Результат интеллектуальной деятельности: СПОСОБ СТАБИЛИЗАЦИИ ПОЛОЖЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ В ЗОНЕ ИЗМЕРЕНИЯ
Вид РИД
Изобретение
Изобретение относится к прокатному производству, в частности к производству труб на трубосварочных агрегатах.
Известен способ дрессировки горизонтально перемещаемой металлической полосы, включающий регулирование роликами натяжного устройства силы натяжения, которая направляется под углом по отношению к оси движения металлической полосы в горизонтальной плоскости, с целью улучшения плоскостности полосы (Патент №1049130).
Совпадающий признак - натяжение роликами металлической полосы.
В этом известном способе не рассматривается обеспечение стабильного положения металлической полосы в вертикальной плоскости.
Известен способ стабилизации положения вертикально движущейся тонкой (толщиной 0,5-1,5 мм) стальной полосы и устройство для его осуществления (Патент №2005102753), позволяющие уменьшить колебания и прогибы полосы в поперечном направлении за счет воздействия на полосу регулируемым электромагнитным полем.
К совпадающим признакам следует отнести решение задачи стабилизации положения металлической полосы. Однако использование этого способа для стабилизации положения в поперечном направлении металлической полосы толщиной 2 мм и более, перемещаемой в горизонтальном направлении путем воздействия на нее регулируемым магнитным полем, является сложной для практического выполнения задачей.
Наиболее близким к предлагаемому способу стабилизации положения металлической полосы в зоне измерения является способ измерения толщины (Патент №2419068). Этот способ включает горизонтальное перемещение металлической полосы через зону измерения путем ее протягивания и ограничение вертикального перемещения полосы в зоне измерения с помощью двух пар неприводных роликов, расположенных до и после зоны измерения. В каждой паре нижний и верхний ролики расположены в одной вертикальной плоскости с зазором между ними для прохождения полосы.
Данный способ имеет следующие недостатки.
1. Невозможность плотного прижатия металлической полосы верхними роликами к нижним роликам, так как жесткое защемление в щели между роликами участков полосы с клиновидным профилем ее поперечного сечения приведет к возникновению силы, выталкивающей полосу с оси зоны измерения в сторону увеличивающейся толщины клина. Это обстоятельство вынуждает устанавливать зазор между верхними и нижними роликами не менее значения максимально допустимой толщины полосы.
2. Из-за невозможности плотного прижатия полосы роликами возникают повышенные ее колебания в вертикальной плоскости в случаях перемещения через зону измерения участков полосы с повышенной неплоскостностью (с повышенной серповидностью, коробоватостью или волнистостью).
Повышенные колебания металлической полосы в вертикальной плоскости вынуждают увеличить динамический диапазон высоты зоны измерения до значения, равного максимальной высоте (Нмакс.) паразитных колебаний участков полосы с максимальной неплоскостностью. Например, на трубоэлектросварочном агрегате 73-219 (на ТЭСА 73-219) при использовании этого способа (патент №2419068) Нмакс=40 мм. Повышенный диапазон перемещения металлической полосы в вертикальной плоскости вынуждает уменьшать коэффициент передачи приемного канала фотоэлектрических модулей лазерного толщиномера и, соответственно, снижать точность измерений.
Задачей заявляемого изобретения является стабилизация положения металлической полосы в зоне измерения для уменьшения динамического диапазона высоты зоны измерения и повышения за счет этого точности измерения.
Технический результат достигается за счет того, что способ стабилизации положения металлической полосы в зоне измерения включает ее горизонтальное перемещение через зону измерения путем протягивания и ограничение ее вертикального перемещения с помощью неприводных роликов, расположенных до и после зоны измерения, отличается тем, что неприводными роликами осуществляют изгиб полосы на входе в зону и на выходе из зоны измерения, ограничивают в зоне измерения длину неудерживаемого участка полосы расстоянием между осью окончания изгиба полосы на входе в зону измерения и осью начала ее изгиба на выходе из этой зоны и обеспечивают в зоне измерения натяжение полосы, равное усилию, которое необходимо для преодоления сопротивления деформации изгиба полосы на входе в зону измерения.
Предлагаемый способ по сравнению с прототипом уменьшит высоту перемещения полосы в зоне измерения за счет того, что будет обеспечен ее изгиб неприводными роликами на входе в зону измерения и на выходе из зоны измерения. При этом будет обеспечено:
1. Плотное прижатие полосы к изгибающим роликам без возникновения силы, выталкивающей ее с оси зоны измерения в сторону (независимо от степени и направления клиновидности профиля ее поперечного сечения).
