Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТОНКОЙ ПОЛОСЫ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к установке для изготовления металлической тонкой полосы, а, говоря более конкретно, относится к установке с одним валком для изготовления металлической тонкой полосы, которая обеспечивает изготовление металлической тонкой полосы, обладающей превосходной структурой поверхности.
Уровень техники
В качестве способа непосредственного изготовления металлической тонкой полосы из расплавленного металла известен одновалковый способ, где расплавленный металл подается на внешнюю периферийную лицевую поверхность одиночного охлаждающего валка, вращающегося с большой скоростью, (ниже в настоящем документе называемую «поверхностью валка») через сопло и затвердевает в результате быстрого охлаждения при одновременном формировании планки для изготовления металлической тонкой полосы. В такой методике непосредственного изготовления полосы наиболее важным вопросом является то, как получить тонкую полосу, характеризующуюся однородностью толщины и превосходной структурой поверхности. В особенности в случае использования металлических тонких полос в раскатанном состоянии, как в случае тонких полос аморфного сплава, использующихся в качестве материала железного сердечника для трансформаторов, наиболее важную позицию контроля будет представлять собой структура поверхности, поскольку она оказывает значительное воздействие на характеристики трансформатора.
Ухудшение структуры поверхности металлической тонкой полосы обуславливается тем фактом, что на поверхности валка формируется пограничный слой воздуха, связанный с вращением охлаждающего валка, что образует воздушный поток вдоль по поверхности валка, и в результате наличия такого воздушного потока воздух захватывается и запирается между расплавленным металлом, нагнетаемым на поверхность валка, и охлаждающим валком, что приводит к формированию карманообразной вмятины.
В качестве методики предотвращения вышеупомянутого ухудшения структуры поверхности известен способ перевода участка для нагнетания расплавленного металла в вакуум или атмосферу сжигания монооксида углерода или атмосферу диоксида углерода. В частности, способ перевода в атмосферу диоксида углерода не вызывает появления проблемы с безопасностью, такой как взрыв, отравление и тому подобное, и ему свойственно достоинство, заключающееся в легкости его введения в крупногабаритное оборудование. В качестве способа создания атмосферы диоксида углерода существует методика вдувания диоксида углерода на участок для нагнетания расплавленного металла. Однако, в данной методике существует риск уменьшения температуры сопла, предназначенного для нагнетания расплавленного металла, что вызывает закупоривание сопла, или поверхность потока расплавленного металла становится нестабильной вследствие изменения давления вдуваемого диоксида углерода.
В JP-A-H04-356336 раскрывается способ покрытия участка для нагнетания расплавленного металла камерой в целях перевода его в атмосферу диоксида углерода. В JP-A-H06-292950 раскрывается способ, где на стороне выше по ходу технологического потока от позиции нагнетания расплавленного металла в направлении вращения валка компонуют углеродную лопатку при одновременном ее нахождении в контакте с бруском поверхности валка и по направлению к поверхности валка вдоль по поверхности стороны расплавленного металла (стороны ниже по ходу технологического потока) от углеродной лопатки нагнетают газообразный диоксид углерода (который ниже в настоящем документе может быть представлен термином «газ СО2») для сохранения атмосферы диоксида углерода в окрестности поверхности валка на стороне выше по ходу технологического потока от позиции нагнетания расплавленного металла.
Раскрытие сущности изобретения
Задача, разрешаемая изобретением
Однако, способу, раскрытому в JP-A-H04-356336, свойственны проблемы, заключающиеся в потребности в крупногабаритном устройстве и усложнении контроля атмосферы. Также способ, раскрытый в JP-A-H06-292950, демонстрирует эффект в определенной степени улучшения структуры поверхности, но вызывает появление новой проблемы, заключающейся в том, что в случае непрерывного функционирования системы в течение продолжительного периода времени между углеродной лопаткой и охлаждающим валком будет постепенно накапливаться инородный материал, такой как пыль, обломки тонкой полосы и тому подобное, и поверхность охлаждающего валка будет повреждаться инородным материалом, что изрядно ухудшает структуру поверхности тонкой полосы.
Изобретение сделано с учетом вышеупомянутых проблем обычных методик и заключается в предложении установки для изготовления металлической тонкой полосы, которая способна подавлять захватывание воздуха между поверхностью охлаждающего валка и расплавленным металлом, что уменьшает шероховатость поверхности металлической тонкой полосы и улучшает качество поверхности, и стабильно сохранять хорошее качество поверхности даже при непрерывном функционировании в течение продолжительного периода времени.
Разрешение задачи
Изобретатели провели различные исследования для разрешения вышеупомянутой задачи. В результате, как это было установлено, хорошее качество поверхности может быть стабильно сохранено даже при изготовлении в течение продолжительного периода времени в результате обеспечения наличия устройства для блокирования воздушного потока, предназначенного для блокирования воздушного потока вдоль по поверхности охлаждающего валка, на стороне выше по ходу технологического потока от сопла для нагнетания расплавленного металла, предназначенного для нагнетания расплавленного металла на поверхность охлаждающего валка, сопла для нагнетания газообразного диоксида углерода, предназначенного для формирования потока газообразного диоксида углерода, на стороне непосредственно ниже по ходу технологического потока от устройства для блокирования воздушного потока и устройства для удаления инородного материала, предназначенного для удаления инородного материала, приставшего к поверхности валка, на стороне выше по ходу технологического потока от устройства для блокирования воздушного потока. Таким образом, было сделано данное изобретение.
