Результат интеллектуальной деятельности: Способ укладки на под кольцевой печи цилиндрических непрерывно-литых заготовок
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к способам загрузки и размещения заготовок на вращающемся поду печей перед обработкой давлением и может быть использовано для оптимизации и равномерности нагрева цилиндрических непрерывно-литых заготовок для производства бесшовных труб.
Известен способ расположения непрерывно-литой заготовки на поду печи (Н.П. Свинолобов, В.Л. Бровкин Печи черной металлургии: Учебное пособие для вузов, Днепропетровск, 2004 г, с. 116-118), которую размещают на поду печи всегда на одних и тех же позициях от 1 до 122 при постоянном шаге пода печи.
При нагреве заготовок на поверхности пода формируется слой образующейся окалины, в которой при укладке заготовок на одних и тех же позициях образуются углубления - выработанные ямы. Заготовки, находясь в этих ямах, недостаточно прогреваются с нижней части, что визуально фиксируется как темная полоса и при последующей прошивке и прокате труб является причиной образования таких дефектов, как разностенность, внутренняя плена, кривизна.
Известен способ транспортирования заготовок в печи с шагающим подом (а.с. СССР №1254268, F27B 9/14, опубл. 30.08.1986), включающий загрузку заготовок в печь, периодическое перемещение на заданный шаг с периодическим одноразовым изменением и последующим восстановлением этого шага и выгрузку заготовок из печи. При этом первоначальное расположение заготовок в печи повторяется через каждые 4 шага перемещения заготовок, при совершении изменения шага. Периодическое одноразовое изменение шага перемещения заготовок и постоянное циклическое изменение шагов загрузки и выгрузки осуществляется оператором в дистанционном режиме с пульта управления или в автоматическом режиме с помощью командоаппарата.
Известен способ укладки заготовок на поду печи с вращающимся подом (а.с. СССР №1571379, F27B 3/00, опубл. 15.06.1990), в котором для уменьшения самопроизвольного смещения заготовок их укладывают на под печи под углом и с соприкосновением между собой и с выступом пода. Причем в качестве первой заготовки при загрузке печи используют вспомогательную заготовку плоской формы.
Указанные способы не обеспечивают равномерного нагрева заготовок.
Наиболее близким решением, принятым за прототип, является способ укладки заготовок на поду кольцевой печи (а.с. СССР №1555611, F27D 3/00, F27B 9/16, опубл. 07.04.1990), в котором заготовки укладывают на под в радиальном направлении при шаговом повороте пода, при этом загружаемую заготовку укладывают при каждом обороте пода со смещением относительно места укладки выгружаемой из печи заготовки. Величина смещения составляет 0,2-1,0 ширины заготовки, при этом смещение производят за счет дополнительного предварительного шагового поворота пода сразу после подъема заготовки над подом в период выгрузки. А затем после загрузки новой заготовки под поворачивают на расстояние, равное разности между шаговым поворотом и величиной дополнительного шагового поворота. Недостаток прототипа заключается в неравномерном прогреве заготовок и, как следствие - в образовании дефектов.
Технической задачей, решаемой изобретением, является укладка заготовок на под кольцевой печи с предотвращением их расположения при последующих загрузках на одних и тех же позициях пода - в местах образовавшихся углублений окалины (выработанных ямах).
Техническим результатом предлагаемого способа является равномерный прогрев заготовок и уменьшение дефектов при производстве труб.
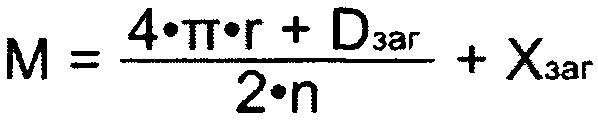
Указанный технический результат достигается за счет того, что в способе укладки на под кольцевой печи цилиндрических непрерывно-литых заготовок для их нагрева, включающем загрузку заготовок на под с укладкой их в радиальном направлении при шаговом повороте пода, выгрузку и загрузку при следующем обороте пода каждой последующей заготовки со смещением не более 0,2 диаметра заготовки относительно места укладки выгружаемой из печи заготовки, согласно изобретению, шаг поворота пода печи, начиная со второго оборота, при выгрузке и укладке каждой последующей заготовки определяют по формуле:

где М - шаг поворота пода кольцевой печи с учетом смещения заготовок, мм,
r - радиус пода кольцевой печи, мм,
Dзaг. - диаметр загружаемых в печь заготовок, мм,
n - количество позиций для укладки заготовок на поду кольцевой печи, мм,
Хзаг=kDзaг.- смещение между выгружаемой и загружаемой в печь заготовками на ni позиции, мм,
k<0,2 - коэффициент, учитывающий радиальный сдвиг заготовки.
Кроме того, количество заготовок, размещаемых на поду кольцевой печи, составляет по меньшей мере n-1.
Способ осуществляют следующим образом. При реализации способа необходимо рассчитать шаг поворота пода кольцевой печи М по формуле (1), который определяют от первой загруженной заготовки до места укладки, предназначенного для второй заготовки в ni позицию. Расчет шага поворота пода кольцевой печи осуществляют для заготовок каждого типоразмера (диаметра заготовки), которые используют в производстве.
Укладку цилиндрических заготовок на под кольцевой печи при выполнении второго и каждого последующего оборота пода печи в ni позицию осуществляют с шагом М, учитывающим смещение заготовки в ni позиции на величину не более 0,2 ее диаметра относительно места укладки выгружаемой из печи заготовки, что предотвращает размещение заготовок на одних и тех же позициях пода, обеспечивает более рациональную загрузку заготовок в печи, равномерный прогрев заготовок и повышает производительность кольцевой печи. При этом смещение заготовки в ni позиции определяют по формуле

