Результат интеллектуальной деятельности: Электрод с хвостовиком для контактной точечной сварки
Вид РИД
Изобретение
Электрод с хвостовиком для контактной точечной сварки. Изобретение относится к сварочному производству и пригодно в электродах контактной точечной сварки для образования арматурной сетки. Известно внутреннее продольное охлаждение передней части электрода путем непрерывной циркуляции вдоль полости его хвостовика (см. ГОСТ14111-90, с. 16). Его недостатки: из-за удаленности зон охлаждения-дна его полости и нагрева- переднего торца электрода- его температура при сварке сталей достигает до 1073К, чем ускоряется его износ; из-за малых* поперечных размеров его (диаметром не более 40 мм) при сварке образуется только одна точка и поэтому недостаточная производительность одноточечных сварочных машин. Известно и поперечное охлаждение электрода диаметром более 40 мм, когда в его глухом поперечном канале размещена с боковым и осевым зазорами трубка, закрепленная в штуцере, соединенным с этим каналом для циркуляции хладагента в нем (см. патент РФ №2652929 С1 от 27.04.2017).
Его недостатки: неэффективное охлаждение рабочего торца электрода из-за малой боковой охлаждаемой поверхности такого канала; усложнение конструкции электрода наличием в нем трубки и сложного штуцера под хладагент; теплообмен между подводимым и отводимым нагретым хладагентом через стенки трубки; выбрасывание его хвостовика и прилегающее к нему уширения при предельном износе рабочей части электрода.
Задачей предлагаемого решения является повышение эффективности охлаждения электродов диаметром более 40 мм путем и уменьшение расхода материала и трудоемкости на электроды Технический результат от него: повышение стойкости электрода и уменьшение производственных затрат на него. Это достигается тем, что у электрода с хвостовиком для контактной точечной сварки арматурной сетки, содержащего хвостовик для крепления в гнезде хобота сварочной машины и рабочую часть с поперечным глухим каналом под циркулирующий хладагент, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО он выполнен из верхней части с хвостовиком, заканчивающейся внизу уширением, равным поперечному размеру нижней части, соединенных между собой болтами с контактом их торцевых поверхностей; при этом на данной поверхности верхней части выполнено Н закрытых канавок, разделенных между собой Н-1 перегородками с проемами в их краях, расположенными диаметрально противоположно, кроме крайних канавок, с одного края которых открыто по окну соответственно для подвода хладагента и отвода его нагретым за пределы электрода, а с другого края в перегородке, отделяющей ее от соседней канавки, выполнен проем; также на этой поверхности образована периферийные кольцевая канавка или понижение под уплотнительный элемент; в продольных каналах под болты верхней части электрода задний торец головки каждого из них уперт также и в свой уплотнительный элемент, размещенный в понижении такого канала; в уширении верхней части его выполнено гнездо, дно которого-выше указанная торцовая поверхность ее без кольцевой канавки под уплотнительный элемент, размещенный в кольцевой канавке внутренней боковой поверхности этого гнезда и контактирующий с боковой поверхностью нижней части электрода, охваченной его верхней частью. Выполнением электрода из верхней части, содержащей хвостовик, заканчивающийся внизу уширением, равным поперечному размеру его нижней рабочей части, с контактом их торцовых поверхностей благодаря болтам, расположенным головками на его поверхности уширения, в котором выполнены продольные каналы под них, размещенных в продольных гнездах нижней части электрода своими резьбовыми поверхностями, сокращаются производственные затраты на такие электроды вследствие замены только их предельно изношенных нижних частей новыми с использованием с ними старой верхней части предлагаемого электрода. Образованием по окну, открытому в крайние канавки с одного края их, а также у другого края их по проему в перегородке, отделяющей каждую из этих канавок от соседних канавок, обеспечивается подвод хладагента в зону охлаждения электрода и отвод его нагретым из нее. Формированием на торцевой поверхности верхней части сборного электрода Н нечетных, например 5, закрытых с краев поперечных канавок с уменьшающейся к его периферии длиной повышается более 2-х раз охлаждаемая поверхность электрода. Разделением этих канавок перегородками в количестве Н-1, например 4, сводится к минимуму теплообмен между потоками хладагента, текущими в соседних канавках, чем повышается эффективность охлаждения электрода. Формированием диаметрально противоположных проемов в перегородках в краях соседних канавок обеспечивается циркуляция хладагента из одной канавки в другую со сменой направления течения и перемешивания его при этом, чем повышается эффективность охлаждения такого электрода. Созданием на периферии торцевой поверхности верхней части его кольцевой канавки или понижения под уплотнительный элемент герметизируется зона циркуляции хладагента по его канавкам. Наличием в продольных каналах под крепеж верхней части электрода уплотнительных элементов в их понижениях с воздействием на них задних торцов головок болтов герметизируются данные каналы. Образованием в уширении верхней части электрода гнезда, дно которого - выше приведенная торцовая поверхность ее без кольцевой канавки под уплотнительный элемент, размещенный в кольцевой канавке внутренней боковой поверхности этого гнезда и контактирующий с боковой поверхностью нижней части электрода, возрастает охлаждаемая поверхность нижней части его увеличением длины ее канавок.
