Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ РАВНООСНОГО ЛИТЬЯ ЖАРОПРОЧНЫХ СПЛАВОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Вид РИД
Изобретение
Изобретение относится к технологии литья и может быть использовано для равноосного высокоточного литья жаропрочных сплавов аэрокосмического назначения по выплавляемым моделям.
Известен способ изготовления керамических форм по выплавляемым моделям (1), включающий послойное нанесение на воскообразную модель суспензии на основе эпоксидной смолы в органическом растворителе, обсыпку ее огнеупорным материалом, сушку слоев керамической формы в электромагнитном поле сверхвысокой частоты (СВЧ) с мощностью не более 0,4-0,5 кВт, удаление воскообразной модели в поле СВЧ в два этапа: вначале с мощностью не менее 0,5 кВт на 1 кг массы керамической формы со скоростью нагрева 150-170°С/мин до начала оплавления поверхности модели, а затем - с мощностью не более 0,3 кВт до полного удаления модели. Сушку слоев керамической формы осуществляют в течение 1-2 минут.
Недостатком способа является высокая токсичность, связанная с выделением в атмосферу цеха паров органического растворителя и продуктов термического разложения эпоксидной смолы.
Известен также способ изготовления литейных керамических форм (2), получаемых по выплавляемым моделям, включающий нанесение на выплавляемую модель не менее двух слоев суспензии на этилсиликатном связующем, последующее нанесение не менее двух слоев, полученных на жидкостекольном связующем, сушку каждого слоя, вытопку модельного состава в воде, при этом в последний слой суспензии на этилсиликатном связующем вводят натрий фтористый в количестве 0,1-0,3 вес. %.
Недостатком способа является токсичность этилсиликатного связующего, невысокая прочность формы, вследствие чего при заливке металла происходит нарушение целостности формы, что ведет к высокому проценту брака отливок.
Известен способ изготовления комбинированных оболочковых форм по выплавляемым моделям для получения отливок из жаропрочных сплавов (3). Способ включает изготовление модели, послойное нанесение на модель огнеупорной суспензии на основе пылевидного электрокорунда. При этом первые два слоя наносят с использованием в огнеупорной суспензии алюмоорганического связующего, содержащего хелатированный полиалкоксиалюмоксан 20-30 мас. % и алифатический спирт - остальное до 100%. Последующие слои наносят с использованием суспензии на основе связующего гидролизованного этилсиликата с добавкой активатора спекания алюминиевого порошка АСД-4. Осуществляют последующую обсыпку каждого слоя зернистым электрокорундом. Сушку первых двух слоев производят при 100% влажности, достигаемой распылением или разбрызгиванием воды, с последующей конвективной сушкой путем обдувания воздухом в течение 2-3 часов в условиях цеха при температуре 23-25°С. Удаляют модельный состав, после чего формы прокаливают при температуре 1200-1350°С в течение 8-12 часов.
Недостатком способа является высокая токсичность связующего на основе этилсиликата и алюмоорганического связующего, содержащего хелатированный полиалкоксиалюмоксан.
Известен также способ изготовления керамических оболочковых форм для литья по выплавляемым моделям с использованием кремнезольного связующего (4), принятый за прототип. На модельном блоке формируют оболочку с использованием водного кремнезольного связующего, огнеупорного наполнителя и обсыпочного материала. Проводят сушку слоев оболочки, вытопку модельного состава в горячей воде. Для формирования первого слоя или двух первых слоев используют суспензию, содержащую, об. %: кремнезоль кислый 37-41 и плавленый кварц 59-63. Для формирования последующих слоев используют суспензию, содержащую, об. %: кремнезоль основной 36-44 и плавленый кварц 56-64, что обеспечивает повышение прочности керамических оболочковых форм.
Недостатком способа является то, что повышенная прочность керамических оболочковых форм для равноосного литья по выплавляемым моделям затрудняет процесс удаления их после заливки и отверждения металла, вследствие чего, необходимо применять дополнительные механические усилия для удаления керамики, что ведет к деформации отливки.
Технической задачей заявленного способа является повышение качества литейных керамических форм, снижение шероховатости отливок и количества бракованных отливок из жаропрочных сплавов, исключение использования вредных веществ в технологии.
