Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЕНИЯ ПЯТНИКА ЕДИНИЦЫ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к способам термической обработки деталей железнодорожного подвижного состава, а именно пятника грузового вагона.
Под пятником грузового вагона понимается пятник грузового вагона, выполненный съемным, или как часть литой консоли грузового вагона, упора объединенного, а также съемный пятник или пятниковое место устройства сочленения грузовых вагонов.
Упрочнение поверхности пятника грузового вагона необходимо для создания твердого слоя детали, что значительно снижает износ рабочих поверхностей детали. Упрочнение может осуществляться посредством термической обработки - закалкой поверхности.
Известен способ упрочнения пятника грузовых вагонов (RU 2223166 С2, B23P 15/20, B23P 6/00, 10.02.2004), с помощью установки на опорную и упорную поверхности пятника накладки из пружинно-рессорной стали, термически обработанной до нужной твердости.
Технической проблемой, присущей указанному техническому решению, является сложность реализации, вызванная дополнительной термической обработкой накладки и посадкой указанной накладки на поверхности пятника внатяг.
Из уровня техники известен способ упрочнения пятника с помощью плазменной закалки (http://mirprom.ru/public/plazmennaya-zakalka-v-proizvodstve-chast-2.html, рис. 8), посредством плазменной горелки. Закалка происходит за счет отвода тепла в тело детали без подачи воды на место нагрева.
Технической проблемой, присущей указанному техническому решению, является сложность реализации, так как источник тепла (плазменная горелка) обладает малыми размерами по сравнению с закаливаемой поверхностью, например, опорной поверхностью пятника, и требуется осуществление нескольких проходов горелкой, что повлечет за собой вторичное термическое влияние на уже обработанные части поверхности на предыдущих проходах, вследствие чего снижается твердость на обработанных поверхностях.
Наиболее близким аналогом является известный способ упрочнения пятника грузового вагона, включающий закалку поверхности пятника путем индукционного нагрева и последующего охлаждения с помощью устройства для упрочнения в виде индуктора со спрейером (RU 2263419 C1, H05B 6/40, 27.10.2005).
Техническим результатом изобретения является упрощение процесса упрочнения пятника грузового вагона.
Указанный технический результат достигается тем, что в способе упрочнения пятника грузового вагона, включающем закалку поверхности пятника путем индукционного нагрева токами высокой частоты и последующего охлаждения с помощью устройства для упрочнения, выполненного в виде индуктора со спрейером, согласно настоящему изобретению, закалку осуществляют посредством поворота упомянутого устройства вокруг центральной оси пятника на 360°, при котором обрабатываемые поверхности пятника нагревают токами высокой частоты до температуры в интервале 830-1150°С и непосредственно после нагрева подвергают спрейерному охлаждению с расходом охлаждающей жидкости 15-45 л/мин, затем проводят объемный низкий отпуск пятника в печи при температуре 180-250°C с выдержкой в течение 1-5 часов. Полный поворот устройства для упрочнения может быть осуществлен в течение 2-10 минут. Индуктор со спрейером могут быть расположены на расстоянии L от закаливаемой поверхности пятника в диапазоне от 0,5 до 7 мм. Закалку поверхности пятника осуществляют на глубину до 5 мм.
Из уровня техники известно устройство для упрочнения, например, сварного стыка рельса, содержащее индуктор и спрейер, выполненные с возможностью поворота относительно центральной оси рельса (RU 131732 U1, E01B 31/18, 01.04.2013).
Наиболее близким аналогом является известное устройство для упрочнения пятника грузового вагона, содержащее основание и размещенные в нем индуктор для нагрева поверхности и спрейер в виде трубки с отверстиями (RU 2263419 C1, H05B 6/40, 27.10.2005).
В устройстве для упрочнения пятника грузового вагона, содержащем индуктор для нагрева поверхности токами высокой частоты и спрейер в виде трубки с отверстиями, согласно изобретению, индуктор и спрейер выполнены с возможностью поворота относительно центральной оси пятника и закреплены посредством элемента крепления таким образом, что ось вращения индуктора расположена соосно с центральной осью пятника, при этом индуктор выполнен Г-образной формы, а спрейер содержит дополнительную трубку с отверстиями для спрейерного охлаждения.