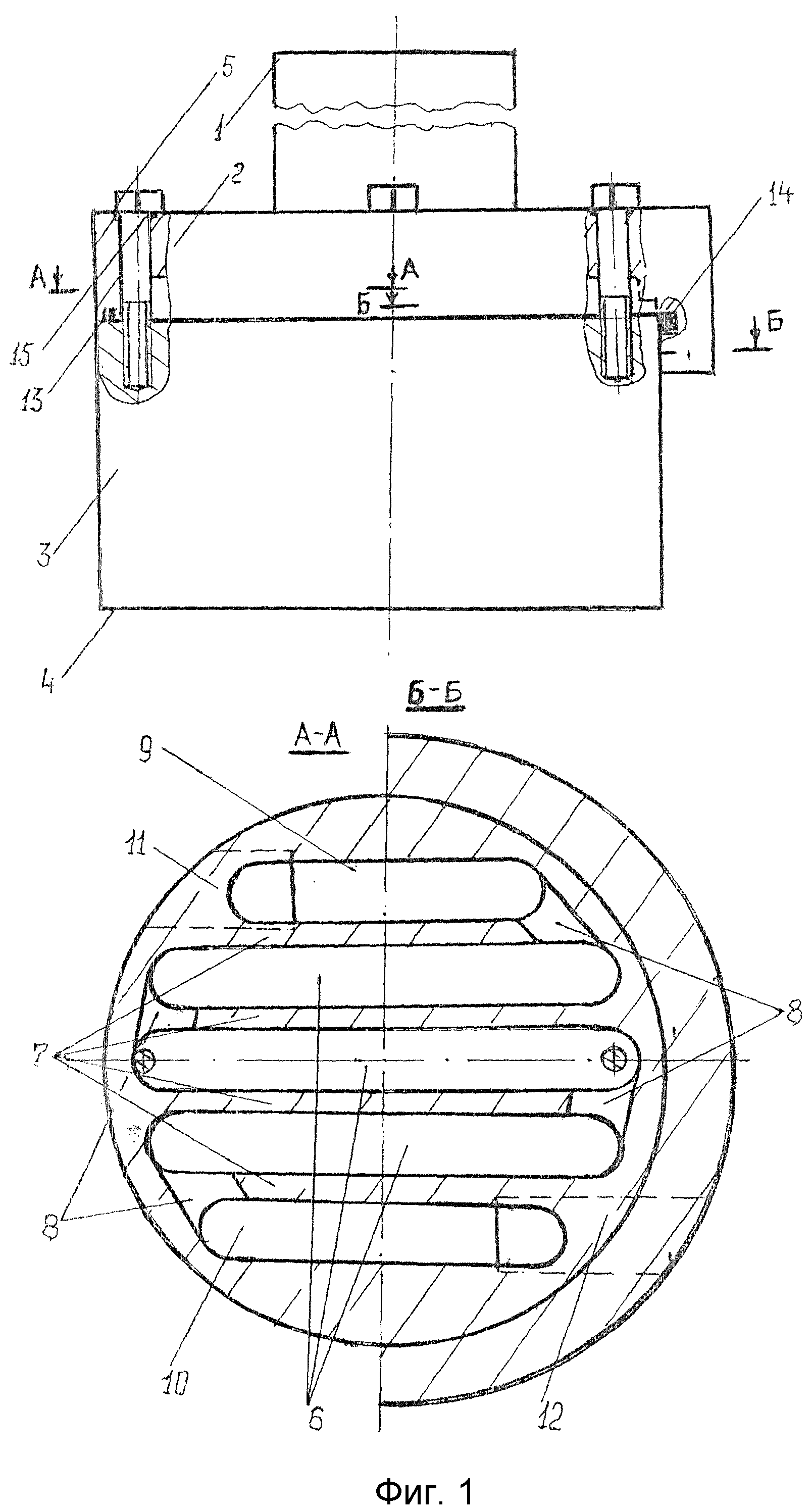
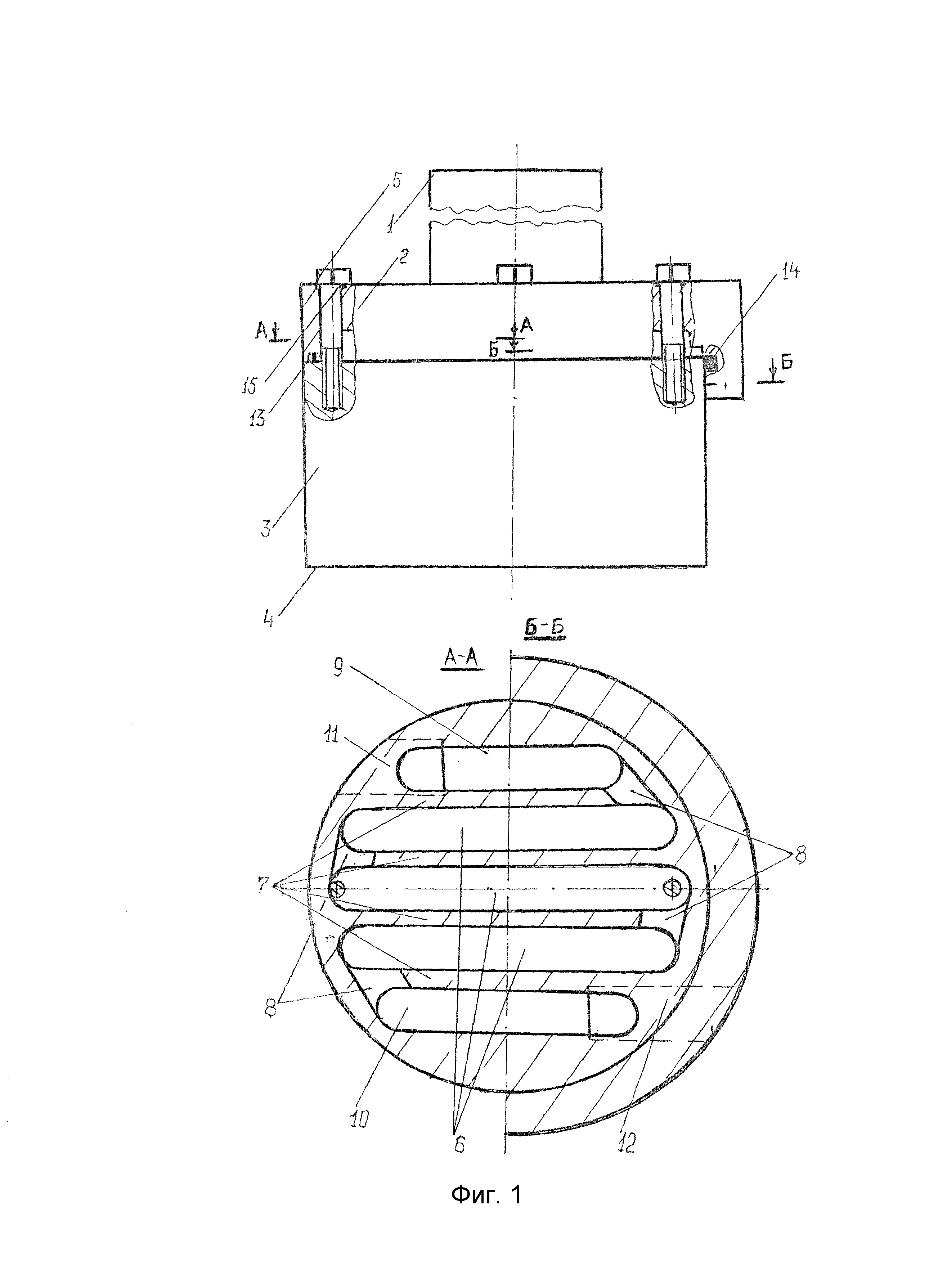
Сравнительный анализ предлагаемого решения с известными показывает, что оно ново, с существенными отличиями, промышленно пригодно и соответствует критерию ИЗОБРЕТЕНИЕ. Предлагаемое представлено на чертеже фиг. 1 и ее сечениями А-А и Б-Б, показывающими п. 1 и 2 формулы; оно содержит сборный электрод, имеющий верхнюю часть с хвостовиком 1, заканчивающимся уширением 2, равным поперечному размеру нижней части 3 его с рабочим торцом 4; они соединены между собой крепежом(болтами) 5 с контактом их торцевых поверхностей; при этом на поверхности верхней части выполнено Н закрытых канавок 6, разделенных между собой Н-1 перегородками 7 с проемами 8 в их краях, расположенными диаметрально противоположно в соседних перегородках; в крайние канавки 9 и 10 с одного края каждой из них открыто окно 11 соответственно для подвода хладагента и окно 12 отвода его нагретым за пределы электрода, а с противоположного края каждой из них в перегородке, отделяющей ее от соседней канавки, выполнен проем 8 в последнюю; также на этой поверхности образована периферийные кольцевая канавка или понижение под уплотнительный элемент 13; в правой части фиг. 1и сечении Б-Б по п. 2 в уширении верхней части электрода выполнено гнездо, дно которого- выше указанная торцовая поверхность ее, но без кольцевой канавки под уплотнительный элемент 14; он размещен в кольцевой канавке внутренней боковой поверхности этого гнезда и контактирует с боковой поверхностью нижней части электрода; в продольных каналах под болты 5 выполнены понижения пол уплотнительные элементы 15, с которыми контактируют нижние торцы головок крепежа 5..
