Результат интеллектуальной деятельности: ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С ОРИЕНТИРОВАННОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ПРОИЗВОДСТВА
Вид РИД
Изобретение
Область техники
Изобретение относится к листовой электротехнической стали с ориентированной структурой, применяемой, например, для изготовления железных сердечников трансформаторов, и к способам ее получения.
Уровень техники
Трансформаторы, в которых используются листовые электротехнические стали с ориентированной структурой, должны обладать низкими потерями в железе и невысоким уровнем шума. Эффективным в отношении того, чтобы трансформатор имел более низкие потери в железе, является снижение потерь в железе непосредственно самой листовой электротехнической стали с ориентированной структурой, и в качестве одной из методик осуществления этого необходимо облучать поверхность листовой стали лучами лазера, плазмой, электронными пучками или другими подобными способами. В JP2012036450A (PTL 1) описывается методика уменьшения потерь в железе посредством оптимизации расстояния между точками облучения, а также энергии облучения при сообщении поверхности листа электротехнической стали с ориентированной структурой термической деформации способом последовательного облучения электронным пучком по точкам в направлении, поперечном к направлению прокатки. Эта методика снижает потери в железе не только благодаря измельчению главных магнитных доменов, но также в результате образования в листовой стали дополнительной структуры магнитных доменов, именуемой замыкающими доменами.
Однако эта методика имеет недостаток, связанный с тем, что при увеличении замыкающих доменов ухудшаются шумовые характеристики трансформатора. Причиной этого является то, что поскольку магнитный момент замыкающих доменов ориентирован в ортогональной к направлению прокатки плоскости, при изменении ориентации по отношению к направлению прокатки в процессе возбуждения листовой электротехнической стали с ориентированной структурой наблюдается явление магнитострикции. Листовая сталь также содержит другие замыкающие домены, называемые «ланцетными доменами», и магнитострикция также происходит в результате образования и исчезновения таких ланцетных доменов в процессе возбуждения переменными магнитными полями. Известно, что ланцетные домены могут быть уменьшены в результате, например, приложения напряжений, а уменьшение ланцетных доменов может привести к улучшенным свойствам магнитострикции. С другой стороны, замыкающие домены, появляющиеся в результате измельчения магнитных доменов, как описано выше, также вызывают магнитострикцию и ухудшение шумовых характеристик трансформатора. Поэтому для одновременного достижения и низких потерь в железе, и хороших шумовых характеристик необходима оптимизация не только ланцетных доменов, но также и замыкающих доменов.
Ниже описаны стандартные методики улучшения показателей потерь в железе и шумовых характеристик с помощью способов, применяющих электронный пучок. JP2012172191A (PTL 2) описывает технологию получения листовой электротехнической стали с ориентированной структурой, демонстрирующей превосходные характеристики потерь в железе и шумов в результате регулирования, в случае выполнения обработки по измельчению магнитной доменной структуры облучением электронным пучком в форме точки, зависимости между временем выдержки t в каждой точке облучения и интервалом X между точками облучения в соответствии с мощностью электронного пучка. JP2012036445A (PTL 3) описывает лист электротехнической стали с ориентированной структурой, в котором обработка по измельчению магнитной доменной структуры выполняется облучением электронным пучком и при этом оптимизируется соотношение между диаметром A области создания термической деформации и шагом облучения B.
WO2014068962A (PTL 4) описывает применяемую при использовании способа электронного пучка методику оптимизации ширины в направлении прокатки и глубины в направлении толщины замыкающих доменов, а также интервала, через который замыкающие домены вводятся в направлении прокатки.
Раскрытие сущности изобретения
Техническая задача
Однако в PTL 2 и 3 облучение электронным пучком выполняется методом точечной последовательности, полученные замыкающие домены с точки зрения достижения одновременно и низких потерь в железе, и низких шумовых характеристик не оптимизируются надлежащим образом в том, что касается формы. Что касается методики PTL 4, принимая во внимание то, что данная листовая сталь имеет низкие потери в железе и включает крупные по объему и большие по ширине в направлении прокатки замыкающие домены, предполагается, что такая листовая сталь имеет малый коэффициент плотности упаковки. Однако, для того, чтобы замыкающие домены образовывались до определенной глубины в направлении толщины листа, магнитострикция имеет тенденцию становиться значительной в направлении толщины листа. Таким образом, методика PTL 4 не является подходящей для применения в трансформаторах, в случае которых большая важность придается шумовым характеристикам.
Таким образом, было бы полезным предложить листовую электротехническую сталь с ориентированной структурой, демонстрирующую низкие потери в железе и низкие шумовые характеристики при использовании ее в трансформаторах, а также способ ее изготовления.
Решение задачи
Хотя идея относительно такого получения замыкающих доменов уже была высказана, авторы данного изобретения обнаружили, что образование замыкающих доменов с большой глубиной в направлении толщины листа и с малым объемом (который определяется здесь как «средняя ширина замыкающих доменов в направлении прокатки Wave * максимальная глубина D / интервал периодичности s») эффективно для достижения как низких потерь в железе, так и низких шумовых характеристик трансформатора. Авторы данного изобретения также обнаруживали, что способ электронного пучка является наиболее предпочтительным в качестве способа введения таких замыкающих доменов. Это объясняется тем, что электронный пучок обладает высокой проницаемостью по отношению к внутренним участкам листовой стали, что позволяет вносить деформации и создавать замыкающие домены на более значительной глубине в направлении толщины листа от подвергаемой облучению поверхности.
Авторы также показали возможность достижения лучшего баланса между свойствами потерь в железе и шумовыми характеристиками, чем при стандартных методиках, обеспечиваемого таким образованием замыкающих доменов на поверхности листовой стали, что их ширина периодически варьирует в направлении прокатки, а также оптимизацией отношения Wmax/Wmin, где Wmax и Wmin обозначают, соответственно, максимальную ширину и минимальную ширину в направлении прокатки, применяя способ электронного пучка с чрезвычайно высокой управляемостью пучка и высокой управляемостью позиционированием.
Наконец, авторы выяснили оптимальные условия облучения электронным пучком для образования удовлетворяющих этим условиям замыкающих доменов. Более конкретно, авторы нашли методику получения диаметра пучка с высоким ускоряющим напряжением, меньшего, чем имеет место обычно, а также обеспечивающую высокоскоростное управление удерживанием и движением пучка.
Настоящее изобретение было осуществлено на основе этих открытий, и его первичные признаки описываются ниже.
(1) Листовая электротехническая сталь с ориентированной структурой с множеством участков деформации, локализованно представленных в поверхностном слое листовой стали и образованных так, чтобы продолжаться в направлении, перпендикулярном к направлению прокатки с выраженным в миллиметрах интервалом периодичности s в направлении прокатки, в которой каждая из областей деформации имеет участок замыкающих доменов, который образуется непрерывно по интервалу 200 мм в направлении ширины и ширина которого при измерении в направлении прокатки варьирует в периодическом режиме по поверхности стального листа, а каждый из участков замыкающих доменов удовлетворяет ряду условий, включая: отношение Wmax/Wmin, равное 1,2 или более и составляющее менее 2,5, где Wmax и Wmin соответственно обозначают максимальную ширину и минимальную ширину на поверхности стального листа при измерении в направлении прокатки; Wave отвечает 80 мкм или более, где Wave обозначает среднюю ширину на поверхности стального листа при измерении в направлении прокатки; D равно 32 мкм или более, где D обозначает максимальную глубину при измерении в направлении толщины листа; и (Wave * D)/s равно 0,0007 мм или более и 0,0016 мм или менее.
