Результат интеллектуальной деятельности: ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ
Вид РИД
Изобретение
Изобретение относится к области сварочного производства, а именно к вращающимся инструментам для сварки трением с перемешиванием.
Изобретение может быть использовано в различных отраслях машиностроения для сварки различных металлов, типовых соединений и толщин в диапазоне от 2 мм до 75 мм при изготовлении конструкций типа тел вращения - обечаек, баков, каркасно-модульных конструкций.
Наиболее близким к заявленному является инструмент для сварки трением с перемешиванием по патенту РФ №2126738, кл. В23К 20/12, от 27.02.1999, принимаемый в качестве прототипа. Известный инструмент состоит из цилиндрического корпуса, верхняя часть которого соединена с источником энергии для обеспечения его вращения, а на нижнем торце выполнен опорный бурт с вогнутой рабочей поверхностью, на которой закреплен палец с резьбообразной конфигурацией его рабочей поверхности.
Недостатками прототипа являются:
1. Ослабление конструкции инструмента в месте крепления пальца, а следовательно, и снижение рабочего ресурса инструмента в целом.
2. Снижение рабочего ресурса сменного пальца за счет его утонения в месте крепления к телу инструмента.
Техническим результатом изобретения является создание инструмента, конструкция которого обеспечит повышенный рабочий ресурс, получение сварных соединений, обладающих прочностью на уровне основного металла.
