Результат интеллектуальной деятельности: СПОСОБ ДУГОВОЙ СВАРКИ СТАЛЬНОГО ЛИСТА ПОД ФЛЮСОМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу дуговой сварки стального листа под флюсом и, в частности, к способу дуговой сварки стального листа под флюсом, предпочтительно используемому для сварки стальных труб большого диаметра, например стальных труб, получаемых по технологии UOE, или спиральных сварных труб.
Уровень техники
Для сварки (шовной сварки) стальных труб большого диаметра применяется дуговая сварка под флюсом двумя и более электродами. С учетом повышения эффективности производства стальных труб используется высокоэффективный способ сварки. Другими словами, применяется двухсторонняя однослойная сварка, при которой за один проход сваривается внутренняя сторона, и затем за один проход сваривается наружная сторона (см., например, патентные документы 1, 2).
Во время двухсторонней однослойной сварки металл внутреннего сварного шва и металл наружного сварного шва перекрывают друг друга, и, таким образом, необходимо обеспечить достаточную глубину проплавления (или глубину расплавления), так чтобы не оставалось нерасплавленных участков, и, в общем, эта сварка выполняется на большом токе 1000 A и более. Однако, поскольку особое значение придается повышению эффективности сварки и предотвращению дефектов, подвод тепла к сварному шву становится чрезмерно высоким, что создает тенденцию к ухудшению ударной вязкости сварного шва, в частности, ударной вязкости зоны термического влияния.
Несмотря на то что уменьшение подвода тепла к сварному шву является эффективным для увеличения ударной вязкости сварного шва, эффект увеличения ударной вязкости ясно не проявляется, если подвод тепла значительно не уменьшается относительно подвода тепла при обычной шовной сварке, в то время как значительное уменьшение подвода тепла также снижает количество наплавленного металла, и площадь сечения кромок под сварку должна быть соответственно уменьшена. Следовательно, без сварки с глубоким проплавлением металл внутреннего шва и металл наружного шва не перекрывают друг друга, что создает риск отсутствия проплавления.
Соответственно, увеличение ударной вязкости сварного шва требует как значительного уменьшения подвода тепла, так и увеличения глубины проплавления, и это крайне трудно обеспечить, несмотря на различные предложения, сделанные к настоящему времени.
Например, в вышеуказанном патентном документе 2 предлагается способ дуговой сварки под флюсом, в котором глубина проплавления увеличивается за счет повышения плотности тока электродов в зависимости от их диаметра. Однако величина тока и плотность тока являются недостаточными для выполнения самых последних технических требований, и поэтому сложно получить как значительное уменьшение подвода тепла, так и увеличение глубины проплавления.
В патентном документе 3 предлагается способ дуговой сварки под флюсом на высоком токе и при намного большей плотности тока. В этом случае была сделана попытка обеспечить как снижение подвода тепла, так и глубокое проплавление за счет того, что в направлении толщины плиты прикладывается максимально возможная энергия дуги для обеспечения необходимой глубины проплавления, и при этом сдерживается расплавление основного материала в направлении ширины стального материала во избежание излишнего подвода тепла к сварному шву.
Патентный документ 1 JP A 11-138266
Патентный документ 2 JP А 10-109171
Патентный документ 3 JP A 2006-272377
Раскрытие изобретения
Однако, несмотря на то что способ дуговой сварки под флюсом, описанный в патентном документе 3, может обеспечить как уменьшение подвода тепла, так и глубокое проплавление, ширина наплавленного валика на поверхности стального листа становится небольшой, и имеется тенденция к тому, что ширина наплавленного валика будет приблизительно равномерной от поверхности стального листа до конца проплавления. Другими словами, линия сплавления (далее именуемая FL) образуется в форме наплавленного валика, по существу, перпендикулярного поверхности стального листа, и, таким образом, хрупкое разрушение в направлении толщины листа имеет тенденцию прогрессировать, что служит причиной недостатка, состоящего в том, что значение ударной вязкости имеет тенденцию к уменьшению, несмотря на сварку с низким подводом тепла.
Кроме того, такая форма наплавленного валика также имеет тенденцию приводить к дефекту сварки из-за шлаковых включений.
Задача настоящего изобретения состоит в том, чтобы предложить способ дуговой сварки стального листа под флюсом, который может обеспечить превосходную ударную вязкость в зоне термического влияния на внутренней и наружной поверхностях листа, обеспечивая при этом достаточное проплавление с низким подводом тепла во время сварки стального листа со стороны внутренней и наружной поверхностей посредством дуговой сварки под флюсом.
Сущность настоящего изобретения состоит в следующем.
Способ дуговой сварки стального листа под флюсом отличается тем, что при выполнении однослойной сварки с внутренней и наружной сторон стального листа посредством дуговой сварки под флюсом сумма площади поперечного сечения металла S1 внутреннего сварного шва и площади поперечного сечения металла S2 наружного сварного шва удовлетворяет выражению (1), площадь поперечного сечения металла S1 внутреннего шва удовлетворяет выражению (2) и площадь поперечного сечения металла S2 наружного шва удовлетворяет выражению (3);



где t - толщина стального листа (мм), S1 - площадь поперечного сечения металла внутреннего сварного шва (мм2), за исключением площади поперечного сечения участка металла внутреннего шва, который перекрывается металлом наружного сварного шва после наружной сварки, и S2 - площадь поперечного сечения металла наружного сварного шва (мм2).