(2) Способ производства листовой электротехнической стали с ориентированной структурой согласно (1), при этом данный способ содержит: облучение поверхности листовой стали с ориентированной структурой электронным пучком при сканировании электронным пучком в направлении сканирования, перпендикулярном к направлению прокатки под рядом условий облучения электронным пучком, включая: ускоряющее напряжение, равное 90 кВ или более; d1, равное 80 мкм или более и 220 мкм или менее, где d1 обозначает диаметр пучка при измерении в направлении, ортогональном к направлению сканирования, d2, равное (0,8 * d1) мкм или более и (1,2 * d1) мкм или менее, где d2 обозначает диаметр пучка при измерении в направлении сканирования, при этом профиль пучка имеет форму гауссианы, а сканирование электронным пучком выполняется с повторением процесса до остановки и возобновлением движения при расстоянии хода p электронного пучка по поверхности, где 1,5 * d2 ≤ p ≤ 2,5 * d2.
(3) Способ согласно (2), в котором движение электронного пучка останавливается на 2 мкс или более, а сканирование выполняется со средней скоростью 100 м/с или более.
(4) Способ согласно (2), в котором движение электронного пучка останавливается на 8 мкс или более, а сканирование выполняется со средней скоростью 30 м/с или более.
(5) Способ согласно любому из (2) - (4), в котором электронный пучок сканируется по поверхности с интервалом сканирования при измерении в направлении ширины, составляющим 200 мм или более.
(6) Способ согласно любому из (2) - (4), в котором электронный пучок сканируется по поверхности с интервалом сканирования при измерении в направлении ширины, составляющим 300 мм или более.
(7) Способ согласно любому из (2) - (6), в котором источником электронного пучка является LaB6.
(8) Способ согласно любому из (2) - (7), в котором электронный пучок сводится с использованием по меньшей мере двух катушек.
Полезный эффект изобретения
Листовая электротехническая сталь с ориентированной структурой согласно данному изобретению имеет низкие показатели потерь в железе и демонстрирует низкие шумовые характеристики при использовании ее в трансформаторах. Согласно данному способу применения в производстве раскрываемой здесь листовой электротехнической стали с ориентированной структурой также возможно получение листовой электротехнической стали с ориентированной структурой, имеющей низкие показатели потерь в железе и демонстрирующей низкие шумовые характеристики при использовании ее в трансформаторах.