То есть, изобретение представляет собой установку одновалкового типа для изготовления металлической тонкой полосы в результате нагнетания расплавленного металла на внешнюю периферийную лицевую поверхность охлаждающего валка, вращающегося с высокой скоростью, и обеспечения быстрого затвердевания металла для изготовления металлической тонкой полосы, характеризующуюся тем, что на стороне выше по ходу технологического потока от сопла для нагнетания расплавленного металла, предназначенного для нагнетания расплавленного металла, в направлении вращения охлаждающего валка предусматривают устройство для блокирования воздушного потока, предназначенное для блокирования воздушного потока вдоль по поверхности охлаждающего валка, и между устройством для блокирования воздушного потока и соплом для нагнетания расплавленного металла располагают сопло для нагнетания газообразного диоксида углерода, предназначенное для формирования потока газообразного диоксида углерода на внешней периферийной поверхности охлаждающего валка или для формирования атмосферы диоксида углерода на поверхности охлаждающего валка, а на стороне выше по ходу технологического потока от устройства для блокирования воздушного потока в направлении вращения охлаждающего валка располагают устройство для удаления инородного материала, предназначенное для удаления инородного материала, приставшего к поверхности охлаждающего валка.
В установке для изготовления металлической тонкой полосы по изобретению, устройство для удаления инородного материала располагают в пределах диапазона 600 мм на стороне выше по ходу технологического потока в направлении вращения охлаждающего валка по отношению к устройству для блокирования воздушного потока.
В установке для изготовления металлической тонкой полосы по изобретению, устройство для удаления инородного материала представляет собой постоянный магнит или электромагнит, расположенные без контакта с поверхностью охлаждающего валка.
В установке для изготовления металлической тонкой полосы по изобретению, устройство для удаления инородного материала является устройством для нагнетания газа, предназначенным для нагнетания газа на поверхность охлаждающего валка.
В установке для изготовления металлической тонкой полосы по изобретению, устройство для удаления инородного материала находится в контакте с поверхностью охлаждающего валка для удаления инородного материала.
В установке для изготовления металлической тонкой полосы по изобретению, устройство для блокирования воздушного потока располагают в контакте с поверхностью охлаждающего валка или с зазором по отношению к поверхности охлаждающего валка, составляющим не более, чем 2 мм.
В установке для изготовления металлической тонкой полосы по изобретению, устройство для блокирования воздушного потока располагают в пределах диапазона 300 мм на стороне выше по ходу технологического потока в направлении вращения охлаждающего валка по отношению к соплу для нагнетания расплавленного металла, предназначенному для нагнетания расплавленного металла.
В установке для изготовления металлической тонкой полосы по изобретению, устройство для блокирования воздушного потока изготавливают из материала, более мягкого, чем поверхность охлаждающего валка.
