Результат интеллектуальной деятельности: ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к горячекатаному стальному листу (в дальнейшем также называемому «горячекатаный лист») для изготовления листа из электротехнической стали, имеющему однородные поверхностные свойства в горячекатаном рулоне.
Известный уровень техники
Лист из текстурированной электротехнической стали представляет собой магнитомягкий материал, используемый в качестве материала железного сердечника трансформатора или генератора, и имеет кристаллическую текстуру, в которой ориентация <001>, которая является осью легкого намагничивания железа, значительно концентрируется в направлении прокатки стального листа. Такая текстура формируется посредством вторичной рекристаллизации, преимущественно вызывающей рост гигантских кристаллических зёрен в ориентации {110}<001>, которая называется ориентацией Госса, когда отжиг вторичной рекристаллизации выполняется в процессе получения листа из текстурированной электротехнической стали.
Для такого листа из текстурированной электротехнической стали обычным является способ, при котором мелкодисперсные выделения, называемые ингибиторами, используются для вторичной рекристаллизации кристаллических зёрен, имеющих ориентацию Госса, во время окончательного отжига.
Например, способ, использующий AlN и MnS, описанный в JP S40-015644 B (PTL 1), и способ, использующий MnS и MnSe, описанный в JP S51-013469 B (PTL 2), были применены в промышленном масштабе. Хотя эти способы с использованием ингибиторов требуют нагрева сляба при высокой температуре 1300°С или выше, они весьма полезны для стабильного формирования зёрен вторичной рекристаллизации. Для усиления действия таких ингибиторов JP S38-008214 B (PTL 3) раскрывает способ с использованием Pb, Sb, Nb и Te, а JP S52-024116 A (PTL 4) раскрывает способ с использованием Zr, Ti, B, Nb, Та, V, Cr и Мо.
Кроме того, в JP 2782086 B (PTL 5) предлагается способ ограничения содержания N при содержании 0,010 - 0,060% кислоторастворимого Al в составе сляба, контроля нагрева сляба до низкой температуры и проведения азотирования в соответствующей атмосфере азотирования. во время обезуглероживающего отжига, так что выделяются (Al, Si)N и используется в качестве ингибитора при вторичной рекристаллизации. Было предложено много методов, аналогичных описанным выше, где азотирование проводится в промежуточном процессе, а (Al, Si)N или AlN используется в качестве ингибитора, и в последнее время также были раскрыты способы изготовления, с температурой нагрева сляба, превышающей 1300°C.
С другой стороны, JP 2000-129356 A (PTL 6) и другие документы раскрывают способ проведения преимущественно вторичной рекристаллизации кристаллических зёрен с ориентацией Госса с использованием исходного материала без компонента-ингибитора. Этот способ не требует распределения мелкодисперсных частиц ингибиторов в стали и, следовательно, имеет большие преимущества с точки зрения затрат и технического обслуживания, такие как отсутствие необходимости нагрева сляба при высокой температуре, что ранее было неизбежно. Однако для химического состава без компонента ингибитора чрезвычайно важно контролировать температуру отжига во время отжига в зоне горячих состояний. Причина в том, что из-за отсутствия компонента ингибитора текстура стального листа очень зависит от температуры по сравнению со случаем химического состава с ингибитором.
Однако сляб для изготовления листа электротехнической стали содержит большое количество Si, и поэтому во время горячей прокатки на поверхности стального листа часто локально образуется окалина, называемая Si-окалина. В результате количество полученного тепла, например, от теплового излучения, изменяется из-за образования Si-окалины на поверхности стального листа во время отжига в зоне горячих состояний, что может вызывать изменения поверхностных свойств горячекатаного листа. Когда свойства поверхности горячекатаного листа изменяются, возникают проблемы, заключающиеся в том, что температура отжига в зоне горячих состояний изменяется внутри рулона и что контроль с обратной связью способствует чрезмерному нагреву или недостаточному нагреву.
В JP 2689810 B (PTL 7) предлагается способ получения высокопрочного горячекатаного стального листа, который представляет собой способ получения горячекатаного стального листа с 0,40 - 2,0% масс. Si и подходящими свойствами поверхности. Однако во время изготовления горячекатаного листа из электротехнической стали с 2,0% масс. или более Si по-прежнему трудно унифицировать поверхностные свойства. Проблема ещё не решена.
Список цитированных источников
Патентная литература
PTL 1: JP S40-015644 B
PTL 2: JP S51-013469 B
PTL 3: JP S38-008214 B
PTL 4: JP S52-024116 A
PTL 5: JP 2782086 B
PTL 6: JP 2000-129356 A
PTL 7: JP 2689810 B
Раскрытие сущности изобретения
Техническая проблема.
Таким образом, может быть полезно предложить горячекатаный стальной лист для изготовления листа из электротехнической стали, изменение свойств поверхности которого (цветовой тон) внутри горячекатаного рулона, вызванное Si окалиной, эффективно подавляется, и изменение свойств в рулоне продукта уменьшается, а также предпочтительный способ изготовления горячекатаного стального листа.
Решение проблемы.
Далее будут указаны эксперименты, посредством которых было реализовано изобретение.
Эксперимент.