где k<0,2 - коэффициент, учитывающий радиальный сдвиг заготовки перед загрузкой в кольцевую печь, определен экспериментальным путем с применением программного обеспечения.
Заготовки загружают на под кольцевой печи при помощи машины загрузки. Первую заготовку укладывают в исходную ni позицию и далее последовательно укладывают на под печи следующие заготовки с одинаковым расстоянием между ними за счет обеспечения расчетного шага М поворота пода печи. При этом за один оборот пода печи осуществляют укладку заготовок по меньшей мере в n-1 позицию в зависимости от сортамента заготовок, действующего оборудования и обеспечения производства.
После полного оборота пода кольцевой печи на 360 градусов при следующем обороте осуществляют выгрузку заготовки из ni позиции и укладку новой заготовки со смещением Хзаг. относительно места укладки выгружаемой из печи заготовки, при этом под печи перемещается на шаг М.
Загрузку цилиндрических заготовок в кольцевую печь при последующих оборотах пода печи осуществляют аналогично, смещая расположение загружаемой заготовки в ni позицию относительно места укладки выгружаемой на величину Хзаг. и укладывая последующие заготовки при повороте пода печи на расчетный шаг М. Каждая укладываемая на под печи заготовка будет располагаться в ni позиции со смещением, что предотвращает продав окалины в одних и тех же позициях пода, обеспечивает равномерный прогрев заготовок и повышает качество изготавливаемых труб.
Предлагаемый способ укладки на под кольцевой печи цилиндрических непрерывно-литых заготовок опробован на ПАО «Северский трубный завод». Для нагрева были использованы непрерывно-литые заготовки (далее - НЛЗ) диаметрами 290 и 360 мм. Нагрев заготовок осуществляли в кольцевой печи производства фирмы DANIELI, радиус пода печи составлял 12000 мм, количество позиций для укладки заготовок на поду печи составило 129.
Перед загрузкой заготовок рассчитали смещение между выгружаемой и загружаемой в печь заготовками на ni позицию по формуле (2). Для более рациональной укладки заготовок в печи и увеличения производительности кольцевой печи выбираем коэффициент k<0,2, учитывающий возможный радиальный сдвиг цилиндрической непрерывно-литой заготовки.
Для НЛЗ диаметром 290 мм смещение Х290=kDзаг.=0,1655×290=47,99 мм, и для НЛЗ диаметром 360 мм смещение Х360=kDзаг.=0,1655×360=59,58 мм.
Рассчитаем шаг поворота пода печи для НЛЗ диаметрами 290 и 360 мм по формуле (1):


Расчетные величины смещения заготовок и шага поворота пода печи были использованы в программном обеспечении управления механизмом поворота пода кольцевых печей.
При осуществлении укладки цилиндрических заготовок на под кольцевой печи по предлагаемому способу с использованием существующего оборудования на поду печи разместили 121 заготовку (в частности, п-8 заготовок). При укладке НЛЗ диаметром 290 мм шаг поворота пода печи составил 633,59 мм при смещении между выгружаемой и загружаемой заготовками Х290=47,99 мм, а при укладке НЛЗ диаметром 360 мм шаг поворота пода печи составил 645,18 мм при смещении между выгружаемой и загружаемой заготовками Х360=59,58 мм.
Таким образом, при укладке и нагреве цилиндрических непрерывно-литых заготовок при повороте пода печи на расчетный шаг М предотвращено образование углублений в окалине, слой окалины на поду печи формировался равномерно, что обеспечило более равномерный прогрев заготовок, и при последующей обработке заготовок снизился брак по таким дефектам, как «внутренняя плена прокатная», «толщина стенки», «кривизна» и «рванина».
Использование предлагаемого способа укладки на под кольцевой печи цилиндрических непрерывно-литых заготовок обеспечивает исключение образования выработанных ям в слое окалины на поверхности пода, оптимизирует равномерный прогрев заготовки и, как следствие, повышает качество и точность изготавливаемых труб.
Труба высокопрочная из низкоуглеродистой доперитектической молибденсодержащей стали для нефтегазопроводов и способ её производства
Способ изготовления бесшовных холоднодеформированных труб из титанового сплава типа ti-3al-2,5v
Линейка валкового прошивного стана
Труба нефтяного сортамента высокопрочная в хладостойком исполнении (варианты)
Способ изготовления труб нефтяного сортамента (варианты)
Труба нефтяного сортамента из коррозионно-стойкой стали мартенситного класса
Резьбовое соединение обсадных труб
Способ непрерывной прокатки труб и оправочный узел для его осуществления
Способ непрерывной прокатки труб
Способ производства стали с нормируемым содержанием серы
Валок прошивного стана
Технологический инструмент для прошивки непрерывнолитых заготовок
Способ производства непрерывнолитых заготовок
Линейка направляющая прошивного стана
Способ производства трубной стали
Оправка стана винтовой прокатки
Способ получения полых гильз на прошивном стане
Способ стабилизации положения металлической полосы в зоне измерения
Способ производства трубной стали
Способ винтовой прошивки заготовки

