм по известному способу. Полка располагалась горизонтально, а стенка - вертикально. Швы выполнялись в нижнем положении. Электроды сварочных горелок располагались под углом 45 градусов по отношению к стенке и полке. Катеты угловых швов проектировались одинаковыми К=6 мм. Диаметр электродов дуги, расположенных со смещением торцев 150 мм, выбирался 1,2 мм. Токи каждой из дуг 300 А, скорости подачи электродных проволок 450 м/час. Напряжение на дугах 34 В. Скорость сварки составляла 26 м/час = 0,72 см/с. На данном режиме получили требуемый катет швов К=6 мм. На макрошлифе получили провар углового шва сваренного передним электродом 3 мм и площадь проплавления основного металла 8 мм2. Провар углового шва, сваренного задним электродом, составил 5 мм и площадь проплавления основного металла - 15 мм2. Расчетный коэффициент потерь на угар и разбрызгивание составил 7 %.
После этого выполняли двухдуговую двухстороннюю сварку такого же соединения по предлагаемому способу. Режимы сварки передней дуги оставались такими же, как и в известном способе. Дистанцию между электродами установили 150 мм. Диаметр электрода задней дуги был выбран 1,0 мм, а ее ток составлял 250 А. Скорость подачи электродной проволоки составила 600 м/час. Напряжение на передней дуге 34 В, на задней 31 В. На таком режиме также получили катет шва от действия задней дуги К=6 мм. На макрошлифе получили провар углового шва сваренного передним электродом 3 мм и площадь проплавления основного металла 8 мм2. Провар углового шва сваренного задним электродом составил 3,3 мм и площадь проплавления основного металла 8 мм2.
Таким образом, предлагаемый способ обеспечивает технический эффект, заключающийся в снижении провара основного металла от действия задней дуги, уменьшении площади проплавления основного металла и снижении сварочных деформаций. Способ может быть осуществлен с помощью известных в технике средств, известных и применяемых на производстве источников питания для сварки, плавящихся электродов разного диаметра. Следовательно, предлагаемый способ обладает промышленной применимостью.
Способ дуговой сварки таврового соединения деталей, включающий сварку угловых швов одновременно с двух сторон таврового соединения деталей без разделки свариваемых кромок с расположением полки тавра в горизонтальной плоскости, причем с каждой стороны стыка деталей устанавливают по одному плавящемуся электроду, электроды смещают относительно друг друга в направлении движения сварочных дуг, зажигают сварочные дуги и перемещают электроды вдоль стыка в одном направлении с одинаковой скоростью, при этом мощность сварочных дуг на каждом из электродов регулируют раздельно, отличающийся тем, что устанавливают электрод передней сварочной дуги с большим диаметром, чем диаметр электрода задней сварочной дуги, при этом сварку выполняют с регулированием мощности передней и задней сварочных дуг для получения одинаковых катетов швов, а смещение между электродами выбирают из условия обеспечения равного провара угловых швов.
Горелка для точечной плазменной сварки
Сварное нахлесточное соединение
Способ двусторонней дуговой сварки
Способ подготовки кромок деталей под дуговую сварку стыкового соединения
Способ дуговой сварки
Способ сварки нахлесточных соединений из разнородных металлов
Опора трубопровода
Способ дуговой сварки штучным покрытым электродом
Способ определения скорости расплавления покрытого электрода
Способ сварки комбинацией дуг
Способ подготовки кромок деталей под дуговую сварку стыкового соединения
Способ дуговой сварки
Способ сварки нахлесточных соединений из разнородных металлов
Опора трубопровода
Способ дуговой сварки штучным покрытым электродом
Способ определения скорости расплавления покрытого электрода
Способ сварки комбинацией дуг
Способ механизированной наплавки дугой косвенного действия
Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке
Способ дуговой сварки штучными покрытыми электродами