При использовании способа дуговой сварки стального листа под флюсом, который описан в вышеприведенном способе, как при внутренней сварке, так и при наружной сварке ширина наплавленного валика, измеренная на поверхности стального листа, удовлетворяет выражению (4), и ширина наплавленного валика, измеренная на глубине 0,4t от поверхности стального листа, удовлетворяет выражению (5);
 ,
,
где t - толщина стального листа (мм), W1 - ширина наплавленного валика, измеренная на поверхностях стального листа на стороне внутренней сварки и на стороне наружной сварки (мм),
 ,
,
где t - толщина стального листа (мм), W2 - ширина наплавленного валика, измеренная на расстоянии 0,4t в направлении толщины листа от поверхностей стального листа на стороне внутренней сварки и на стороне наружной сварки (мм).
Сварное соединение, изготавливаемое по способу сварки, описанному в вышеуказанных способах
Способ дуговой сварки стального листа под флюсом, с помощью которого выполняется однослойная сварка с внутренней и наружной сторон стального листа, при этом как при внутренней сварке, так и при наружной сварке ширина наплавленного валика, измеренная на поверхности стального листа, удовлетворяет выражению (4) и ширина наплавленного валика, измеренная на глубине 0,4t от поверхности стального листа, удовлетворяет выражению (5);
,
где t - толщина стального листа (мм), W1 - ширина наплавленного валика, измеренная на поверхностях стального листа на стороне внутренней сварки и стороне наружной сварки (мм),
,