В установке для изготовления металлической тонкой полосы по изобретению, сопло для нагнетания газообразного диоксида углерода нагнетает газообразный диоксид углерода по направлению к участку устройства для блокирования воздушного потока, находящемуся в контакте с поверхностью валка, и вдоль по поверхности на стороне ниже по ходу технологического потока от устройства для блокирования воздушного потока в направлении вращения валка.
В установке для изготовления металлической тонкой полосы по изобретению, сопло для нагнетания газообразного диоксида углерода нагнетает газообразный диоксид углерода по направлению к поверхности валка между соплом для нагнетания расплавленного металла и устройством для блокирования воздушного потока.
Технический результат
В соответствии с установкой по изобретению повреждение поверхности охлаждающего валка под воздействием инородного материала может быть предотвращено даже при непрерывном функционировании в течение продолжительного периода времени, таким образом, структура поверхности металлической тонкой полосы может быть сохранена в хорошем состоянии, и, таким образом, изобретение вносит значительный вклад не только в улучшение качества, но также и в стабильность производительности.
Краткое описание чертежей
Фиг. 1 представляет собой вид сбоку, представляющий обычную установку для изготовления металлической тонкой полосы.
Фиг. 2 представляет собой вид сбоку, иллюстрирующий один вариант осуществления установки для изготовления металлической тонкой полосы по изобретению.
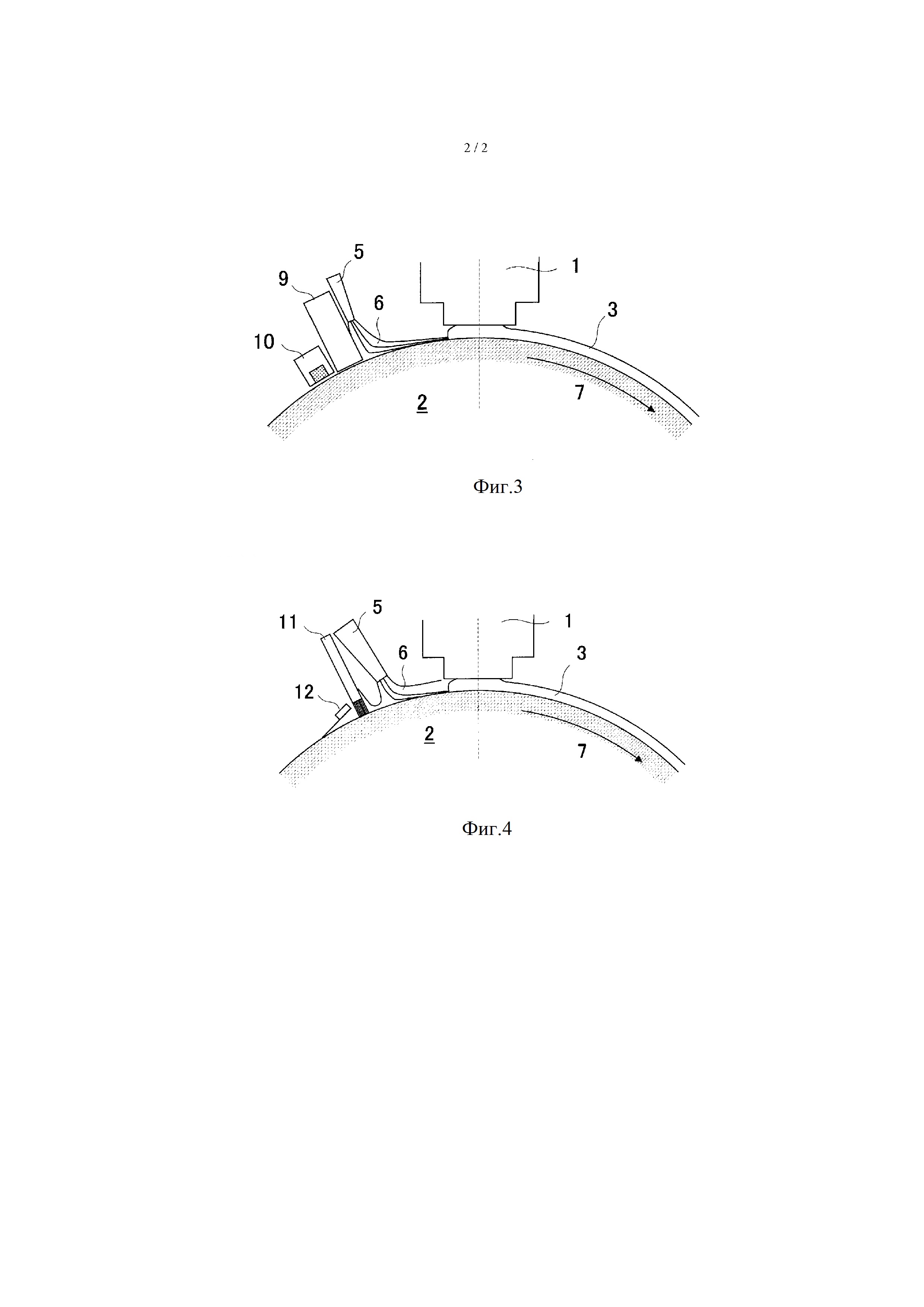
Фиг. 3 представляет собой вид сбоку, иллюстрирующий еще один вариант осуществления установки для изготовления металлической тонкой полосы по изобретению.
Фиг. 4 представляет собой вид сбоку, иллюстрирующий другой вариант осуществления установки для изготовления металлической тонкой полосы по изобретению.
Осуществление изобретения
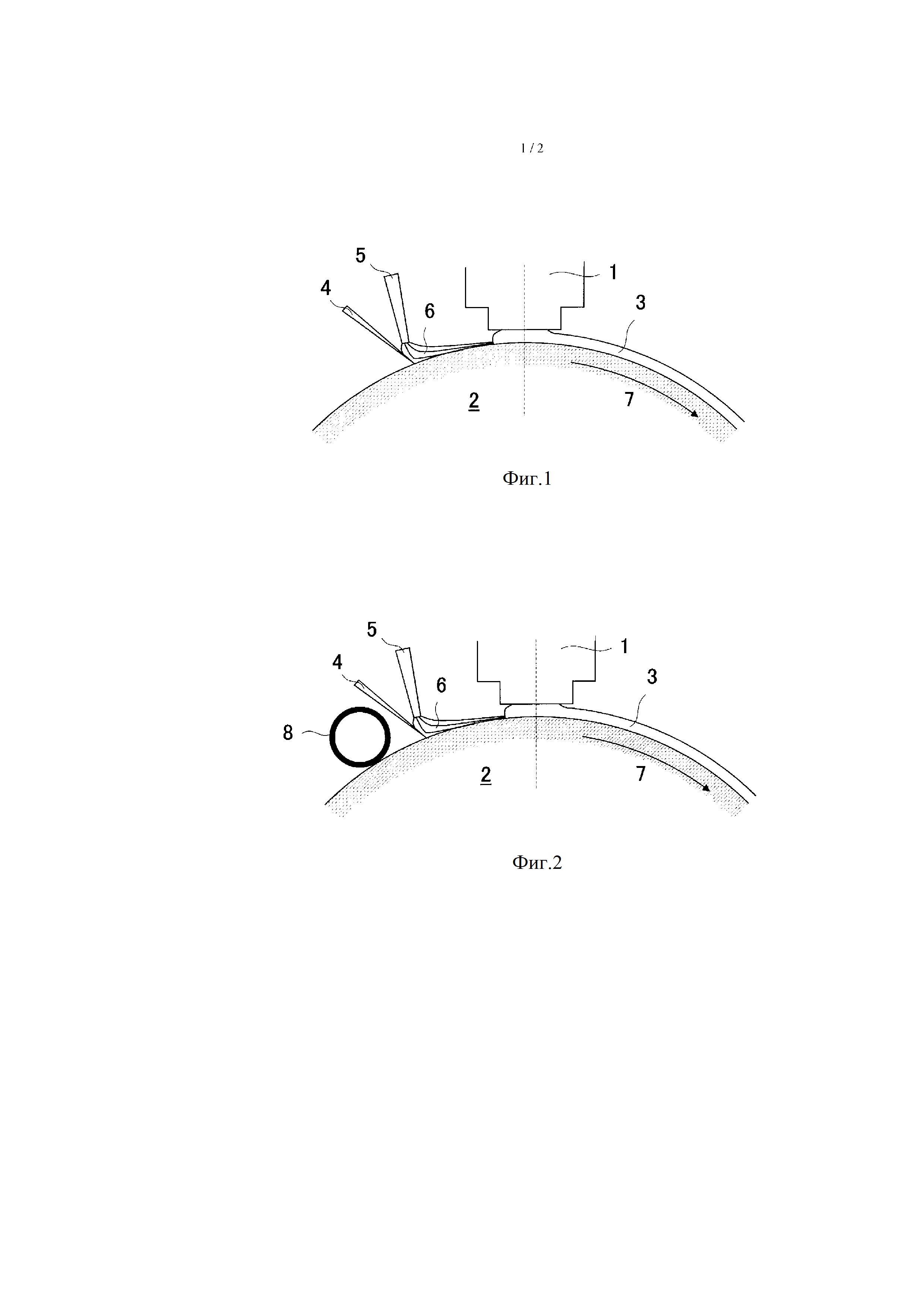
Фиг. 1 схематически демонстрирует обычную установку для изготовления металлической тонкой полосы, которая раскрыта в JP-A-H06-292950. В данной установке охлаждающий валок 2 вращается с высокой скоростью в направлении стрелки 7, а расплавленный металл (расплав) 3, нагнетаемый из сопла 1 для нагнетания расплавленного металла на внешнюю периферийную лицевую поверхность охлаждающего валка (поверхность валка), быстро охлаждается с образованием тонкой полосы. На стороне выше по ходу технологического потока от сопла 1 для нагнетания расплавленного металла, предназначенного для нагнетания расплавленного металла на поверхность валка, в направлении вращения валка в контакте с поверхностью охлаждающего валка располагают углеродную лопатку 4, которая исполняет функцию устройства для блокирования воздушного потока, предназначенного для блокирования воздушного потока, сформированного на поверхности валка пограничным слоем, связанным с вращением охлаждающего валка, и перетекающего от стороны выше по ходу технологического потока по направлению к стороне ниже по ходу технологического потока в направлении вращения валка.
