Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к производству дисков газотурбинных двигателей (далее - ГТД) из жаропрочных титановых сплавов с необходимой микроструктурой, в частности размера зерен для получения необходимых физико-механических свойств по радиусу диска ГТД. Изобретение может быть использовано в авиационной и энергетической промышленности.
Из уровня техники известен диск турбины ГТД, полученный из трубной заготовки путем ее разрезки по образующей, развертки в плоскую плиту и вырезки из нее диска (авторское свидетельство СССР №852429, В21К 1/32, 10.07.1979), выбранный в качестве аналога.
Недостатком аналога является высокая трудоемкость изготовления, низкий коэффициент использования металла и невозможность получения необходимой микроструктуры по радиусу диска.
Из уровня техники известен диск, полученный продольной осадкой трубной заготовки в плоских бойках (авторское свидетельство СССР №113426, В21Н 1/06, В21К 1/32, 15.01.1985), выбранный в качестве аналога.
Недостатком аналога является то, что диск также не будет иметь необходимую микроструктуру по радиусу диска.
Из уровня техники известен биметаллический диск ротора ГТД, содержащий соединенные между собой две части, первая из которых выполнена в виде диска из жаропрочного не свариваемого сплава, а вторая - в виде колец из свариваемого сплава, соединенных с торцевыми поверхностями первой части, при этом кольца выполнены из листа литого свариваемого сплава и соединены с торцевыми поверхностями первой части сваркой взрывом (патент РФ №154586, В21К 1/32, В23Р 15/02, 27.08.2015), выбранный в качестве аналога.
Недостатком аналога является то, что диск имеет дискретно-переменную микроструктуру по толщине диска в зоне перехода не свариваемой части в свариваемую, что делает его равнопрочным по радиусу.
Известен диск ГТД, преимущественно из жаропрочных сталей и сплавов, полученный горячим изостатическим прессованием (далее - ГИП) гранул одного и того же сплава на никелевой основе, но разной крупности (см., например, Г.С. Гарибов, И.М. Гриц, Улучшение характеристик гранулированных материалов для турбинных дисков перспективных авиационных двигателей, Заготовительные производства в машиностроении №1, 2013, с. 43-48), выбранный за аналог.
Недостатком аналога является высокая трудоемкость изготовления и использование дорогостоящего специализированного оборудования. При этом изменение микроструктуры по радиусу диска носит в нем ярко выраженный дискретный характер, проявляющийся в неравномерном размере зерен по всему радиусу диска. Изготовление таких дисков ГТД из титановых жаропрочных сплавов неизвестно.
Из уровня техники известен диск ГТД из сталей и сплавов, полученный из заготовки стакана путем раздачи и разворачивания стенки стакана в плоское кольцо (патент РФ №2374028, В21К 1/32, 27.11.2009), выбранный в качестве наиболее близкого аналога (прототипа).
Недостатком прототипа является высокая трудоемкость изготовления заготовки стакана и необходимость использования для ее изготовления специальных штампов и мощного прессового оборудования, особенно при изготовлении дисков из труднодеформируемых жаропрочных сталей и сплавов. После раздачи и разворачивания стенки стакана только в зоне полотна диска образуется микроструктура, при этом обод и ступица диска такой структурой не обладает.
Техническая проблема заключается в получении микроструктуры с необходимыми физико-механическими свойствами по всему радиусу диска ГТД, изготовленного из жаропрочных титановых сплавов, а именно с получением мелкозернистой структуры в области обода диска и крупнозернистой структуры в области ступицы диска.
Технический результат заявленного изобретения заключается в повышении качества дисков ГТД из жаропрочных титановых сплавов и снижение трудоемкости их изготовления.
Указанный технический результат достигается тем, что способ изготовления диска газотурбинного двигателя, преимущественно из жаропрочных титановых сплавов, заключается в получении заготовки для формовки, нагреве полученной заготовки и ее формовки путем раздачи и разворота заготовки в плоский диск с центральным отверстием. При этом в качестве заготовки используют цилиндрическую трубу, а раздачу и разворот осуществляют с получением микроструктуры зерна dзер.≥10-9 нм на ободе диска и микроструктуры зерна dзер.≤10-6 нм на ступице диска. Диск получен путем раздачи и разворота цилиндрической трубной заготовки из жаропрочных титановых сплавов после ее нагрева до температуры на 20-40°С ниже А3.
dзер - диаметр зерна, (нм. - нанометр).