где t - толщина стального листа (мм), W2 - ширина наплавленного валика, измеренная на расстоянии 0,4t в направлении толщины листа от поверхностей стального листа на стороне внутренней сварки и на стороне наружной сварки (мм).
Сварное соединение, изготавливаемое по способу сварки, описанному в вышеуказанном способе
По настоящему изобретению имеется возможность выполнять сварное соединение без сварочных дефектов, и это соединение имеет превосходную ударную вязкость в зоне термического влияния со стороны внутренней поверхности и со стороны наружной поверхности стального листа, в то же время обеспечивая достаточное проплавление, соответствующее толщине стального листа; таким образом, настоящее изобретение может быть на редкость полезным в случае промышленного применения.
Краткое описание чертежей
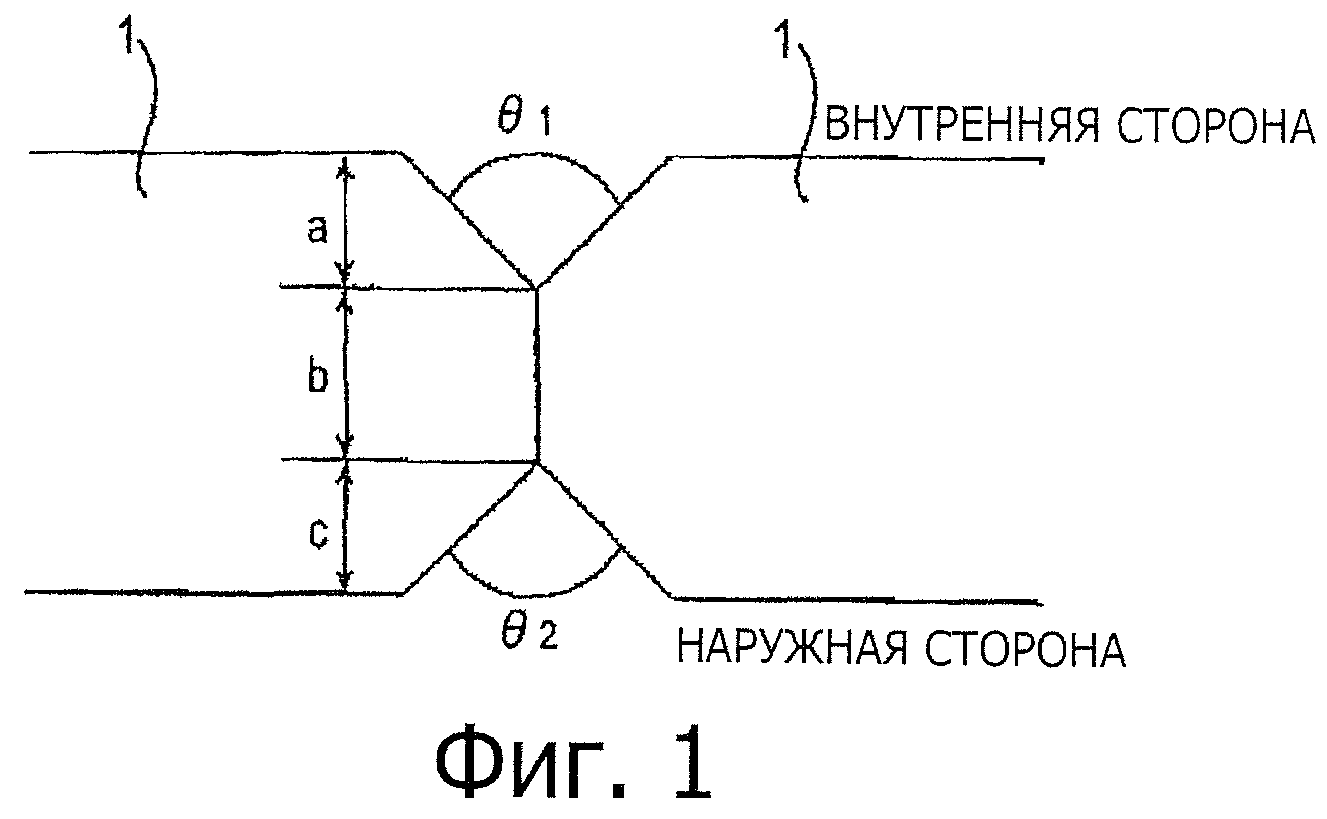
Фиг.1 - вид, на котором показана форма кромок под сварку по вариантам выполнения 1 и 2;
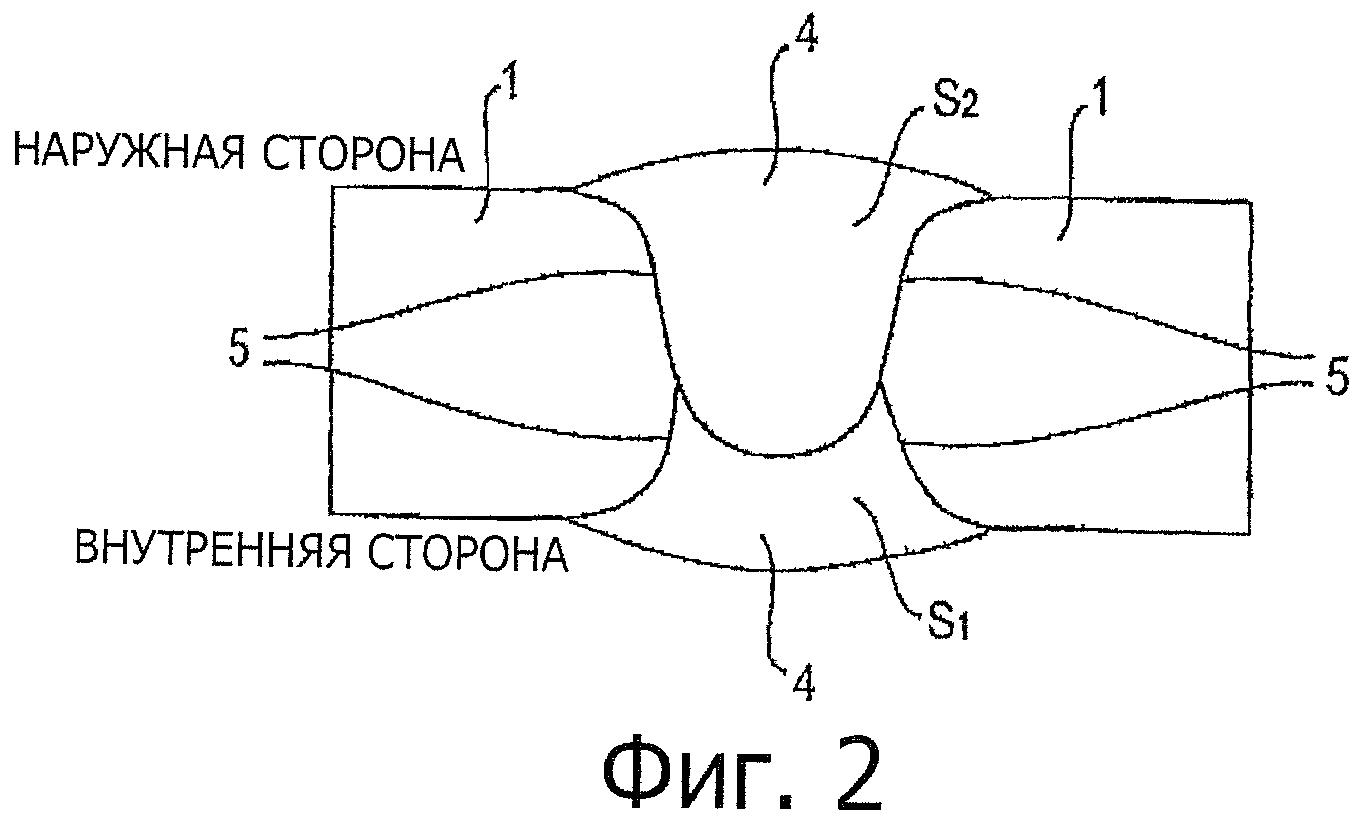
фиг.2 - вид, на котором показана площадь поперечного сечения металла (S1) внутреннего шва и площадь поперечного сечения металла (S2) наружного шва по вариантам выполнения 1 и 2;
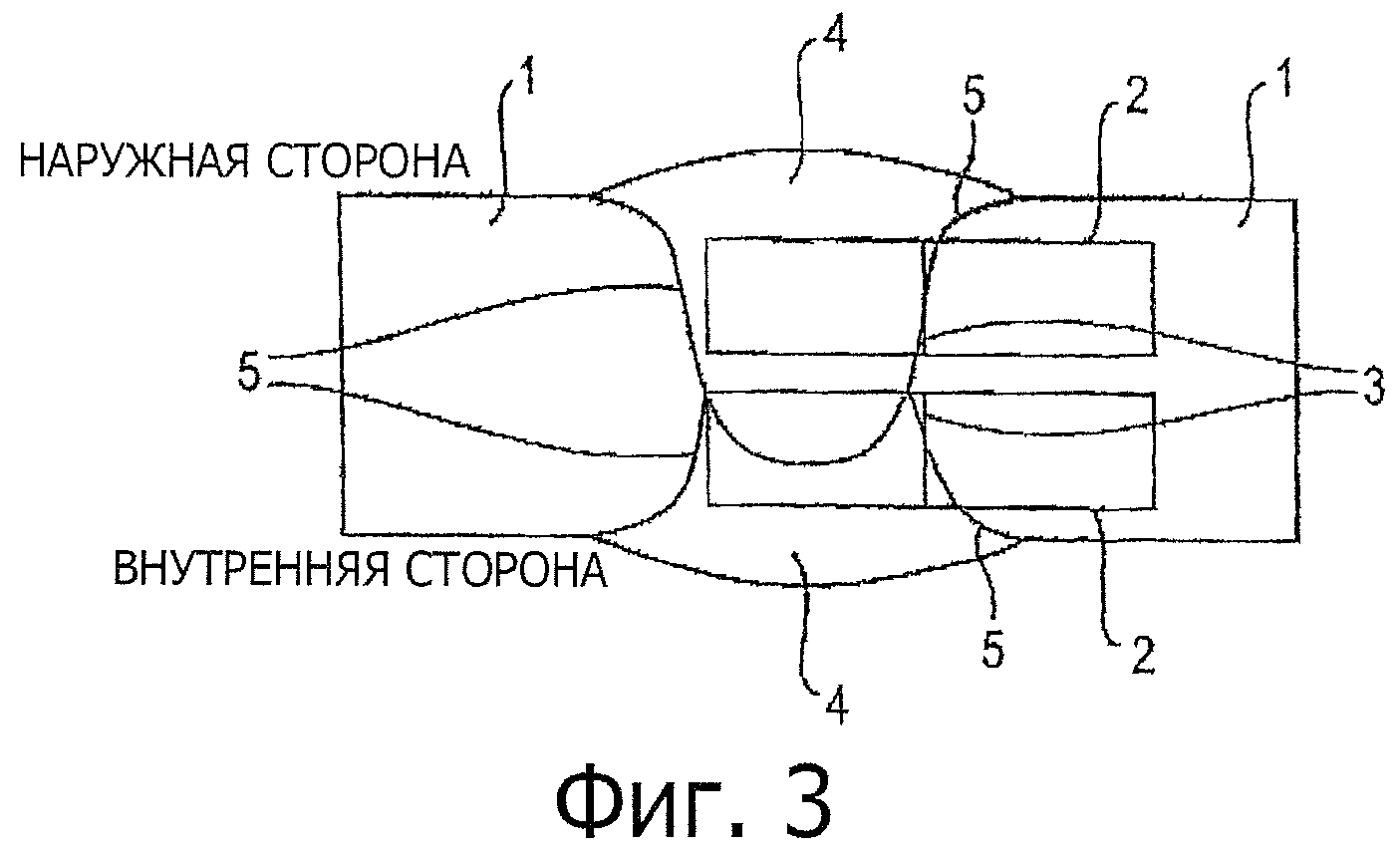
фиг.3 - вид, на котором показаны места, где берутся образцы для испытания на ударную вязкость по Шарпи по вариантам выполнения 1 и 2;
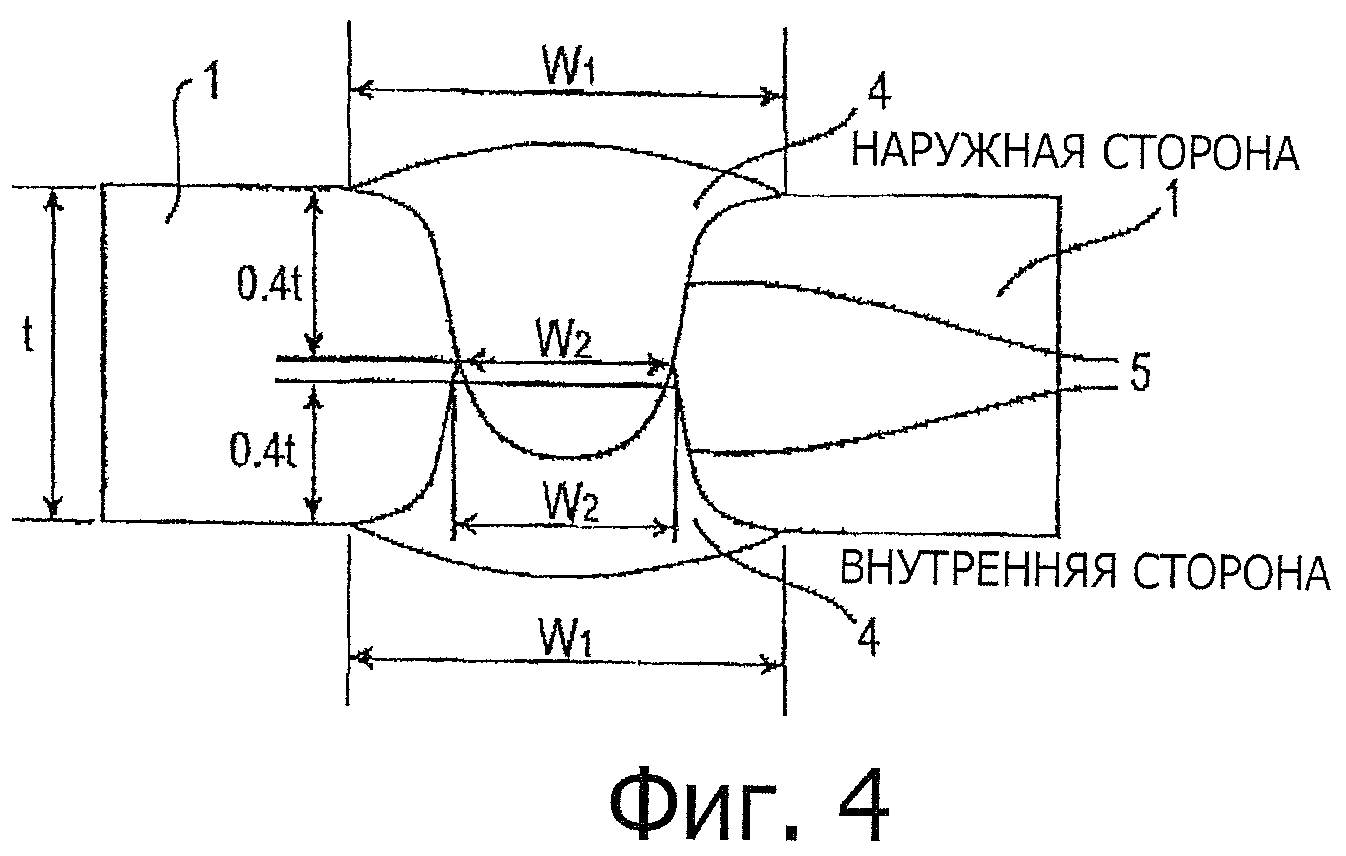
фиг.4 - вид, на котором показаны ширины W1 и W2 наплавленных валиков по вариантам выполнения 1 и 2.
Осуществление изобретения
