Результат интеллектуальной деятельности: СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ПОРОШКОВОГО ЖАРОПРОЧНОГО СПЛАВА НА НИКЕЛЕВОЙ ОСНОВЕ
Вид РИД
Изобретение
Изобретение относится к сварке, а именно к способам соединения деталей из порошкового жаропрочного сплава на никелевой основе методом диффузионной сварки, и может быть использовано для изготовления тяжелонагруженных деталей, работающих при повышенных температурах в двигателях внутреннего сгорания, паровых и газовых турбин, реактивных двигателях, атомно-энергетических установках и т.д.
Аналогом данного изобретения является способ диффузионной сварки сложнолегированных жаропрочных никелевых сплавов (Казаков Н. Ф. Диффузионная сварка материалов. М.: «Машиностроение», 1976 г., 312 с.). Способ заключается в том, что диффузионную сварку проводят при температуре 1000°C, удельное давление сжатия 2 кг/мм2, с последующей выдержкой при 1200°C в течение 20 мин.
Недостатком этого способа является то, что за время сварки при указанной температуре (не более 20 мин) не успевает сформироваться прочное соединение. Прикладываемое удельное давление приводит к пластической деформации деталей >10%, что способствует укрупнению и росту зерен, а это снижение прочности сварного соединения. Медленное охлаждение после сварки также влечет за собой изменение микроструктуры - наблюдается рост зерна. Свойства, характеризующие пластичность, по сравнению со свойствами основного металла занижены. Сварное соединение имеет низкую прочность на разрыв.
Известен способ диффузионной сварки жаропрочного сплава на кобальтовой основе с керамикой на основе нитрида кремния (заявка Японии, МПК B23K 20/00, заявка №1-44434, опубликовано 27.09.89), по которому между сварными деталями помещают тонкую металлическую прослойку.
Конструкционные элементы нагревают до температуры плавления прослойки. Прослойку изготавливают из сплава, содержащего в качестве одного из компонентов железо, никель, кобальт, алюминий.
Известен способ диффузионной сварки (патент №2025241, МПК B23K 20/16, опубл. 30.12.1994 г.), согласно которому, по крайней мере, на поверхности одной из свариваемых деталей выполняют полость и заполняют ее защитно-активирующей средой в виде экзотермической смеси. Подготовленные к сварке детали сжимают, нагревают до температуры сварки с высокой скоростью, осуществляют изотермическую выдержку и после образования соединения детали охлаждают. Под действием температуры и давления происходит вытеснение защитно-активирующей среды из полости и ее подача на разогретые свариваемые поверхности, что приводит к получению качественного соединения за счет удаления окисных пленок и смятия микронеровностей поверхности. Однако защита свариваемых поверхностей от окисления оказывается недостаточной, приводит к снижению качества сварки.
Недостатком этого способа является то, что для двигателестроения, где предъявляются высокие требования к характеристикам сварных соединений, химическому составу и микроструктуре зоны сварки нагрев до температуры сварки с высокой скоростью недопустим, так как это значительно влияет на изменение микроструктуры, эксплуатационные и прочностные характеристики сварных деталей. На свариваемой детали выполнение полости значительно ограничивает конструкторские замыслы. Отсутствие последующей термической обработки после сварки не позволяет стабилизировать прочностные свойства соединений.
Задача, на решение которой направлено изобретение, заключается в разработке способа диффузионной сварки порошкового жаропрочного сплава на никелевой основе без промежуточных прослоек в вакууме с оптимальным подбором режимов сварки и последующей термической обработки. Это позволяет:
- исключить изменения в структуре свариваемого материала;
- минимизировать пластическую деформацию детали;
- обеспечить необходимую стабильную прочность соединения.
Указанный технический результат достигается тем, что в предлагаемом способе диффузионной сварки порошковых жаропрочных сплавов на никелевой основе, включающем сборку элементов под сварку, вакуумирование, нагрев до температуры сварки, приложение сварочного усилия, выдержку и охлаждение, нагрев осуществляют со скоростью, не превышающей 30°C/мин, до температуры, не превышающей температуру сольвуса сплава на 10°C, при достижении температуры сварки прикладывают сварочное усилие, обеспечивающее пластическую деформацию свариваемых деталей, не превышающую 5%, снимают сварочное усилие и выдерживают при температуре сварки в течение 1,5-2 часов, после чего проводят ступенчатое охлаждение, обеспечивающее выделение упрочняющих частиц, стабилизацию структуры сплава. К свариваемым элементам прикладывают сварочное усилие, составляющее 1,5-2,5 кг/мм2. Охлаждение осуществляют ступенчато: сначала со скоростью не ниже 50°C/мин до температуры 800°C с выдержкой при этой температуре в течение 8 час, затем до температуры 700°C со скоростью 25-30°C/мин с выдержкой при этой температуре в течение 8 часов, охлаждение до комнатной температуры со скоростью не более 30°C/мин.