Технический результат достигается тем, что в способе изготовления керамических форм для равноосного высокоточного литья жаропрочных сплавов по выплавляемым моделям, включающем очистку поверхности модельного блока от смазок и загрязнителей, нанесение на модельный блок керамической суспензии на основе кремнезоля, обсыпку огнеупорным зернистым материалом, сушку лицевого слоя, последующие повторные циклы нанесения слоя керамической суспензии, обсыпки и сушки каждого из них, последующую вытопку модельной массы и термическую обработку керамической формы, согласно изобретению очистку поверхности модельного блока от смазок и загрязнителей проводят водным раствором моющих средств, сушку лицевого слоя осуществляют в потоке воздуха с влажностью 45-55%, а сушку последующих слоев проводят в потоке осушенного воздуха с влажностью 30-40%, термическую обработку керамических форм ведут методом прокаливания в диапазоне температур от 700 до 850°С, с последующим охлаждением в печи в течение 8-12 ч, извлечением из печи при температуре не более 100°С и дальнейшим охлаждением на воздухе.
Кроме того, согласно изобретению очистку поверхности модельного блока от смазок и загрязнителей проводят методом распыления на модельный блок водного раствора моющих средств «Деталан Ф-10» или «Металин-АД18» с концентрацией не менее 10%.
Кроме того, согласно изобретению термическую обработку керамической формы ведут в течение не менее 3 часов, при скорости нагрева не менее 200°С/ч в среде воздуха.
В предлагаемом способе, в отличии от прототипа, проведение очистки поверхности модельного блока от смазок и загрязнителей распылением на модельный блок водного раствора моющих средств «Деталан Ф-10» или «Металин-АД18» с концентрацией не менее 10% позволяет эффективно очистить поверхность, повысить качество литейных керамических форм, повысить адгезионную способность поверхности модельного блока к керамической суспензии, исключить из употребления в составе моющих средств вредные для здоровья спиртосодержащие вещества.
Осуществление операции сушки лицевого слоя в потоке влажного воздуха с влажностью 45-55% обеспечивает получение качественного лицевого слоя.
Проведение сушки последующих слоев в потоке осушенного воздуха с влажностью 30-40% способствует ускорению процесса сушки керамических форм без трещинообразования.
Выполнение термической обработки керамической формы методом обжига в диапазоне температур от 700 до 850°С в течение не менее 3 часов при скорости нагрева не менее 200°С/ч в среде воздуха способствует полному удалению органических составляющих и росту прочности керамических форм. При скорости нагрева менее 200°С/ч нерационально увеличивается длительность термической обработки керамической формы.