Авторы настоящего изобретения выполнили сварные соединения со стороны внутренней и верхней поверхностей стальных листов при различных условиях сварки посредством дуговой сварки под флюсом и исследовали формы поперечных сечений металлов сварных шов, площади поперечных сечений металлов сварных шов и ударную вязкость в зонах термического влияния.
В результате исследования авторы обнаружили, что за счет надлежащего контроля площадей поперечного сечения металла внутреннего шва и металла наружного шва, соответствующих толщине листа, ширина наплавленного валика на поверхности стального листа может быть увеличена, обеспечивая при этом достаточное проплавление, и тем самым может быть получена превосходная ударная вязкость в зоне термического влияния на внутренней и наружной поверхностях стального листа. Настоящее изобретение осуществлено в результате исследований на основе полученных данных.
При использовании способа дуговой сварки стального листа под флюсом по настоящему изобретению во время сварки с внутренней стороны и наружной стороны стального листа условие сварки выбирается таким образом, чтобы сумма площади поперечного сечения металла S1 внутреннего сварного шва и площади поперечного сечения металла S2 наружного сварного шва удовлетворяла выражению (1) с целью исключить отсутствие проплавления;
,
где t - толщина стального листа (мм), S1 - площадь поперечного сечения металла внутреннего сварного шва в макроструктуре поперечного сечения сварного шва, перпендикулярного направлению сварки, за исключением площади поперечного сечения участка, который должен перекрываться металлом наружного сварного шва после наружной сварки (мм), и S2 - площадь поперечного сечения металла наружного сварного шва в макроструктуре поперечного сечения сварного шва, перпендикулярного направлению сварки (мм2).
