Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано в металлургической промышленности при производстве полуфабрикатов из слоистых композиционных материалов «алюминий-сталь» расширенного сортамента по составу исходных материалов, толщине и соотношению толщин слоев, предназначенных для соединения сваркой плавлением надстроечных алюминиевых конструкций со стальным корпусом.
Известен способ получения слоистых композиций на основе алюминиевых сплавов и стали с применением промежуточного слоя из алюминия, который наносится прокаткой на исходные заготовки или помещается между основными слоями пакета (В.К. Король, М.С. Гильденгорн. Основы технологии производства многослойных металлов. М.: Металлургия. - 1970. 236 С).
Из-за наличия на поверхности алюминия окисной пленки Al2O3 процесс соединения слоев требует больших обжатий, поэтому сортамент получения полуфабрикатов «алюминий-сталь» по толщине и соотношению толщин слоев ограничен.
Известен способ прокатки конструкционных биметаллов без деформации стальной основы (Засуха П.Ф. и др. Биметаллический прокат. М., 1971. С.184-189 - аналог), включающий нагрев заготовок из алюминиевых сплавов, предварительно плакированных слоем чистого алюминия, до температуры их горячей прокатки, формирование пакета с использованием холодных или нагретых полос, прокатку пакета за один проход с обжатием 65-80% и термическую обработку.
Недостатком этого способа является отсутствие оптимальной технологии подготовки контактных поверхностей соединяемых материалов, что приводит к снижению стабильности качества сцепления слоев биметалла и, как следствие, к возможному недопустимому снижению прочностных свойств соединения.
Известен способ получения биметаллов на основе стали и алюминиевых сплавов с промежуточной прослойкой из технически чистого алюминия, включающий подготовку соединяемых поверхностей, нагрев алюминиевых заготовок до температуры их горячей обработки, сборку пакета и совместную прокатку стали и алюминия без деформации стального слоя с последующей термической обработкой биметаллической заготовки (Патент РФ №2061083 от 27.05.1996 г. - аналог). Этот способ также не может быть реализован в случае несоблюдения технических требований к подготавливаемой под прокатку контактной поверхности стальной заготовки и условий для их осуществления, результатом чего будет являться недопустимое снижение прочности сцепления слоев биметалла на отрыв и на срез.
Известен способ получения прокаткой слоистого композиционного материала (СКМ) на алюминиевой основе с использованием промежуточной прослойки из технически чистого алюминия, толщина которой выбирается из условия оптимального контактного взаимодействия слоев и составляет 2-6% от толщины наружного слоя из алюминиевого сплава (Патент РФ №1801072 от 19.03.91 г. - аналог). Предложенная композиция обеспечивает повышение механических свойств работоспособности слоистого материала на алюминиевой основе в сварных судостроительных конструкциях.
Недостатком изобретения являются ограниченные возможности получения полуфабрикатов расширенного сортамента по составу исходных материалов, толщине и соотношению толщин слоев, так как не установлены соотношения механических свойств исходных материалов, входящих в состав композиции, при которых реализуется эффект контактного упрочнения, зависящий не только от механической податливости прослойки, но и от условий совместного деформирования слоев композиционного материала.
Известен способ получения биметаллов на основе алюминиевых сплавов в сочетании с медью, титаном или сталью 12ХН10Т расширенного сортамента (Патент РФ №2268124 от 20.01.2006 г. - прототип), при котором алюминиевую прослойку с односторонним плакирующим слоем перед сборкой пакета предварительно наносят прокаткой на заготовку из стали, титана или меди с расположением легкоплавкого слоя наружу. Подготовку контактных поверхностей осуществляют обезжириванием и зачисткой. Заготовки из алюминия или его сплавов перед сборкой пакета предварительно нагревают до температуры, равной (0,68-0,76) температуры плавления алюминия, а плакированные заготовки из стали, меди, титана предварительно подогревают до 200-300°C. Собранные пакеты деформируют осадкой с высотным обжатием (10-30)% при скорости деформации (0,005-0,75) сек-1 и длительности контакта слоев не менее 5 сек. В процессе деформации пакета легкоплавкое покрытие расплавляется, резко снижаются силы межслойного трения и развивается контактная деформация со стороны алюминиевых заготовок, в результате чего разрушается окисная пленка на алюминии и в контакт входят слои, свободные от окислов. В указанном способе расширение сортамента по толщине и соотношению толщин слоев полуфабрикатов может быть достигнуто применением слоистых катаных прослоек на основе алюминия с односторонней или двусторонней плакировкой легкоплавким металлом и сочетанием процессов прокатки и осадки пакетов из разнородных металлов.