Между углеродной лопаткой 4 и соплом 1 для нагнетания расплавленного металла располагают сопло 5 для нагнетания газообразного диоксида углерода, предназначенное для нагнетания газообразного диоксида углерода по направлению к поверхности валка. Газообразный диоксид углерода, нагнетаемый на поверхность валка, образует новый поток 6, включающий пограничный слой на поверхности валка между углеродной лопаткой 4 и соплом 1 для нагнетания расплавленного металла, и достигает расплавленного металла 3 или формирует атмосферу диоксида углерода на поверхности валка (в окружении) между углеродной лопаткой 4 и соплом 1 для нагнетания расплавленного металла, что подавляет колебание поверхности потока расплавленного металла и предотвращает захватывание воздуха между расплавленным металлом и валком, улучшая качество поверхности металлической тонкой полосы.
Однако, в установке для изготовления металлической тонкой полосы, продемонстрированной на фиг. 1, инородный материал, такой как пыль, носящаяся в атмосфере, порошок, образованный в результате затвердевания капель расплавленного металла, мелкие обломки металлической тонкой полосы и тому подобное, пристает и переносится к поверхности охлаждающего валка или переносится совместно с воздушным потоком, получающимся в результате наличия пограничного слоя на поверхности охлаждающего валка, и постепенно накапливается между углеродной лопаткой 4 и поверхностью охлаждающего валка во время непрерывного функционирования в течение продолжительного периода времени.
В общем случае охлаждающий валок изготавливают из медного сплава, характеризующегося высокой теплопроводностью и низкой твердостью, таким образом, ему свойственна легкая подверженность стимулированию возникновения изъянов на поверхности под воздействием твердого инородного материала. В результате изъяны переносятся на металлическую тонкую полосу, стимулируя возникновение дефектов поверхности, или в металлической тонкой полосе стимулируется возникновение больших вдавливаний или отверстий под воздействием воздуха, заключенного в участках изъянов, что оказывает неблагоприятное воздействие на качество поверхности металлической тонкой полосы. Также в случае стимулирования возникновения изъяна на поверхности валка необходимым будет прерывание изготовления металлической тонкой полосы для проведения обслуживания поверхности охлаждающего валка (шлифования) или проведения замены на новый охлаждающий валок, что значительно уменьшает производительность.
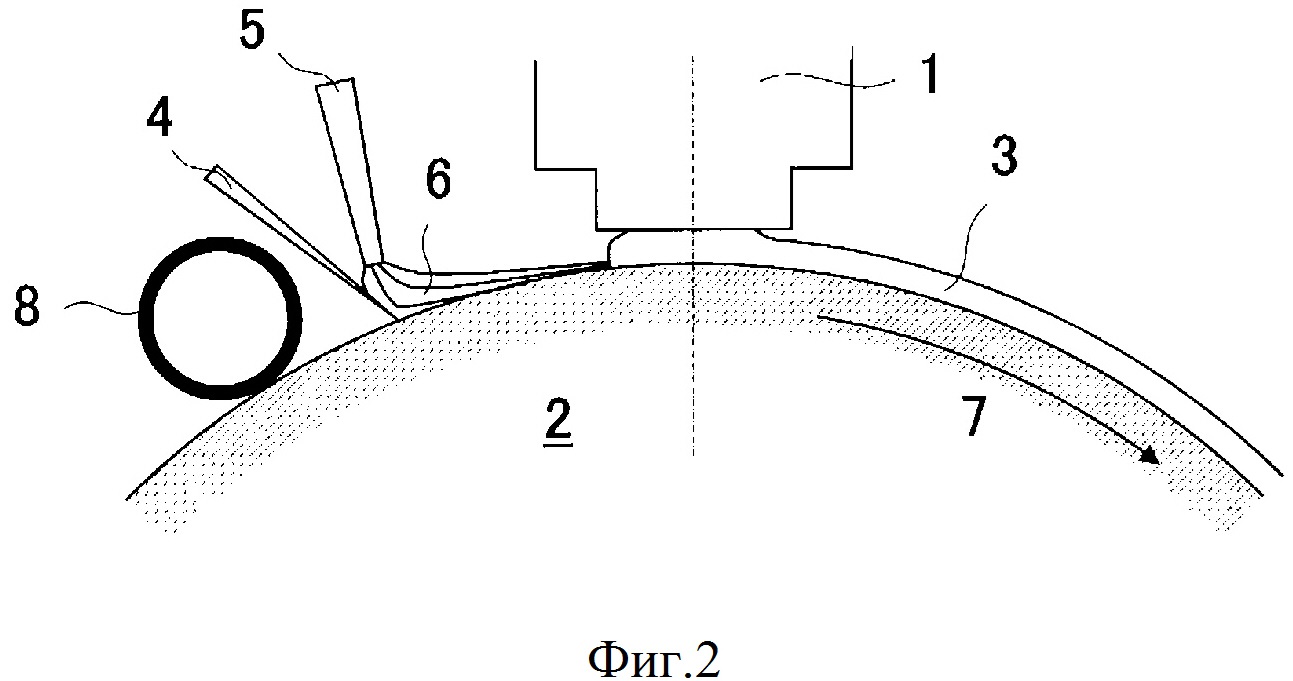
Поэтому в установке для изготовления металлической тонкой полосы, соответствующей изобретению, на стороне выше по ходу технологического потока от углеродной лопатки 4 в направлении вращения валка и поблизости от углеродной лопатки 4 располагают устройство 8 для удаления инородного материала, в результате чего инородный материал, приставший к поверхности охлаждающего валка или перенесенный совместно с воздушным потоком на поверхности охлаждающего валка, удаляется, что подавляет осаждение инородного материала между углеродной лопаткой 4 и поверхностью охлаждающего валка, тем самым, предотвращая повреждение поверхности охлаждающего валка. То есть, установка для изготовления металлической тонкой полосы, соответствующая изобретению, может стабильно сохранять хорошее качество поверхности даже при непрерывном функционировании в течение продолжительного периода времени в результате объединения обычного устройства для блокирования воздушного потока и сопла для нагнетания газообразного диоксида углерода из обычных методик с устройством для удаления инородного материала.
В данном случае устройство для удаления инородного материала необходимо располагать на стороне выше по ходу технологического потока по отношению к устройству для блокирования воздушного потока в направлении вращения валка. Однако, в случае чрезмерного растяжения расстояния до устройства для блокирования воздушного потока даже на стороне выше по ходу технологического потока будет существовать опасность повторного приставания к поверхности валка инородного материала, суспендированного в рабочем пространстве, такого как пыль и тому подобное, таким образом, устройство для удаления инородного материала предпочтительно располагают в пределах 600 мм на стороне выше по ходу технологического потока по отношению к устройству для блокирования воздушного потока в направлении вращения охлаждающего валка. Более предпочтительно оно находится в пределах 200 мм, кроме того, предпочтительно в пределах 100 мм.