Если сумма площади поперечного сечения металла (S1) внутреннего сварного шва и площади поперечного сечения металла (S2) наружного сварного шва составляет меньше 0,40×t2, глубина проплавления при внутренней сварке и/или глубина проплавления при наружной сварке являются недостаточными для того, чтобы металл внутреннего сварного шва и металл наружного сварного шва перекрыли друг друга, в результате чего не может быть получен бездефектный наплавленный валик. Сумма площади поперечного сечения металла (S1) внутреннего сварного шва и площади поперечного сечения металла (S2) наружного сварного шва предпочтительно находится в диапазоне (0,40-0,60)×t2.
Кроме того, условие сварки выбирается таким образом, чтобы площадь поперечного сечения металла (S1) внутреннего сварного шва и площадь поперечного сечения металла (S2) наружного сварного шва удовлетворяли выражению (2) и выражению (3) во избежание подвода чрезмерного количества тепла к сварному шву;

.
Если площадь поперечного сечения металла (S1) внутреннего сварного шва превышает 0,35×t2, количество подводимого тепла к сварному шву при внутренней сварке становится чрезмерным, что становится причиной недостатка, состоящего в уменьшении ударной вязкости зоны термического влияния. Предпочтительный диапазон S1/t2 составляет 0,20-0,30. Сумма площади поперечного сечения металла (S1) внутреннего сварного шва и площади поперечного сечения металла (S2) наружного сварного шва становится равной 0,80×t2 или менее из выражения (2) и выражения (3).
