Результат интеллектуальной деятельности: Способ диффузионной сварки жаропрочного никелевого сплава
Вид РИД
Изобретение
Изобретение относится к сварке, а именно к способам соединения деталей из жаропрочного никелевого сплава методом диффузионной сварки и может быть использовано для изготовления тяжелонагруженных деталей, работающих при повышенных температурах в двигателях внутреннего сгорания, паровых и газовых турбин, реактивных двигателях, атомно-энергетических установках и т.д.
Аналогом данного изобретения является способ диффузионной сварки сложнолегированных жаропрочных никелевых сплавов (Казаков Н.Ф. Диффузионная сварка материалов. М., «Машиностроение», 1976 г. 312 с.). Способ заключается в том, что диффузионную сварку проводят при температуре 1000°С, удельное давление сжатия 2 кг/мм2, с последующей выдержкой при 1200°С в течение 20 мин.
Недостатком этого способа является, то что за время сварки при указанной температуре (не более 20 мин) не успевает сформироваться прочное соединение. Прикладываемое удельное давление приводит к пластической деформации деталей >10%, что способствует укрупнению и росту зерен, а это снижение прочности сварного соединения. Медленное охлаждение после сварки также влечет за собой изменение микроструктуры - наблюдается рост зерна. Свойства, характеризующие пластичность, по сравнению со свойствами основного металла занижены. Сварное соединение имеет низкую прочность на разрыв.
Задача, на решение которой направлено изобретение, заключается в разработке способа диффузионной сварки жаропрочного никелевого сплава без промежуточных прослоек и с промежуточными прослойками в вакууме с оптимальным подбором режимов сварки, с предварительной и последующей термической обработкой. Это позволяет:
- минимизировать пластическую деформацию детали, тем самым исключить изменения в структуре свариваемого материала;
- обеспечить необходимую стабильную прочность соединения;
Указанный технический результат достигается тем, что в предлагаемом способе диффузионной сварки жаропрочного никелевого сплава, включающем в себя сборку элементов под сварку, закалку, вакуумирование, нагрев до температуры сварки 0,8-0,9 от температуры растворения упрочняющей γ'-фазы свариваемого материала, приложение сварочного давления не более 2 кг/мм2, выдержку до 40 мин., после чего полученную сварную конструкцию подвергают старению.
Экспериментально установлено, что при удельном давлении 1,5-2 кг/мм2 пластическая деформация свариваемых деталей не превышает 5%, что указывает на то, что происходит лишь деформация микровыступов на свариваемых поверхностях. А это, в свою очередь, не приводит к структурным изменениям в сплаве, что положительно влияет на прочность сварного соединения. Выбранная температура сварки 0,8-0,9 от температуры растворения упрочняющей γ'-фазы свариваемого материала обеспечивает высокую скорость протекания диффузионных процессов. Кроме того, при термообработке происходит кардинальное изменение размера зерен матрицы, морфологии границы зерна, частиц упрочняющих фаз. Регулируя эти процессы, можно добиться существенного повышения свойств в комплексе. Перед закалкой для повышения однородности структуры сплава можно использовать дополнительно предварительный отжиг. Режим закалки выбирается в зависимости от динамики процессов рекристаллизации и с учетом выравнивания неоднородности химического состава, в том числе для растворения избыточных фаз. Наиболее часто температура старения выбирается из области начала растворения γ'-фазы, а последующей ступени - близкой к максимальной рабочей температуре детали.
Сущность предлагаемого изобретения заключается в том, что выбранный режим, включающий предварительную термическую обработку, диффузионную сварку и последующую термообработку, позволяет активизировать диффузионные процессы, протекающие в зоне контакта. Предварительное термическое воздействие способствует выделению упрочняющих частиц, стабилизации структуры сплава, повышению его пластичности, что обеспечивает высокий уровень прочности сварного соединения и неизменность микроструктуры материала. Все это увеличивает ресурс и надежность сварной конструкции, работающей в условиях жесткого нагружения.
Эксперименты производили на образцах из сплава ВЖ175, имеющего температуру полного растворения γ'-фазы 1185°С. Детали под сварку собирали торцевыми поверхностями и помещали в диффузионную установку.
Пример 1. Образцы нагревали до температуры сварки 0,8 от температуры растворения упрочняющей γ'-фазы свариваемого сплава, а это Т=950°С. При достижении сварочной температуры к элементам прикладывали сварочное усилие 2 кг/мм2 в течение 40 минут. По истечении времени сварочное усилие снимали и производили охлаждение.
Пример 2. Предварительно детали подвергали закалке при температуре 1000-1180°С, после чего детали нагревали до температуры сварки 0,8 от температуры растворения упрочняющей γ'-фазы свариваемого сплава (Т=950°С). При достижении сварочной температуры к элементам прикладывали сварочное усилие 2 кг/мм2 в течение 40 минут. По истечении времени сварочное усилие снимали и производили охлаждение.
Пример 3. Предварительно детали подвергались закалке при температуре 1000-1180°С, после чего детали нагревали до температуры сварки 0,8 от температуры растворения упрочняющей γ'-фазы свариваемого сплава (Т=950°С). При достижении сварочной температуры к элементам прикладывали сварочное усилие 2 кг/мм2 в течение 40 минут, охлаждали полученную сварную конструкцию подвергали старению при температуре 750-800°С.