В качестве устройства для удаления инородного материала рассматриваются два типа, то есть, один тип устройства, предназначенный для удаления инородного материала на поверхности валка без контакта с валком, и другой тип устройства, предназначенный для удаления инородного материала физически (механически) в контакте с валком. Любой из данных типов может быть использован до тех пор, пока может быть удален инородный материал, приставший к поверхности валка или перенесенный совместно с воздушным потоком на поверхности валка.
В качестве первого устройства для удаления инородного материала, предназначенного для удаления инородного материала без контакта с валком, существует, например, устройство, в котором поблизости от поверхности валка располагают магнит из редкоземельных металлов или электромагнит, генерирующие сильное магнитное поле, и инородный материал удаляется, будучи притягиваемым под воздействием магнитной силы. В данном устройстве используют адсорбирование инородного материала магнитом, поскольку значительная масса инородного материала представляет собой порошкообразное железо, образовавшееся в результате затвердевания капель расплавленного металла, обломки металлической тонкой полосы, пыль на основе железа, полученную из установки для изготовления, и тому подобное. Кроме того, на использование данного устройства выгодным образом оказывает воздействие признак, заключающийся в отсутствии у поверхности охлаждающего валка магнитных свойств (медный сплав), поскольку магнит в качестве устройства для удаления инородного материала не адсорбируется на поверхность охлаждающего валка.
В качестве еще одного устройства для удаления инородного материала, предназначенного для удаления инородного материала без контакта с валком, эффективным является устройство, относящееся к типу с нагнетанием газа, где инородный материал удаляют под воздействием газовой струи, которая вдувает газообразное тело (газ) на поверхность валка с высокой скоростью. Данное устройство выдувает инородный материал в результате вдувания чистого воздуха, не содержащего масла, воды, пыли и тому подобного, газообразного азота, газообразного аргона, газообразного диоксида углерода и тому подобного с высокой скоростью через сопло поблизости от поверхности валка, таким образом, это эффективное средство для инородного материала, не удаленного под воздействием магнитной силы.
В качестве последнего устройства для удаления инородного материала, предназначенного для удаления инородного материала в контакте с валком, существует устройство, находящееся в контакте с поверхностью охлаждающего валка в целях механического и физического удаления инородного материала. Кроме того, форма участка, находящегося в контакте с поверхностью валка, может относиться к любому типу, выбираемому из типа лопатки, типа щетки, типа валка, типа пластины (листа), типа блока, типа ремня и тому подобного, до тех пор, пока инородный материал может быть удален механически и физически.
Также с точки зрения предотвращения повреждения поверхности валка материал устройства для удаления инородного материала, в особенности материал участка, находящегося в контакте с поверхностью валка, предпочтительно является более мягким, чем материал поверхности валка подобно устройству для блокирования воздушного потока, описанному ниже. Например, предпочтительно могут быть использованы ткань, такая как фетр, нетканый материал, марля и тому подобное, углерод, смола, синтетический каучук и тому подобное. Однако, в случае неповреждения материалом поверхности валка (например, в случае прижимания лопатки, характеризующейся хорошей эластичностью, при слабом давлении) он может быть и более твердым, чем поверхность валка.