Стальные слябы, содержащие в % масс. С: 0,05%, Si: 3,0%, Mn: 0,1%, кислоторастворимого Al: 0,005%, N: 0,002% и S: 0,005%, остальное Fe и неизбежные примеси. нагревают до 1270°С, подвергают первой стадии горячей прокатки до толщины 80 мм, и затем подвергают второй стадии горячей прокатки для получения горячекатаных листов с толщиной листа 2,5 мм. В этом случае удаление окалины водой под высоким давлением выполнялось после первой стадии горячей прокатки, и толщина окалины регулировалась изменением давления воды.
Затем стальные листы с толщиной окалины 10 - 70 мкм подвергают отжигу в зоне горячих состояний в печи непрерывного отжига при 1050°C в течение 100 секунд, и затем подвергают однократной холодной прокатке для получения холоднокатаных листов с конечной толщиной листа 0,23 мм. Затем выполняют первичный рекристаллизационный отжиг, который также служит в качестве обезуглероживания, при 860°C в течение 100 секунд во влажной атмосфере 55% об. H2 – 45% об. N2. Затем отжиговый сепаратор, в основном состоящий из MgO, наносят на поверхность каждого стального листа. После высушивания отжигового сепаратора окончательный отжиг, который включает очистку и вторичную перекристаллизацию, проводят при 1200°С в течение 5 часов в атмосфере водорода.
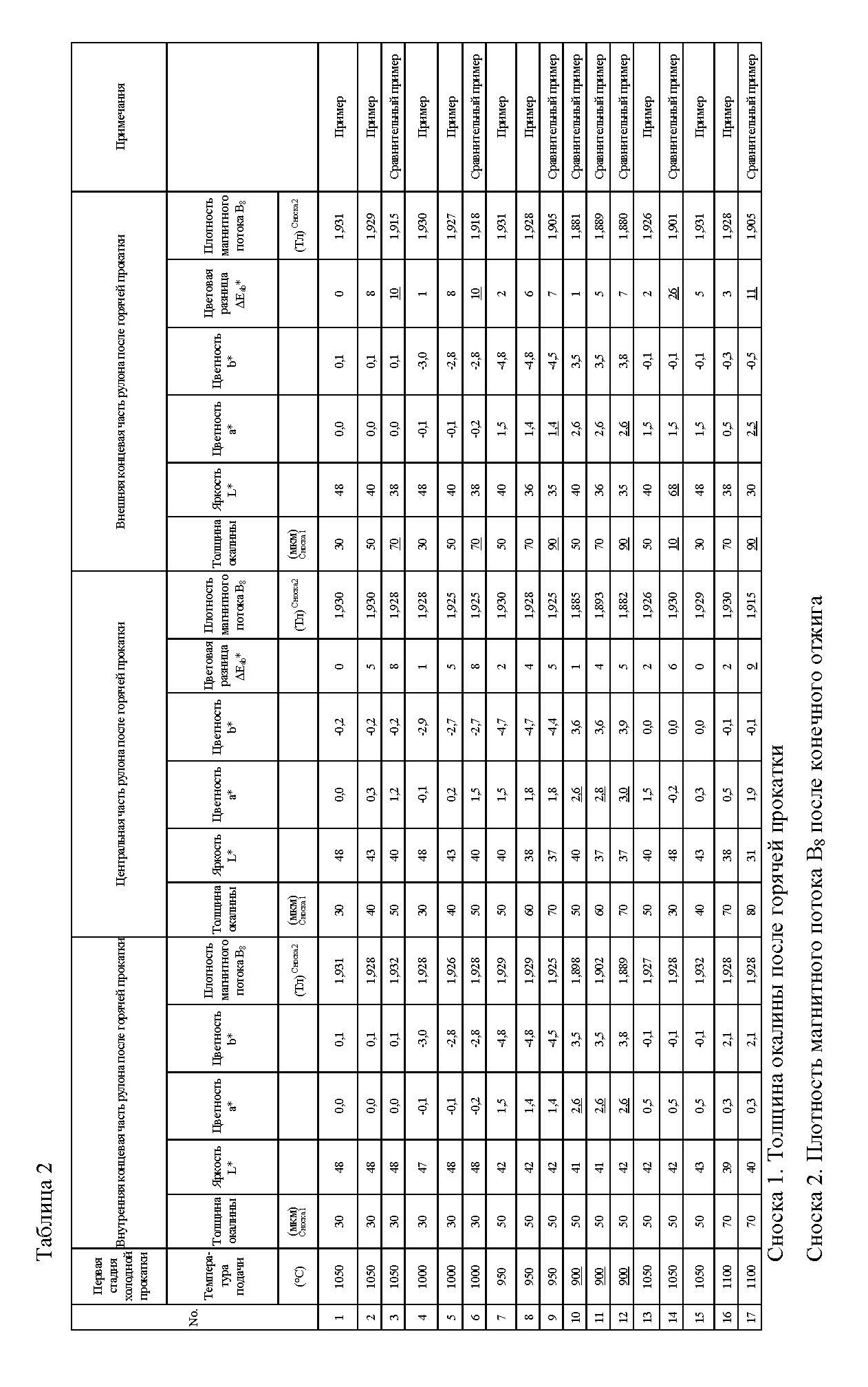
Десять испытательных образцов шириной 100 мм отбирают соответственно из двух концевых частей и центральной части в продольном направлении рулона каждого листа из текстурированной электротехнической стали, полученного таким образом, и плотность магнитного потока B8 каждого испытательного образца измеряют методом, описанным в JIS C 2556.