Аналогичным образом, если площадь поперечного сечения металла (S2) наружного сварного шва превышает 0,45×t2, количество подводимого тепла к сварному шву при наружной сварке становится чрезмерным, что становится причиной недостатка, состоящего в уменьшении ударной вязкости зоны термического влияния. Предпочтительный диапазон S2/t2 составляет 0,25-0,40.
При осуществлении настоящего изобретения сварка предварительно выполняется на образцах, имеющих такую же толщину, что и листы, для фактической сварки при различных условиях с целью определения соотношения между подводом тепла и площадью поперечного сечения металла сварного шва, и выбирается условие сварки, при котором значения S1 и S2 удовлетворяют выражению (1), выражению (2) и выражению (3). Желательно, чтобы условие сварки в отношении высокой плотности тока применялось к электроду, занимающему переднее положение, так чтобы металл внутреннего сварного шва и металл наружного сварного шва перекрывали друг друга.
При выполнении испытания на ударную вязкость по Шарпи предпочтительная ударная вязкость зоны термического влияния по настоящему изобретению составляет 50 Дж и более с точки зрения поглощенной энергии (среднее значение) (место надреза: FL, температура испытания: -30°C, количество испытаний: 3). Более предпочтительное значение ударной вязкости зоны термического влияния составляет 90 Дж и более.
Кроме того, по настоящему изобретению предусматривается сварное соединение, которое выполняется с помощью вышеуказанного способа сварки.
В настоящем изобретении площадь поперечного сечения металла внутреннего сварного шва (S1) определяется следующим образом. Несмотря на то что наружная сварка выполняется после выполнения внутренней сварки, как показано на фиг.2, часть металла внутреннего шва переплавляется во время наружной сварки, и, таким образом, отсутствует возможность непосредственно измерить площадь поперечного сечения металла сварного шва, образованного во время внутренней сварки. Соответственно, измеряется площадь участка металла внутреннего шва за исключением участка внутреннего сварного шва, перекрывающегося металлом наружного сварного шва, и этап измеренная площадь принимается в качестве площади поперечного сечения металла внутреннего шва (S1).
Кроме того, помимо вышеуказанных действий авторы настоящего изобретения выполнили внутреннее и наружное сварное соединение для стального листа при различных условиях сварки посредством дуговой сварки стального листа под флюсом, исследовали соотношение между формой наплавленного валика и ударной вязкостью зоны термического влияния и обнаружили, что за счет регулирования соотношения между шириной наплавленного валика, измеренной на поверхности стального листа, а также шириной наплавленного валика вблизи дальнего конца проплавления (положение на глубине 0,4t от поверхности стального листа) и толщиной стального листа в надлежащем диапазоне может быть получен превосходный результат испытаний на ударную вязкость по Шарпи (место надреза: FL (линия расплавления)) без шлаковых включений.
При использовании способа дуговой сварки стального листа под флюсом по настоящему изобретению во время однослойной сварки с внутренней стороны и наружной стороны стального листа условие сварки выбирается таким образом, чтобы соотношение между толщиной листа и шириной наплавленного валика, измеренной на поверхности стального листа, удовлетворяло выражению (4).
,
где t - толщина стального листа (мм), W1 - ширина наплавленного валика, измеренная на поверхностях стального листа на стороне внутренней сварки и стороне наружной сварки (мм).
Если соотношение между толщиной t листа и шириной W1 наплавленного валика, измеренной на поверхностях стального листа на стороне внутренней сварки и стороне наружной сварки, удовлетворяет соотношению 0,60≤W1/t≤0,95, могут быть исключены шлаковые включения и может быть получен бездефектный сварной шов.
В наплавленном валике сварного шва, где соотношение между шириной W1 наплавленного валика и толщиной t листа составляет W1/t>0,95, количество тепла, подводимого к основному материалу, неизбежно увеличивается, и, таким образом, ударная вязкость зоны термического влияния ухудшается.
С другой стороны, в наплавленном валике сварного шва, где соотношение между шириной W1 наплавленного валика и толщиной t листа составляет 0,60>W1/t, ширина наплавленного валика становится приблизительно равномерной от поверхности стального листа до дальнего конца проплавления и, таким образом, FL принимает форму плавления, по существу, перпендикулярную поверхности стального листа, в результате чего хрупкое разрушение в направлении толщины листа имеет тенденцию прогрессировать, что служит причиной уменьшения ударной вязкости. Кроме того, возникает тенденция к появлению дефекта сварки в результате образования шлаковых включений. Предпочтительный диапазон W1/t составляет 0,65-0,90.
Соответственно, условие сварки выбирается таким образом, чтобы оно удовлетворяло выражению (5) помимо условия, предусмотренного в выражении (4), в результате чего линия FL должна быть наклонена на заданный угол или на больший угол по отношению к направлению толщины стального листа.
В выражении (5) ширина W2 наплавленного валика, измеряемая на глубине 0,4t от поверхности стального листа, где измеряется вышеуказанная ширина W1 наплавленного валика, устанавливается таким образом, чтобы соотношение W2/t составляло 0,45 и менее, и тем самым ширина наплавленного валика на центральном участке по толщине листа будет уже ширины наплавленного валика на поверхности стального листа. Предпочтительный диапазон W2/t составляет 0,20-0,40.