В случае использования устройства для удаления инородного материала, относящегося к типу, предназначенному для удаления инородного материала в контакте с валком, в целях неприкрепления инородного материала, захваченного устройством для удаления инородного материала, к одному месту предпочтительным будет то, чтобы, например, в случае типа, относящегося к типу лопатки, типу пластины, типу ремня или типу блока, позиция металлической тонкой полосы в направлении по ширине непрерывно или периодически перемещалась бы, в то время как в случае типа, относящегося к типу валка, он бы вращался всегда или вращался периодически с низкой скоростью для удаления инородного материала или изменения позиции инородного материала.
Фиг. 2-4 демонстрируют примеры установки для изготовления металлической тонкой полосы, соответствующей изобретению. Фиг. 2 представляет собой один пример, когда в качестве устройства для удаления инородного материала в установке для изготовления металлической тонкой полосы фиг. 1 компонуют фетровый валок 8, полученный в результате наматывания на валок фетровой прокладки. Фиг. 3 представляет собой один пример использования в качестве устройства для удаления инородного материала магнита 10 из редкоземельных металлов поблизости от поверхности валка. Фиг. 4 представляет собой один пример использования в качестве устройства для удаления инородного материала скребка шабера 12.
Далее будет описываться устройство для блокирования воздушного потока в установке для изготовления металлической тонкой полосы, соответствующей изобретению.
В установке для изготовления металлической тонкой полосы, соответствующей изобретению, устройство для блокирования воздушного потока предпочтительно компонуют в контакте с поверхностью валка или поблизости от поверхности валка для блокирования воздушного потока, сформированного пограничным слоем на поверхности вращающегося охлаждающего валка вдоль по поверхности валка. Кроме того, с точки зрения эффективного блокирования воздушного потока, сформированного пограничным слоем, в случае компонования устройства для блокирования воздушного потока поблизости от поверхности валка зазор между поверхностью валка и устройством для блокирования воздушного потока предпочтительно будет составлять не более, чем 2 мм. Более предпочтительно он составляет не более, чем 1 мм, кроме того, предпочтительно не более, чем 0,5 мм.
В данном случае позиция расположения устройства для блокирования воздушного потока предпочтительно находится в пределах 300 мм от позиции сопла для нагнетания расплавленного металла, предназначенного для нагнетания расплавленного металла на поверхность охлаждающего валка, по направлению к стороне выше по ходу технологического потока в направлении вращения валка. В случае превышения расстоянием до данной позиции 300 мм на поверхности валка снова сформируется воздушный поток. Кроме того, более предпочтительно оно находится в пределах диапазона 200 мм, кроме того, предпочтительно в пределах диапазона 100 мм.
Также с точки зрения подавления неблагоприятного воздействия воздушного потока, протекающего вдоль по поверхности охлаждающего валка, на металлическую тонкую полосу ширина устройства для блокирования воздушного потока (длина в направлении по длине тела охлаждающего валка) предпочтительно является не меньшей, чем ширина металлической тонкой полосы, а более предпочтительно не меньшей, чем длина тела охлаждающего валка.
Формой устройства для блокирования воздушного потока может быть любая форма, выбираемая из формы лопатки, формы пластины (листа), формы блока, формы щетки, формы валка и тому подобного, до тех пор, пока она может блокировать воздушный поток. Также устройство для блокирования воздушного потока необязательно представляет собой одно тело до тех пор, пока может быть получен один и тот же эффект, и оно может быть разделено на множество частей в направлении по ширине и скомбинировано.
Материал устройства для блокирования воздушного потока, в частности, материал участка, находящегося в контакте с поверхностью валка, предпочтительно является более мягким, чем материал поверхности валка в целях не стимулирования возникновения изъянов на поверхности охлаждающего валка. Также в случае расположения устройства для блокирования воздушного потока в контакте с поверхностью валка с точки зрения продления срока службы предпочтительной будет демонстрация им эластичности и превосходных способности скольжения, износостойкости и в дополнение к этому теплостойкости. С учетом этого в качестве материала устройства для блокирования воздушного потока предпочтительными являются углерод, смола, синтетический каучук и ткань, такая как фетр, нетканый материал и тому подобное.
Кроме того, фиг. 2 демонстрирует один пример использования в качестве устройства для блокирования воздушного потока углеродной лопатки подобно тому, что имеет место в случае фиг. 1, а фиг. 3 демонстрирует один пример использования в качестве устройства для блокирования воздушного потока блока, изготовленного из фтористой смолы, и фиг. 4 демонстрирует один пример использования в качестве устройства для блокирования воздушного потока щетки, снабженной верхним участком, изготовленным из арамидных волокон.
Далее будет описываться сопло для нагнетания газообразного диоксида углерода в установке для изготовления металлической тонкой полосы, соответствующей изобретению.
В сопле для нагнетания газообразного диоксида углерода, соответствующем изобретению, газообразный диоксид углерода нагнетают между устройством для блокирования воздушного потока и соплом для нагнетания расплавленного металла для формирования потока газообразного диоксида углерода на внешней периферийной лицевой поверхности охлаждающего валка между устройством для блокирования воздушного потока и соплом для нагнетания расплавленного металла или для формирования атмосферы диоксида углерода на поверхности валка (в окрестности) между устройством для блокирования воздушного потока и соплом для нагнетания расплавленного металла, что подавляет колебание поверхности потока расплавленного металла и предотвращает захватывание воздуха между расплавленным металлом и валком, улучшая качество поверхности металлической тонкой полосы.