Фиг. 1 иллюстрирует результаты проверки изменения среднего значения плотности магнитного потока B8 в зависимости от толщины окалины после горячей прокатки в направлении горизонтальной оси.
Как показано на фиг. 1, было установлено, что плотность магнитного потока B8 является однородной и подходящей, когда толщина окалины после горячей прокатки находится в диапазоне 30 - 50 мкм.
Кроме того, в таблице 1 перечислены результаты измерения яркости L* и цветности a* и b*, как определено в JIS Z 8729, поверхностной окалины после горячей прокатки.
Как указано в таблице 1, когда плотность магнитного потока находится в диапазоне, где его изменение невелико, яркость L* составляет 30 ≤ L* ≤ 50, цветность a* составляет -1 ≤ a* ≤ 2, , цветность b* составляет -5 ≤ b* ≤ 3, и цветовое разница ΔEab* при толщине окалины 40 мкм находится в диапазоне ΔEab* ≤ 8. Было установлено, что цвет поверхностной окалины влияет на изменение плотности магнитного потока B8.
Таблица 1
|
До сих пор неясно, почему уменьшение цветового различия поверхностной окалины горячекатаного листа подавляет изменение плотности B8 магнитного потока в конечном листе. Однако наш подход заключается в следующем.
То есть цвет поверхностной окалины горячекатаного листа влияет на количество теплового излучения, получаемого стальным листом во время отжига в зоне горячих состояний. Поэтому, когда стальной лист с различными цветами поверхности отжигают в непрерывной печи при одинаковых условиях, полученное количество тепла локально является различным. В результате температура выдержки локально различна, что приводит к изменению плотности магнитного потока B8 в конечном продукте. Соответственно, мы считаем, что, контролируя толщину окалины во время горячей прокатки, как в вышеуказанном случае, и сохраняя однородным цвет поверхностной окалины горячекатаного листа, можно было бы точно контролировать температуру во время отжига в зоне горячих состояний, тем самым получая плотность магнитного потока B8 с небольшими изменениями в конечном листе.
Это раскрытие основано на вышеуказанных данных и дальнейших исследованиях.
Таким образом, мы предлагаем следующее.
1. Горячекатаный стальной лист для изготовления листа из электротехнической стали, включающий
слой окалины на поверхности, причём поверхность стального листа имеет яркость L*, как определено в JIS Z 8781-4: 2013, удовлетворяющую 30 ≤ L* ≤ 50, и цветность a* и b*, как определено в JIS Z 8781 -4: 2013 в диапазонах -1 ≤ a* ≤ 2 и -5 ≤ b* ≤ 3 соответственно, где
с одной концевой частью в продольном направлении горячекатаного рулона в качестве эталона, цветовое различие ΔEab*, как определено в JIS Z 8781-4: 2013, в центральной части и на противоположной концевой части рулона удовлетворяет ΔEab* ≤ 8 соответственно.
2. Горячекатаный стальной лист для изготовления листа из электротехнической стали по п. 1, включающий химический состав, содержащий (состоящий из), в % масс., С: 0,02 - 0,08.%, Si: 2,0 - 5,0%. , Mn: 0,02 - 1,0%, кислоторастворимый Al: 0,01% или менее и S:0,0015 – 0,01%, где содержание N понижено до менее 0,006%, и остальное является Fe и неизбежными примесями.
3. Горячекатаный стальной лист для изготовления листа из электротехнической стали по п. 2, дополнительно включающий в % масс., по меньшей мере, один элемент, выбранный из Ni: 1,5% или менее, Cu: 1,0% или менее, Cr: 0,5% или менее, P: 0,5% или менее, Sb: 0,5% или менее, Sn: 0,5% или менее, Bi: 0,5% или менее, Mo: 1,0% или менее, Ti: 0,05% или менее, Nb: 0,1% или менее, V: 0,1% или менее, B: 0,0025% или менее, Te: 0,01% или менее, или Ta: 0,01% или менее.
4. Способ изготовления горячекатаного стального листа для изготовления листа из электротехнической стали по пп. 1 - 3, в котором
во время горячей прокатки после нагрева сляба в диапазоне 1180°С или выше и 1300°С или ниже температура подачи первой стадии прокатки составляет 950°С или выше, причём прокатку выполняют до получения толщины 100 мм или менее, и удаление окалины водой под высоким давлением выполняют до последующей второй стадии прокатки, где прокатка выполняется до получения толщины 3,0 мм или менее, где
для окалины на поверхности стального листа после второй стадии прокатки, с одной концевой частью в продольном направлении горячекатаного рулона в качестве эталона, разница в толщине поверхностной окалины в центральной части и на противоположной концевой части рулона снижается до менее 25 мкм соответственно.
5. Способ получения горячекатаного стального листа для изготовления листа из электротехнической стали по п. 4, в котором после нагрева сляба первичную окалину разрушают окалиноломателем перед первой стадией горячей прокатки.
Технический результат.
Согласно этому раскрытию, возможно получение горячекатаного стального листа для изготовления листа из электротехнической стали, причём неравномерность температуры в продольном направлении во время отжига в зоне горячих состояний уменьшается контролем цвета поверхностной окалины горячекатаного листа, в результате чего получается лист из текстурированной электротехнической стали, в котором изменение плотности магнитного потока B8 в рулоне продукта является незначительным.