При осуществлении настоящего изобретения сварка предварительно выполняется на образцах, имеющих такую же толщину, что и листы, для фактической сварки при различных условиях с целью определения соотношения между подводом тепла и формой плавления, и выбирается условие сварки, при котором значения W1 и W2 удовлетворяют выражению (4) и выражению (5). Желательно, чтобы условие сварки в отношении высокой плотности тока применялось к электроду, занимающему переднее положение, так чтобы металл внутреннего сварного шва и металл наружного сварного шва перекрывали друг друга.
Кроме того, по настоящему изобретению предлагается сварное соединение, изготавливаемое с помощью вышеуказанного способа сварки.
Вариант выполнения 1
Стальные листы 1 толщиной 28, 33 и 38,1 мм, используемые для изготовления стальных труб, выпускаемых по технологии UOE, и имеющие химический состав, приведенный в таблице 1, были подвергнуты механической обработке для подготовки кромок под сварку, форма которых показана на фиг.1; затем стальные листы 1 были подвергнуты дуговой сварке стали под флюсом с применением множества электродов с целью однослойной внутренней и наружной сварки при условиях сварки, приведенных в таблице 3, и получения сварных соединений. В таблице 2 приведены размеры кромок под сварку.
Образцы для испытания на ударную вязкость по Шарпи (4 образца, как указано в JIS Z 3111) были взяты из изготовленных соединений и подвергнуты испытаниям на ударную вязкость по Шарпи (место надреза: FL, температура испытания: -30°C) согласно способу ударных испытаний металлических материалов, указанному в JIS Z 2242, с целью получения поглощенной энергии (среднее значение, получаемое в результате выполнения трех испытаний).
На фиг.3 показаны места, где были взяты образцы 2 для испытаний на ударную вязкость по Шарпи. Используя линию расплавления FL 5 сварного шва 4 в качестве места надреза, каждый образец был взят таким образом, чтобы надрез 3 был расположен параллельно направлению толщины плиты и по отношению к внутренней сварке и наружной сварке соответственно место, расположенное на 7 мм ниже поверхности стального листа 1, было бы центром образца 2 для испытания на ударную вязкость по Шарпи. Что касается надреза 3, то линия FL 5 расположена таким образом, что соотношение между металлом сварного шва и основным материалом (зона термического влияния) у нижней части надреза составляет 50%-50%.
В таблице 4 приведены результаты испытаний на ударную вязкость по Шарпи (верхняя строка: внутренняя сторона, нижняя строка: наружная сторона) и результаты наблюдения формы поперечного сечения металла сварного шва. В колонке «Оценка» в таблице 4 образец, который не имел дефектов и значение vE-30 которого составляло 90 Дж и более, оценен как « : отлично», образец, который не имел дефектов и значение vE-30 которого на внутренней стороне и/или на наружной стороне составляло 50 Дж или более и меньше 90 Дж, оценен как «◯: хорошо», и образец, который был дефектным или имел значение vE-30 менее 50 Дж на внутренней стороне или на наружной стороне, оценен как «×: неудовлетворительно».
: отлично», образец, который не имел дефектов и значение vE-30 которого на внутренней стороне и/или на наружной стороне составляло 50 Дж или более и меньше 90 Дж, оценен как «◯: хорошо», и образец, который был дефектным или имел значение vE-30 менее 50 Дж на внутренней стороне или на наружной стороне, оценен как «×: неудовлетворительно».
В образцах по настоящему изобретению (условия №1-№5) за счет контроля площади поперечного сечения металла сварного шва во время однослойной внутренней и наружной сварки был образован бездефектный наплавленный валик сварного шва, имеющий достаточную глубину проплавления, и, таким образом, стальной лист имел превосходную ударную вязкость (90 Дж и более) в зоне термического влияния. Для справки, измеренные значения W1/t и W2/t в отношении формы расплавления металла 4 сварного шва соответствовали требованиям п.2 формулы настоящего изобретения. Все образцы по настоящему изобретению (условия №1-№5) удовлетворяли выражению (4) и выражению (5), которые приведены в п.2 формулы настоящего изобретения. Значения W1 и W2 были измерены в местах измерения, показанных на фиг.3.
С другой стороны, сумма площадей поперечных сечений металла сварного шва при однослойной внутренней и наружной сварке в сравнительных образцах была небольшой (условия №8 и №9) и, таким образом, сравнительные образцы не удовлетворяли выражению (1), приведенному в п.1 формулы настоящего изобретения, что явилось причиной отсутствия проплавления.
В сравнительном примере (условие №6) площадь поперечного сечения металла внутреннего шва не удовлетворяла выражению (2), приведенному в п.1 формулы изобретения, и, таким образом, ударная вязкость зоны термического влияния внутреннего сварного шва была ухудшенной. В сравнительном примере (условие №7) площадь поперечного сечения металла наружного шва не удовлетворяла выражению (3), приведенному в п.1 формулы изобретения, и, таким образом, ударная вязкость зоны термического влияния наружного сварного шва была ухудшенной.
Вариант выполнения 2
Стальные листы, имеющие толщину и состав, приведенные в таблице 1 по варианту выполнения 1, были подвергнуты механической обработке для подготовки кромок под сварку, форма которых показана на фиг.1 и размеры которых приведены в таблице 2 по варианту 1 выполнения; затем стальные листы 1 были подвергнуты дуговой сварке под флюсом с применением 4 электродов с целью однослойной внутренней и наружной сварки при условиях сварки, приведенных в таблице 5, и получения сварных соединений.