Применение последующего охлаждения керамических форм в печи в течение 8-12 ч, с дальнейшим охлаждением на воздухе при извлечении их из печи при температуре не более 100°С предотвращает растрескивание форм и образование бракованных форм.
Примеры осуществления способа
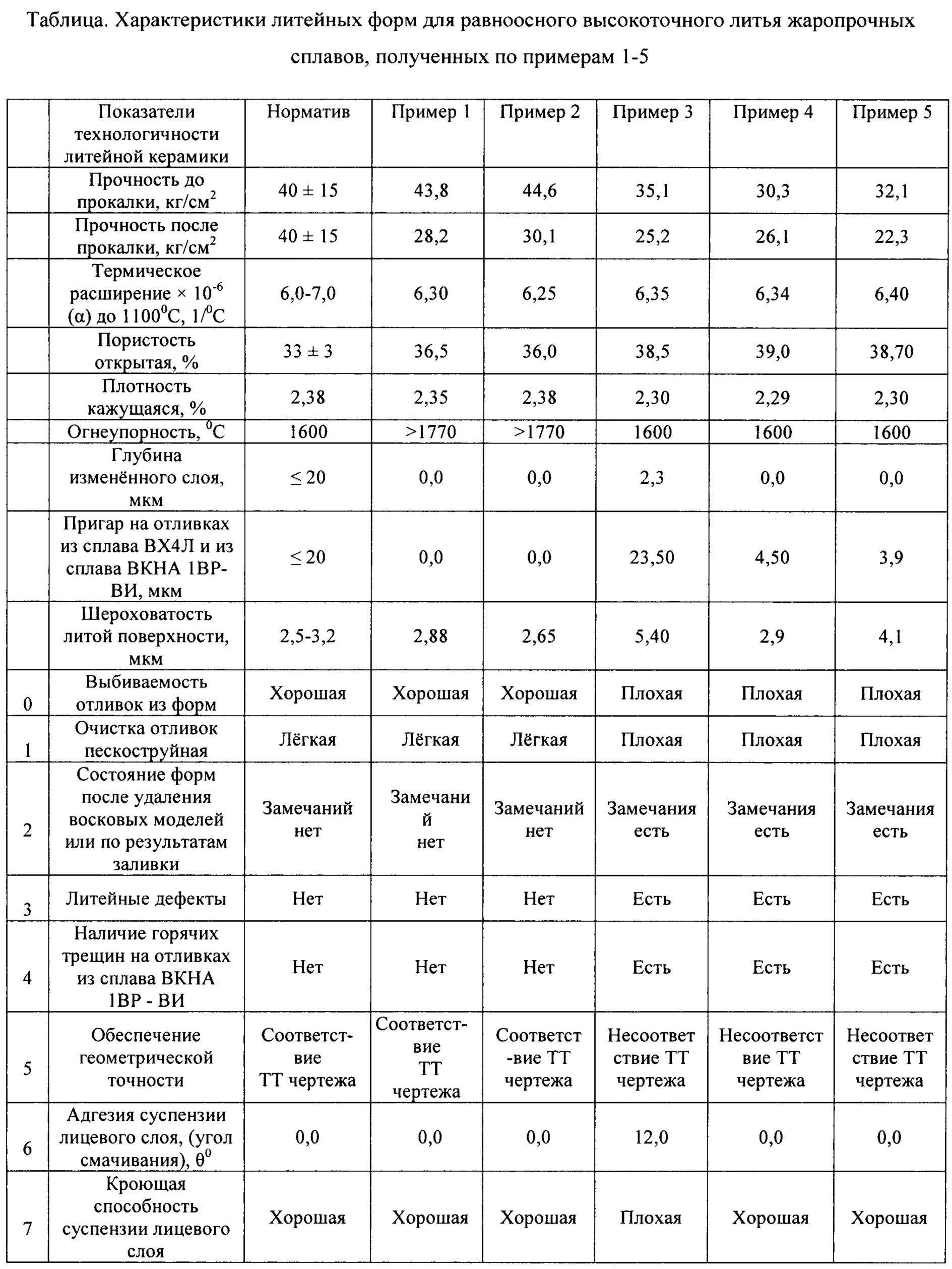
Пример 1. Для получения литейной керамики для равноосного высокоточного литья жаростойких сплавов по выплавляемым моделям использовали: 1) суспензию для лицевого слоя, состоящую из водно-коллоидного раствора кремнезоля SiO2, алюмо-кремниевого наполнителя, полимерных добавок, в которой кремнезоль имеет размер частиц 12-14 нм, плотность 1,195-1,250 г/см3; 2) суспензию для получения последующих керамических слоев, состоящую из водно-коллоидного раствора кремнезоля SiO2 с размерами частиц золя 8-10 нм, алюмо-кремниевого наполнителя в виде чистого дистенсиллиманита Al2O3*SiO2, с размерами частиц менее 90 мкм; 3) в качестве послойного обсыпочного материала использовали чистый электрокорунд Al2O3 с размерами частиц менее 40 мкм. Изготовление керамических форм для равноосного высокоточного литья жаропрочных сплавов по выплавляемым моделям проводили на предприятии АО «Авиадвигатель» по технологии, включающей очистку поверхности модельного блока от смазок и загрязнителей методом распыления на модельный блок водного раствора моющего средства «Деталан Ф-10» с концентрацией не менее 10%, нанесение манипулятором керамической суспензии (1) лицевого слоя на модельный блок методом окунания. Сушку лицевого слоя осуществляли в потоке влажного воздуха с влажностью 45%. Далее проводили повторные циклы нанесения слоя керамической суспензии (2), обсыпки огнеупорным материалом (3) в пескосыпе дождевального типа, с последующей сушкой каждого из нанесенных слоев в потоке осушенного воздуха с влажностью 30%. Последующую вытопку модельной массы из керамической формы проводили в бойлер-клаве с парами воды при температуре ~ 170°С. Далее осуществляли термическую обработку керамической формы при температуре 850°С, в течение не менее 3 часов, при скорости нагрева не менее 200°С/ч в среде воздуха, с последующим охлаждением в печи в течение 8 ч, извлечением из печи при температуре не более 100°С и дальнейшим охлаждением на воздухе. У полученных образцов керамических литейных форм испытывали технологические характеристики, результаты таких испытаний приведены в таблице. Как видно из таблицы характеристик литьевых форм, полученных по примеру 1, все характеристики соответствуют нормативам.