Краткое описание чертежей
На прилагаемых чертежах:
Фиг. 1 иллюстрирует взаимосвязь между толщиной окалины на поверхности горячекатаного листа после горячей прокатки и плотностью магнитного потока B8 листа продукта.
Осуществление изобретения
Далее подробно описывается настоящее изобретение.
Сначала будет описан подходящий химический состав исходного стального материала (сляба) по настоящему изобретению. «%», относящийся к химическому составу, представляет «% масс.», если не указано иное.
C: 0,02 – 0,08 %
Когда содержание C составляет менее 0,02%, не происходит фазовое превращение α-γ, и содержание карбида уменьшается, что затрудняет проявление эффектов контроля карбида. С другой стороны, когда содержание C превышает 0,08%, трудно снизить содержание C путём обезуглероживающего отжига до 0,005% или менее, при котором не происходит магнитное старение. Следовательно, содержание C предпочтительно находится в диапазоне 0,02-0,08%. Содержание C более предпочтительно находится в диапазоне 0,02-0,05.%.
Si: 2,0 - 5,0%
Si является элементом, необходимым для увеличения удельного сопротивления стали и снижения потерь в железе. Вышеуказанные эффекты недостаточны, когда содержание Si составляет менее 2,0%. С другой стороны, когда содержание Si превышает 5,0%, обрабатываемость ухудшается, что затрудняет изготовления продукта путём прокатки. Следовательно, содержание Si предпочтительно находится в диапазоне 2,0 - 5,0%. Содержание Si более предпочтительно находится в диапазоне 2,5 - 4,5%.
Mn: 0,02 - 1,0%
Mn является элементом, необходимым для улучшения обрабатываемости стали в горячем состоянии. Вышеуказанный эффект недостаточен, когда содержание Mn составляет менее 0,02%. С другой стороны, когда содержание Mn превышает 1,0%, плотность магнитного потока листа продукта уменьшается. Следовательно, содержание Mn предпочтительно находится в диапазоне 0,02 - 1,0%. Содержание Mn более предпочтительно находится в диапазоне 0,05 -0,7%.
Кислоторастворимый Al: 0,01% или менее
Al может образовывать плотную оксидную плёнку на поверхности и ингибировать обезуглероживание. Следовательно, содержание Al предпочтительно снижают до 0,01% или менее за счёт количества кислоторастворимого Al. Предпочтительно оно составляет 0,008% или менее.
S:0,0015 - 0,01%
S образует MnS и Cu2S и одновременно подавляет рост зерна в виде растворённых S или Se, что способствует стабилизации магнитных свойств. Когда содержание S составляет менее 0,0015%, количество растворённой S является недостаточным, и магнитные свойства являются нестабильными. С другой стороны, когда содержание S превышает 0,01%, растворение выделения при нагреве сляба перед горячей прокаткой является недостаточным, и магнитные свойства нестабильны. Следовательно, содержание S предпочтительно находится в диапазоне 0,0015 - 0,01%. Кроме того, S обладает эффектом улучшения свойств удаления окалины и её содержание предпочтительно находится в диапазоне 0,002 - 0,01%.
N: менее 0,006%
N может вызвать дефекты, такие как вспучина во время нагрева сляба. Следовательно, содержание N предпочтительно снижается до уровня менее 0,006%.
В дополнение к вышеуказанным компонентам настоящее раскрытие может также включать, по меньшей мере, один элемент, выбранный из Ni: 1,5% или менее, Cu: 1,0% или менее, Cr: 0,5% или менее, P: 0,5% или менее, Sb: 0,5% или менее, Sn: 0,5% или менее, Bi: 0,5% или менее, Мо: 1,0% или менее, Ti: 0,05% или менее, Nb: 0,1% или менее, V: 0,1% или менее, B: 0,0025% или менее, Te: 0,01% или менее или Ta: 0,01% или менее, для улучшения магнитных свойств.
Что касается этих компонентов, Ni: 0,5% или менее, Cu: 0,8% или менее, Cr: 0,15% или менее, P: 0,15% или менее, Sb: 0,15% или менее, Sn: 0,15% или менее, Bi:0,2% или менее, Мо: 0,1% или менее, Ti: 0,01% или менее, Nb: 0,05% или менее, V: 0,05% или менее, B: 0,0020% или менее, Te: 0,005% или менее или Ta: 0,005% или менее являются особенно предпочтительными.
Далее будет описан способ изготовления горячекатаного стального листа по настоящему изобретению.
Расплавленную сталь, имеющую вышеуказанный химический состав, получают выплавкой стали с использованием обычного процесса рафинирования и затем перерабатывают в исходный стальной материал (сляб) с помощью общеизвестных разливки в слитки и блюминга или непрерывного литья. Альтернативно расплавленная сталь может быть превращена в тонкий сляб или более тонкую отливку толщиной 100 мм или менее путём прямого литья.
Сляб нагревают до температуры 1180°С или выше и до 1300°С или ниже обычным способом и затем подвергают горячей прокатке. Сляб может быть непосредственно подвергнут горячей прокатке без нагрева, если его температура не ниже температурного диапазона после отливки.