Образцы для испытания на ударную вязкость по Шарпи (4 образца, как указано в JIS Z 3111) были взяты из изготовленных соединений таким образом, чтобы место, расположенное на 7 мм ниже поверхности каждого стального листа 1 на стороне внутренней сварки или на стороне наружной сварки, было центром образца 2 для испытания на ударную вязкость по Шарпи; образцы были подвергнуты испытаниям на ударную вязкость по Шарпи (место надреза: FL, температура испытания: -30°C, количество испытаний: 3) согласно способу ударных испытаний металлических материалов, указанному в JIS Z 2242 с целью получения поглощенной энергии (среднее значение). Что касается надреза 3, то линия FL 5 расположена таким образом, что соотношение между металлом сварного шва и основным материалом (зона термического влияния) у нижней части надреза составляет 50%-50%.
На фиг.4 схематично показаны места, где были измерены значения W1 и W2 в форме плавления металла 4 сварного шва на стороне наружной сварки и на стороне внутренней сварки.
В таблице 6 представлены формы сварных швов, результаты испытания на ударную вязкость по Шарпи, и наличие или отсутствие сварного дефекта. В таблице 6 также приведены результаты измерений форм поперечных сечений металла сварного шва: S1/t2, S2/t2 и (S1+S2)/t2. В колонке «Оценка» в таблице 6 образец, который не имел дефектов и значение vE-30 которого составляло 90 Дж и более, оценен как «: отлично», образец, который не имел дефектов и значение vE-30 которого на внутренней стороне и/или на наружной стороне составляло 50 Дж или более и меньше 90 Дж, оценен как «◯: хорошо», и образец, который был дефектным или имел значение vE-30 менее 50 Дж на внутренней стороне или на наружной стороне, оценен как «×: неудовлетворительно». Условия №1-№6 соответствуют образцам по настоящему изобретению и удовлетворяют выражениям (1)-(3), приведенным в п.1 формулы настоящего изобретения (контроль площадей поперечного сечения металла сварного шва при однослойной внутренней и наружной сварке), и, таким образом, позволяют получить бездефектные наплавленные валики сварных швов с достаточной глубиной проплавления. Эти образцы по настоящему изобретению также удовлетворяют выражениям (4) и (5), приведенным в п.2 формулы изобретения, при однослойной внутренней и наружной сварке и, таким образом, позволяют получить превосходную ударную вязкость (90 Дж и более) в зоне термического влияния и наплавленные валики без сварочных дефектов.
С другой стороны, несмотря на то, что условия №7-№11 удовлетворяют выражениям (1)-(3), приведенным в п.1 формулы изобретения, условия №7-№11 не удовлетворяют выражению (4) или выражению (5), приведенным в п.2 формулы изобретения. Соответственно, несмотря на что условия №7-№11 соответствуют образцам по настоящему изобретению, условия №7-№11 являются худшими по сравнению с условиями №1-№6 в отношении ударной вязкости внутренней или наружной зоны термического влияния. В частности, по условию №7 при наружной сварке W1/t>0,95, поэтому условие №7 не удовлетворяет выражению (4), приведенному в п.2 формулы изобретения, и значение ударной вязкости по Шарпи в наружной зоне термического влияния было низким. По условию №8 при наружной сварке W2/t>0,95, поэтому условие №8 не удовлетворяет выражению (5), приведенному в п.2 формулы изобретения, и значение ударной вязкости по Шарпи в наружной зоне термического влияния было низким.
По условиям №9 и №10 при внутренней сварке W1/t<0,60, поэтому эти условия №9 и №10 не удовлетворяют выражению (4), приведенному в п.2 формулы изобретения, и значение ударной вязкости по Шарпи во внутренней зоне термического влияния было низким. По условию №11 при наружной сварке W1/t<0,60, поэтому это условие не удовлетворяет выражению (4), приведенному в п.2 формулы изобретения, и значение ударной вязкости по Шарпи в наружной зоне термического влияния было низким.
Условие №12 соответствует сравнительному образцу, где площадь поперечного сечения металла наружного шва не удовлетворяет выражению (3), приведенному в п.1 формулы изобретения и, кроме того, при внутренней сварке W1/t>0,95, поэтому условие №12 не удовлетворяет выражению (4), приведенному в п.2 формулы изобретения, и значение ударной вязкости по Шарпи в наружной зоне термического влияния было низким. Условие №13 соответствует сравнительному образцу, где сумма площади поперечного сечении металла внутреннего шва и площади поперечного сечении металла наружного шва не соответствует выражению (1), приведенному в п.1 формулы изобретения, и, кроме того, при внутренней сварке W1/t<0,60, поэтому условие №13 не удовлетворяет выражению (4), приведенному в п.2 формулы изобретения, в результате чего имело место отсутствие проплавления.
1 - стальной лист для изготовления стальных труб, получаемых по технологии UOE;
2 - образец для испытания на ударную вязкость по Шарпи;
3 - место надреза;
4 - сварной шов;
5. СОЕДИНЕНИЕ (также носящее название FL).
|
|



Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Способ дуговой сварки стального материала под флюсом с применением множества электродов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Способ изготовления торсионной балки и торсионная балка