Пример 2. Изготовление керамических форм для равноосного высокоточного литья жаропрочных сплавов по выплавляемым моделям проводили на предприятии АО «Авиадвигатель» с теми же керамическими суспензиями и обсыпочными материалами, приведенными в примере 1 по той же технологии, с тем отличием, что очистку поверхности модельного блока от смазок и загрязнителей осуществляли методом распыления на модельный блок водного раствора моющего средства «Металин-АД18» с концентрацией не менее 10%. Сушку лицевого слоя проводили в потоке влажного воздуха с влажностью 55%, а сушку каждого из последующих слоев - в потоке осушенного воздуха с влажностью 40%. Термическую обработку керамической формы проводили при температуре 750°С, в течение не менее 3 часов, при скорости нагрева не менее 200°С/ч в среде воздуха, с последующим охлаждением в печи в течение 12 ч, извлечением из печи при температуре не более 100°С и дальнейшим охлаждением на воздухе. Как видно из данных таблицы характеристик литьевых форм, полученных по примеру 2, все характеристики соответствуют нормативам.
Пример 3. Изготовление керамических форм для равноосного высокоточного литья жаропрочных сплавов по выплавляемым моделям проводили с теми же керамическими суспензиями и обсыпочными материалами, приведенными в примере 1, по той же технологии, с тем отличием, что очистку поверхности модельного блока от смазок и загрязнителей проводили этиловым спиртом путем протирки поверхности марлевым тампоном, смоченным в спирте. Сушку лицевого слоя осуществляли в потоке воздуха с влажностью 65%, а сушку каждого из последующих слоев - в потоке осушенного воздуха с влажностью 45%. Из данных таблицы характеристик литьевых форм, полученных по примеру 3, следует, что литьевые формы имеют меньшую прочность, огнеупорность, пригар на отливках, литейные дефекты, плохую смачиваемость и не соответствуют техническим требованиям чертежа и нормативным показателям.
Пример 4. Изготовление керамических форм для равноосного высокоточного литья жаропрочных сплавов по выплавляемым моделям проводили с теми же керамическими суспензиями и обсыпочными материалами, приведенными в примере 1, по той же технологии, с тем отличием, что очистку поверхности модельного блока от смазок и загрязнителей проводили методом распыления на модельный блок водного раствора моющего средства «Металин-АД18» с концентрацией не менее 10%. Сушку лицевого слоя осуществляли в потоке влажного воздуха с влажностью 40%, а сушку каждого из последующих слоев - в потоке осушенного воздуха с влажностью 25%. Из данных таблицы характеристик литьевых форм, полученных по примеру 4, следует, что литьевые формы имеют меньшую прочность, огнеупорность, пригар на отливках, литейные дефекты и не соответствуют техническим требованиям чертежа и нормативным показателям.
Пример 5. Изготовление керамических форм для равноосного высокоточного литья жаропрочных сплавов по выплавляемым моделям проводили с теми же керамическими суспензиями и обсыпочными материалами, приведенными в примере 1, по той же технологии, с тем отличием, что сушку лицевого слоя осуществляли в потоке влажного воздуха с влажностью 65%, а сушку каждого из последующих слоев - в потоке осушенного воздуха с влажностью 35%. Термическую обработку керамической формы проводили при температуре 650°С, в течение не менее 3 часов, при скорости нагрева не менее 200°С/ч в среде воздуха, с последующим охлаждением на воздухе в течение 4 ч. Из данных таблицы характеристик литьевых форм, полученных по примеру 4, следует, что литьевые формы имеют меньшую прочность, огнеупорность, пригар на отливках, литейные дефекты и не соответствуют техническим требованиям чертежа и нормативным показателям.