Требуется разделить горячую прокатку в две стадии и выполнение удаления окалины между двумя стадиями. Важно выполнить удаления окалины водой под высоким давлением, чтобы отрегулировать толщину окалины после горячей прокатки таким образом, чтобы разница в толщине окалины в продольном направлении не превышала 25 мкм. В этом случае удаление окалины может легко привести к однородным поверхностным свойствам, если температура подачи на первой стадии прокатки составляет 950°C или выше. Точная причина до сих пор неясна. Однако одно возможное объяснение состоит в том, что присутствие S, которая была добавлена к стали, в поверхностной окалине улучшает свойства отслаивания. В случае изготовления тонкого сляба или более тонкой отливки толщиной 100 мм или менее горячую прокатку выполняют в одну стадию и удаление окалины выполняется до горячей прокатки.
В случае, когда толщина окалины просто регулируется путём удаления окалины водой под высоким давлением после первой стадии горячей прокатки, температура стального листа чрезмерно снижается, что может быть неприемлемо с точки зрения контроля структуры.
В таком случае эффективно разрушать первичную окалину на поверхности сляба окалиноломателем перед первой стадией горячей прокатки. Таким путём удаление окалины после первой стадии горячей прокатки может быть легко выполнено, и вновь образовавшая окалина может быть легко удалена.
Таким путём может быть получен горячекатаный стальной лист для изготовления листа из электротехнической стали.
Последующие процессы изготовления листа из текстурированной электротехнической стали состоят в следующем.
Горячекатаный лист, полученный горячей прокаткой, подвергают отжигу в зоне горячих состояний. Чтобы получить подходящие магнитные свойства, температура отжига в зоне горячих состояний предпочтительно находится в диапазоне 1000 - 1150°С в случае, когда выполняют однократную холодную прокатку, и в диапазоне 800 - 1200°С в случае, когда выполняют двукратную холодную прокатку. Когда температура отжига в зоне горячих состояний ниже 800°С, остаётся полосовая структура, образовавшаяся во время горячей прокатки. В результате трудно получить текстуру зёрен первичной рекристаллизации одинакового размера, и затруднено выполнение вторичной рекристаллизации. В случае, когда выполняют однократную холодную прокатку, отжиг в зоне горячих состояний это отжиг, выполняемый непосредственно перед окончательной холодной прокаткой, так что температура предпочтительно составляет 1000°С или выше. С другой стороны, когда температура отжига в зоне горячих состояний превышает 1200°С, кристаллические зёрна чрезмерно укрупняются после отжига в зоне горячих состояний. В результате также трудно получить текстуру зёрен первичной рекристаллизации однородного размера. Следовательно, температура предпочтительно составляет 1200°С или ниже. В частности, в случае, когда выполняют однократную холодную прокатку, отжиг в зоне горячих состояний представляет собой отжиг, выполняемый непосредственно перед окончательной холодной прокаткой, так что температура предпочтительно составляет 1100°C или ниже. Время выдержки в этом температурном диапазоне должно составлять 10 секунд или более, чтобы выровнять структуру после отжига в зоне горячих состояний. Однако длительная выдержка не способствует улучшению магнитных свойств, поэтому предпочтительно время выдержки составляет не более 300 секунд с точки зрения эксплуатационных расходов.
В случае, когда отжиг в зоне горячих состояний выполняют в печи непрерывного отжига, температуру можно точно контролировать не только для одного рулона, но также для нескольких рулонов путём объединения горячекатаных листов с близким цветовым тоном и близкой толщиной листа вместе.
После горячего отжига лист подвергают однократной, двукратной или многократной холодной прокатке с промежуточным отжигом, выполняемым между ними, чтобы получить холоднокатаный лист с конечной толщиной листа. Температура промежуточного отжига предпочтительно находится в диапазоне 900 - 1200°С. Когда температура ниже 900°C, рекристаллизованные зёрна измельчаются после промежуточного отжига, и зародыши ориентации Госса в текстуре первичной рекристаллизации имеют тенденцию к уменьшению, а магнитные свойства конечного листа имеют тенденцию к ухудшению. С другой стороны, когда температура превышает 1200°С, кристаллические зёрна чрезмерно укрупняются, как в случае отжига в зоне горячих состояний, что затрудняет получение текстуры первичной рекристаллизации зёрен однородного размера. В частности, промежуточный отжиг перед конечной холодной прокаткой предпочтительно выполняют в температурном интервале 1000 - 1150°С, и время выдержки должно составлять 10 секунд или более, чтобы унифицировать текстуру после отжига в зоне горячих состояний. Однако длительная выдержка не способствует улучшению магнитных свойств, поэтому предпочтительно время выдержки составляет не более 300 секунд с точки зрения эксплуатационных расходов.
Кроме того, чтобы в достаточной степени получить ориентацию <111>//ND в текстуре листа подвергнутого отжигу первичной рекристаллизации, холодную прокатку (окончательная холодная прокатка), при которой получается конечная толщина листа, предпочтительно выполняют с обжатием 80 - 95%.