Результаты испытаний механических свойств деталей из ВЖ175, сваренных методом диффузионной сваркой с применением термической обработки и без применения термической обработки, при температуре 20°С и рабочей температуре 650°С (по стандартным методикам испытания), представлены в таблице.
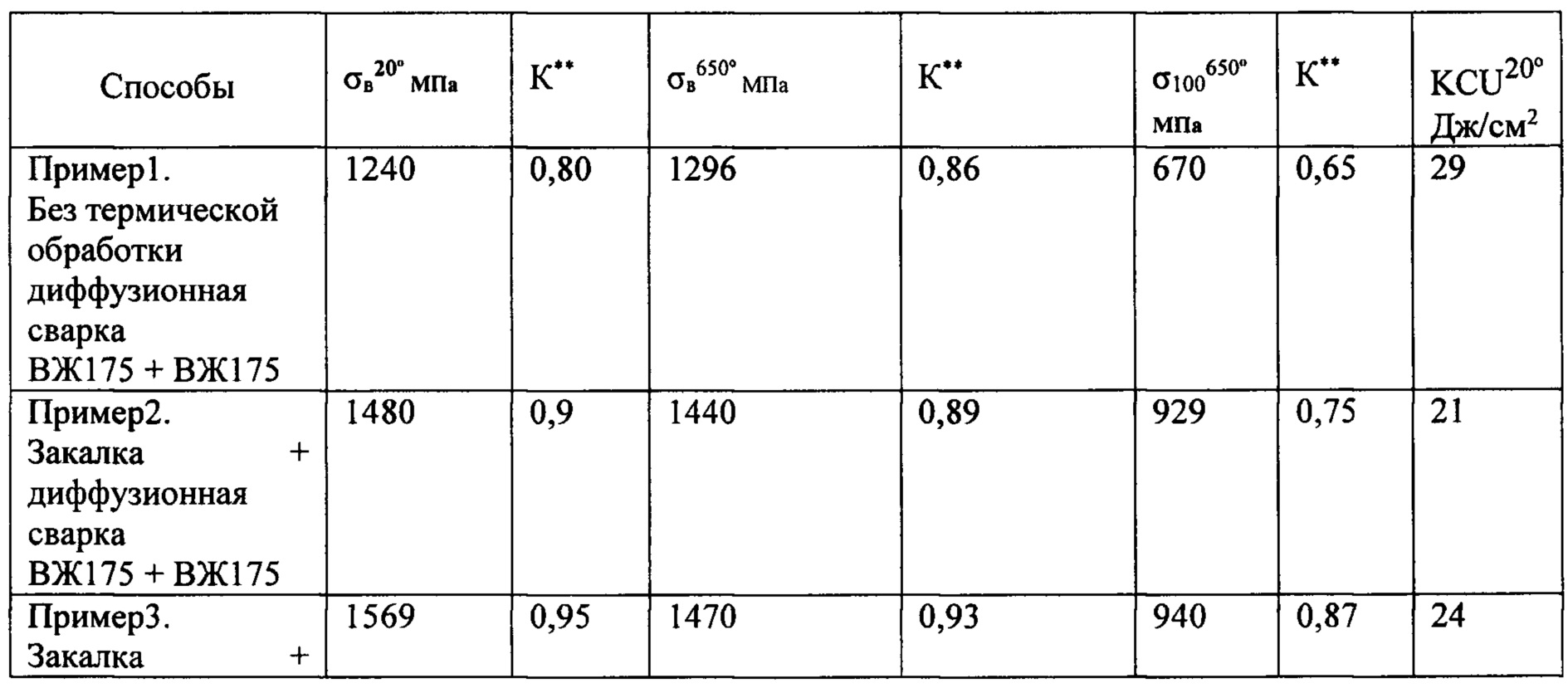

** Коэффициент ослабления сваркой К=σв.св/σв
Таким образом, предлагаемый способ обеспечивает на деталях при рабочей температуре 650°С получение жаропрочности гораздо выше по сравнению с прототипом и более высокий уровень прочности с сохранением высокой пластичности.
В результате применения предлагаемый способ сварки деталей из жаропрочного никелевого сплава методом диффузионной сварки позволяет значительно повысить их ресурс и надежность. Кроме того, возможность получения сварных соединений из таких сплавов может привести к изменению конструкций двигателей, уменьшению их массы.
Способ диффузионной сварки деталей из жаропрочного никелевого сплава, содержащего свыше 20% -фазы, включающий сборку элементов под сварку, нагрев до температуры сварки с приложением сварочного давления и выдержку, отличающийся тем, что предварительно свариваемые элементы подвергают закалке, диффузионную сварку осуществляют при температуре 0,8-0,9 от температуры растворения упрочняющей -фазы, сварочном давлении не более 2 кгс/мм и выдержке до 40 мин, после чего полученную сварную конструкцию подвергают старению.
Электрод для контактной сварки
Способ диффузионной сварки
Способ диффузионной сварки порошкового жаропрочного сплава на никелевой основе
Способ диффузионной сварки ситалла с металлами
Способ контактной точечной сварки меди и медных сплавов
Способ диффузионной сварки литейного жаропрочного сплава на никелевой основе
Способ диффузионной сварки
Способ диффузионной сварки керамоматричного композита с металлами
Инструмент для сварки трением с перемешиванием
Устройство диффузионной сварки
Электрод для контактной сварки
Способ диффузионной сварки