Способ получения двух- и трехслойных сочетаний материалов с различными механическими свойствами широкого размерного сортамента по толщине, соотношению толщин слоев и их расположению, условно обозначенными как (М-Т), (Т-М-Т) и (М-Т-М), где Т - слой стали, М - слой алюминия, не содержит выявленных признаков по оптимальному соотношению прочностных характеристик и толщин сплавов, входящих в состав композиции, которые будут определять работоспособность слоистого материала.
Недостатками известного способа является невысокая прочность сцепления слоев СКМ (менее 60-70 МПа) из-за использования утолщенной от 0,5 до 3,0 мм алюминиевой прослойки, а также пониженная усталостная прочность.
Техническим результатом предлагаемого изобретения является разработка способа получения слоистого композиционного материала на основе алюминиевых сплавов и низколегированной стали, обладающего более высоким уровнем прочности сцепления слоев биметалла, а также более высоким уровнем усталостной прочности.
Указанный технический результат достигается тем, что в предлагаемом способе получения слоистого композиционного материала на основе алюминиевых сплавов и низколегированной стали, содержащим зачистку контактных поверхностей заготовок из стали и алюминия механическим способом, предварительную плакировку алюминиевого сплава слоем из технически чистого алюминия, нагрев алюминиевой заготовки до температуры, равной (0,65-0,75) температуры плавления алюминия, сборку пакета, состоящего из холодной стальной и нагретой алюминиевой заготовок, совместную прокатку пакета за один проход с обжатием 65-70% и последующую термическую обработку, согласно изобретению, заготовки из алюминиевого сплава и низколегированной стали используют с соотношением пределов текучести от 0,3 до 0,7 и отношением толщин от 0,5 до 4,0 соответственно, прослойку из технически чистого алюминия, размещаемую между слоями, берут толщиной 2,0-8,0% от толщины алюминиевой заготовки, перед сборкой пакета контактную поверхность стальной заготовки подвергают пластической обработке с формированием слоя металла, имеющего зерно размером в 5-10 раз мельче исходного на глубину, равную (0,05-0,1)% толщины промежуточного слоя.
Известно, что рабочие характеристики СКМ при статическом, усталостном и ударном нагружении в существенной мере определяются неоднородностью свойств исходных материалов, входящих в композицию, т.е. зависят от соотношений их свойств и геометрических размеров макроструктуры входящих компонентов. Более чем двукратное различие пределов текучести материалов стального слоя и алюминиевого сплава приводит к тому, что при номинальном рабочем напряжении выше предела текучести алюминиевого сплава основную часть нагрузки воспринимает стальной слой, работающей в упругой области и разгружающий алюминиевый слой.
Выбор соотношения пределов текучести алюминиевых сплавов и низколегированной стали в диапазоне от 0,3 до 0,7 обусловлен тем, что при этих значениях реализуются максимальные характеристики работоспособности слоистого композиционного материала на их основе, в том числе прочность сцепления слоев на отрыв, статическая и усталостная прочность при растяжении.
При соотношении толщин более 4 снижаются прочностные свойства материала без компенсации работоспособности; при соотношении, меньшем 0,4, снижается технологичность материала при его переделе и сварке.
Толщина промежуточного слоя из технически чистого алюминия выбирается в пределах от 2 до 8% от толщины алюминиевой заготовки. При толщине промежуточного слоя больше 8% при прокатке формируется утолщенная прослойка, в которой, в связи с отсутствием эффекта контактного упрочнения, будут инициироваться при нагружении слоистого материала очаги преждевременного разрушения. При толщине промежуточного слоя менее 2% формирующаяся при прокатке толщина прослойки будет меньше суммарной глубины проникновения в нее диффундирующих из соседних сплавов атомов легирующих элементов, определяющих ширину диффузионной зоны, что приведет к снижению уровня прочностных свойств основного слоистого материала и его сварных соединений.
Кроме того, контактную поверхность стальной заготовки перед сборкой пакета и прокаткой подвергают механической обработке с формированием слоя металла, отличающегося измельченным зерном, размерами в 5-10 раз, отличными от исходного, глубиной, равной (0,05-0,1)% от толщины промежуточного слоя.
Глубина изменения структуры металла в поверхностном слое стали определяет размеры зоны взаимной диффузии атомов алюминия и железа, соответственно, в сталь и в алюминиевый сплав. Как показали результаты экспериментальных исследований, эта величина должна составлять не менее 10 мкм и не более 40 мкм, что в зависимости от деформируемого алюминиевого сплава находится в пределах (0,05-0,1)% от толщины промежуточного слоя.