2. Натяжение полосы, протягиваемой через зону измерения, равное усилию, которое необходимо для преодоления сопротивления деформации изгиба полосы на входе в зону измерения.
3. Ограничение в зоне измерения длины неудерживаемого участка полосы расстоянием между осью окончания изгиба полосы на входе в зону измерения и осью начала изгиба полосы на выходе из этой зоны. Максимальная высота паразитных колебаний полосы Нмакс в основном определяется максимальной абсолютной неплоскостностью h (в миллиметрах) участка полосы, находящегося в зоне измерения. Максимальная абсолютная неплоскостность участка полосы в зоне измерения h определяется по формуле h=k·L2, где k - максимальная относительная неплоскостность в миллиметрах на 1 дециметр длины полосы, которая, как показали практические замеры, обычно не превышает 1,2 мм/дм, a L - длина неудерживаемого участка полосы в дециметрах. Как видно из формулы, величина h зависит от длины неудерживаемого участка полосы L в квадратной степени. Поэтому ограничение длины неудерживаемого участка полосы L в зоне измерения существенно снизит максимальную абсолютную неплоскостность h этого участка и, соответственно, существенно снизит максимальную высоту паразитных колебаний полосы Нмакс в зоне измерения.
Сущность возможных вариантов предлагаемого способа стабилизации металлической полосы в зоне измерения поясняется фиг. 1-3.
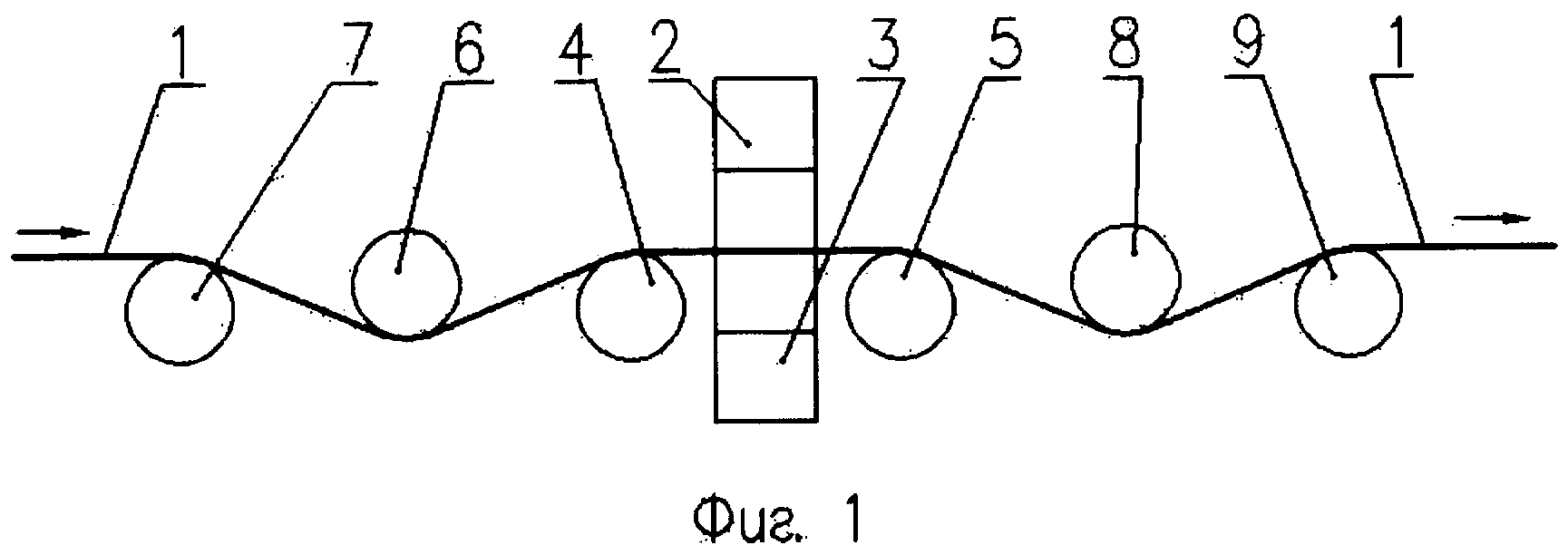
Общим для всех вариантов является способ стабилизации металлической полосы 1 в зоне измерения, например, лазерного толщиномера с датчиками расстояний 2 и 3, расположенными между роликами 4 и 5.