Технический результат достигается тем, что выполненный в виде сплошного стержня, верхняя часть которого предназначена для закрепления в приводе вращения, а рабочая часть выполнена с опорным буртом, имеющим вогнутую рабочую поверхность, и снабжена рабочим стержнем в форме усеченного конуса, на боковой поверхности которого выполнены рельефные канавки, при этом вогнутая рабочая поверхность опорного бурта имеет форму усеченного конуса, кромки опорного бурта расположены в плоскости, отклоненной от нормали к оси вращения инструмента на угол α, зависящий от типа и толщины свариваемых деталей, рабочая поверхность опорного бурта наклонена относительно упомянутой плоскости опорного бурта на угол γ, а ось симметрии рабочей поверхности опорного бурта наклонена к оси вращения инструмента на угол γ', при этом углы γ и γ' в зависимости от типа и толщины свариваемых деталей составляют от 5 до 15 градусов.
Сущность изобретения поясняется чертежами фиг. 1 и фиг. 2, на которых изображены:
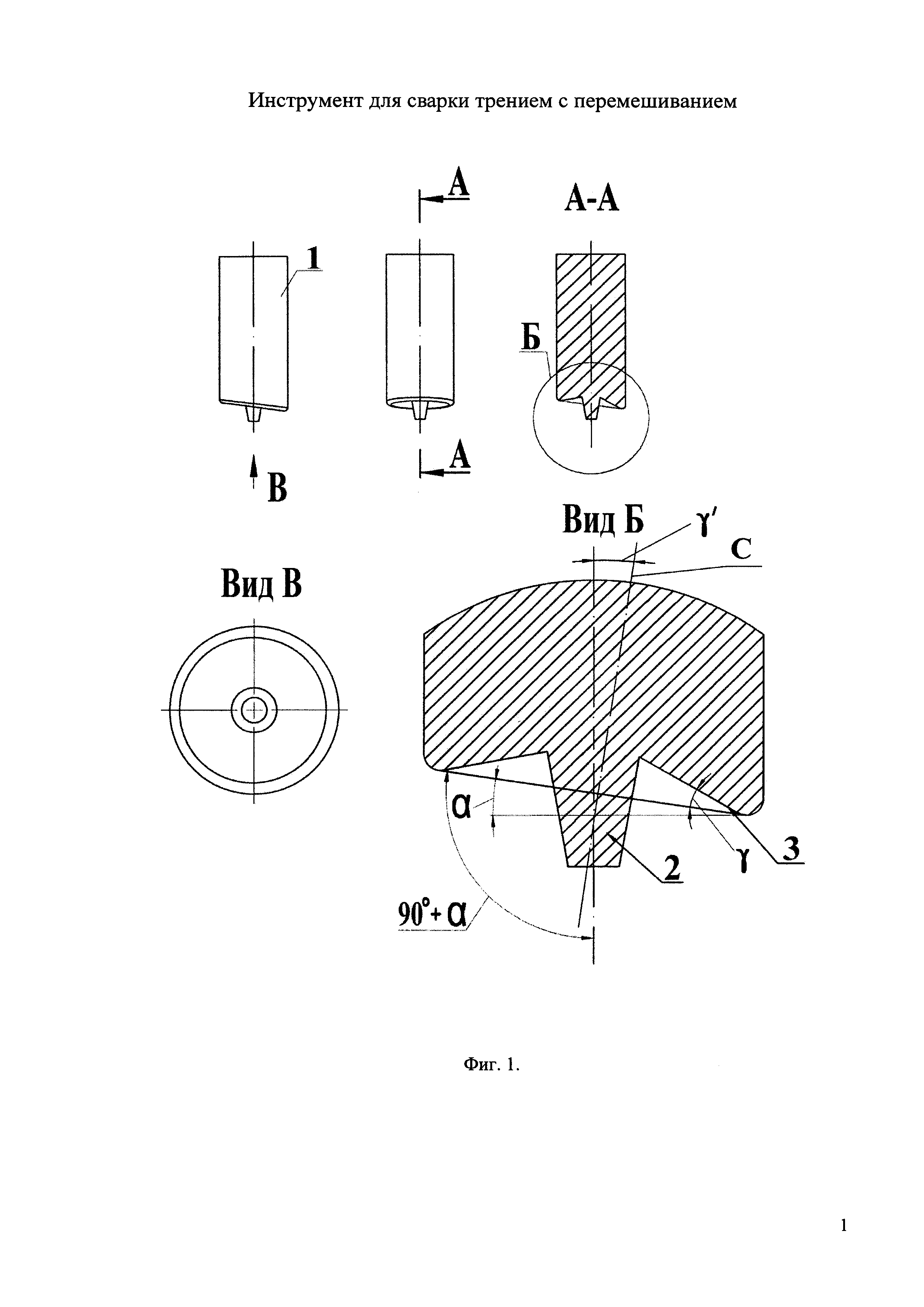
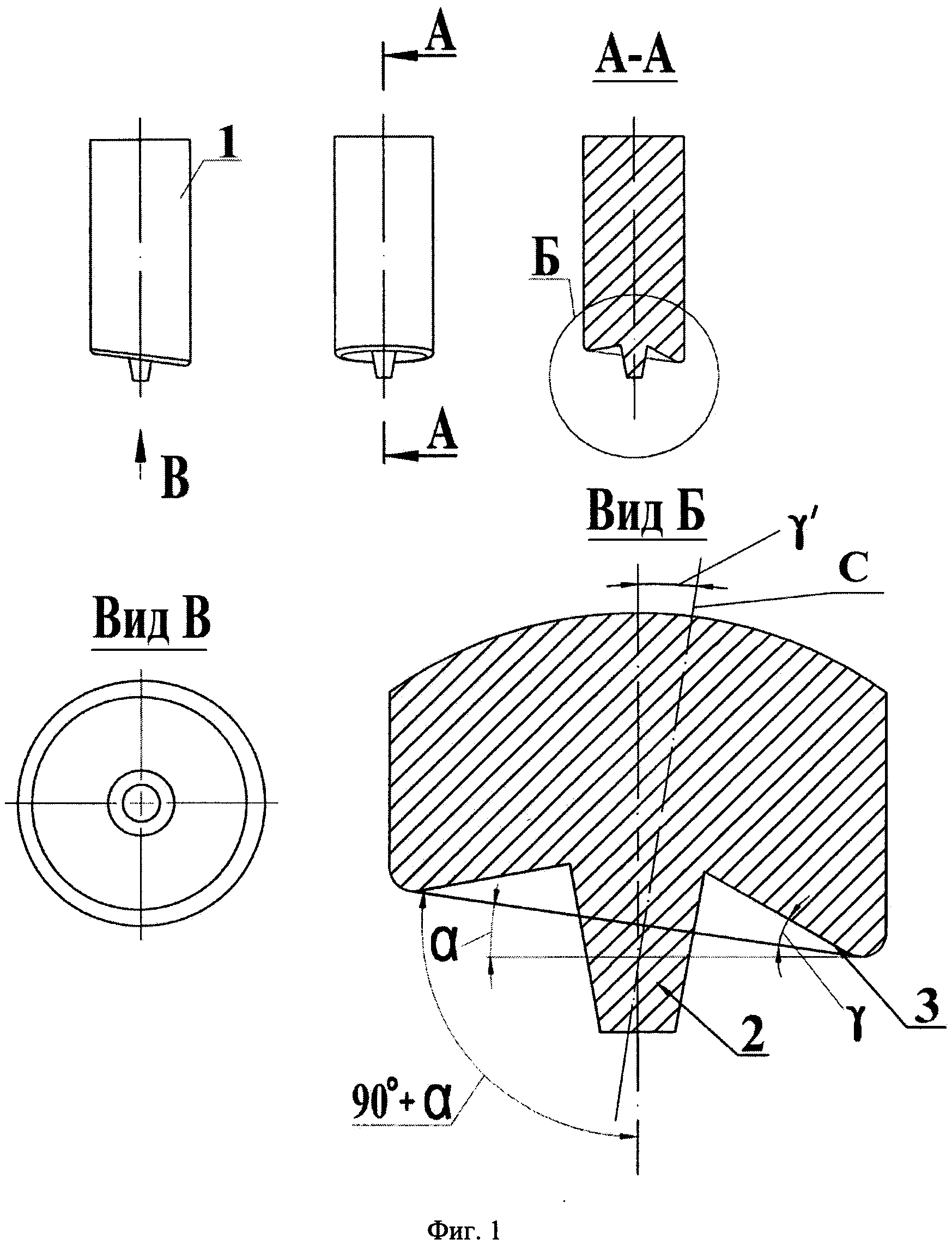
фиг. 1 - инструмент для сварки трением с перемешиванием:
1 - инструмент для сварки трением с перемешиванием;
2 - рабочий стержень;
3 - рабочая поверхность опорного бурта;
с - ось симметрии рабочей поверхности опорного бурта;
α - угол наклона плоскости опорного бурта к нормали оси инструмента;
γ - угол наклона рабочей поверхности опорного бурта к плоскости опорного бурта;