Холоднокатаный лист с конечной толщиной листа затем подвергают отжигу первичной рекристаллизации. Отжиг первичной рекристаллизации также может служить в качестве обезуглероживающего отжига. С точки зрения характеристик обезуглероживания температура отжига предпочтительно находится в диапазоне 800 - 900°С, и атмосфера предпочтительно представляет собой влажную атмосферу. Кроме того, путём быстрого повышения температуры со скоростью 30°С/с или более в интервале температур 500 - 700°С в процессе повышения температуры при отжиге первичной рекристаллизации можно увеличить зародыши рекристаллизации зёрен ориентации Госса. и потери в железе могут быть уменьшены, и может быть получен лист из текстурированной электротехнической стали, имеющий как высокую плотность магнитного потока, так и низкие потери в железе. Однако когда скорость нагрева превышает 400°C/с, образуется рандомизированная текстура, и магнитные свойства ухудшаются. Следовательно, скорость нагрева предпочтительно составляет 30°С/с или более и 400°С/с или менее. Предпочтительно скорость нагрева составляет 50°С/с или более и 300°С/с или менее.
После выполнения отжига первичной рекристаллизации на поверхность стального листа наносят отжиговый сепаратор, в основном состоящий из MgO, и высушивают. Затем стальной лист подвергают окончательному отжигу, чтобы получить текстуру вторичной рекристаллизации, значительно концентрирующуюся в ориентации Госса, и сформировать плёнку форстерита. Для проведения вторичной рекристаллизации температура окончательного отжига предпочтительно составляет 800°С или выше. Кроме того, для завершения вторичной рекристаллизации температуру отжига предпочтительно поддерживают на уровне 800°С или выше в течение 20 часов или дольше. Кроме того, для формирования соответствующей плёнки форстерита предпочтительно повышать температуру до около 1200°С и поддерживать температуру в течение одного часа или дольше.
Для уменьшения потерь в железе эффективным является после окончательного отжига стального листа выполнение, например, промывки водой, чистки щёткой или травления для удаления непрореагировавшего отжигового сепаратора, прилипшего к поверхности стального листа, и затем проведение отжига-правки стального листа для корректировки формы. Это происходит потому, что окончательный отжиг обычно выполняется с листом в виде рулона, так что рулон имеет тенденцию к короблению после окончательного отжига, что может ухудшить свойства при измерении потерь в железе. Кроме того, в случае, когда стальные листы ламинируют и используют, эффективно формировать изолирующее покрытие на поверхности стального листа до или после отжига-правки. В частности, предпочтительно использовать покрытие, создающее растяжение на стальном листе, в качестве изолирующего покрытия, чтобы уменьшить потери в железе. Когда покрытие, создающее растяжение, формируют путём нанесения покрытия, создающего растяжение с использованием связующего или путём нанесения неорганических материалов на поверхность стального листа с помощью метода физического осаждения из паровой фазы или метода химического осаждения из паровой фазы, можно сформировать изолирующее покрытие с подходящими адгезионными свойствами покрытия и значительным эффектом снижения потерь в железе.