Различия между вариантами в следующем.
На фиг. 1 на входе в зону измерения полосу 1 изгибают роликом 6 между роликами 7 и 4, а на выходе из зоны измерения полосу 1 изгибают роликом 8 между роликами 5 и 9.
На фиг. 2 на входе в зону измерения полосу 1 изгибают роликами 10 и 4, а на выходе из зоны измерения полосу 1 изгибают роликом 11 между роликами 5 и 12.
На фиг. 3 на входе в зону измерения полосу 1 изгибают роликами 13 и 4, а на выходе из зоны измерения полосу 1 изгибают роликами 5 и 14.
В соответствии со схемой, приведенной на фиг. 1, предлагаемый способ стабилизации металлической полосы в зоне измерения осуществляется следующим образом.
С помощью тянущего устройства (на фиг. 1 не показано) полосу 1 протягивают через зону измерения между верхним 2 и нижним 3 датчиками, в частности между фотоэлектрическими модулями лазерных измерителей расстояний, соответственно, до верхней и нижней поверхностей металлической полосы 1. На входе в зону измерения полосу 1 изгибают верхним роликом 6 между нижними роликами 7 и 4. За счет этого изгиба обеспечивается натяжение полосы 1, протягиваемой через зону измерения, равное усилию, которое необходимо для преодоления сопротивления деформации этому изгибу. Натяжение полосы 1 снизит ее неплоскостность h в зоне измерения. На выходе из зоны измерения полосу 1 изгибают верхним роликом 8 между нижними роликами 5 и 9. Величина изгиба полосы 1 на входе в зону измерения и на выходе из зоны измерения регулируется с помощью изменения положения верхних роликов 6 и 8 по высоте. Величина изгиба полосы 1 выбирается минимальной, но достаточной для обеспечения плотного прижатия полосы 1 к роликам 4 и 5. Плотное прижатие полосы 1 к роликам 4 и 5 позволит надежно ограничить длину неудерживаемого участка полосы 1 расстоянием между осью нижнего ролика 4, где заканчивается изгиб полосы 1 на входе в зону измерения, и осью нижнего ролика 5, где начинается ее изгиб на выходе из зоны измерения. Конструктивно длина этого неудерживаемого участка полосы 1 в зоне измерения может быть уменьшена примерно до 3 дециметров. При такой длине неудерживаемого участка полосы 1 максимальная абсолютная неплоскостность полосы h на этом участке будет равна 1,2·32=10,8 мм.
В соответствии со схемой, приведенной на фиг. 2, предлагаемый способ стабилизации металлической полосы в зоне измерения осуществляется следующим образом.
С помощью тянущего устройства (на фиг. 2 не показано) полосу 1 протягивают через зону измерения между верхним 2 и нижним 3 датчиками измерителя. На входе в зону измерения полосу 1 изгибают сначала роликом 10, а затем роликом 4. Эти два изгиба полосы 1, протягиваемой через зону измерения, позволят обеспечить ее плотный прижим к ролику 4 и обеспечить натяжение полосы 1, равное усилию, которое необходимо для преодоления сопротивления деформации при этих ее изгибах. Натяжение полосы 1 снизит ее неплоскостность h в зоне измерения. На выходе из зоны измерения полосу 1 изгибают верхним роликом 11 между нижними роликами 5 и 12. Величина изгиба полосы 1 верхним роликом 11 регулируется с помощью изменения его положения по высоте и выбирается минимальной, но достаточной для обеспечения плотного прижатия полосы 1 к ролику 5. Плотное прижатие полосы 1 к роликам 4 и 5 позволит надежно ограничить длину неудерживаемого участка полосы 1 расстоянием между осью ролика 4, где заканчивается ее изгиб на входе в зону измерения, и осью ролика 5, где начинается ее изгиб на выходе из зоны измерения. Конструктивно длина этого неудерживаемого участка полосы 1 в зоне измерения может быть уменьшена примерно до 3,5 дециметров. При такой длине неудерживаемого участка полосы 1 максимальная абсолютная неплоскостность полосы h на этом участке будет равна 1,2·3,52=14,7 мм.
