Результат интеллектуальной деятельности: ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к технологическому инструменту двухвалковых прошивных станов винтовой прокатки.
Известен технологический инструмент двухвалковых станов винтовой прокатки [Авторское свидетельство СССР №768496], включающий два валка, имеющих пережим, и два сборных расположенных по разные стороны от оси прокатки направляющих инструмента, каждый составленный из линейки и диска, отличающийся тем, что с целью обеспечения прокатки сплошной заготовки с обжатием по диаметру более 20% при малых значениях коэффициента овализации, диск одного направляющего инструмента установлен за линейкой, его ось вращения расположена в плоскости пережима валков, а у другого - диск расположен перед линейкой, имеет большую ширину, чем предыдущий, и его ось вращения смещена от плоскости пережима валков против направления прокатки, при этом гребни линеек расположены в вертикальных плоскостях, проходящих через оси вращения противоположных им дисков, на расстоянии от дисков, равном расстоянию между валками.
Достоинством данного решения является возможность увеличения осевой и значительного уменьшения поперечной деформации при больших обжатиях в пережиме за счет малых значений коэффициента овализации. Однако для проработки литой структуры заготовки требуются увеличенные коэффициенты овализации очага деформации.
Известен технологический инструмент прошивных станов, включающий рабочие валки с входным и выходным участками, разделенными пережимом, прошивную оправку, носок которой выдвинут за пережим валков в сторону входа в очаг деформации, и направляющие линейки с входным и выходным коническими участками, разделенными гребнем, расположенным в пережиме или сдвинутым в сторону носка оправки [Данилов Ф.А., Глейберг А.3., Балакин В.Г. Производство стальных труб горячей прокаткой. - М.: Металлургиздат, 1954, - 597 с., с.173 (рис.93) и с.196].
Данное техническое решение обеспечивает положительный эффект при прошивке предварительно деформированных (катаных) заготовок. Для непрерывнолитых заготовок применение линеек с выходным коническим участком ограничивает поперечное течение металла в зоне, где толщина стенки прошиваемой заготовки мала, что не позволяет дополнительно проработать литую структуру.
Целью предлагаемого технического решения является повышение проработки исходной непрерывнолитой структуры при прошивке непрерывнолитых заготовок и повышение уровня служебных свойств готовых труб.
Эффект достигается тем, что в предлагаемом техническом решении выходной участок линеек выполнен с криволинейной вогнутостью в сторону прошиваемых заготовок. Применение выходного участка линеек с таким профилем позволяет изменять характер овализации, что позволяет повышать долю поперечной деформации, которая способствует лучшей проработке непрерывнолитой структуры. При смещении гребня линеек до носка оправки эффект дробления непрерывнолитой структуры возрастает, что подтверждается увеличением поперечной деформации и суммарной накопленной деформации сдвига.
