Результат интеллектуальной деятельности: Камера прессования горизонтальной машины литья под давлением
Вид РИД
Изобретение
Изобретение относится к металлургическому производству и пригодно в этих машинах как один из элементов оснастки для получения отливок.
Известны неохлаждаемая камера прессования в виде однослойного толстостенного цилиндра с заливочным окном в задней части и другими элементами конструкции (см. книгу Я. Емилевский. Литье цветных металлов. - М.: Высшая школа. 1977, с. 154).
Ее недостатки: нецелесообразное использование дорогой стали, например, марки 4Х5МФС, для ее изготовления, у которой изнашивается при работе только внутренняя поверхность в передней части и размыв ее металла от перегрева напротив заливочного окна заливаемым в нее сплавом. Известна и двухслойная камера, без 1-го недостатка предыдущей, содержащая сопряженные между собой коническими поверхностями цилиндр с заливочным окном, отделенным от его заднего торца перемычкой, и кожух с продольным сквозным пазом, кольцевым упором у переднего торца, расположенного сзади переднего торца цилиндра, и меньшим, чем у последнего заливочным окном, но большей перемычкой в его задней части.
Ее недостатки: нетехнологичность из-за длинных конических поверхностей кожуха и цилиндра; значительные материалоемкость кожуха из-за его длины и трудоемкость образования в нем заливочного окна; повышенный размыв внутренней поверхности цилиндра напротив заливочного окна заливаемым сплавом из-за отсутствия идеального теплового контакта между ним и кожухом.
Задачей изобретения является устранение этих недостатков.
Технический результат от него: уменьшение трудоемкости и материалоемкости камеры, упрощение конструкции наружной поверхности цилиндра и повышение стойкости его внутренней поверхности напротив заливочного окна. Вышеуказанное достигается тем, что у камеры прессования, содержащей сопряженные между собой коническими поверхностями цилиндр с заливочным окном, отделенным от его заднего торца перемычкой, и кожух с продольным сквозным пазом, кольцевым упором у переднего торца, расположенного сзади переднего торца цилиндра, и меньшим, чем у последнего, заливочным окном, но большей перемычкой в его задней части, новым является то, что кожух с заднего торца укорочен как минимум на сумму длин его заливочного окна и перемычки, а снаружи свободного от него цилиндра в его нижней части закреплено устройство для его охлаждения, имеющее по поперечному окну подвода хладагента в тракт охлаждения и отвода его оттуда; с заднего торца кожуха образована коническая полость, с боковой поверхностью которой сопряжен наклонный передний торец устройства для охлаждения цилиндра. Образованием укороченного в 2 раза кожуха упрощается изготовление его и цилиндра из-за их коротких конических поверхностей. При таком кожухе масса его заготовки уменьшается также в 2 раза и соответственно снижается объем ее обработки. При использовании устройства для охлаждения задней нижней части цилиндра стабилизируется уровень нагрева ее от заливаемого в его полость сплава через заливочное окно и уменьшается размыв им металла на его внутренней поверхности. Размещением наклонного переднего торца этого устройства в конической полости, образованной с заднего торца кожуха и с основанием на этом торце, повышается жесткость задней части цилиндра, свободной от кожуха.
Сравнительный анализ предлагаемого с известными сейчас решениями свидетельствует, что оно ново, промышленно пригодно, существенно отличается от них и поэтому отвечает критерию ИЗОБРЕТЕНИЕ.