Краткое описание чертежей
На прилагаемых чертежах:
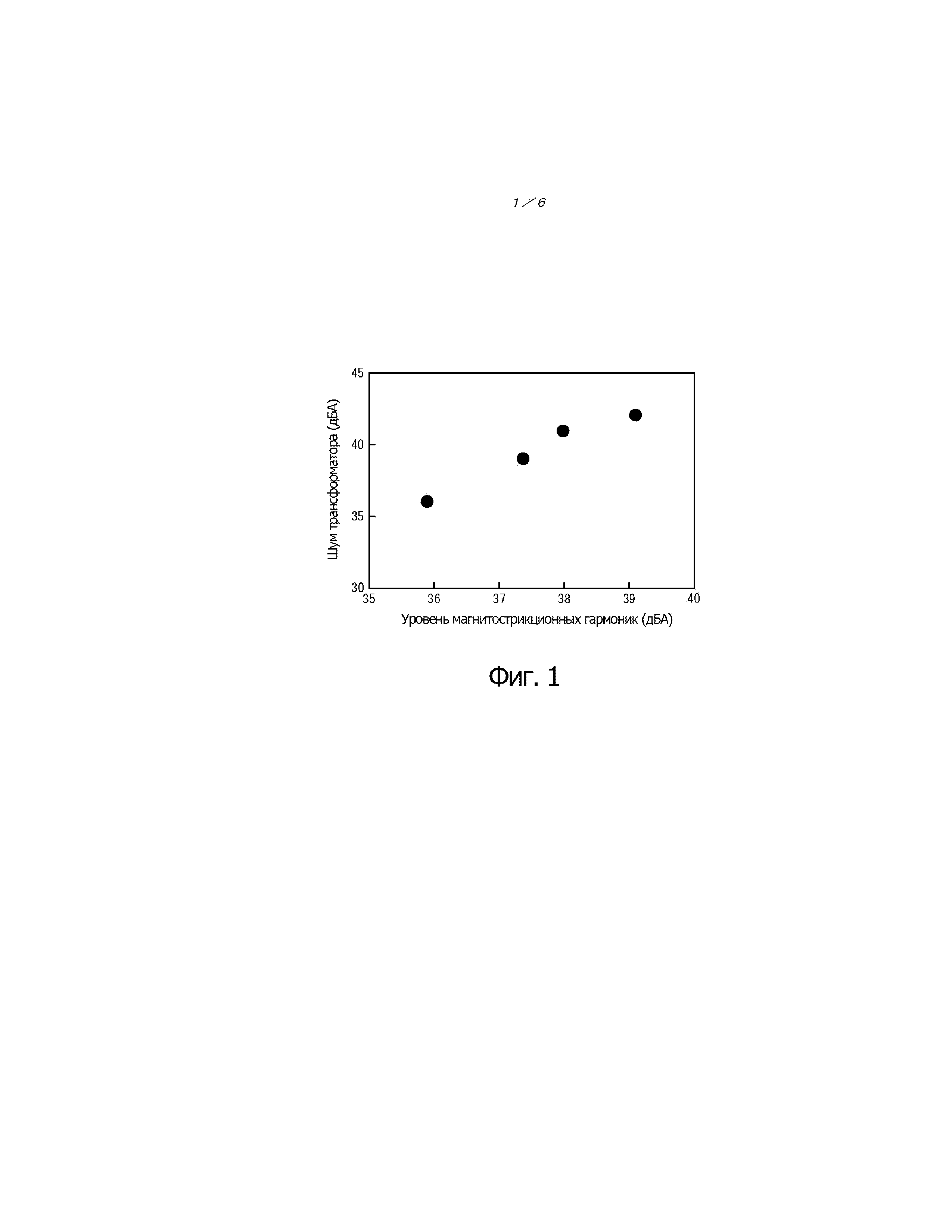
фиг. 1 представляет график, иллюстрирующий зависимость между уровнем магнитострикционных гармоник и шумом трансформатора;
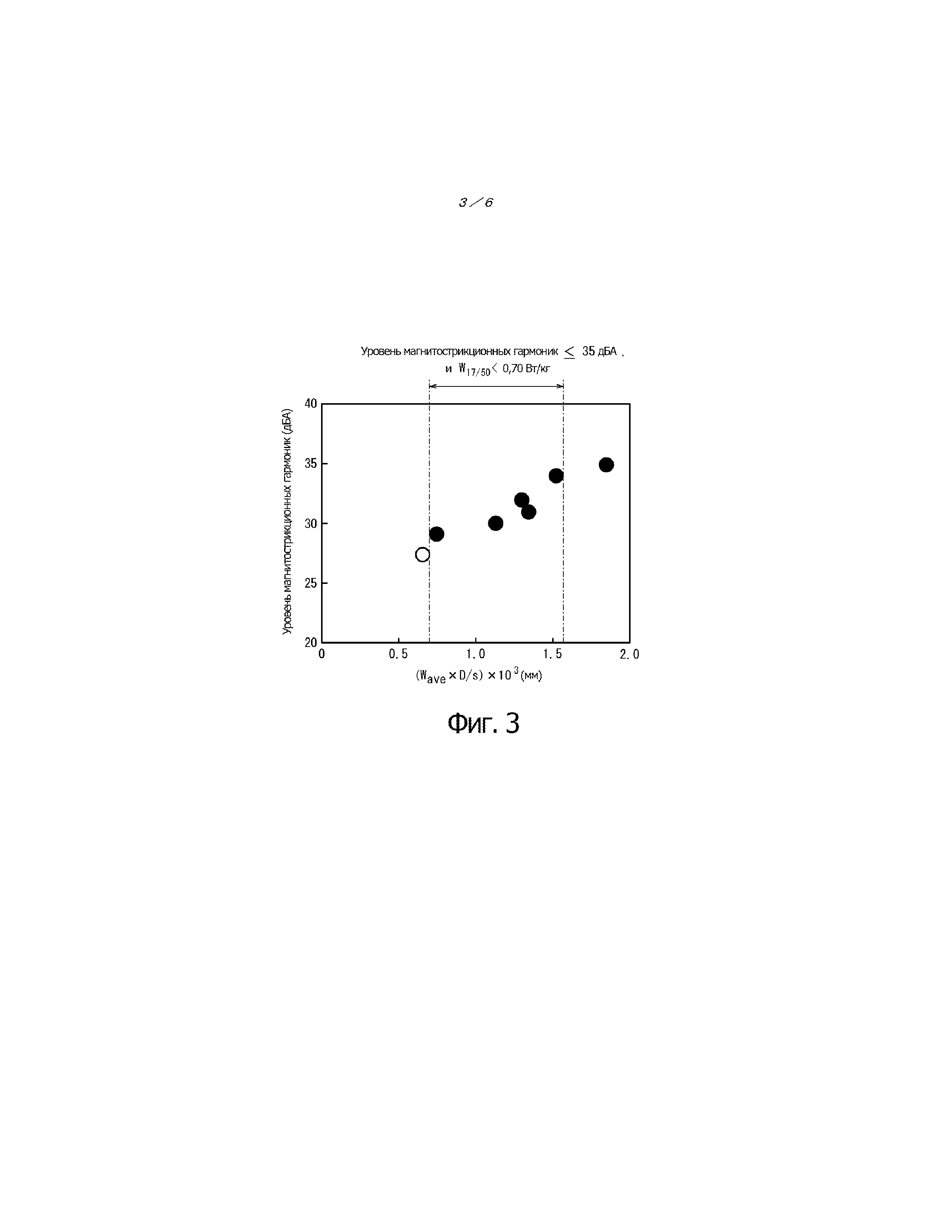
фиг. 2A дает схематическое представление поверхности листа стали, иллюстрирующее форму замыкающего домена в сравнительном примере, и фиг. 2B является схематическим представлением поверхности стального листа, иллюстрирующим форму замыкающего домена в одном из раскрываемых здесь воплощений;
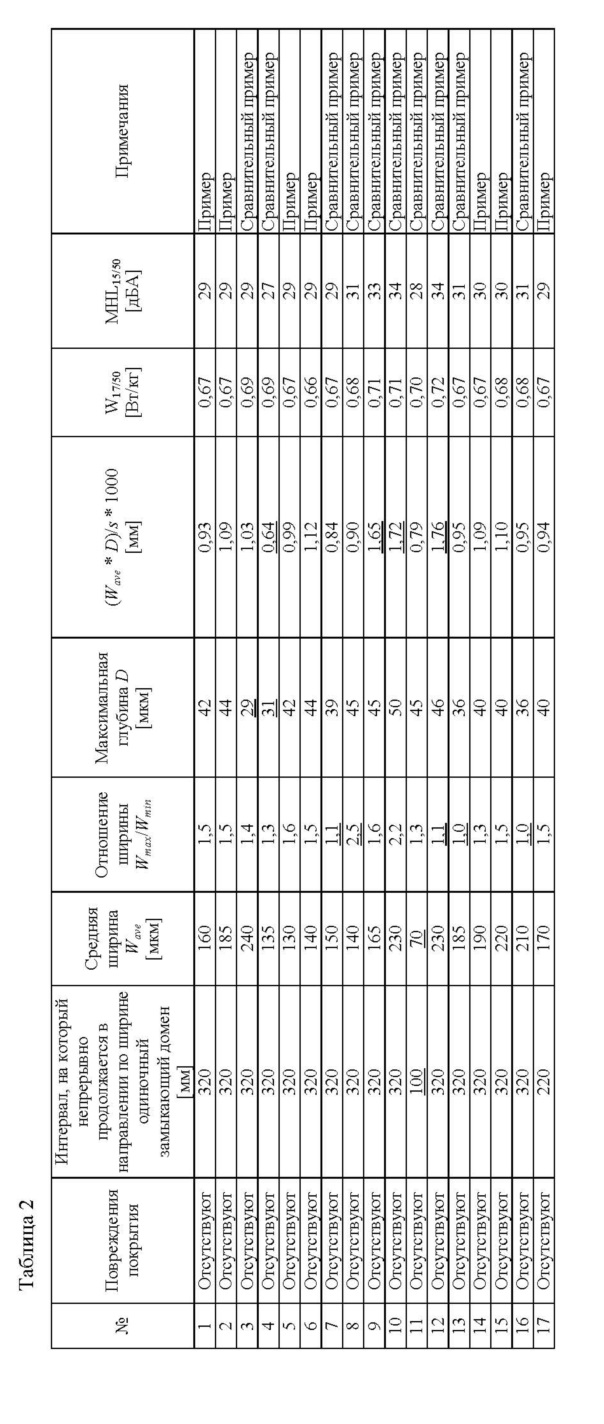
фиг. 3 представляет график, иллюстрирующий зависимость между уровнем магнитострикционных гармоник и величиной (средняя ширина в направлении прокатки Wave * максимальная глубина D) / интервал периодичности s для участка замыкающих доменов;
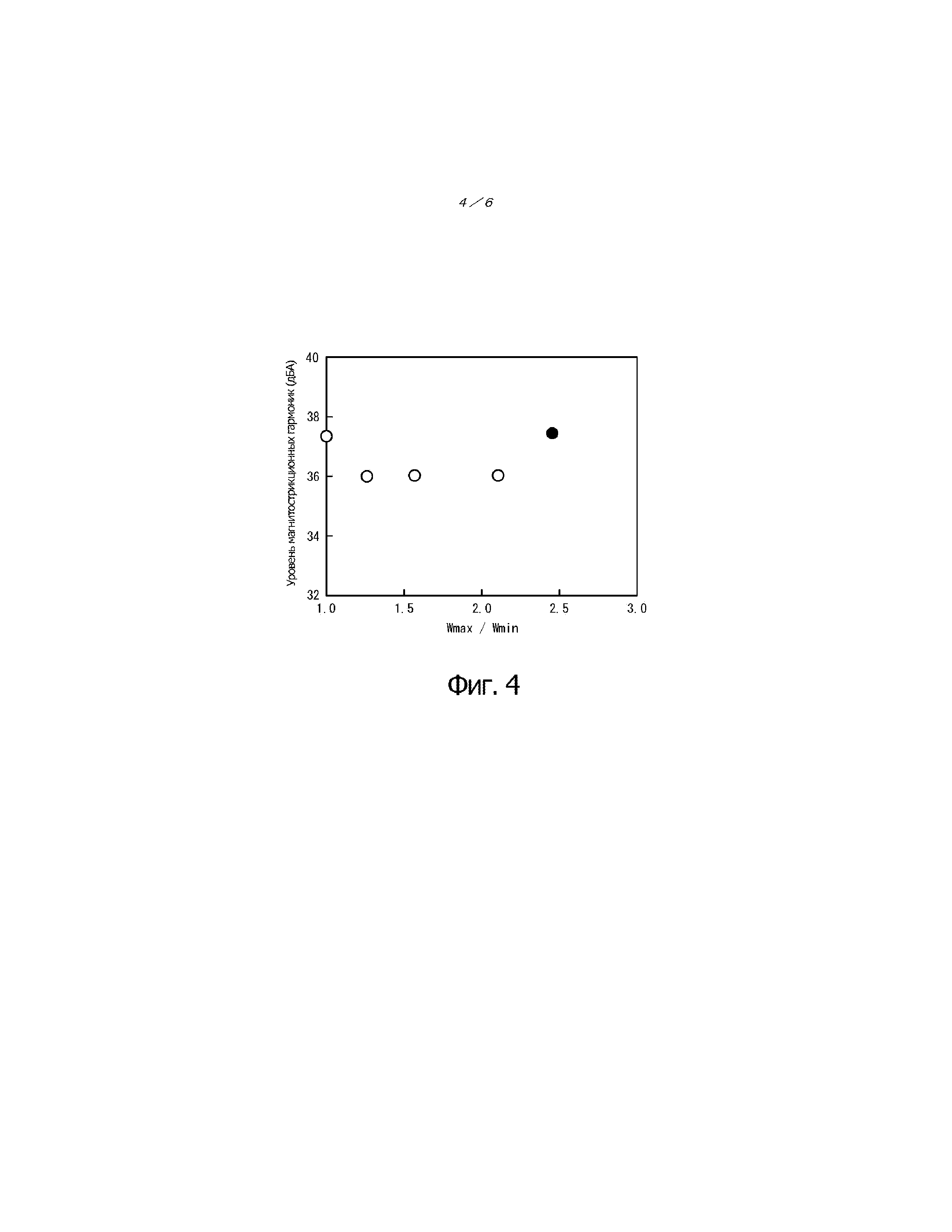
фиг. 4 отображает график, иллюстрирующий зависимость между уровнем магнитострикционных гармоник и отношением Wmax/Wmin, где Wmax и Wmin, соответственно, обозначают максимальную ширину и минимальную ширину участка замыкающих доменов при измерении в направлении прокатки;
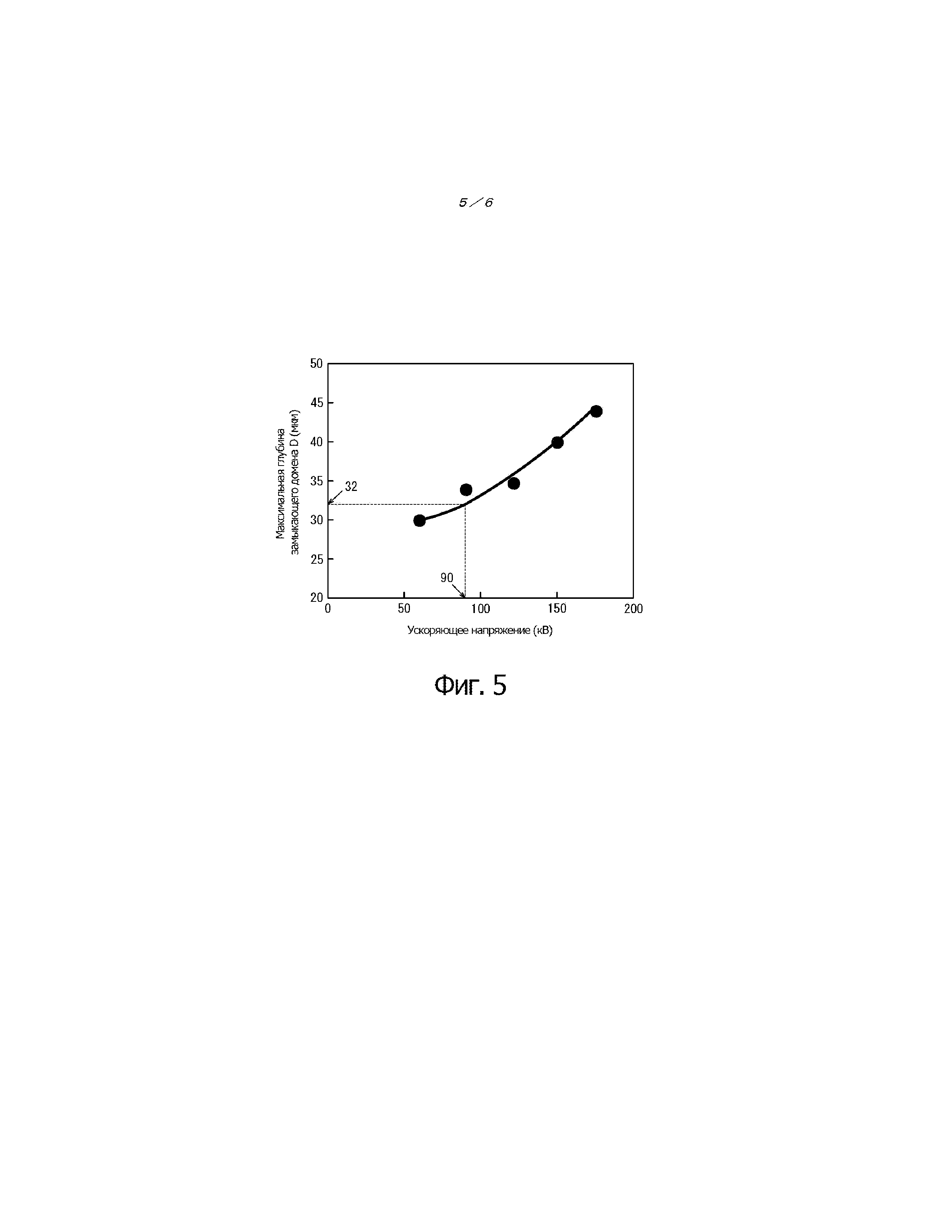
фиг. 5 показывает график, иллюстрирующий зависимость между ускоряющим напряжением электронного пучка и максимальной глубиной D участка замыкающих доменов; и
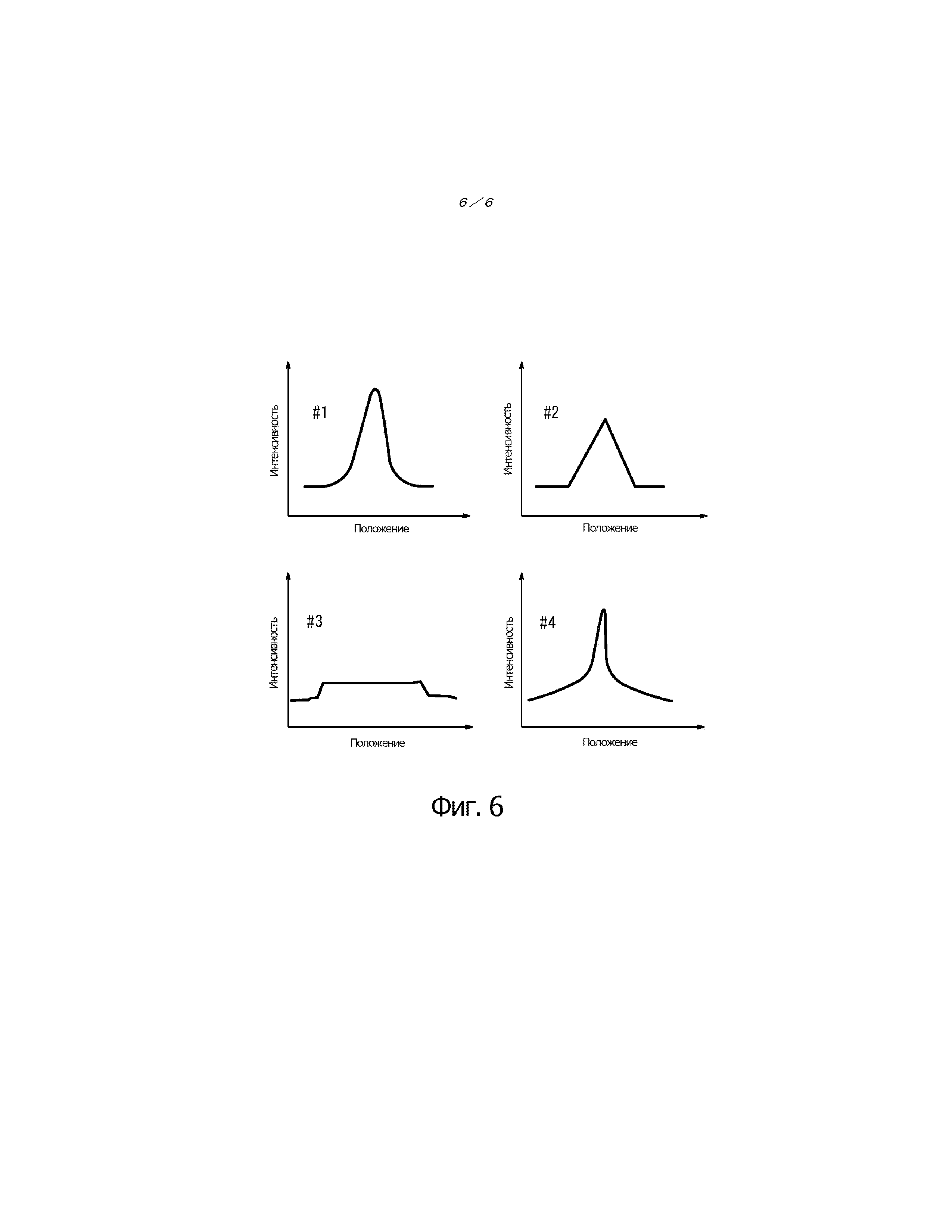
фиг. 6 является графиком, иллюстрирующим форму различных профилей пучка.
Осуществление изобретения
Листовая электротехническая сталь с ориентированной структурой.
Прежде всего здесь будет описана листовая электротехническая сталь с ориентированной структурой согласно одному из раскрываемых здесь воплощений (в дальнейшем также упоминаемая просто как «листовая сталь»).
Никаких ограничений на тип (так же, как и на химическую композицию или структуру) листовой электротехнической стали с ориентированной структурой, используемой в данном раскрытии, не налагается, и применяться может листовая электротехническая стали с ориентированной структурой любого типа.
Листовая электротехническая сталь с ориентированной структурой этого воплощения несет на своей поверхности напряженное покрытие. На тип такого напряженного покрытия никаких ограничений не налагается и одним его примером может быть двухслойное покрытие, объединяющее покрытие из форстерита, который главным образом состоит из Mg2SiO4 и образуется в ходе конечного отжига, и