Охлаждение его рабочего торца 4 осуществляется так: хладагент подводится по окну 11 в край периферийной поперечной канавки 9 и устремляется к ее противоположному краю с проемом 8 в перегородке 7, открытым в край поперечной канавки 6; по ней хладагент устремляется к ее противоположному краю со своим проемом 8 в другой перегородке 7 и т.д., и в итоге нагретым сварочным теплом нижней части 3 хладагент оказывается в периферийной канавке 10 с окном 12 этой части, через которое удаляется за пределы электрода. Переменой направлений потоков хладагента в этих поперечных канавках благодаря проемам в разделяющих их перегородках обеспечивается его турбулизация и, следовательно, интенсификация отвода тепла от рабочего торца 4 электрода в осевом направлении к верхнему торцу части 3 и далее по перегородкам 7, переходящим в стенки краев доньям этих канавок, омываемых хладагентом. При этом наибольший эффект охлаждения электродов верхней торцевой поверхности нижней части в зоне расположения поперечных канавок и проемов перегородок верхней части электрода. При каждом предельном износе он восстанавливается подрезкой его рабочего торца 4 с уменьшением каждый раз осевой толщины до противоположной торцевой поверхности, чем повышается эффективность охлаждения и стойкость этого торца, которая максимальна при последней подрезке, дающей минимально допустимую осевую толщину у электрода. Предлагаемым электродом увеличивается охлаждаемая поверхность его как минимум в 2,5 раза и стойкость в 1,5 раза по сравнению с прототипом длиной 300 мм, из которой 200 мм приходятся на его хвостовик. Рассчитаем экономию металла-меди предлагаемым решением за год при потребности штатных электродов 12 штук с указанным выше диаметром и длиной, а предлагаемых 8 штук с такой же длиной их нижних частей по соотношению объемов металла исходных заготовок V1/V2=0,785*100*100*300*12/0,785*1000*100*100*8=4,5 раза, где: в числители и знаменатели расход металла на прототип и предлагаемой электрод соответственно.
К тому же предлагаемый и технологичнее, т.к. у исходной цилиндрической заготовки подрезаются только торцы и сверлятся на одном из них гнезда под крепеж, чем также в несколько раз сокращается его трудоемкость по сравнению с таковой у прототипа.
Таким образом, предлагаемым электродом с увеличенной в 2 раза внутренней охлаждаемой поверхностью обеспечивается эффективное охлаждение, повышается в 1,5 раза стойкость его рабочего торца и в несколько раз сокращаются расход металла на его изготовление и его трудоемкость.
Прессующий поршневой узел машины литья под давлением
Поводковый центр радиально-обжимной машины (ром)
Камера прессования горизонтальной машины литья под давлением
Способ охлаждения нижней части горячего штампа и устройство его реализации
Поршневой узел машины литья под давлением
Устройство для крепления штока с поршнем на горизонтальной машине литья под давлением (гмлпд)
Поршневой узел машины литья под давлением (млпд)
Поршневой узел машины литья под давлением
Поршневой узел машины литья под давлением
Электрод-колпачок для контактной точечной сварки (ктс)
Способ охлаждения электрода сварочных клещей контактной точечной сварки (ктс) и устройство его реализации
Электрододержатель для контактной точечной сварки (ктс)
Электрододержатель сварочных клещей для контактной точечной сварки
Электрододержатель для контактной точечной сварки
Электрододержатель для контактной точечной сварки
Электрододержатель для контактной точечной сварки
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Устройство для контактной точечной сварки прутков
Прессующий узел машины литья под давлением
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)