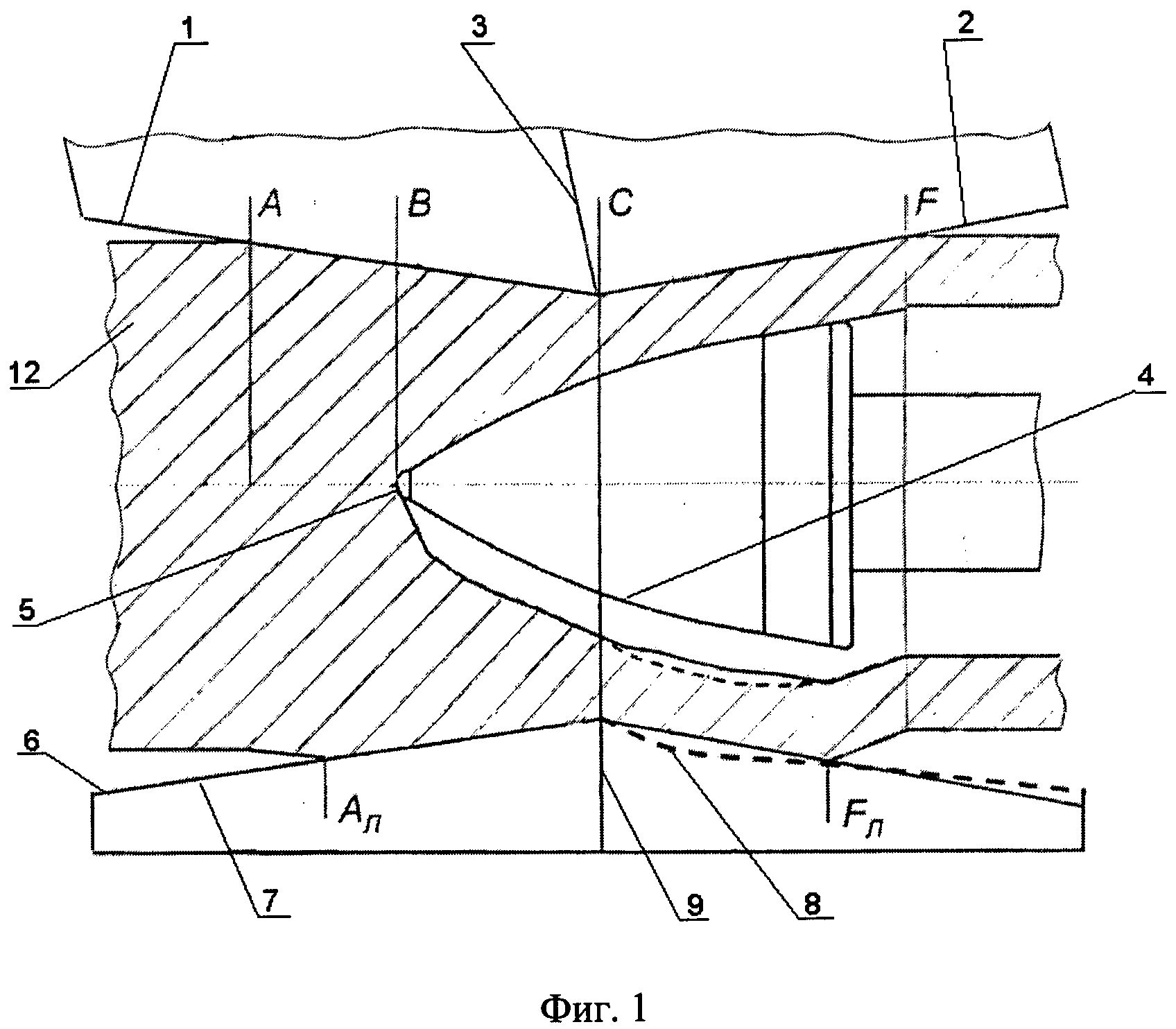
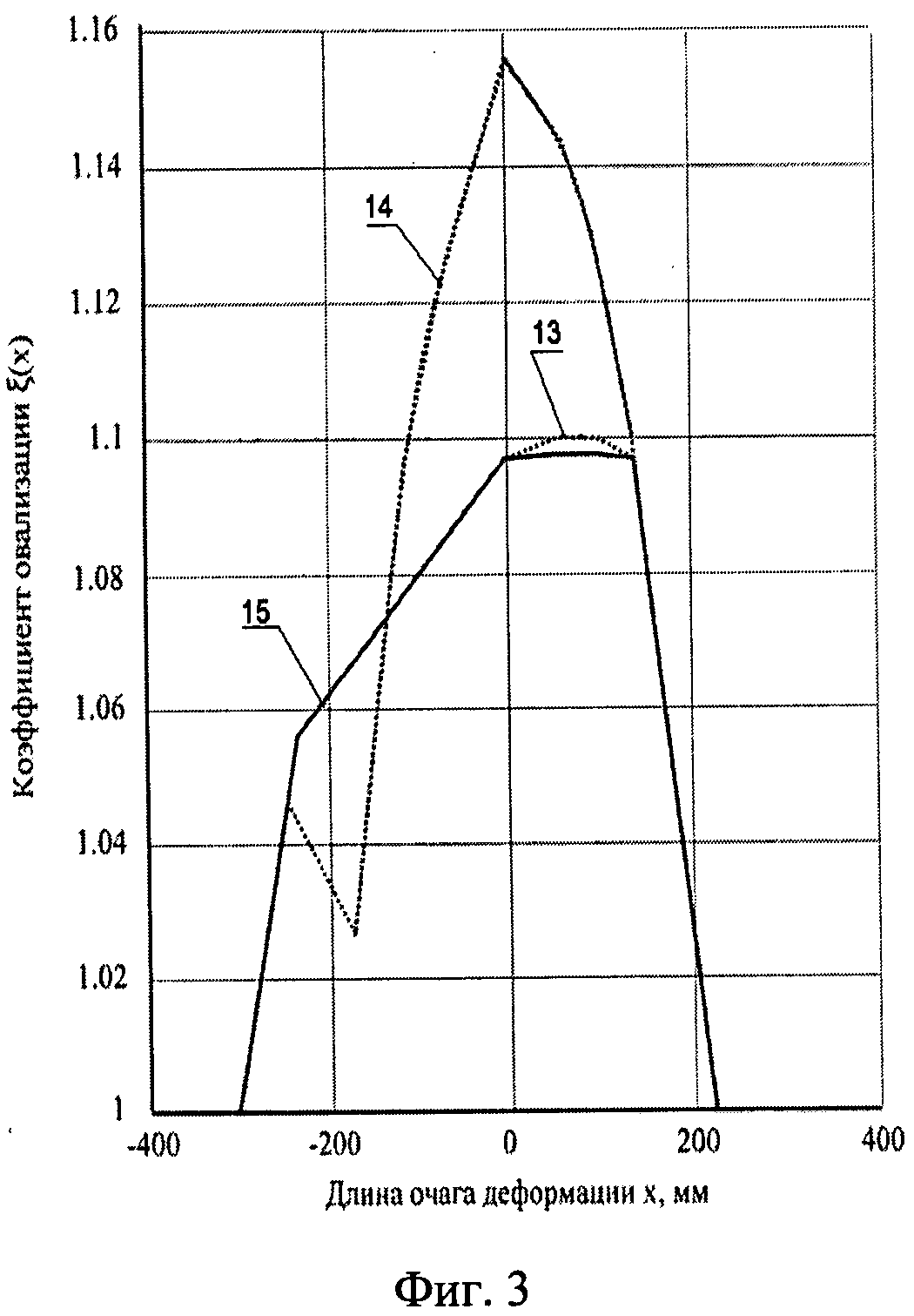
Сущность данного технического решения поясняется Фиг.1, Фиг.2 и Фиг.3, где 1 - входной конус валка; 2 - выходной конус валка; 3 - пережим валка; 4 - оправка; 5 - носок оправки; 6 - линейка; 7 - входной конический участок линейки; 8 - выходной участок линейки с криволинейной вогнутостью; 9 - гребень линейки в пережиме валков 3; 10 - гребень линейки в сечении носка оправки B; 11 - выходной участок линейки с криволинейной вогнутостью при смещении гребня до носка оправки; 12 -заготовка; 13 - изменение коэффициента овализации для предлагаемого технологического инструмента при положении гребня линейки в пережиме валков; 14 - изменение коэффициента овализации при смещении гребня до носка оправки; 15 - изменение коэффициента овализации при существующем профиле линейки.
На Фиг.1 показан технологический инструмент прошивного стана при расположении гребня линеек в пережиме валков. Пунктиром показан предлагаемый профиль выходного участка линеек.
На фиг.2 показан технологический инструмент при смещении гребня линеек в сторону положения носка оправки. Пунктиром показан предлагаемый профиль выходного участка линеек.
На фиг.3 приведено изменение коэффициента овализации по длине очага деформации.