Технический результат достигается также и тем, что раздачу и разворот цилиндрической трубной заготовки из жаропрочных титановых сплавов осуществляют в интервале температур сверхпластичности указанного сплава.
Технический результат достигается также и тем, что трубную цилиндрическую заготовку изготавливают разнотолщинной - с утолщениями в местах формовки обода и ступицы диска.
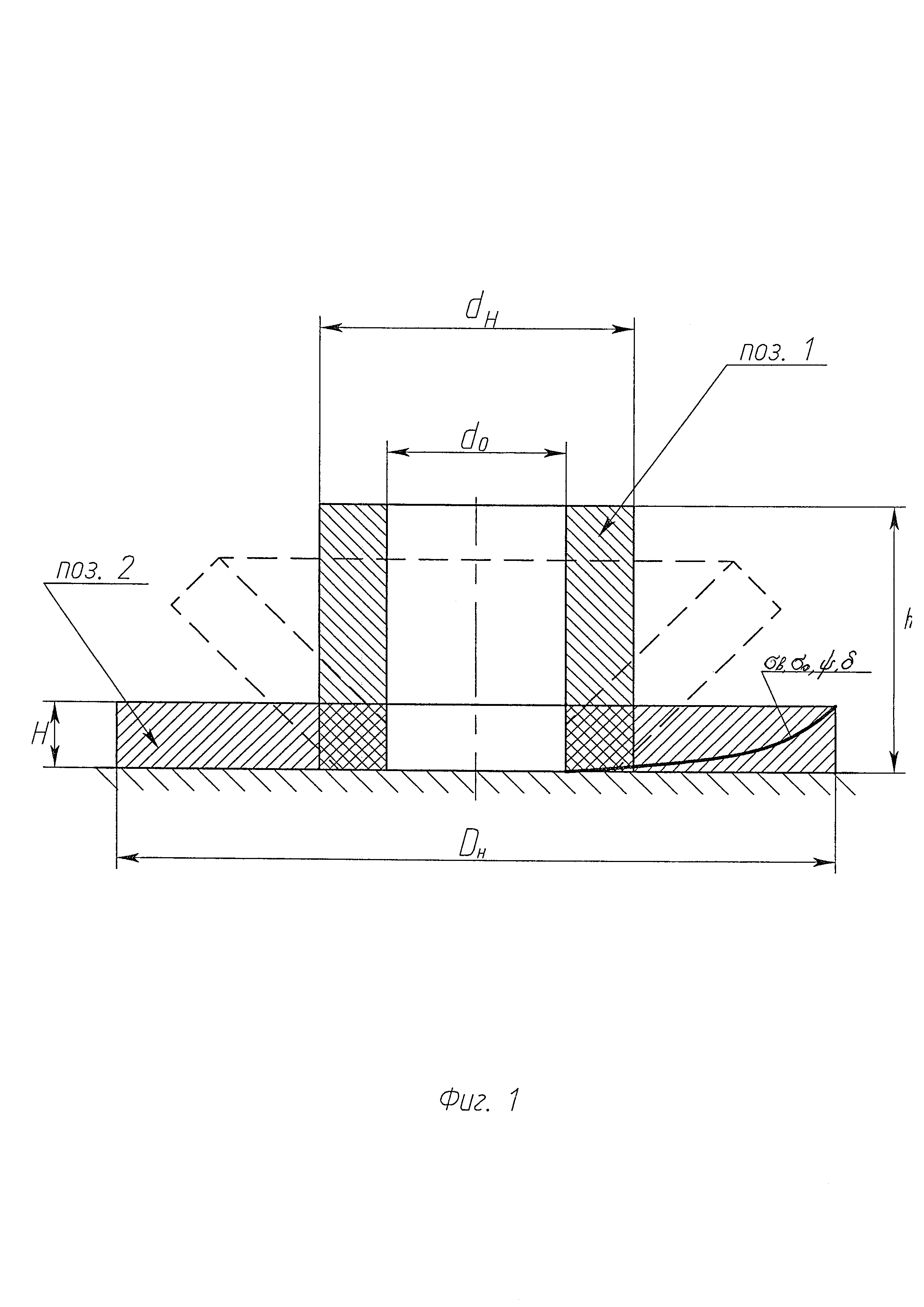
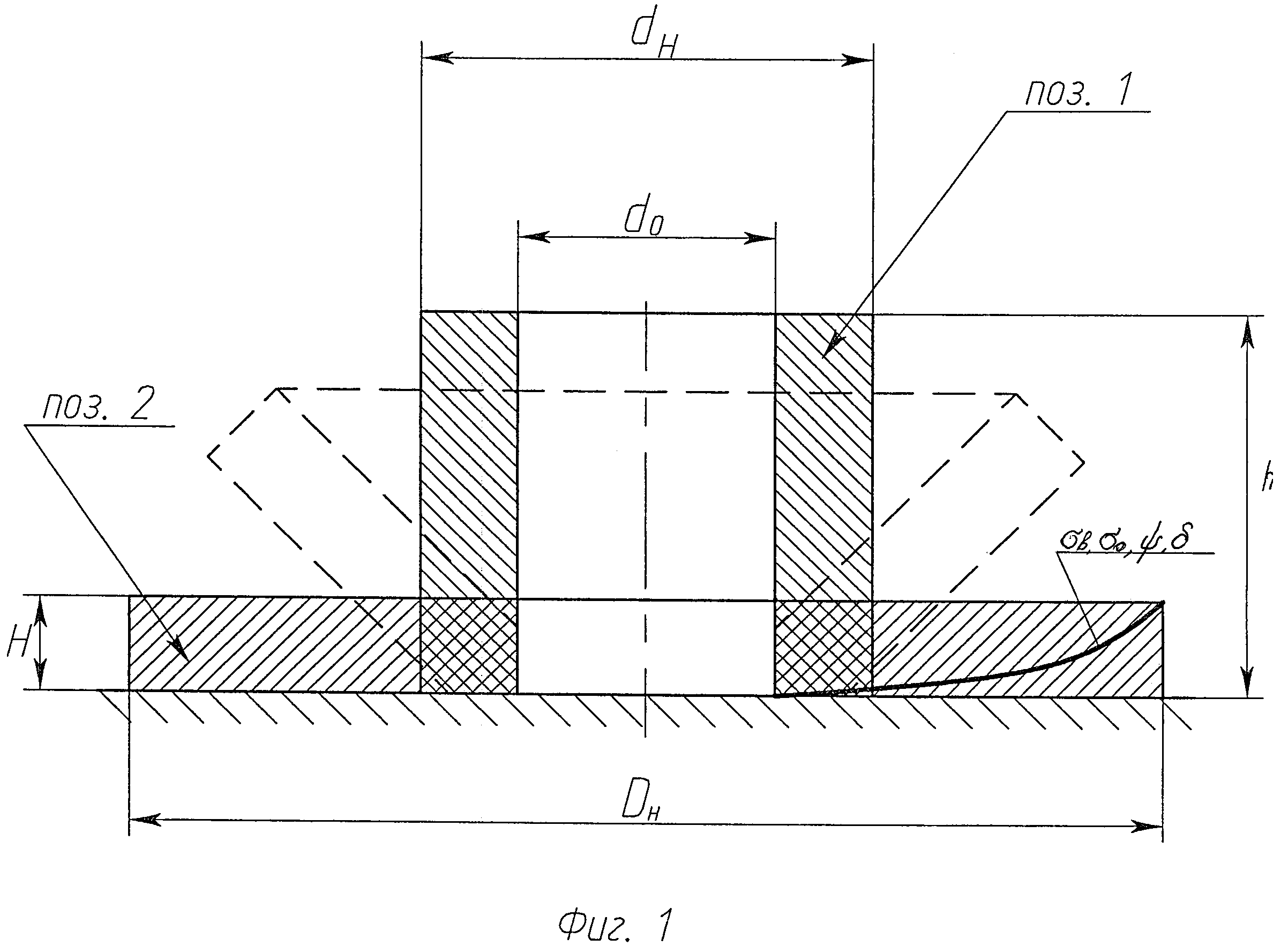
Сущность изобретения поясняется фиг. 1, на которой под поз. 1 представлена трубная цилиндрическая заготовка с наружным диаметром dH, внутренним d0 и высотой h, а также под поз. 2 полученный диск ГТД с наружным диаметром DH, внутренним диаметром d0 и толщиной Н.
В предлагаемом способе получения диска ГТД после раздачи и разворота трубной заготовки величина относительной деформации по радиусу диска будет изменяться от εmin (в зоне центрального отверстия - ступица диска) до εmax (в зоне крепления лопаток - ободе диска), что после термообработки обеспечит максимум комплекса заданных физико-механических свойств на ободе диска. Обод диска ГТД - это зона, которая наиболее нагружена при работе ГТД. Минимальная величина (мелкозернистая структура) зерна стали и сплава должна достигаться в зоне максимальных деформаций - ободе диска, так как это важно для долговечности работы ГТД, а именно - предела выносливости стали и сплава. Следовательно, на ступице диска зерно должно быть крупным, а на ободе и полотне - мелким, так как для ступицы диска опасно малоцикловое усталостное разрушение, а для обода - многоцикловое и сверх многоцикловое усталостное разрушение (см., например, А.А. Шанявский, Безопасное усталостное разрушение элементов авиационных конструкций. Монография. Уфа, 2003. с. 802).