При этих условиях формируется в поверхностном слое структура металла с микротвердостью, в 1,5-2,5 раза превышающей соответствующие значения микротвердости исходного материала, благодаря измельченности в ней зерен в 5-10 раз больше по сравнению с исходным состоянием, что интенсифицирует процессы массопереноса на контактной поверхности стали и алюминия при прокатке посредством диффузии, протекающей по границам зерен быстрее, чем по объему зерна. Реализация этих процессов способствует надежному схватыванию стали и алюминия при их совместной прокатке и обеспечивает условия для образования прочного биметаллического соединения.
Уменьшение глубины деформирования металла поверхностного слоя менее 0,05% от толщины промежуточного слоя приводит при прокатке к уменьшению зоны диффузионного взаимодействия стали и алюминия, что не в полной мере обеспечивает протекание процессов схватывания металлов, и следовательно, приводит к снижению прочностных свойств сталеалюминиевого соединения. Увеличение глубины деформирования металла поверхностного слоя более 0,1% от толщины промежуточного слоя приводит к формированию макронеоднородности прочностных свойств поверхностных и глубинных слоев металла, возникновению в них остаточных напряжений, возможному исчерпанию пластичности, и следовательно, к образованию макро- и микротрещин, расслоений и недопустимому снижению прочностных свойств сталеалюминиевого соединения.
Пример осуществления изобретения.
Технологический процесс получения слоистого композиционного материала толщиной 10 и 20 мм с соотношением толщин слоев 1,0 и 0,25, соответственно, на основе алюминиево-магниевого сплава марки 1561 толщиной 15 мм, предварительно плакированного слоем из технически чистого алюминия марки А5 толщиной 1,2 мм (8% от толщины алюминиевой заготовки), и низколегированной стали марки D32 толщиной 5 и 20 мм, включал в себя следующие операции:
- подготовка под прокатку исходных заготовок из алюминиевых сплавов и стали с соотношением пределов текучести, равным 0,5, и толщин 3 и 0,75, соответственно:
- механическая подготовка контактной поверхности стальной заготовки шлифовальным инструментом;
- зачистка проволочными дисковыми щетками поверхности алюминиевой заготовки;
- нагрев алюминиевой заготовки при температуре 410°C;
- сборка пакета, состоящего из нагретой алюминиевой и холодной стальной заготовок;
- совместная прокатка пакета без деформации стали за один проход с обжатием алюминиевого слоя на величину 70%;
- отжиг полученного материала.
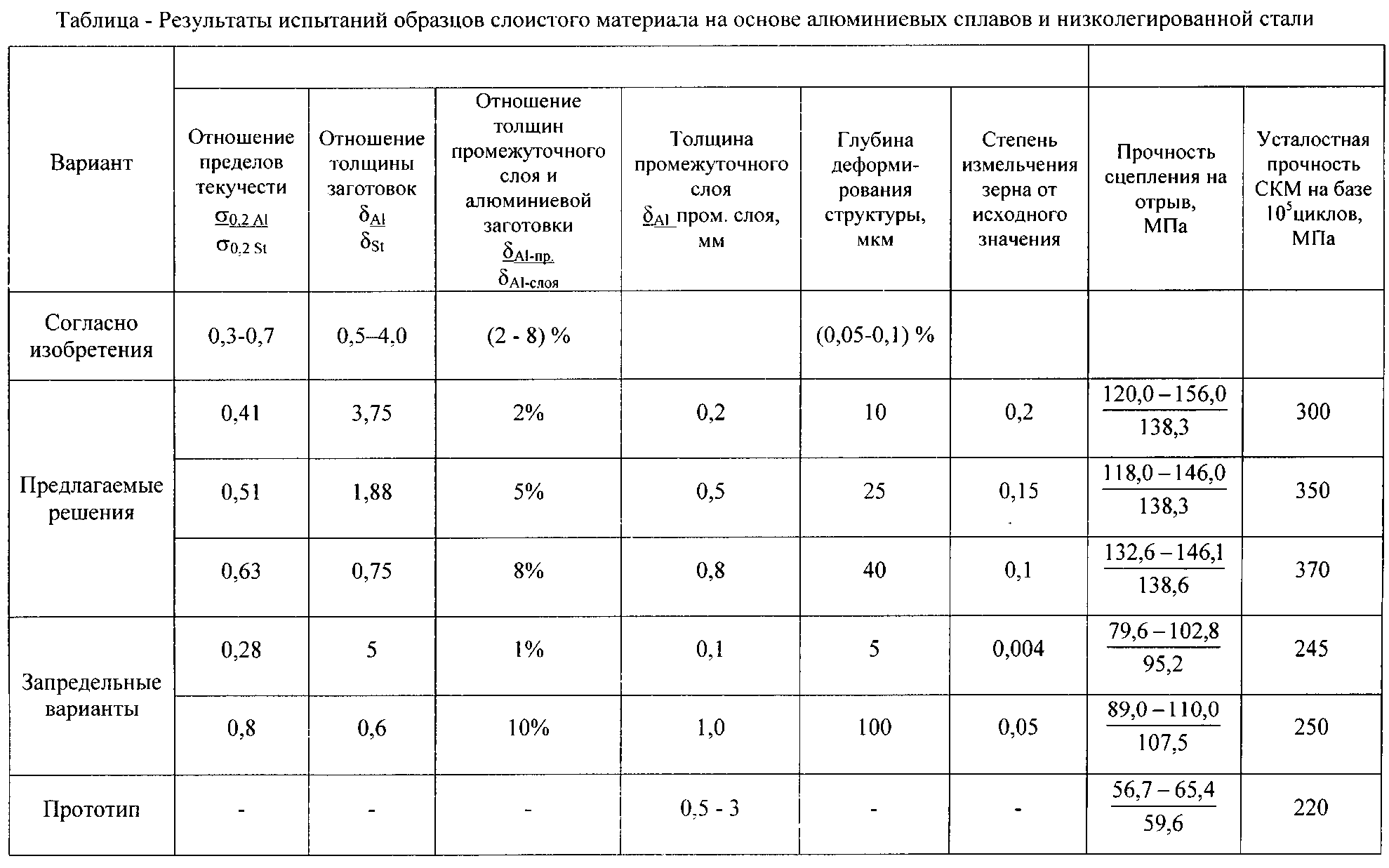
Полученные полуфабрикаты (полосы) СКМ «алюминий-сталь» подвергнуты механическим испытаниям специальных цилиндрических образцов с определением прочности сцепления слоев на отрыв и плоских образцов на усталость с определением максимальных напряжений приведенного цикла с коэффициентом асимметрии r=0,1 при долговечности N=(105±5%) циклов.