Данные таблицы по керамическим литейным формам, полученные согласно изобретению по примерам 1-2, имеют нормативную прочность до прокаливания (40±15 кг/см2), низкий коэффициент термического расширения (α=6,25×10-6), приемлемую открытую пористость (36%), что облегчает операцию удаления легкоплавкого материала литейных форм, высокую огнеупорность (более 1770°С), отсутствие пригара на отливках из сплава ВХ4Л и из сплава ВКНА 1ВР-ВИ, низкую шероховатость литой поверхности (2,88 мкм), легкую выбиваемость отливок из форм и пескоструйную очистку отливок, отсутствие горячих трещин на отливках из сплава ВКНА 1ВР - ВИ, обеспечение геометрической точности модели, хорошую адгезию суспензии лицевого слоя (угол смачивания равен 0°), хорошую кроющую способность суспензии лицевого слоя.
Таким образом, выполнение предлагаемого способа позволяет исключить использование вредных веществ в технологии, позволяет повысить качество литейных керамических форм, позволяет снизить шероховатость отливок и количество бракованных отливок из жаропрочных сплавов.
Библиографический список
1. Патент РФ 2283721. МПК B22C 9/04. Способ изготовления керамических форм по выплавляемым моделям. Авторы: Каблов Е.Н. (RU), Демонис И.М. (RU), Деев В.В. (RU), Бондаренко Ю.А. (RU), Нарский А.Р. (RU), Семенов B.E. (RU), Тюрин Н.А. (RU) Патентообладатель: ФГУП «ВИАМ», Заявлено: 27.01.2005, опубликовано 20.09.2006.
2. Патент РФ 2177856, МПК. B22C 9/04. Способ изготовления литейных керамических форм, получаемых по выплавляемым моделям. Автор(ы): Шмагина С.В., Шкенев Ю.Г., Цепова Г.П., Барашкова О.Г., Глущенко Т.М. Патентообладатель: Открытое акционерное общество "Завод им. В.А. Дегтярева" Заявлено: 10.01.2002. Опубликовано: 10.01.2002. Бюл. №1.
3. Патент РФ 2572118. МПК B22C 9/04. Способ изготовления комбинированных оболочковых форм по выплавляемым моделям для получения отливок из жаропрочных сплавов с направленной и монокристаллической структурами. Баранова Т.Ф. (RU), Валиахметов С.А. (RU), Шункина Н.И (RU), Гоголев И.В. (RU), Стороженко П.A. (RU), Щербакова Г.И. (RU), Варфоломеев М.С. (RU) (73) Патентообладатель(и): Акционерное общество "Научно-производственный центр газотурбостроения "Салют" (АО "НПЦ газотурбостроения "Салют") (RU). Дата подачи заявки: 03.10.2014. Опубликовано: 27.12.2015. Бюл. №36.
4. Патент РФ 2532583. МПК B22C 9/04. Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям. Авторы патента: Брюханова Е.В. (RU), Голотёнков О.Н. (RU). Владельцы патента: Федеральное государственное унитарное предприятие Федеральный научно-производственный центр "Производственное объединение "Старт" им. М.В. Проценко" (ФГУП ФНПЦ "ПО "СТАРТ" им. М.В. Проценко") (RU), заявка: 29.07.2013. Опубликовано: 10.11.2014. Бюл. №31.
Опора турбины низкого давления
Способ регулирования подачи топлива в газотурбинный двигатель
Связующее для изготовления керамических форм, используемых для литья по выплавляемым моделям жаропрочных сплавов, и способ получения связующего для изготовления керамических форм, используемых для литья по выплавляемым моделям жаропрочных сплавов
Связующее для изготовления керамических форм, используемых для равноосного литья по выплавляемым моделям жаропрочных сплавов
Способ защиты газотурбинного двигателя от многократных помпажей компрессора
Статор газовой турбины
Способ восстановления детали газотурбинного двигателя с тонкостенным элементом
Способ ремонта охлаждаемой лопатки из жаропрочного суперсплава турбины газотурбинного двигателя
Способ определения погасания камеры сгорания газотурбинного двигателя
Способ контроля системы охлаждения лопаток турбины газотурбинного двигателя
Способ получения литейных жаропрочных сплавов на никелевой основе
Способ получения чистого нанодисперсного порошка диоксида титана
Способ гидравлической закладки камер
Способ получения изделий из монокристаллических жаропрочных никелевых сплавов
Способ смачивания восковых моделей
Способ нанесения пироуглеродного покрытия на литейные керамические формы
Способ получения муллита
Способ переработки горячего технического пентаэритрито-формиатного маточного раствора
Способ очистки сточных вод от ионов аммония
Способ переработки отходов солевых растворов, содержащих смесь сульфатов и нитратов аммония и натрия