образованного на нем напряженного покрытия на фосфатной основе. Также возможно образование создающего напряженность изолирующего покрытия на фосфатной основе непосредственно на поверхности стального листа, никакого форстеритного покрытия на которой не образуется. Создающее напряженность изолирующее покрытие на основе фосфата может быть образовано, например, нанесением на поверхность листовой стали водного раствора, содержащего в качестве главных компонентов фосфатную соль металла и диоксид кремния, и спеканием такого покрытия на поверхности.
В случае листовой электротехнической стали с ориентированной структурой этого воплощения поверхность листа электротехнической стали с ориентированной структурой облучается электронным пучком при сканировании такого электронного пучка по поверхности в направлении, поперечном к направлению прокатки, в результате чего в поверхностном слое листовой стали возникает множество локализованных областей деформации, образующихся так, чтобы продолжаться в направлении, перпендикулярном к направлению прокатки с выражаемым в миллиметрах интервалом периодичности по направлению прокатки s. В каждой области деформации образуется участок замыкающих доменов.
В этом воплощении напряженное покрытие не повреждается под действием облучения электронным пучком. Это исключает необходимость в повторном нанесении покрытия для целей его восстановления после облучения электронным пучком. Таким образом, нет никакой необходимости в излишнем увеличении толщины покрытия и, тем самым, оказывается возможным увеличение коэффициента заполнения сердечника трансформатора, собранного из такой листовой стали. Кроме того, полезный эффект электронного пучка состоит в том, что он делает возможным высокоскоростной и сложный контроль позиций, в которых происходит облучение листовой стали электронным пучком.
Это воплощение отличается открытием условий для создания замыкающих доменов, обеспечивающих придание трансформатору и показателей сниженных потерь в железе, и низких шумовых характеристик; такие условия будут подробно описаны ниже.
Прежде всего было отмечено, что при способе облучения электронным пучком уровень магнитострикционных гармоник является одним из магнитострикционных параметров, демонстрирующих хорошую корреляцию с шумом трансформатора. В данном контексте «уровень магнитострикционных гармоник» относится к величине, получаемой в диапазоне от 0 Гц до 1000 Гц посредством сложения результата деления