Применительно к жаропрочным сталям наилучший результат по свойствам и структуре диска после раздачи и разворота цилиндрической трубной заготовки достигается после ее нагрева и деформации при температуре на 20-40°С выше А3.
Тоже самое для жаропрочных титановых сплавов достигается после нагрева и деформации трубной заготовки при температуре на 20-40°С ниже А3. Так как при нагреве выше А3 у титановых сплавов наблюдается резкий рост зерна в β - области, что приводит к значительному снижению пластичности сплавов.
Раздача и разворот трубной заготовки при температуре сверхпластичности стали и сплава особенно эффективен при формовке жаропрочных труднодеформируемых никелевых и титановых сплавов, так как при этом достигается не только мелкозернистая структура по радиусу диска, но и значительно снижается усилие деформирования.
Для аустенитных сталей и никелевых сплавов с высокой пластичностью после закалки, раздача и разворот трубной заготовки может производиться «в холодную» с формированием величины зерна и свойств сталей и сплавов диска после термообработки в соответствии с их диаграммами рекристаллизации I рода и требованиями ТУ.
В качестве рассматриваемого примера может служить диск ротора компрессора ГТД из титанового жаропрочного титанового сплава ВТ8. Указанный диск с припусками на механическую обработку имеет, например, следующие размеры: DH=305 мм, d0=155 мм и h=25 мм, при массе диска - 6,0 кг. Трубная цилиндрическая заготовка для формовки указанного диска была получена свободной ковкой под молотом 0,75 т из сплошной цилиндрической заготовки путем ее осадки, прошивки и раскатки. После термообработки - отжига и обдирки заготовка имела следующие размеры: dH=215 мм, d0=155 мм и Н=75 мм.