Экспериментально установлено, что при удельном давлении 1,5-2,5 кг/мм2 пластическая деформация свариваемых деталей не превышает 5%, что указывает на то, что происходит лишь деформация микровыступов на свариваемых поверхностях. А это, в свою очередь, не приводит к структурным изменениям в сплаве, что положительно влияет на прочность сварного соединения. Кроме того, для повышения технологических характеристик после снятия сварочного усилия проводят выдержку в течение 1,5-2 часов при этой же температуре. Затем охлаждают до температуры 800°C со скоростью не ниже 50°C/мин, выдерживают 8 часов, охлаждают до 700°C со скоростью 25-30°C/мин, выдерживают 8 часов и охлаждают до комнатной температуры со скоростью не более 30°C/мин.
Сущность предлагаемого изобретения заключается в том, что выбранный режим, включающий диффузионную сварку и последующую термообработку, позволяет активизировать диффузионные процессы, протекающие в зоне контакта. А выбранная скорость охлаждения и ступенчатое термическое воздействие способствуют выделению упрочняющих частиц, стабилизации структуры сплава, что обеспечивает высокий уровень прочности и неизменность микроструктуры материала. Все это увеличивает ресурс и надежность сварной конструкции, работающей в условиях жесткого нагружения.
Пример 1. Были изготовлены детали из сплава ВВ751П с размерами 17×40 каждая. Детали под сварку собирались торцевыми поверхностями и помещались в диффузионную установку. Рабочую камеру установки вакуумировали, нагревали до температуры сварки, не превышающей температуру сольвуса сплава на 10°C Tсв=1100°C. Нагрев осуществляли со скоростью, не превышающей 30°C/мин. При достижении сварочной температуры к элементам прикладывали сварочное усилие 2 кг/мм2 в течение 2 часов. По истечении времени сварочное усилие снималось и элементы выдерживали при температуре сварки в течение 2 часов, после чего производилось ступенчатое охлаждение сначала со скоростью не ниже 50°C/мин до температуры 800°C с выдержкой при этой температуре в течение 8 час, затем до температуры 700°C со скоростью 25-30°C/мин с выдержкой при этой температуре в течение 8 часов, охлаждение до комнатной температуры со скоростью не более 30°C/мин.
Пример 2. Были изготовлены детали из сплава ВВ751П с размерами 17×40 каждая. Детали присоединялись торцевыми поверхностями и помещались в диффузионную установку где производилось вакуумирование, нагрев до температуры сварки не превышающей температуру сольвуса сплава на 10°C Tсв=1050°C, нагрев осуществляли со скоростью, не превышающей 30°C/мин. При достижении сварочной температуры к элементам прикладывали сварочное усилие 1,5 кг/мм2 в течение 1,5 часов. Снималось сварочное усилие и элементы выдерживали при температуре сварки в течение 2 часов, после чего производилось ступенчатое охлаждение сначала со скоростью не ниже 50°C/мин до температуры 800°C с выдержкой при этой температуре в течение 8 час, затем до температуры 700°C со скоростью 25-30°C/мин с выдержкой при этой температуре в течение 8 часов, охлаждение до комнатной температуры со скоростью не более 30°C/мин.
Пример 3. Были изготовлены детали из сплава ВВ751П с размерами 17×40 каждая. Детали присоединялись торцевыми поверхностями и помещались в диффузионную установку где производилось вакуумирование, нагрев до температуры сварки не превышающей температуру сольвуса сплава на 10°C Tсв=1070°C, нагрев осуществляли со скоростью, не превышающей 30°C/мин. При достижении сварочной температуры к элементам прикладывали сварочное усилие 2 кг/мм2 в течение 2 часов. Снималось сварочное усилие и элементы выдерживали при температуре сварки в течение 2 часов, после чего производилось ступенчатое охлаждение сначала со скоростью не ниже 50°C/мин до температуры 800°C с выдержкой при этой температуре в течение 8 час, затем до температуры 700°C со скоростью 25-30°C/мин с выдержкой при этой температуре в течение 8 часов, охлаждение до комнатной температуры со скоростью не более 30°C/мин.