волнообразного магнитострикционного сигнала, полученного с помощью лазерного виброметра допплеровского типа, на составляющую скорости при 100 Гц и весовой функции частотной составляющей с использованием частотной коррекции по шкале A. В ходе измерений магнитострикции использовалась максимальная плотность магнитного потока в 1,5 Tл, которая имела самую высокую корреляцию с шумом трансформатора при максимальной плотности магнитного потока в пределах от 1,3 Tл до 1,8 Tл. Фиг. 1 является графиком, иллюстрирующим зависимость между уровнем магнитострикционных гармоник и шумом трансформатора, когда измельчение магнитных доменов выполнялось электронным пучком с различными параметрами на листах электротехнической стали с ориентированной структурой толщиной 0,23 мм, каждый из которых имел на поверхности форстеритную пленку и напряженное покрытие на основе фосфата. Из фиг. 1 видно, что уровень магнитострикционных гармоник хорошо коррелирует с шумом трансформатора. Поэтому в некоторых описываемых ниже экспериментах уровень магнитострикционных гармоник использовался в качестве показателя для оценки шума.
В данном контексте параметры, касающиеся структуры замыкающих доменов, определяются как:
Wmax – максимальная ширина участка замыкающих доменов на поверхности листа стали при измерении в направлении прокатки (см. фиг. 2).
Wmin – минимальная ширина участка замыкающих доменов на поверхности листа стали при измерении в направлении прокатки (см. фиг. 2).
Wave – средняя ширина участка замыкающих доменов на поверхности листа стали при измерении в направлении прокатки.
D – максимальная глубина при измерении в направлении толщины листа.
Интервал, с которым образуются в направлении прокатки замыкающие домены, по существу равен интервалу периодичности s, с которым в направлении прокатки образуются области деформации.
Ширина замыкающих доменов при измерении в направлении прокатки определяется наблюдением магнитных доменов на поверхности стального листа с помощь магнитного визуализатора, содержащего магнитный коллоидный раствор. В данном контексте «средняя ширина Wave» относится к среднему арифметическому максимальной ширины Wmax и минимальной ширины Wmin. Максимальная глубина D замыкающих доменов представляет максимальную степень деформации по толщине при ступенчатом уменьшении толщины стального листа в процессе химического полирования, при котором замыкающие домены могли наблюдаться после вышеописанной процедуры рассмотрения.