γ' - угол наклона оси симметрии рабочей поверхности к оси вращения инструмента.
фиг. 2 - схема процесса сварки:
1 - инструмент для сварки трением с перемешиванием;
2 - рабочий стержень;
3 - рабочая поверхность опорного бурта;
4 - зона избыточного давления вблизи рабочей поверхности опорного бурта;
5 - свариваемые заготовки;
6 - сварной шов;
α - угол наклона плоскости опорного бурта к нормали оси инструмента;
β - угол наклона оси инструмента к свариваемым деталям;
a, b - глубина внедрения кромок бурта в свариваемые детали;
S - направление сварки;
ω - направление вращения сварочного инструмента.
Инструмент 1 (фиг. 1 представляет собой сплошной стержень постоянного поперечного сечения, выполненный из быстрорежущей стали и закрепленный верхним концом в приводе вращения. На рабочей части выполнен опорный бурт с вогнутой рабочей поверхностью 3 (фиг. 1) в форме усеченного конуса, расширяющегося в сторону рабочей части опорного бурта; рабочая поверхность опорного бурта наклонена на угол γ относительно плоскости опорного бурта, и рабочий стержень 2 (фиг. 1), выполненный в форме усеченного конуса, расширяющегося в сторону нерабочей части инструмента. На боковой поверхности рабочего стержня может быть выполнен различный рельеф, в том числе направляющие канавки, для улучшения перемешивания, течения пластифицированного материала и разрушения оксидных пленок. Опорный бурт находится в плоскости, лежащей под углом α к нормали оси вращения инструмента.