В целях получения потока газообразного диоксида углерода на внешней периферийной лицевой поверхности охлаждающего валка между устройством для блокирования воздушного потока и соплом для нагнетания расплавленного металла, как это упоминалось выше, предпочтительным является нагнетание газообразного диоксида углерода из сопла для нагнетания газообразного диоксида углерода по направлению к участку устройства для блокирования воздушного потока, находящемуся в контакте с поверхностью валка, и вдоль по поверхности на стороне ниже по ходу технологического потока от устройства для блокирования воздушного потока в направлении вращения валка.
В целях получения атмосферы диоксида углерода на поверхности валка (в окрестности) между устройством для блокирования воздушного потока и соплом для нагнетания расплавленного металла, как упоминалось выше, предпочтительным является нагнетание большого количества газообразного диоксида углерода из сопла для нагнетания газообразного диоксида кремния по направлению к поверхности валка между соплом для нагнетания расплавленного металла и устройством для блокирования воздушного потока. В данном случае термин «большое количество» обозначает количество, способное по существу полностью заменить на диоксид углерода воздух в окрестности поверхности валка, по меньшей мере, между устройством для блокирования воздушного потока и соплом для нагнетания расплавленного металла.
Кроме того, фиг. 2 и 3 представляют собой случаи, когда газообразный диоксид углерода нагнетают из сопла для нагнетания газообразного диоксида углерода по направлению к участку углеродной лопатки (устройству для блокирования воздушного потока), находящемуся в контакте с поверхностью валка, и вдоль по поверхности на стороне ниже по ходу технологического потока от углеродной лопатки в направлении вращения валка для формирования нового потока газообразного диоксида углерода на поверхности валка между углеродной лопаткой и соплом для нагнетания расплавленного металла вдоль по поверхности валка и достижения формирования такого потока на нагнетаемом участке расплавленного металла подобно тому, что имеет место на фиг. 1. Кроме того, фиг. 4 демонстрирует случай, когда из сопла для нагнетания газообразного диоксида углерода нагнетают большое количество газообразного диоксида углерода по направлению к поверхности валка между щеткой, изготовленной из арамидных волокон, (устройством для блокирования воздушного потока) и соплом для нагнетания расплавленного металла для формирования атмосферы диоксида углерода в окрестности поверхности валка между щеткой, изготовленной из арамидных волокон, и соплом для нагнетания расплавленного металла.
Пример
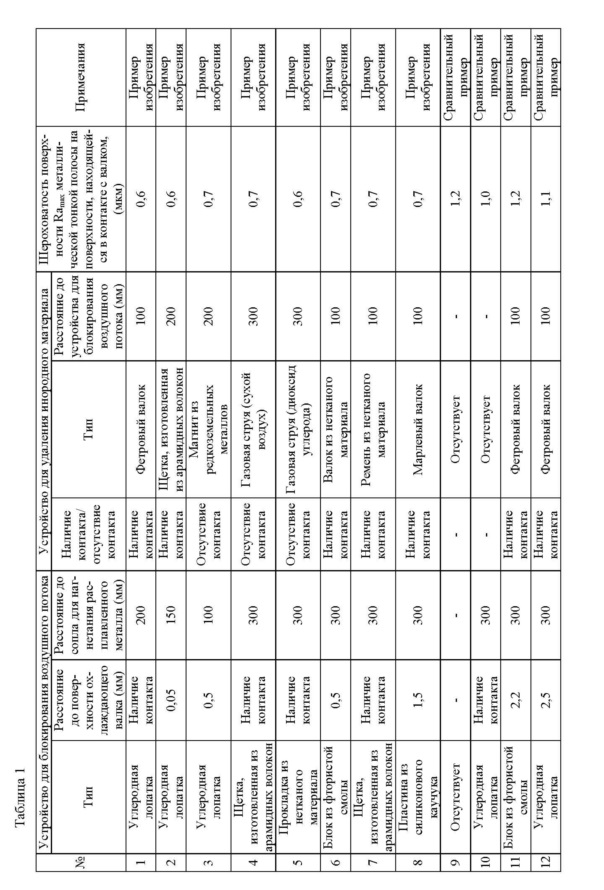
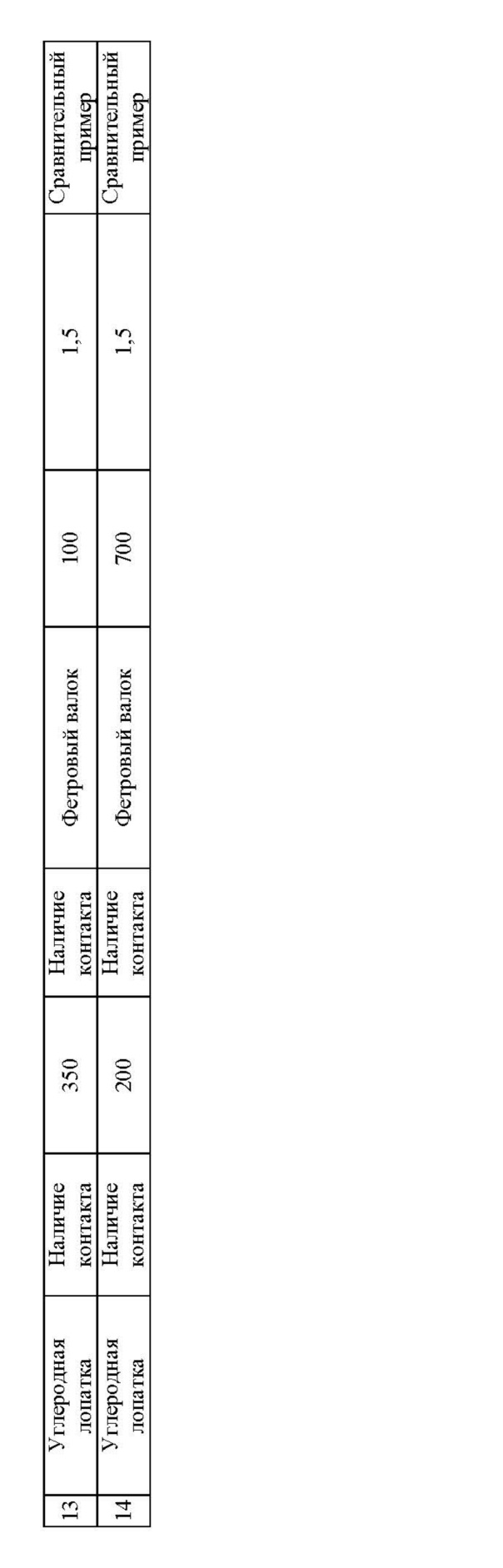
В установке одновалкового типа для изготовления металлической тонкой полосы, снабженной устройством для блокирования воздушного потока, предназначенным для блокирования воздушного потока на поверхности охлаждающего валка, соплом для нагнетания газообразного диоксида углерода между устройством для блокирования воздушного потока и соплом для нагнетания расплавленного металла и устройством для удаления инородного материала на стороне выше по ходу технологического потока от устройства для блокирования воздушного потока в направлении вращения валка, проводят эксперимент по непрерывному изготовлению аморфной металлической тонкой полосы в качестве железного сердечника для трансформатора, имеющей химический состав в виде Fe, а также 3% (масс.) В, 5,3% (масс.) Si, с толщиной 25 мкм, в течение 30 минут.