Кроме того, возможно подвергнуть стальной лист модификации магнитного домена, так что потери в железе могут быть дополнительно уменьшены. Способ модификации магнитного домена может быть обычно используемым способом, таким как способ создания канавок на стальном листе после окончательного отжига, способ введения линейной или точечной термической деформации или ударной деформации, например, облучением электронным пучком, лазерным или плазменным облучением, или способ выполнения травления поверхности промежуточного стального листа, такого как стальной лист с конечной толщиной листа после холодной прокатки, для формирования канавок.
Примеры
Пример 1
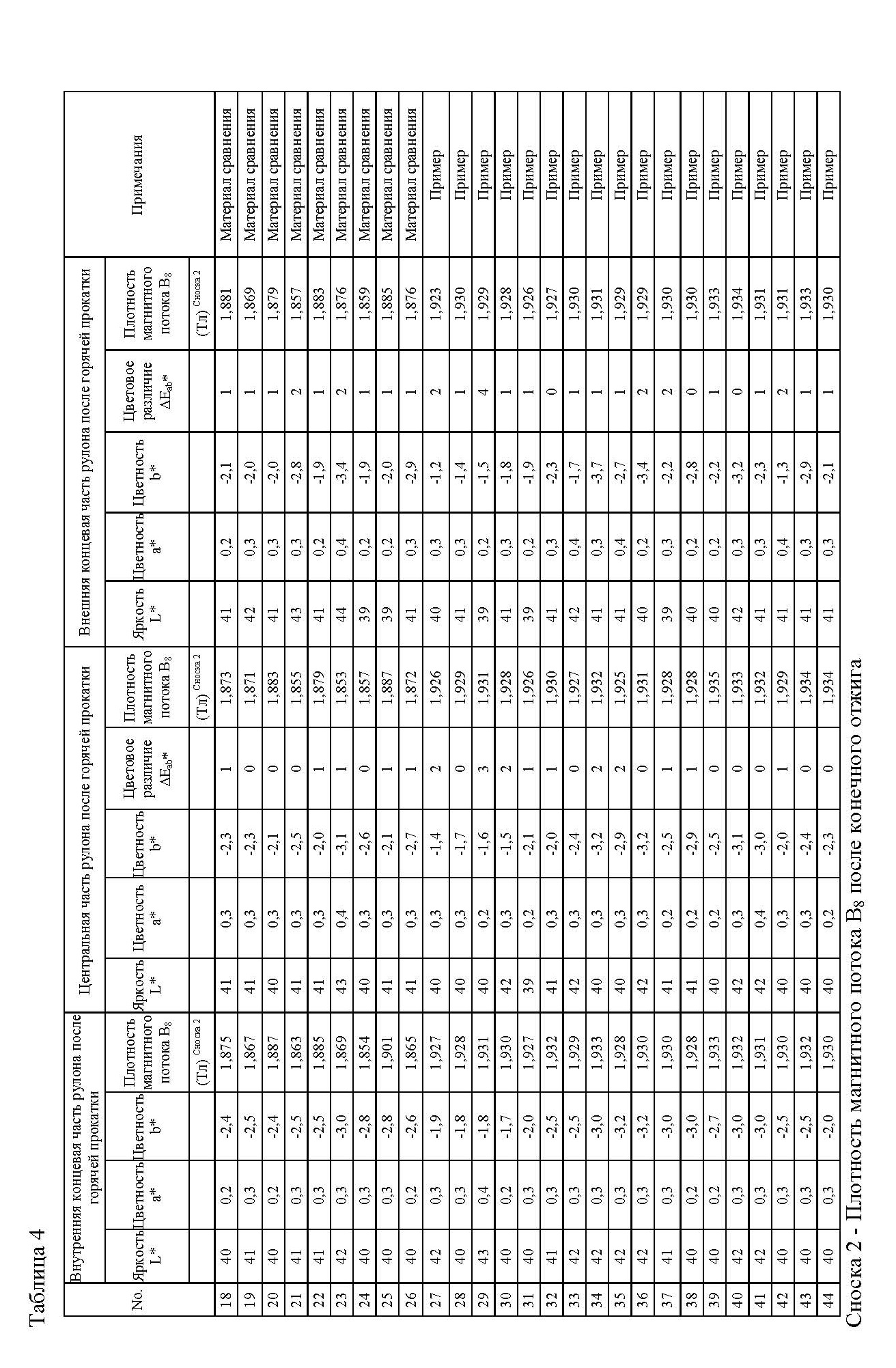
Готовят несколько стальных слябов, включающих C :0,06%, Si: 2,8%, Mn: 0,08%, кислоторастворимый Al: 0,005%, N: 0,004% и S: 0,01%, причём остаток является Fe и неизбежными примесями. Стальные слябы нагревают до 1230°С и затем подвергают горячей прокатке для получения горячекатаных листов с толщиной листа 2,2 мм. Условия горячей прокатки перечислены в Таблице 2. Толщину окалины корректируют путём удаления окалины водой под высоким давлением перед второй стадией горячей прокатки. Затем листы подвергают отжигу в зоне горячих состояний при 1000°C в течение 100 секунд и затем двукратной холодной прокатке с промежуточным отжигом при 1060°C, проводимому в течение 100 секунд между ними, для получения холоднокатаных листов с конечной толщиной листа 0,23 мм. Затем выполняют отжиг первичной рекристаллизации, который также служит в качестве обезуглероживающего отжига, при 850°C в течение 100 секунд во влажной атмосфере 55% об. H2 – 45% об. N2. Затем отжиговый сепаратор, в основном состоящий из MgO, наносят, на поверхность каждого стального листа. После высушивания отжигового сепаратора выполняют окончательный отжиг, который включает очистку и вторичную перекристаллизацию, при 1200°С в течение 5 часов в атмосфере водорода.
Десять испытательных образцов шириной 100 мм отбирают соответственно из двух концевых частей и центральной части рулона каждого листа из текстурированной электротехнической стали, полученного таким образом. Плотность магнитного потока B8 каждого испытательного образца измеряют способом, описанным в JIS C 2556, и определяют среднее значение.
Полученные результаты приведены в таблице 2.
Кроме того, в таблице 2 также приведены результаты измерения яркости L*, цветности a* и b* и цветовой разницы ΔEab*, как определено в JIS Z 8781-4: 2013, для горячекатаных стальных листов.
Согласно Таблице 2 можно понять, что когда цветовой тон (яркость, цветность) и цветовое различие горячекатаного листа удовлетворяют диапазонам настоящего раскрытия, изменение магнитных свойств конечного листа является незначительным.