В соответствии со схемой, приведенной на фиг. 3, предлагаемый способ стабилизации металлической полосы в зоне измерения осуществляется следующим образом.
С помощью тянущего устройства (на фиг. 3 не показано) полосу 1 протягивают через зону измерения между верхним 2 и нижним 3 датчиками измерителя. На входе в зону измерения полосу 1 сначала изгибают роликом 13, а затем роликом 4. Эти два изгиба полосы 1, протягиваемой через зону измерения, позволят обеспечить ее плотное прижатие к ролику 4 и обеспечить натяжение полосы 1, равное усилию, которое необходимо для преодоления сопротивления деформации при этих ее изгибах. Натяжение полосы 1 снизит ее неплоскостность h в зоне измерения. На выходе из зоны измерения полосу 1 сначала изгибают роликом 5, а затем роликом 14. Эти два изгиба полосы 1 позволят обеспечить ее плотное прижатие к ролику 5. Плотное прижатие полосы 1 к роликам 4 и 5 позволит надежно ограничить длину неудерживаемого участка полосы 1 расстоянием между осью ролика 4, где заканчивается ее изгиб на входе в зону измерения, и осью ролика 5, где начинается ее изгиб на выходе из зоны измерения. Конструктивно длина этого неудерживаемого участка полосы 1 в зоне измерения может быть уменьшена примерно до 4 дециметров. При такой длине неудерживаемого участка полосы 1 максимальная абсолютной неплоскостность полосы h на этом участке будет равна 1,2·42=19,2 мм.
При реализации предлагаемого способа стабилизации положения металлической полосы в зоне измерения, например, в линии трубоэлектросварочного агрегата, в качестве тянущего устройства может быть использован формовочный стан, рабочие валки которого имеют привод.
Испытание предлагаемого способа стабилизации положения металлической полосы в зоне измерения провели в линии ТЭСА 73-219 в соответствии со схемой, приведенной на фиг. 1. Диаметр всех роликов на входе в зону измерения и на выходе из нее был равен 120 мм. Расстояние между осями роликов 4 и 5 было равно 3 дециметра. Полосу шириной 670 мм и номинальной толщиной 7,7 мм на входе в зону измерения прогибали верхним роликом 6 между нижними роликами 7 и 4 с обеспечением высоты стрелы прогиба 30 мм. На выходе из зоны измерения ее прогибали верхним роликом 8 между нижними роликами 5 и 9 с обеспечением высоты стрелы прогиба также 30 мм. Это позволило обеспечить плотное прижатие полосы к роликам 4 и 5. При указанном испытании максимальная высота паразитного колебания полосы в зоне измерения Нмакс была равна 12 мм. Это в 3,3 раза меньше, чем при стабилизации металлической полосы по прототипу, при использовании которого Нмакс была равна 40 мм (40:12=3,3).
Испытания показали, что предлагаемый способ позволяет снизить в 3,3 раза высоту динамического диапазона измерения и, соответственно, во столько же раз повысить точность измерения толщины полосы.
При двух других вариантах стабилизации металлической полосы в зоне измерения, изображенных на фиг. 2 и 3, предлагаемый способ позволит в 2-3 раза снизить высоту динамического диапазона измерения и во столько же раз повысить точность измерения толщины полосы.