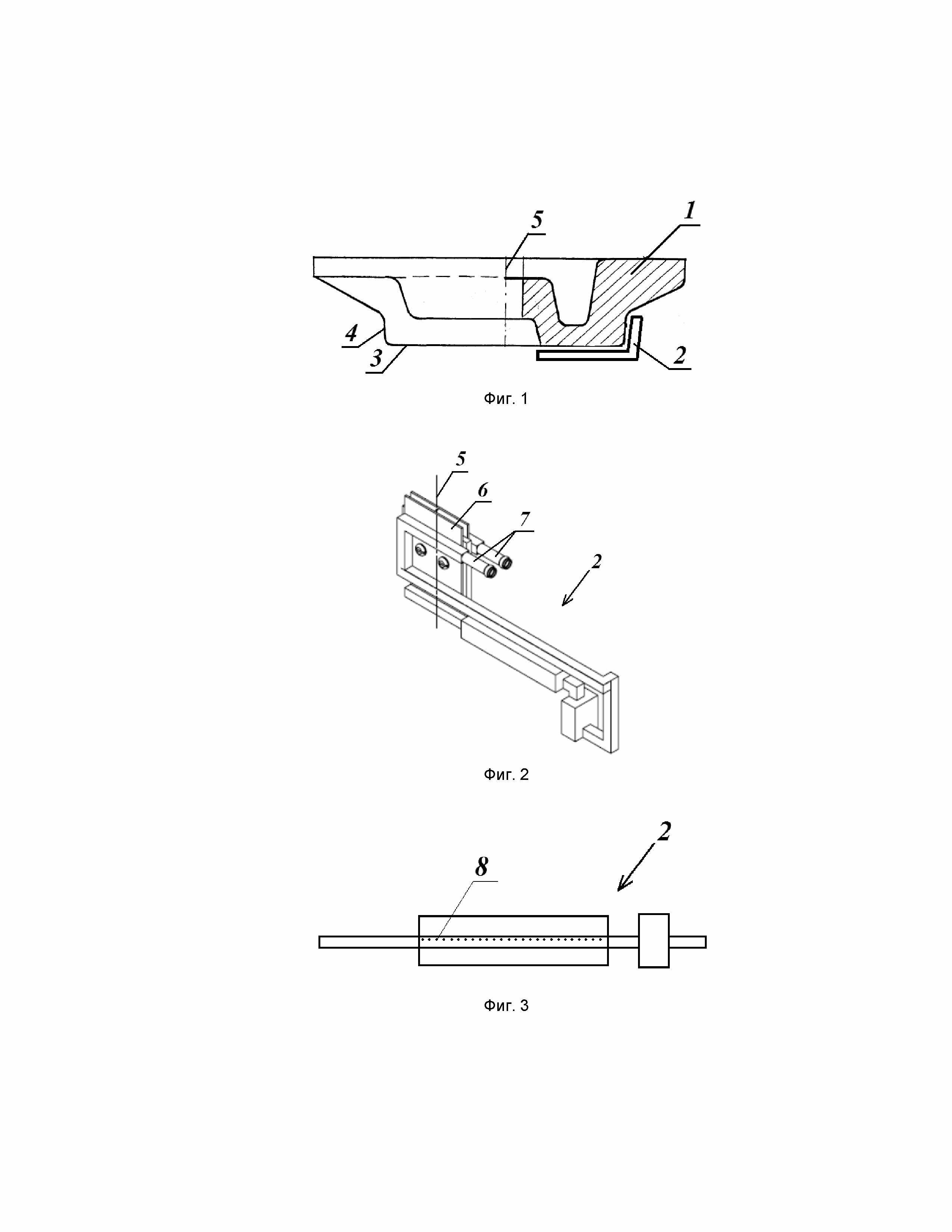
Устройство для упрочнения пятника грузового вагона поясняется чертежами, где на фиг. 1 - взаимное расположение пятника грузового вагона и устройства для упрочения пятника, фиг. 2 - устройство для упрочнения пятника (изометрический вид), фиг. 3 - устройство для упрочнения пятника (вид со стороны обращенной к закаляемой поверхности).
На фиг. 1 представлено взаимное расположение пятника 1 грузового вагона и устройства 2 для его упрочнения, расположенного на расстоянии L от опорной 3 и упорной 4 поверхностей пятника 1. Устройство 2 расположено с обеспечением возможности поворота вокруг центральной оси 5 пятника 1, при этом ось вращения устройства 1 расположена соосно с центральной осью 5 пятника 1 посредством элемента крепления 6, выполненного в представленном на фиг. 2 варианте в виде двух соединенных пластин.
Устройство 2 содержит индуктор Г-образной формы, объединенный со спрейером, в представленном варианте выполненным в виде изогнутой трубки 7 с отверстиями 8 для спрейерного охлаждения (см. фиг. 3), обращенными к закаляемой поверхности пятника. Конфигурация расположения отверстий 8 для спрейерного охлаждения зависит от типоразмера (геометрических размеров) пятника 1. Геометрия устройства 2 для упрочнения пятника 1 повторяет геометрию опорной 3 и упорной 4 поверхностей пятника 1.