Результаты испытаний механических свойств деталей из ВВ751П при температуре 20°C и рабочей температуре 650°C по стандартным методикам испытания представлены в таблице.
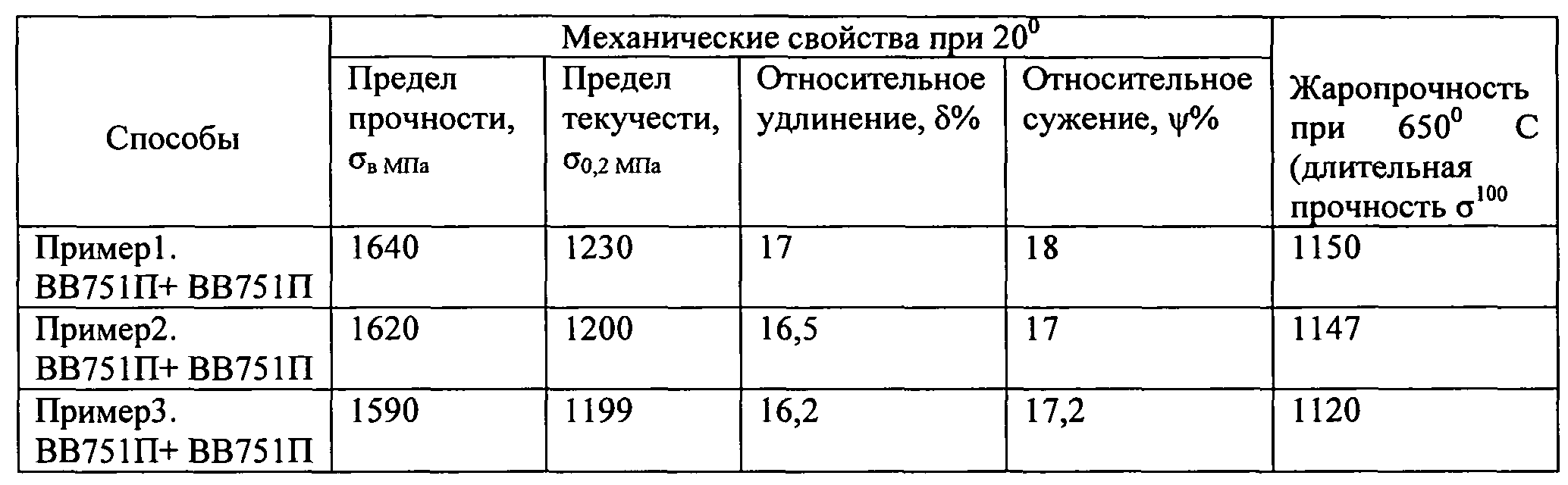
Таким образом, предлагаемый способ обеспечивает на деталях при рабочей температуре 650°C получение жаропрочности гораздо выше по сравнению с прототипом и более высокий уровень прочности, сохранение высокой пластичности. Сварные соединения имеют механические свойства, равноценные основному металлу.
В результате применения предлагаемый способ сварки деталей из порошкового жаропрочного сплава на никелевой основе методом диффузионной сварки позволяет значительно повысить их ресурс и надежность. Кроме того, возможность получения сварных соединений из таких сплавов может привести к изменению конструкций двигателей, уменьшению их массы.
Коллиматорный авиационный индикатор
Бортовая цифровая вычислительная машина комплексов управления и навигации летательных аппаратов
Прицельная система летательного аппарата
Система управления и индикации летательного аппарата
Модуль электронный
Способ диффузионной сварки керамоматричного композита с металлами
Инструмент для сварки трением с перемешиванием
Устройство диффузионной сварки
Способ диффузионной сварки жаропрочного никелевого сплава
Электрод для контактной сварки
Способ диффузионной сварки
Способ соединения стекла с молибденовым сплавом
Способ герметизации мембран из сплавов палладия с рзм в конструкции фильтрующих элементов для глубокой очистки водорода методом контактной сварки