При таких размерах трубной заготовки и диска максимальная степень деформации на ободе диска составит:
 в то же время представленная зависимость может иметь следующий вид:
в то же время представленная зависимость может иметь следующий вид:
 где:
где:
 - коэффициент отбортовки - раздачи (Котб);
- коэффициент отбортовки - раздачи (Котб);
δ - относительное удлинение сплава при температуре раздачи и разворота трубной заготовки.
Откуда с учетом всех полученных зависимостей определяем коэффициент отбортовки - раздачи: Котб=1+δ=1+0,69=1,69.
Следовательно, чтобы осуществить операцию раздачи и разворота трубной заготовки с одного нагрева без трещинообразования на краю диска относительное удлинение сплава при температуре деформации должно быть более 69%.
Испытания сплава ВТ8 при повышенных температурах дали следующие результаты (см. таблицу 1).
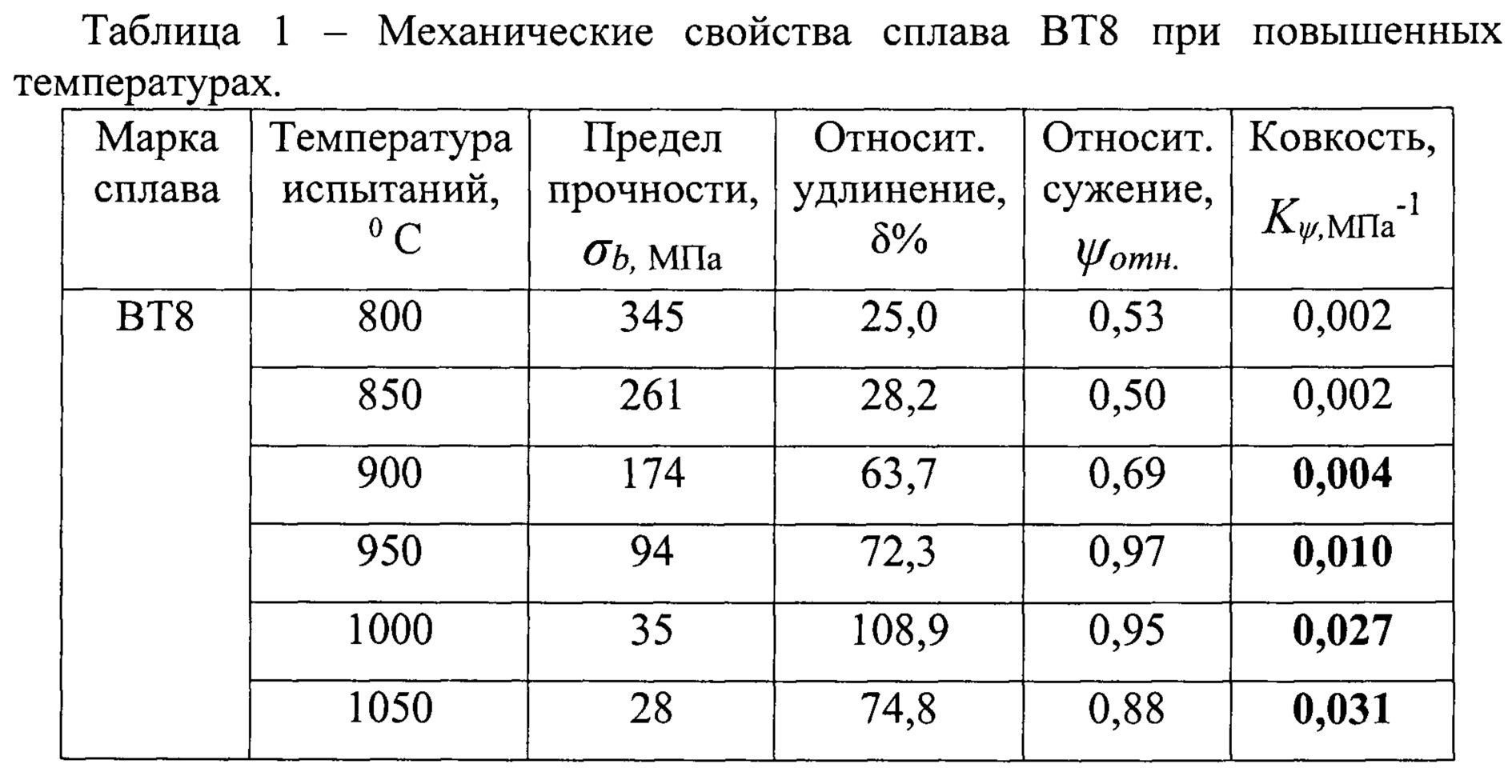
Из полученных данных видно, что сплав ВТ8 по критерию ковкости Kψ без трещинообразования можно деформировать в интервале температур 1050-900°С. При этом температура 1000°С является температурой сверхпластичности данного сплава. С учетом того, что температура А3 для сплава ВТ8 диска, приведенного в качестве примера, составляла 1005°С, заготовку нагрели до температуры 985°С в электропечи и сначала раздали на конус коническим бойком, а затем разворотом на плоских плитах под прессом 400 тс в плоский диск. Трещин и надрывов на диске не обнаружено.
Затем полученный диск проходил изотермический отжиг по серийной технологии: нагрев до 940±10°С, выдержка 1 час, охлаждение с печью до 580°С, выдержка 1 час, охлаждение на воздухе.
После разрезки диска и изготовления образцов на образцах тангенциального (хордового направления) были получены следующие результаты (см. таблицу 2).