Способ упрочнения пятника грузового вагона осуществляется посредством непрерывно-последовательной закалки токами высокой частоты с последующим охлаждением жидкостью. Устройство для упрочнения пятника в виде индуктора, объединенного со спрейером, устанавливают соосно с осью пятника на расстоянии L от закаливаемой поверхности, в частности опорной и упорной поверхностей пятника, в зависимости от типоразмера (геометрических размеров) пятника. Далее осуществляют вращение устройства строго относительно оси пятника с постоянной угловой скоростью. По мере поворота устройства вокруг оси, посредством индуктора происходит разогрев токами высокой частоты поверхностного слоя закаляемой поверхности до температур Т, необходимых для закалки, в интервале от 830-1150°С, в зависимости от марки стали, из которой выполнен пятник (пятниковое место) грузового вагона. Непосредственно после разогрева поверхности токами высокой частоты осуществляется спрейерное охлаждение посредством подачи охлаждающей жидкости на закаляемую поверхность через отверстия трубок с расходом 15-45 л/мин в зависимости от типоразмера (геометрических размеров) пятника (пятникового места). Спрейерное охлаждение обеспечивает протекание мартенситного и бейнитного превращений в стали. Закалка всей рабочей поверхности пятника (пятникового места) происходит по мере поворота устройства для упрочнения пятника на 360°, который осуществляется за 2-10 минут в зависимости от типоразмера (геометрических размеров) пятника (пятникового места) грузового вагона.
После проведения закалки пятника проводят объемный низкий отпуск детали в печи при температуре 180-250°C с выдержкой в течении 1-5 часов для снятия остаточных напряжений, несущественно влияющий на полученные в результате закалки значения твердости.
Параметры режима закалки, такие как время поворота устройства для упрочнения пятника, расстояния между закаляемой поверхностью пятника и устройством, сила и частота тока, одинаковы для одного типоразмера деталей, что обеспечивает высокую степень повторяемости результатов, в отличие от известных аналогов. Геометрические размеры устройства для упрочнения пятника также зависят от типоразмера (геометрических параметров) пятника или пятникового места.
Выполнение устройства для упрочнения пятника с возможностью поворота относительно центральной оси пятника и с индуктором Г-образной формы значительно упрощает процесс упрочнения рабочей поверхности пятника. Г-образная форма индуктора позволяет провести закалку в зависимости от того, какая поверхность пятника требует проведения закалки, а также позволяет проведение закалки опорной и упорной поверхностей пятника одновременно, что требуется в большинстве случаев. Кроме того, выполнение индуктора, объединенного со спрейером, в частности с трубкой для спрейерного охлаждения, обеспечивает охлаждение самого индуктора в процессе работы помимо охлаждения закаляемой поверхности пятника.
Наличие в индукторе дополнительной трубки с отверстиями для спрейерного охлаждения обеспечивает ускоренное охлаждение разогретого слоя, необходимое для протекания мартенситного и бейнитного превращений в стали, необходимых для получения структур закалки, ответственных за получение необходимых значений твердости рабочей поверхности пятника грузового вагона.
Для закрепления устройства для упрочнения пятника соосно с осью пятника могут быть использованы различные элементы крепления, обеспечивающие строгое соосное расположение.
Заявляемый способ упрочнения пятника грузового вагона и устройство для его осуществления обеспечивает упрощение процесса упрочнения пятника для получения значений твердости рабочей поверхности для пятниковых мест от 375 до 515 НВ на поверхности, не менее 350 НВ на глубине 3,2 мм от поверхности и не более 300 НВ на глубине 9,6 мм от поверхности.
Способ внепечной обработки стали
Универсальная система перевозки съемных грузовых модулей (варианты)
Боковая рама тележки грузового вагона
Система для разгрузки сыпучих материалов из грузовых ёмкостей
Литой корпус сцепки железнодорожного подвижного состава
Тормоз электропневматический грузового вагона (варианты)
Стенд для сборки и сварки рамы железнодорожного вагона
Тележка двухосная для грузовых вагонов
Устройство для крепления котла вагона-цистерны к раме платформы (варианты)
Профиль поверхности обода железнодорожного колеса
Способ изготовления литейной формы методом вакуумно-пленочной формовки и прокалывающий элемент для его реализации
Коготь железнодорожной сцепки (варианты) и способ его изготовления
Способ обработки опорных витков пружин методом плазменной резки, роботизированный комплекс и линия для его воплощения
Железнодорожное колесо
Балка надрессорная
Котёл цистерны и способ его изготовления