Максимальная глубина D при измерениях в направлении толщины листа, равная 32 мкм или более.
Предполагается, что глубина замыкающих доменов влияет на свойства потерь в железе. Хотя большая глубина более предпочтительна с точки зрения получения усиленного эффекта измельчения магнитной доменной структуры, чрезмерное увеличение глубины в конечном итоге способно привести к возрастанию объема замыкающих доменов, вызывая усиление магнитострикции. Поэтому максимальная глубина D в направлении толщины листа предпочтительно устанавливается равной 32 мкм или более и 50 мкм или менее.
(Wave * D)/s, равное 0,0007 мм или более и 0,0016 мм или менее.
Авторы данного изобретения обнаружили, что сниженные шумовые характеристики могут быть получены при уменьшении объема замыкающих доменов. Фиг. 3 представляет график, иллюстрирующий зависимость между уровнем магнитострикционных гармоник и величиной (Wave * D)/s, когда измельчение магнитных доменов выполнялось электронным пучком с различными параметрами на листах электротехнической стали с ориентированной структурой толщиной 0,23 мм, каждый из которых имел на поверхности форстеритную пленку и напряженное покрытие на основе фосфата, с тем, чтобы образовать на ней магнитные домены, имеющие форму различных ниток бус (при которой ширина магнитного домена периодически изменяется). На данной фигуре белые точки представляют данные по потерям в железе W17/50 в 0,70 Вт/кг или выше. Чем меньше величина (Wave * D)/s, тем ниже уровень магнитострикционных гармоник и тем более низкие показатели шумовых характеристик могут быть получены. С этой точки зрения в данном воплощении величина (Wave * D)/s устанавливается равной 0,0016 мм или менее. С другой стороны, чрезмерно снижение величины (Wave * D)/s менее эффективно в отношении усиления эффекта измельчения магнитной доменной структуры и вызывает повышение потерь в железе. С учетом этого в данном воплощении величина (Wave * D)/s устанавливается равной 0,0007 мм или более.
Форма замыкающих доменов на поверхности листовой стали.
Затем форма замыкающих доменов на поверхности листовой стали изменялась посредством варьирования параметров электронного пучка (интервала удерживания пучка и тока пучка) с максимальной глубиной D замыкающих доменов, устанавливаемой в 36 мкм, и интервалом периодичности s, равным 5 мм. В результате было найдено, что такая форма замыкающих доменов, как показана на фиг. 2B, где ширина на поверхности листовой стали при измерении в направлении прокатки меняется непрерывным и периодическим образом в направлении ширины, может дать еще более низкий уровень магнитострикционных гармоник, чем замыкающие домены с линейной формой, иллюстрируемой на фиг. 2A. Фиг. 4 иллюстрирует зависимость между уровнем магнитострикционных гармоник и отношением Wmax/Wmin. Что касается средней ширины, белые точки представляют среднюю ширину от 200 мкм до 220 мкм, в то время как черная точка представляет немного большую ширину, равную 270 мкм. Уровень магнитострикционных гармоник в случае отношения Wmax/Wmin, равного 1,2 или более и составляющего менее 2,5, был сниженным по сравнению со случаем отношения Wmax/Wmin, равного 1,0, то есть при линейных замыкающих доменах. Потери в железе были почти такими же. Поэтому отношение Wmax/Wmin устанавливается в этом воплощении равным 1,2 или более и менее 2,5.
Все области замыкающих доменов предпочтительно образуются на поверхности листовой стали непрерывно по интервалу 200 мм или более в направлении ширины, и более предпочтительно образуются непрерывными по всей ширине. Объясняется это тем, что интервал менее 200 мм приводит к увеличенному количеству мест соединения участков замыкающих доменов, образуемых в направлении ширины, и, таким образом, возрастает неоднородность структуры магнитных доменов листовой стали, приводя к ухудшению магнитных свойств.
Средняя ширина Wave на поверхности листовой стали при измерениях в направлении прокатки, равная 80 мкм или более.
Wave менее 80 мкм является слишком узкой для получения достаточного эффекта измельчения магнитной доменной структуры. Поэтому в этом воплощении Wave устанавливается равной 80 мкм или более. Предпочтительно Wave равна 250 мкм или менее. Причина состоит в том, что при Wave более 250 мкм проявляется тенденция к увеличению магнитострикции.
Способ производства листовой электротехнической стали с ориентированной структурой.
Способ, применяемый для производства листовой электротехнической стали с ориентированной структурой согласно одному из раскрываемых здесь воплощений, представляет собой применяемый для получения вышеописанной листовой электротехнической стали с ориентированной структурой способ, содержащий облучение поверхности листа электротехнической стали с ориентированной структурой электронным пучком при сканировании электронным пучком в направлении, перпендикулярном к направлению прокатки, для образования областей деформации, как описано выше.
В результате выполненных авторами данного изобретения интенсивных исследований было выяснены условия облучения электронным пучком, подходящие для удовлетворения вышеописанных параметров замыкающих доменов.
Ускоряющее напряжение Va, равное 90 кВ или более и 300 кВ или менее.
Более предпочтительным является более высокое ускоряющее электронный пучок напряжение. Причина состоит в том, что более высокое ускоряющее напряжение увеличивает способность электронного пучка проникать через материалы, что не только позволяет электронному пучку более легко проходить через покрытие так, чтобы снизить вероятность повреждения такого покрытия, но также и делает возможным образование участков замыкающих доменов в области деформаций на желательной глубине в направлении толщины листа. В этом воплощении необходимо уменьшить диаметр пучка в максимально возможной степени для того, чтобы уменьшить объем образующихся замыкающих доменов, как описано ниже. В этой связи более высокое ускоряющее напряжение также предпочтительно в том отношении, что проявляет тенденцию к обеспечению меньшего диаметра пучка. Фиг. 5 представляет график, иллюстрирующий зависимость между максимальной глубиной D области замыкающих доменов и ускоряющим напряжением электронного пучка, когда измельчение магнитных доменов выполнялось электронным пучком на листах электротехнической стали с ориентированной структурой толщиной 0,23 мм, каждый из которых имел на поверхности форстеритную пленку и напряженное покрытие на основе фосфата, при этом электронный пучок характеризовался рядом заранее заданных параметров (диаметр пучка: 200 мкм; скорость сканирования: 30 м/с; и направление сканирования: по ширине). Для всех листов электротехнической стали с ориентированной структурой потери в железе при W17/50 были ниже 0,70 Вт/кг. При этих условиях задание ускоряющего напряжения в 90 кВ или более может обеспечить максимальную глубину D в направлении толщины листа, составляющую 32 мкм или более. В качестве варианта, глубина замыкающих доменов может быть увеличена посредством оптимизации других параметров пучка без изменения ускоряющего напряжения. Например, деформации могут вноситься в более глубоких областях под влиянием переноса тепла, обеспечиваемого облучением электронным пучком в одной точке в течение длительного периода времени.
С другой стороны, при возрастании ускоряющего напряжения становится сложнее обеспечить экранирование от рентгеновского излучения, исходящего от облучаемого объекта. Поэтому предпочтительный верхний предел на практике составляет около 300 кВ. Предпочтительный нижний предел для ускоряющего напряжения равен 150 кВ.