На фиг.1 и 2 выделены следующие сечения очага деформации: A - вход заготовки в валки; Ал - касание линейки; В - носок оправки; С - пережим валков; Fл - выход гильзы из контакта с линейкой; F - выход гильзы из очага деформации.
Технологический инструмент прошивного стана включает биконические валки 1, 2, с пережимом 3 между конусами 1, 2, установленную между ними прошивную оправку 4, носок 5, которой выдвинут за пережим 3 в сторону входа в очаг деформации, направляющие линейки 6, имеющие входной конический 7 и выходной 8 участки с гребнем (9 на фиг.1 или 10 на фиг.2) между ними, который расположен в пережиме валков 3 или сдвинут в сторону носка 5 оправки 4. Выходной участок (8 на фиг.1 или 11 на фиг.2) линеек выполнен с криволинейной вогнутостью в сторону прошиваемых заготовок.
Технологический инструмент прошивного стана работает следующим образом. Заготовка в сечении А захватывается входным конусом валков 1, получая от валков винтовое движение, заготовка продвигается по очагу деформации до касания с линейкой 6 в сечении АЛ. При дальнейшем продвижении на входном участке 7 линейки 6 ограничивается овализация сплошной заготовки. В сечении B заготовка касается носка 5 оправки 4 и начинается раскатка стенки образующейся гильзы при овализации, определяемой коническим продольным профилем 7 желоба линейки до гребня 9 линейки 6, находящимся в пережиме 3 валков (сечение С на фиг.1) или до гребня 10, расположенного в сечении В (фиг.2), где расположен носок 5 оправки. С этого момента образующаяся гильза получает дополнительную овализацию за счет выполнения продольного профиля выходного участка 8 линейки (фиг.1) или 11 (фиг.2) линейки 6 с криволинейной вогнутостью в сторону прошиваемой заготовки. Дополнительная овализация на участке C-FЛ (фиг.1) или B-FЛ (фиг.2) позволяет увеличить долю поперечной деформации образующейся гильзы.