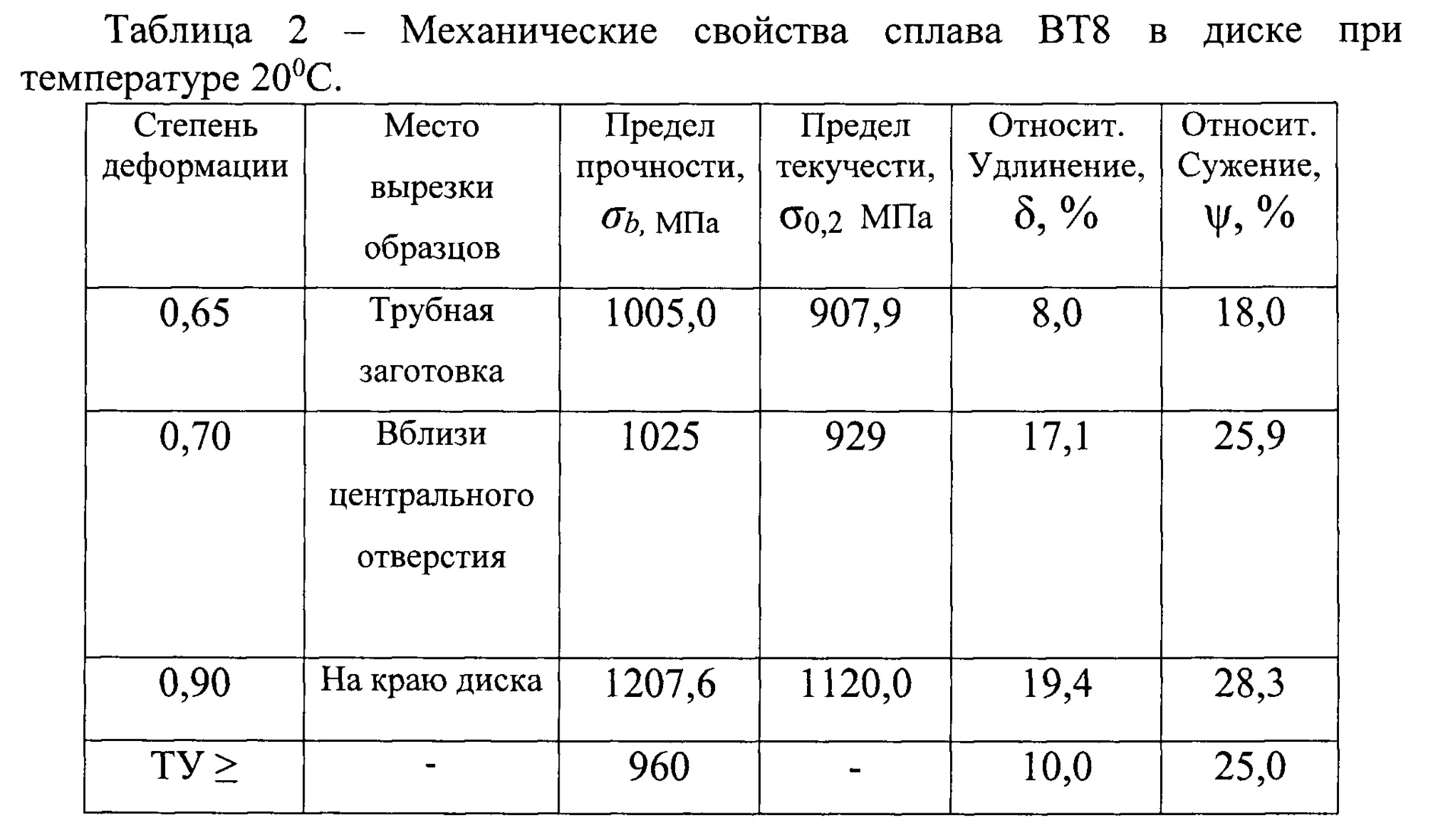
При испытаниях на растяжение при температуре 500°С предел прочности образца с исходной структурой составил 598,9 МПа, а на краю диска - 897,2 МПа при требованиях ТУ - не менее 620 МПа. Испытания на длительную прочность при температуре 500°С показали высокие результаты. При требованиях ТУ стойкости не менее 50 часов под рабочим напряжении 490 МПа получены результаты значительно их превышающие. Образец с исходной структурой сломался через 370 часов 53 минуты, с мелкокристаллической - не сломался и был снят через 795 часов 46 минут.
Таким образом, предложенное техническое решение обеспечивает достижение в дисках ГТД, изготовленных из жаропрочных титановых сплавов необходимую микроструктуру распределения физико-механических свойств по радиусу диска и тем самым увеличивает их ресурс работы в двигателе.
Способ изготовления секций ротора газотурбинного двигателя
Сигнализатор закрытого положения механизма крепления реверсивного устройства мотогондолы к газотурбинному двигателю
Способ обработки поверхности детали
Электрическая система привода реверсора тяги газотурбинного двигателя
Способ изготовления заготовки акустической структуры
Способ многокомпонентного диффузионного насыщения поверхности деталей из жаропрочных никелевых сплавов
Вакуумная установка пиролиза
Промежуточный корпус газотурбинного двигателя
Жаропрочный сплав на никелевой основе и изделие, выполненное из него
Топливовоздушная двухзонная горелка камеры сгорания газотурбинного двигателя
Способ раскатки дисков
Способ изготовления уплотнительных колец
Способ формовки патрубков в листовых деталях
Способ получения поковок из жаропрочных гранулированных сплавов
Способ восстановительной обработки деталей из жаропрочных никелевых сплавов
Морозостойкий силиконовый пеногерметик
Способ противоводородной термической обработки заготовок из сталей и сплавов
Способ изготовления колец
Способ безоблойной штамповки детали