Диаметр пучка d1 в направлении, ортогональном к направлению сканирования, равный 80 мкм или более и 220 мкм или менее.
В этом воплощении диаметр электронного пучка уменьшен с целью уменьшения объема замыкающих доменов. Более конкретно, диаметр пучка d1 устанавливается равным 220 мкм или менее. Чрезмерное уменьшение диаметра пучка и ширины замыкающих доменов оказывается менее эффективным в отношении усиления эффекта измельчения магнитной доменной структуры. Поэтому диаметр пучка d1 задается равным 80 мкм или более. Более предпочтительный диапазон диаметра пучка d1 составляет от 100 мкм до 150 мкм.
Диаметр пучка d2 в направлении сканирования, равный (0,8 * d1) мкм или более и (1,2 * d1) мкм или менее.
Авторы изобретения также выяснили, что в случае сканирования пучком в ходе повторяющегося процесса с остановками и возобновлением его движения форма пучка должна быть близкой к идеальному кругу. Причиной этого является то, что, если пучок принимает эллиптическую форму, плотность энергии пучка падает и для получения большей энергии оказывается необходимым увеличение тока пучка, что приводит к возрастанию диаметра пучка. Исходя из этого, диаметр пучка d2 устанавливается в диапазоне от (0,8 * d1) мкм до (1,2 * d1) мкм.
В данном контексте как для d1, так и для d2 «диаметр пучка» определяется как половина ширины профиля пучка при измерении щелевым способом (ширина щели 0,03 мм).
Профиль пучка соответствует форме гауссианы.
Авторы обнаружили, что профиль электронного пучка принимает различные формы в зависимости от того, как он сводится, и по форме может быть примерно подразделен на четыре категории, показанные на фиг. 6. Среди них пучок №1 имеет самую высокую плотность энергии и является эффективным с точки зрения обеспечения снижения потерь в железе. Другими словами, при облучении пучком №2, №3 или №4 с низкой плотностью энергии оказывается трудным образование замыкающих доменов на желательной глубине. Однако, если предпринимаются какие-либо действия по увеличению энергетической плотности, такие как увеличение тока пучка, для образования замыкающих доменов на желательной глубине, ширина замыкающих доменов увеличивается, что в итоге ведет к возрастанию потерь в железе. В этом воплощении пучок, обозначенный №1, именуется «пучком с формой гауссианы», которая определяется здесь как отвечающая ширине пучка (диаметр пучка) на половине (1/2) интенсивности в 265 мкм или менее, с отношением ширины пучка на половине (1/2) интенсивности к ширине пучка на одной пятой (1/5) интенсивности, составляющим 3,0 или менее.
Линейный угол: 60° или более и 120° или менее.
Электронный пучок линейно сканируется в направлении, образующем угол 60° или более и 120° или менее с направлением прокатки. Когда этот угол отклоняется от 90°, объем областей внесения деформаций увеличивается. Поэтому желательно установление величины этого угла в 90°.
Рисунок облучения электронным пучком.
Сканирование электронным пучком с целью образования областей деформации выполняется таким образом, чтобы при его прохождении они были непрерывно распределены в направлении ширины листа стали. На данном этапе сканирование электронным пучком выполняется по листу стали со средней скоростью сканирования предпочтительно 30 м/с или выше. Средняя скорость сканирования ниже 30 м/с не может обеспечить высокую производительность. Желательной является средняя скорость сканирования в 100 м/с или выше. Предпочтительный верхний предел для средней скорости сканирования равен 300 м/с с тем, чтобы обеспечить возможность высокоскоростного многократного управления остановками и возобновлением движения пучка. Здесь отмечается, что скорость сканирования является постоянной в процессе сканирования электронным пучком и что «средняя скорость сканирования» относится к средней скорости сканирования, включающей время остановки пучка.
При сканировании электронным пучком с такой высокой скоростью предпочтительно постоянно удерживать электронный пучок в состоянии облучения для того, чтобы избежать непроизводительных затрат времени на управление пуском и остановом пучка. В этом случае для обеспечения периодичности изменений ширины замыкающих доменов в направлении по ширине, как описано выше, облучение пучком может выполняться повторением процесса до останова и возобновлением сканирования пучком вместо того, чтобы осуществлять сканирование пучком в направлении по ширине с постоянной скоростью. Интервал (расстояние хода) p между соседними точками задержки пучка устанавливается таким, чтобы удовлетворять следующему соотношению: диаметр пучка в направлении сканирования d2 * 1,5 ≤ p ≤ диаметр пучка в направлении сканирования d2 * 2,5. При p меньше d2 * 1,5 будет происходить образование замыкающих доменов в непрерывной форме. Если p будет больше, чем d2 * 2,5, то замыкающие домены будут образовываться с перерывами в направлении ширины, или отношение ширины (Wmax/Wmin) чрезмерно увеличится.
Для образования вышеупомянутых замыкающих доменов необходимо останавливать движение пучка в каждой точке задержки на столь длительный период времени, насколько это возможно. Когда средняя скорость сканирования составляет 100 м/с или более, пучок должен задерживаться по меньшей мере на 2 мкс. Когда средняя скорость сканирования равна 30 м/с или выше, этот эффект может быть дополнительно усилен, если пучок задерживается на 8 мкс или более. С учетом необходимости недопущения повреждения покрытия верхний предел для времени удерживания пучка предпочтительно составляет 20 мкс.
Межстрочный интервал при облучении: 15 мм или менее.
Облучение электронным пучком предпочтительно выполняется так, чтобы участки замыкающих доменов могли быть образованы по направлению ширины с интервалом периодичности s в направлении прокатки, составляющим 15 мм или менее. Причиной этого является то, что чрезмерное увеличение межстрочного интервала облучения менее эффективно с точки зрения увеличения эффекта измельчения магнитной доменной структуры, и в результате вносится меньший вклад в улучшение показателя потерь в железе. Никаких специальных ограничений на нижний предел такого межстрочного интервала не налагается, но, тем не менее, нижний предел до некоторой степени ограничивается объемом замыкающих доменов, как описано выше. Однако, если межстрочный интервал оказывается слишком малым, ухудшается производительность. Поэтому предпочтителен нижний предел в 5 мм. Кроме того, межстрочный интервал должен быть установлен так, чтобы величина (Wave * D)/s находилась в диапазоне от 0,0007 мм до 0,0016 мм.
Ток пучка: 0,5 мА или более и 30 мА или менее.
Более низкий ток пучка предпочтителен с точки зрения уменьшения диаметра пучка. Причина этого состоит в том, что когда частицы с более высоким зарядом отклоняют друг друга, сведение пучка затрудняется. Поэтому устанавливается верхний предел для тока пучка в 30 мА. Более предпочтительно ток пучка составляет 20 мA или менее. С другой стороны, если ток пучка оказывается слишком низким, эффект измельчения магнитной доменной структуры может быть не достигнут. Поэтому его нижний предел равен 0,5 мА.
Давление в рабочей камере: 3 Па или менее.
Диаметр электронного пучка увеличивается в результате рассеяния газовыми молекулами и поэтому требуется давление в 3 Па или ниже. С учетом того факта, что чрезмерное уменьшение нижнего предела вызвало бы повышение стоимости вакуумной системы, такой как вакуумный насос, на практике нижний предел давления составляет около 10-5 Па.
Рабочий интервал (WD): 1000 мм или менее.
Рабочий интервал (WD) относится к расстоянию от центра фокусирующей катушки до поверхности листовой стали. Этот интервал оказывает значительное влияние на диаметр пучка. Когда WD снижен, траектория прохождения пучка сокращается и пучок сводится более легко. Поэтому предпочтительно WD равен 1000 мм или менее.