Как показали расчеты (для режимов прошивки непрерывнолитых заготовок на Северском трубном заводе), в зависимости от тонкостенности гильзы доля поперечной деформации при использовании предлагаемого технологического инструмента возрастет на 8-15,5%. Увеличение поперечной деформации способствует лучшей проработке непрерывнолитой структуры. Смещение гребня (фиг.3) способствует еще большей проработке непрерывнолитой структуры.
Применение технологического инструмента позволяет повысить проработку исходной непрерывнолитой структуры при прошивке непрерывнолитых заготовок и повысить уровень служебных свойств готовых труб.
Технологический инструмент прошивного стана, содержащий биконические валки с пережимом между конусами, установленную между ними прошивную оправку, носок которой выдвинут за пережим в сторону входа в очаг деформации, направляющие линейки, имеющие входной конический и выходной участки с гребнем между ними, который расположен в пережиме валков или сдвинут в сторону носка оправки, отличающийся тем, что выходной участок линеек выполнен с продольным профилем, имеющим криволинейную вогнутость со стороны прошиваемых непрерывнолитых заготовок.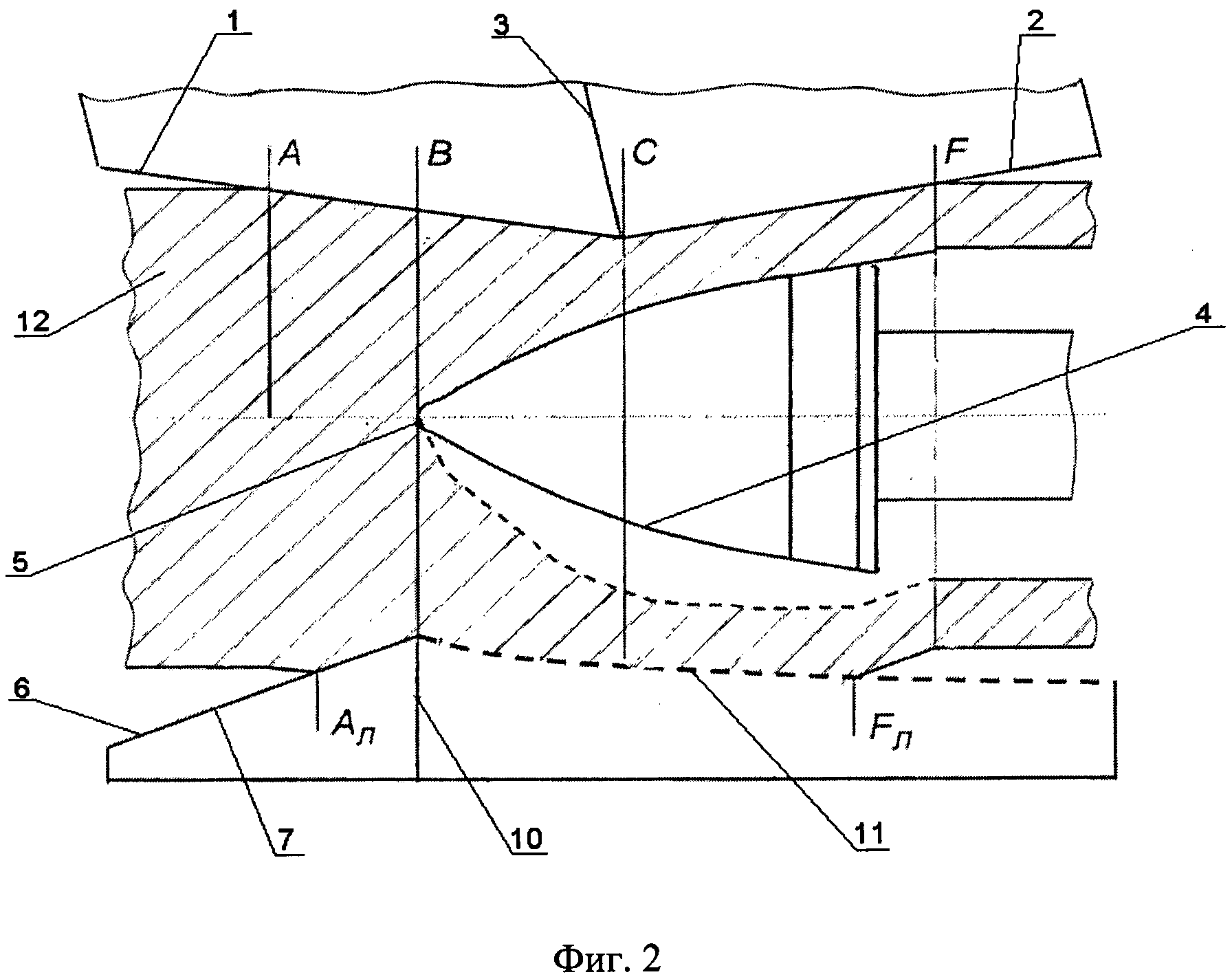
Способ выплавки стали в дуговой сталеплавильной печи
Валок прошивного стана
Композиционное водостойкое гипсовое вяжущее
Смесь для обработки стали в ковше
Способ производства непрерывнолитых заготовок
Способ стабилизации распадающегося шлака
Способ изготовления труб на непрерывных трубосварочных агрегатах
Линейка направляющая прошивного стана
Способ функциональной тренировки для развития физических качеств человека
Способ производства трубной стали
Способ выплавки стали в дуговой сталеплавильной печи
Валок прошивного стана
Композиционное водостойкое гипсовое вяжущее
Смесь для обработки стали в ковше
Способ производства непрерывнолитых заготовок
Способ изготовления труб на непрерывных трубосварочных агрегатах
Линейка направляющая прошивного стана
Способ функциональной тренировки для развития физических качеств человека
Способ производства трубной стали
Оправка стана винтовой прокатки