Значение угла α находится в диапазоне от 1° до 15° в зависимости от типа и толщины свариваемых деталей. Ось симметрии рабочей поверхности опорного бурта наклонена под углом γ' к оси вращения инструмента, а рабочая поверхность опорного бурта наклонена к плоскости опорного бурта под углом γ. Значения углов γ иγ' находятся в диапазоне от 5° до 15° в зависимости от типа и толщины свариваемых деталей. Благодаря тому, что инструмент изготовлен без сменных рабочих стержней и внутренних полостей (отсутствие резких изменений сечения инструмента и мест крепления сменных рабочих стержней, как концентраторов напряжений), геометрии опорного бурта и рабочего стержня (форма усеченного конуса рабочего стержня и наличие разности высот заглубления кромок a, b опорного бурта (фиг. 2)), даже при изменении размеров рабочей части инструмента вследствие износа будет сохраняться увеличенное значение проковочного усилия за счет наличия зоны избыточного давления 4 (фиг. 2), тем самым обеспечивая повышение качества сварного шва, улучшенное течение и перемешивание пластифицированного металла даже при изменении размеров рабочего стержня. Диапазон толщин свариваемых деталей лежит в пределах от 2 мм до 75 мм.
Был изготовлен инструмент из быстрорежущей стали Р6М5 для сварки заготовок в стык соединения из алюминиевого сплава АМг6 толщиной 4 мм. Параметры инструмента α=4°, β=2°, γ=7°, γ'=8°, параметры режимов сварки: вращение инструмента - 355 и 500 об/мин, подача инструмента - 40 и 56 мм/мин. По результатам прочностных испытаний было отмечено повышение твердости и прочности металла шва по сравнению с основным металлом на 10-15%. Для основного металла составили 60-68 единиц твердости, предел прочности σв=192 МПа-217 МПа и для металла сварного шва 70-78 единиц твердости, предел прочности σв=224 МПа-249 МПа соответственно. При испытании сварных образцов на изгиб при угле в 180° трещин в металле сварного шва обнаружено не было. По результатам испытаний сварных образцов можно сделать вывод о получении качественного сварного соединения, по своим свойствам, не уступающим основному металлу.
Выполненный таким образом инструмент имеет повышенный рабочий ресурс, благодаря конструкции его рабочей части повышается качество шва за счет улучшения течения и перемешивания пластифицированного металла, создания дополнительного проковочного усилия.