Кроме того, охлаждающий валок в установке для изготовления изготавливается из медного сплава и имеет диаметр 1000 ммφ и ширину (длину) 400 мм, где поверхность валка охлаждают при использовании воды. Сопло для нагнетания расплавленного металла, предназначенное для нагнетания расплавленного металла, характеризуется интервалом щели 0,7 мм и шириной щели 200 мм.
При изготовлении металлической тонкой полосы скорость вращения (окружную скорость) охлаждающего валка задают на уровне 21 м/сек, а расстояние (зазор) между поверхностью охлаждающего валка и кончиком сопла для нагнетания расплавленного металла задают на уровне 0,25 мм. Кроме того, непосредственно позади устройства для блокирования воздушного потока компонуют сопло для нагнетания газообразного диоксида углерода, в результате чего газообразный диоксид углерода нагнетают по направлению к участку устройства для блокирования воздушного потока, находящемуся в контакте с поверхностью охлаждающего валка, и вдоль по поверхности на стороне ниже по ходу технологического потока от устройства для блокирования воздушного потока в направлении вращения валка.
В данном случае тип и позицию устройства для блокирования воздушного потока и устройства для удаления инородного материала изменяют так, как это продемонстрировано в таблице 1, для рассмотрения качества поверхности металлической тонкой полосы. Кроме того, качество поверхности металлической тонкой полосы оценивают при использовании максимального значения (Ramax) средней величины, полученной в результате измерения шероховатости поверхности Ra (среднеарифметической шероховатости, определенной в документе JIS B0601 (1994)) на поверхности металлической тонкой полосы, находящейся в контакте с охлаждающим валком, после непрерывного функционирования в течение 30 минут в 10 местах с интервалом в 10 мм в направлении по ширине металлической тонкой полосы и определения средней величины в каждом месте в направлении по ширине.
Результаты оценки качества поверхности продемонстрированы в таблице 1 совместно с условиями изготовления. Как это можно видеть исходя из данных результатов, металлические тонкие полосы, изготовленные в условиях, адаптированных к изобретению, характеризуются хорошим значением Ramax, составляющим не более, чем 0,7 мкм, в то время как металлические тонкие полосы, изготовленные в условиях, не адаптированных к изобретению, характеризуются значением Ramax, составляющим не менее, чем 1,0 мкм. Как это было подтверждено исходя из данных результатов, при использовании установки для изготовления металлической тонкой полосы, соответствующей изобретению, могут стабильно изготавливаться металлические тонкие полосы, характеризующиеся превосходным качеством поверхности, несмотря на непрерывное функционирование в течение продолжительного периода времени в 30 минут.
Ссылочные позиции:
1: Сопло для нагнетания расплавленного металла
2: Охлаждающий валок
3: Планка из расплавленного металла и тонкая полоса
4: Устройство для блокирования воздушного потока, использующее углеродную лопатку
5: Сопло для нагнетания газообразного диоксида углерода
6: Поток газообразного диоксида углерода
7: Направление вращения охлаждающего валка
8: Устройство для удаления инородного материала, использующее фетровый валок
9: Устройство для блокирования воздушного потока, использующее блок из фтористой смолы
10: Устройство для удаления инородного материала, использующее магнит из редкоземельных металлов
11: Устройство для блокирования воздушного потока, использующее щетку, изготовленную из арамидных волокон
12: Устройство для удаления инородного материала, использующее скребок шабера
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Лист электротехнической стали с ориентированными зернами
Лист из текстурированной электротехнической стали и способ его изготовления
Текстурированная листовая электротехническая сталь и способ ее изготовления
Лист из текстурированной электротехнической стали и способ его изготовления
Листовая электротехническая сталь с ориентированной структурой и способ ее производства
Способ создания линейных канавок и устройство для образования линейных канавок
Способ производства текстурированного стального листа из электротехнической стали
Способ производства текстурированного листа из электротехнической стали
Способ производства текстурированной электротехнической листовой стали
Горячекатаный стальной лист для изготовления листа из электротехнической стали и способ его изготовления