Способ стабилизации положения металлической полосы при измерении ее толщины, включающий горизонтальное перемещение полосы в зоне измерения путем протягивания и ограничение ее вертикального перемещения посредством неприводных роликов, расположенных перед и после зоны измерения, отличающийся тем, что неприводными роликами осуществляют изгиб полосы на входе в зону и на выходе из зоны измерения, при этом в зоне измерения длину неудерживаемого участка полосы ограничивают расстоянием между осью ролика окончания изгиба полосы на входе в зону измерения и осью ролика начала изгиба полосы на выходе из этой зоны и обеспечивают в зоне измерения натяжение полосы, равное усилию преодоления сопротивления деформации изгиба полосы на входе в зону измерения.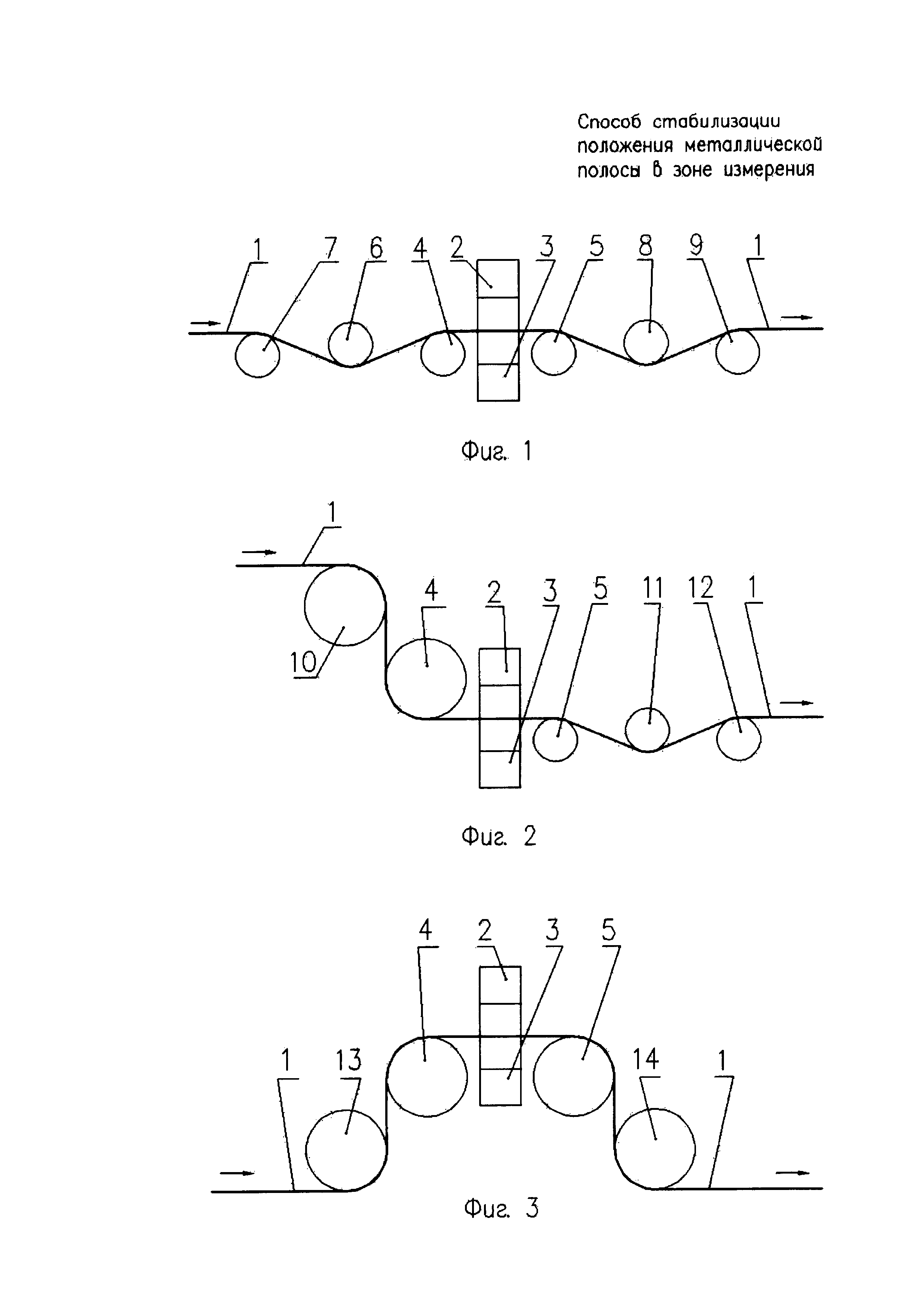
Валок прошивного стана
Технологический инструмент для прошивки непрерывнолитых заготовок
Способ производства непрерывнолитых заготовок
Способ стабилизации распадающегося шлака
Способ изготовления труб на непрерывных трубосварочных агрегатах
Лазерный толщиномер и способ его калибровки
Линейка направляющая прошивного стана
Способ холодной деформации непрерывной металлической полосы
Способ производства трубной стали
Способ холодной деформации непрерывной металлической полосы
Валок прошивного стана
Технологический инструмент для прошивки непрерывнолитых заготовок
Способ производства непрерывнолитых заготовок
Способ изготовления труб на непрерывных трубосварочных агрегатах
Лазерный толщиномер и способ его калибровки
Линейка направляющая прошивного стана
Способ холодной деформации непрерывной металлической полосы
Способ производства трубной стали
Способ холодной деформации непрерывной металлической полосы
Оправка стана винтовой прокатки