Инструмент для сварки трением с перемешиванием, выполненный в виде стержня, верхняя часть которого предназначена для закрепления в приводе вращения, а рабочая часть выполнена с опорным буртом, имеющим вогнутую рабочую поверхность, и снабжена рабочим стержнем в форме усеченного конуса, на боковой поверхности которого выполнены рельефные канавки, отличающийся тем, что он выполнен сплошным, вогнутая рабочая поверхность опорного бурта имеет форму усеченного конуса, при этом кромки опорного бурта расположены в плоскости, отклоненной от нормали к оси вращения инструмента на угол α, составляющий в зависимости от типа и толщины свариваемых деталей от 1 до 15 градусов, рабочая поверхность опорного бурта наклонена относительно упомянутой плоскости опорного бурта на угол γ, а ось симметрии рабочей поверхности опорного бурта наклонена к оси вращения инструмента на угол γ', при этом углы γ и γ' в зависимости от типа и толщины свариваемых деталей составляют от 5 до 15 градусов.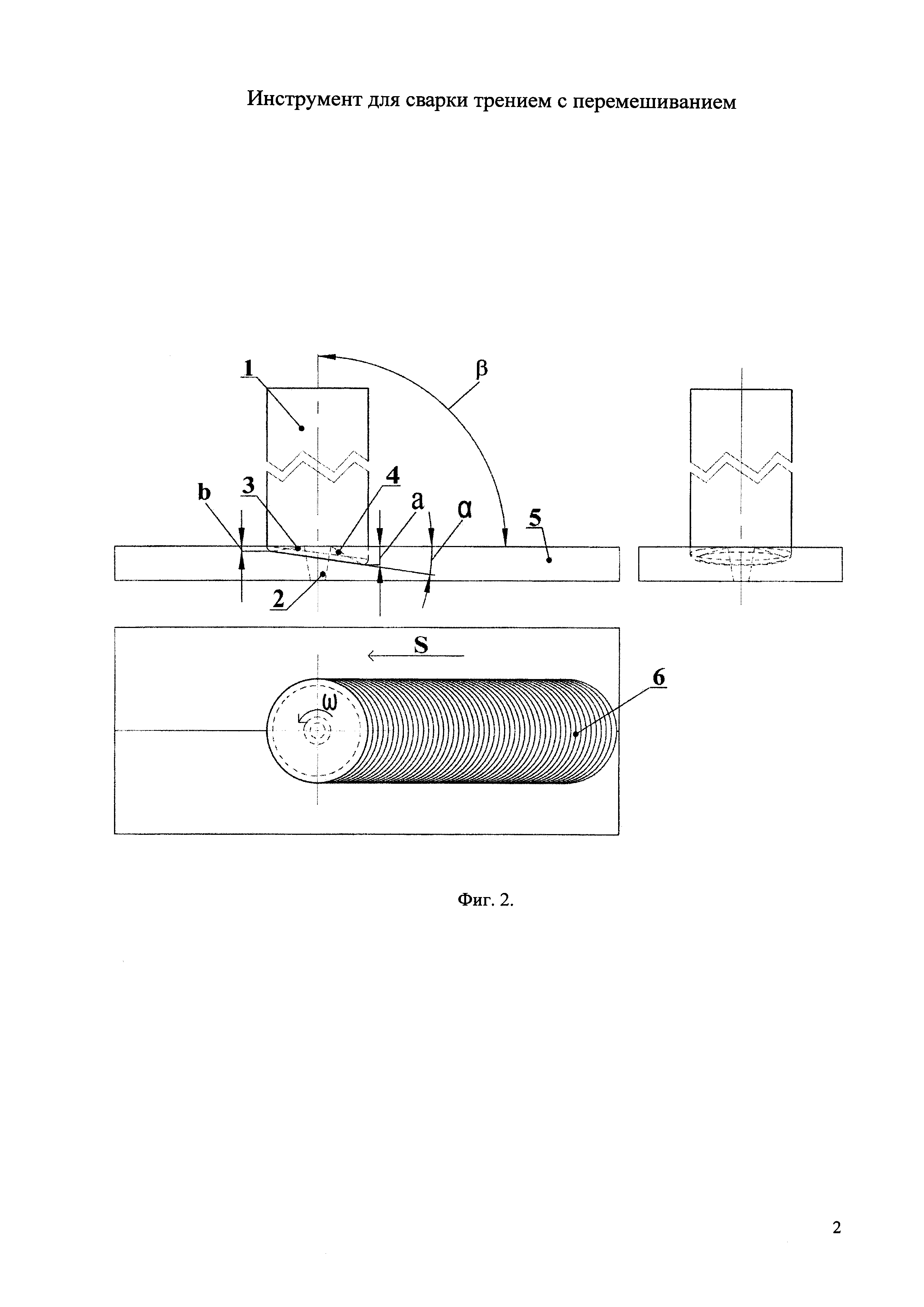
Устройство для сварки трением длинномерных деталей
Способ получения в деталях внутренних прямолинейных и криволинейных каналов
Импрегнированная алмазная буровая коронка
Способ изготовления штифта инструмента для перемешивающей сварки трением
Способ диффузионной сварки порошкового жаропрочного сплава на никелевой основе
Способ диффузионной сварки ситалла с металлами
Способ контактной точечной сварки меди и медных сплавов
Способ диффузионной сварки литейного жаропрочного сплава на никелевой основе
Способ диффузионной сварки
Способ диффузионной сварки керамоматричного композита с металлами
Устройство для сварки трением длинномерных деталей
Импрегнированная алмазная буровая коронка
Способ изготовления штифта инструмента для перемешивающей сварки трением
Способ диффузионной сварки порошкового жаропрочного сплава на никелевой основе
Способ диффузионной сварки ситалла с металлами
Способ контактной точечной сварки меди и медных сплавов
Способ диффузионной сварки литейного жаропрочного сплава на никелевой основе
Способ диффузионной сварки
Способ диффузионной сварки керамоматричного композита с металлами
Способ определения температурных характеристик трёхкомпонентного магнитометра и устройство для его осуществления