Пример 2
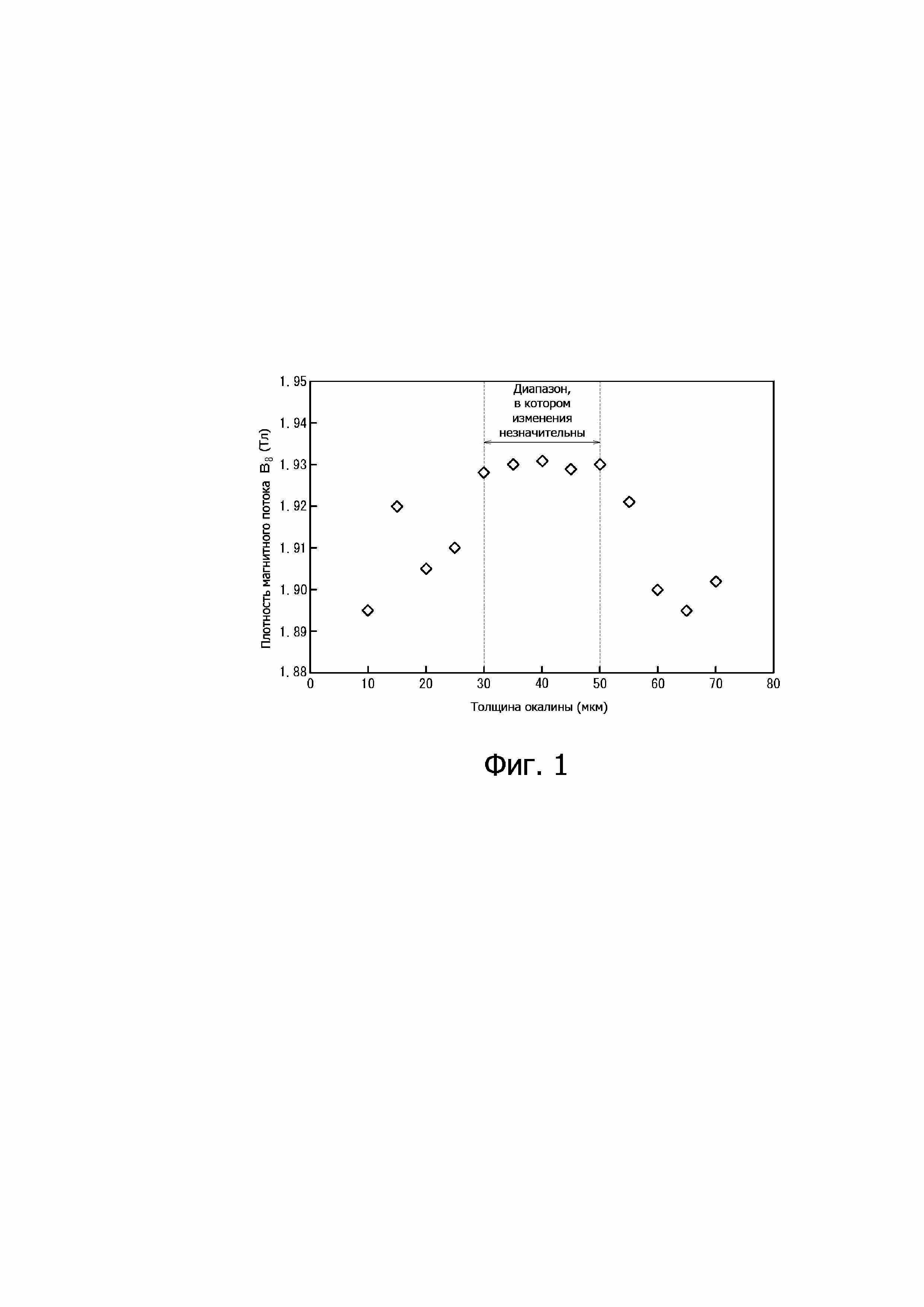
Стальные слябы, имеющие химический состав, указанный в таблице 3, нагревают до 1300°С и подвергают горячей прокатке, которую выполняют в две стадии, для получения горячекатаных листов с толщиной листа 2,2 мм. Температура подачи первой стадии горячей прокатки составляет 1050°С. Кроме того, после нагрева сляба используют VSB (вертикальный окалинообламыватель) и после первой стадии прокатки выполняют удаление окалины водой под высоким давлением. Таким образом, толщину окалины каждого горячекатаного листа регулировали в диапазоне 30 - 50 мкм. Затем листы подвергают отжигу в зоне горячих состояний при 1030°C в течение 100 секунд и затем однократной холодной прокатке для получения холоднокатаных листов с конечной толщиной листа 0,23 мм. Затем выполняют отжиг первичной рекристаллизации, который также служил в качестве обезуглероживающего отжига, при 870°C в течение 100 секунд во влажной атмосфере 55% об. H2 – 45% об. N2. Для тех, кто имеет химический состав с дополнительным количеством азота, как указано в колонке ΔN таблицы 3, азотирование проводят в газовой NH3-атмосфере после отжига первичной рекристаллизации. Затем наносят отжиговый сепаратор, в основном состоящий из MgO, на поверхность каждого стального листа. После высушивания отжигового сепаратора окончательный отжиг, который включает очистку и вторичную перекристаллизацию, проводят при 1200°С в течение 5 часов в атмосфере водорода.
Десять испытательных образцов шириной 100 мм отбирают соответственно из двух концевых частей и центральной части рулона каждого листа из текстурированной электротехнической стали, полученного таким образом. Плотность магнитного потока B8 каждого испытательного образца измеряют способом, описанным в JIS C 2556, и определяют среднее значение.
Полученные результаты, а также результаты измерения яркости L*, цветности a* и b* и цветового различия ΔEab* горячекатаных стальных листов приведены в таблице 4.
Таблица 3
|
Согласно Таблице 4, можно понять, когда горячая прокатка выполняется с подходящим химическим составом и при подходящих условиях горячей прокатки согласно настоящему изобретению, и цветовой тон и цветовое различие горячекатаного листа удовлетворяют соответствующим диапазонам настоящего раскрытия, изменение магнитных свойств конечного листа является незначительным.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Лист электротехнической стали с ориентированными зернами
Установка для изготовления металлической тонкой полосы
Рабочий раствор для нанесения изоляционного покрытия на листы из текстурированной электротехнической стали и способ изготовления листа из текстурированной электротехнической стали с изоляционным покрытием
Способ производства текстурированного стального листа из электротехнической стали
Способ производства текстурированного листа из электротехнической стали
Способ производства текстурированной электротехнической листовой стали
Текстурированная электротехническая листовая сталь и способ ее изготовления
Текстурированная электромагнитная листовая сталь и способ изготовления текстурированной электромагнитной листовой стали
Способ производства текстурированной электротехнической листовой стали
Способ изготовления текстурированных листов из электротехнической стали