Результаты испытаний образцов СКМ «алюминий-сталь», выполненных по предлагаемым решениям, запредельным вариантам и прототипу, приведены в таблице.
Проведенным металлографическим анализом поверхности поперечного сечения образцов из стального слоя, входящего в состав СКМ «алюминий-сталь», изготовленных по предлагаемому решению, установлено, что глубина деформированного слоя со стороны контактной поверхности стали составила 10-40 мкм, что соответствует глубине, равной (0,05-0,1)% от толщины промежуточного слоя, а средний размер зерна в этой области - 2-4 мкм при среднем размере зерна исходного материала 18-25 мкм.
Как показывают результаты испытаний, предлагаемый способ получения слоистого композиционного материала на основе алюминиево-магниевого сплава марки 1561 толщиной 15 мм, предварительно плакированного слоем из технически чистого алюминия марки А5 толщиной 1,2 мм, и низколегированной стали марки D32 толщиной 5 и 20 мм обеспечивает высокие значения прочности сцепления слоев на отрыв (на 15-20% превышающие значения по прототипу), а также высокую усталостную прочность СКМ, значения которой, в частности, на базе 105 циклов нагружения, превышают на (25-30)% соответствующие значения СКМ, полученного по прототипу, что свидетельствует о достижении технического результата.
Установка для промывки топливного бака летательного аппарата газонасыщенной жидкостью (варианты)
Высотный активно-реактивный снаряд и способ его функционирования
Способ калибровки видеограмметрических систем и контрольное приспособление для его осуществления
Способ синхронизации и обеспечения симметрии тяги воздушных винтов силовой установки летательного аппарата и электрическая синхронизирующая трансмиссия для его реализации
Система управления судовым движителем
Антенный обтекатель и способ его изготовления
Способ изготовления деталей из волокнистого полимерного композиционного материала
Комплекс средств оперативно-командной связи и передачи данных
Высотный дирижабль
Двухканальная акустическая форсунка
Пассивная инфракрасная штриховая мира
Устройство для прекращения неуправляемого движения модели летательного аппарата при ее динамических испытаниях на устойчивость и управляемость
Самолет с адаптивным цельноповоротным стабилизатором
Комбинированный ножевой вал устройства для мерной резки углеродного и стеклянного волокна
Устройство для контроля герметичности топливного бака самолета
Способ изготовления пропитанных смолой деталей из композиционного материала
Способ контроля герметичности топливного бака самолета
Способ снижения лобового сопротивления аппаратов на статической воздушной подушке
Устройство для мерной резки углеродного волокна
Образец для испытаний сотового заполнителя