Устройство катушки: катушка двухступенчатого фокусирования.
Для того, чтобы получить на листовой стали вышеупомянутый отвечающей гауссиане электронный пучок, необходимо обеспечить принудительное сведение электронов, испускаемых источником тепловых электронов, с помощью фокусирующей катушки. Однако, когда электроны ускоряются при высоком напряжении, они проходят через фокусирующую катушку за очень короткое время, при котором они не могут получить достаточную способность к схождению или желательный профиль. Хотя известен способ увеличения напряженности магнитного поля посредством увеличения тока через катушку, при этом в катушке и в связанной с обеспечением сведения схемной плате генерируется слишком большое количество тепла. При этом применение по меньшей мере двух фокусирующих катушек позволяет рассеивать тепло и образовывать стабильный пучок, отвечающий форме гауссианы.
Интервал сканирования электронным пучком в направлении по ширине поверхности стального листа: 200 мм или более.
Когда интервал сканирования электронного пучка в направлении ширины поверхности стального листа увеличивается, количество электронных пушек, необходимых для облучения электронным пучком широкого рулона уменьшается. Например, в случае рулона, имеющего ширину 1000 мм, для интервала сканирования в 200 мм требуются пять электронных пушек и двадцать – для 50 мм. Поэтому с точки зрения эффективности производства и надежности эксплуатации предпочтителен как можно более протяженный интервал сканирования. В этой связи интервал сканирования устанавливается в 200 мм или более. Предпочтительный интервал сканирования равен 300 мм или более. Однако, если интервал сканирования слишком увеличивается, оказывается необходимым увеличение WD или угла отклонения. В первом случае возникает проблема увеличения диаметра пучка, в то время как в последнем случае становится более выраженной аберрация отклонения и отклоняемый пучок приобретает на листе стали эллиптическую форму, которая не является предпочтительной с точки зрения снижения диаметра пучка. Поэтому верхний предел для интервала сканирования предпочтительно равен 650 мм.
Источник электронного пучка: LaB6.
В общем случае, как известно, LaB6 является удобным материалом для испускания пучков высокой интенсивности и для содействия снижению диаметра пучка, и благодаря этому находит предпочтительное применение.
Примеры
Листы электротехнической стали с ориентированной структурой толщиной 0,23 мм, каждый из которых имел на своей поверхности пленку из форстерита и напряженное покрытие на основе фосфата, были подвергнуты обработке по измельчению магнитной доменной структуры под различными условиями облучения электронным пучком, показанными в таблице 1. Плотность магнитного потока B8 после намагничивания при 800 A/м составляла приблизительно 1,935 Tл. Направление сканирования электронным пучком было перпендикулярно направлению прокатки листовой стали, а давление в рабочей камере составляло 0,02 Па. Ток пучка был отрегулирован в диапазоне мощности от 1 кВт до 3 кВт. WD был задан равным 300 мм для №12 и 900 мм для всех остальных образов. В колонке формы профиля таблицы 1 «№1» обозначает форму гауссианы, сопоставимую с №1 на фиг. 6, а «4» обозначает форму, сопоставимую с №4 на фиг. 6.
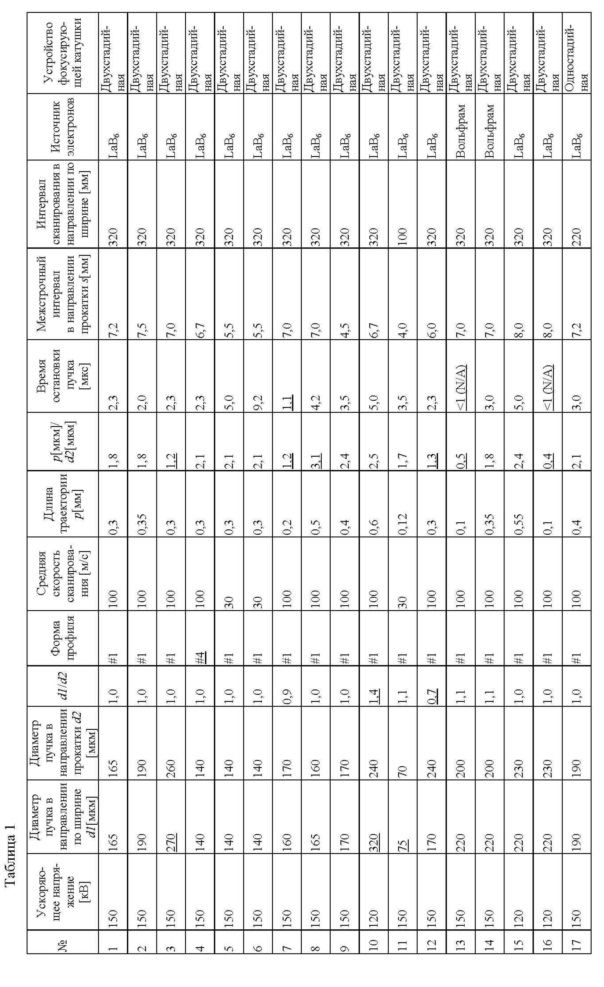
Таблица 2 отображает наличие/отсутствие повреждений покрытия вследствие измельчения магнитных доменов, габариты участка замыкающих доменов, потери в железе W17/50 и уровень гармоник MHL15/50.
Согласно данному раскрытию, с использованием катода из LaB6 при ускоряющем напряжении 150 кВ и выполнением облучения электронным пучком под определенными здесь условиями были достигнуты низкие потери в железе и невысокие показатели магнитострикции, а именно, были получены потери в железе W17/50 от 0,66 Вт/кг до 0,68 Вт/кг и уровень магнитострикционных гармоник MHL15/50 в 29 дБА. При использовании вольфрамового катода потери в железе составляли 0,67 Вт/кг, а магнитострикция отвечала уровню в 30 дБА. Помимо этого, в случае использования с LaB6-катодом одноступенчатой фокусирующей катушки потери в железе составляли лишь 0,67/кг, а уровень магнитострикции равнялся всего 29 дБА. Кроме того, в случае образцов №15 и №16 были изготовлены опытные трансформаторы и подвергнуты измерениям уровня шумов. Для №15 был определен уровень шума в 33 дБА и в 35 дБА – для №16; такие результаты измерений показывают, что снижение уровня магнитострикционных гармоник вносит вклад в снижение шумности трансформатора.
Применимость в производственных условиях
Согласно настоящему раскрытию оказывается возможным предоставление листовой электротехнической стали с ориентированной структурой, которая имеет низкие показатели потерь в железе и демонстрирует низкие шумовые характеристики при использовании ее в трансформаторах, а также предложение способа ее производства. Вследствие этого настоящее раскрытие может улучшить энергетическую эффективность трансформатора и делает возможным его применение в более широком диапазоне условий окружающей среды.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Текстурированная электротехническая листовая сталь и способ её изготовления
Текстурированный лист из электротехнической стали
Текстурированный лист из электротехнической стали
Лист текстурированной электротехнической стали и способ его изготовления
Лист текстурированной электротехнической стали и способ его изготовления
Текстурированный лист электротехнической стали
Текстурированный лист электротехнической стали и способ его изготовления
Устройство для улучшения свойств текстурированного листа электротехнической стали по потерям в железе
Текстурированный лист из электротехнической стали и способ снижения потерь в железе
Лист электротехнической текстурированной стали для железного сердечника и способ его изготовления