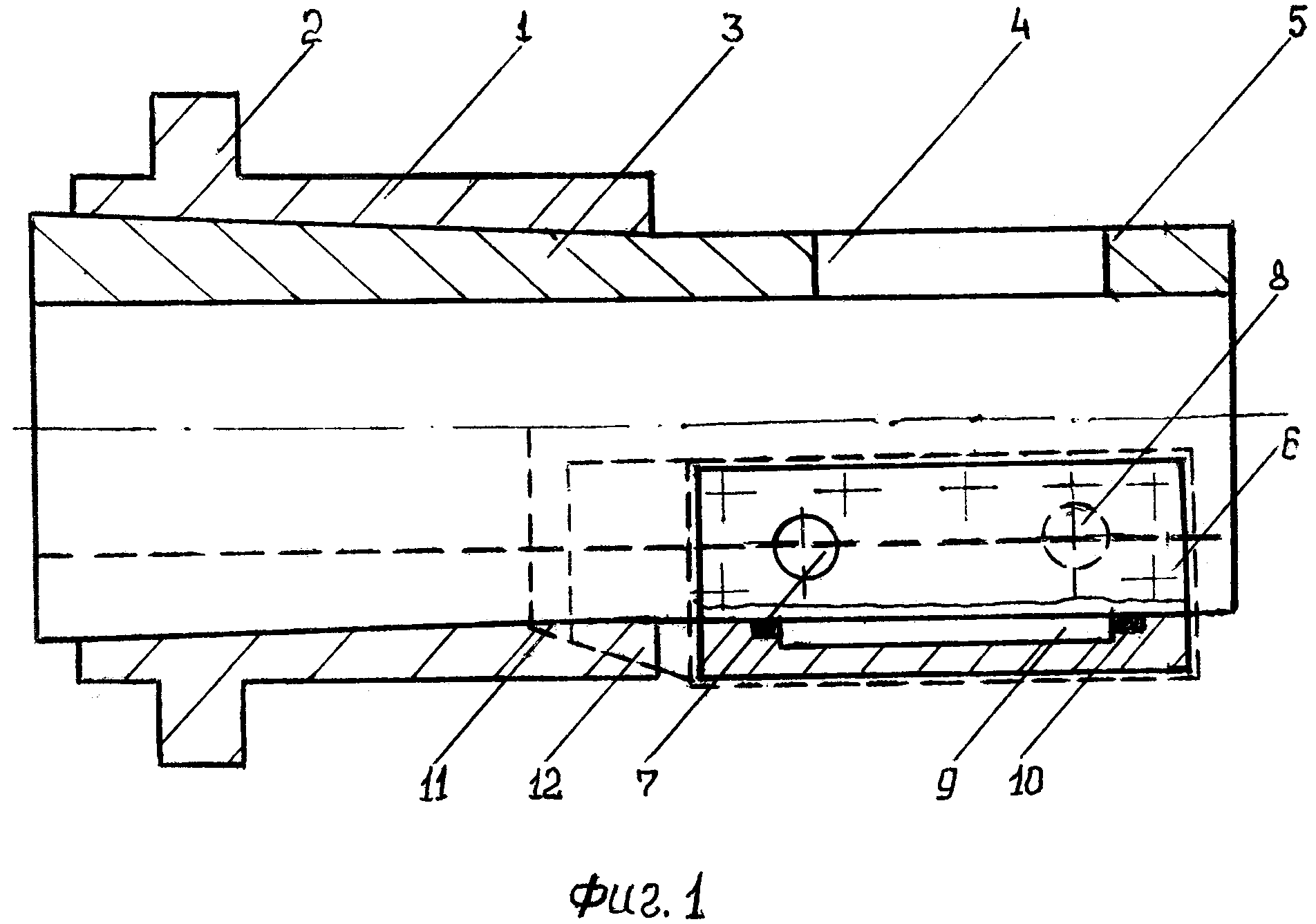
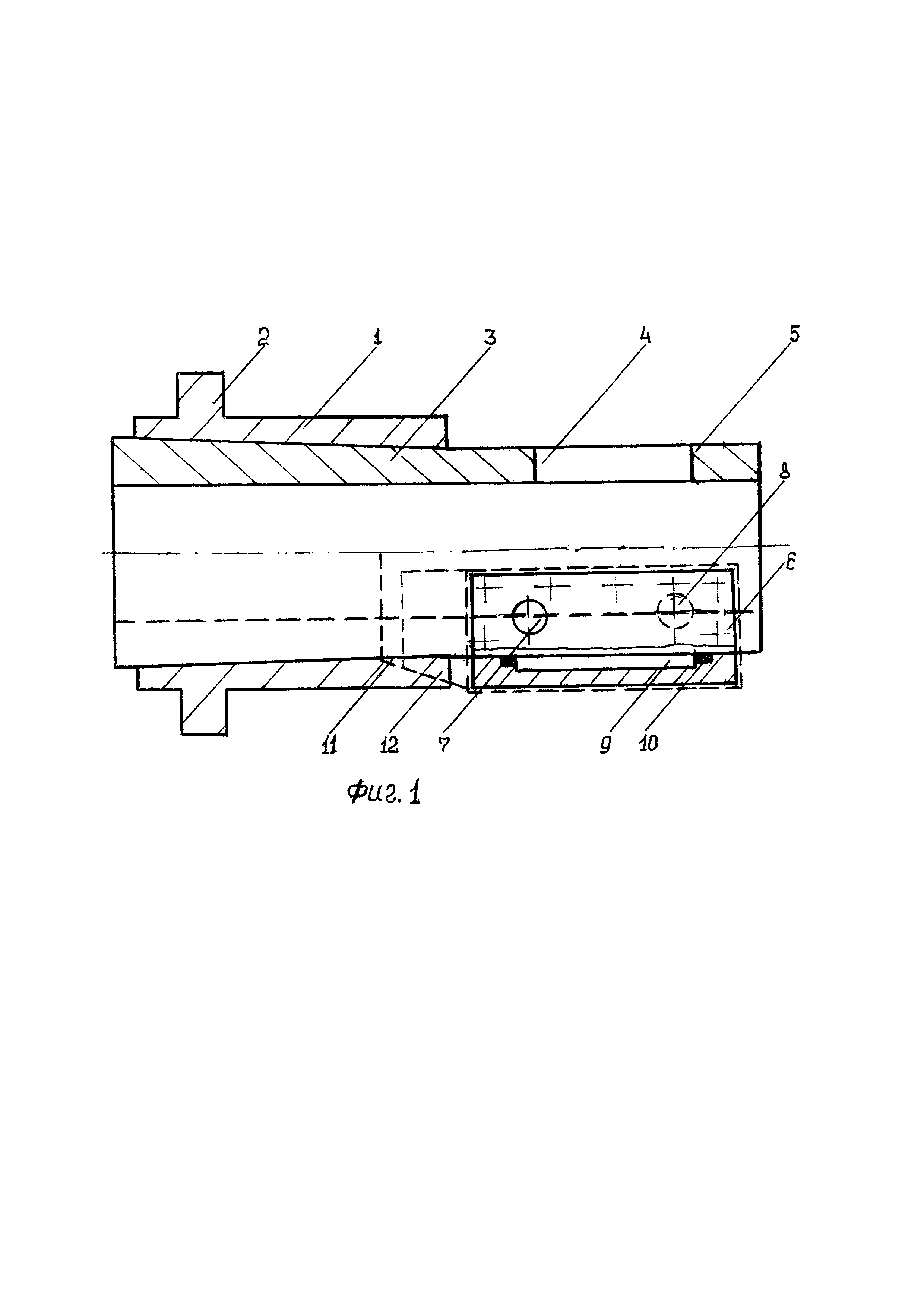
Оно представлено на прилагаемом чертеже (фиг. 1) продольным сечением камеры, где сплошными линиями показано устройство для охлаждения цилиндра по п. 1 формулы, и штриховыми линиями устройство по п. 2.
Камера содержит кожух 1 с продольным или наклонным сквозным пазом и в передней части с кольцевым выступом 2 под неподвижную плиту литейной машины; в его конической полости расположен своей наружной конической поверхностью цилиндр 3, передний торец которого выдвинут относительно переднего торца предыдущего; цилиндр имеет в задней части, свободной от кожуха, заливочное окно 4, отделенное перемычкой 5 от его заднего торца; в нижней части его наружной поверхности размещено устройство 6 для охлаждения ее в зоне заливочного окна 4, имеющее окна 7 и 8 для подвода-отвода хладагента в тракт охлаждения 9, образованной наружной поверхностью цилиндра 3 и его внутренней поверхностью, а также в выполненном по периметру этого тракта понижении уплотнительную прокладку 10 для герметизации его; при использовании п. 2 формулы с заднего торца кожуха 1 выполнена коническая полость 11 с основанием ее на этом торце, в которой размещен наклонный передний торец 12 данного устройства, закрепленного на цилиндре болтами, ввернутыми в глухие резьбовые гнезда цилиндра, показанные осевыми линиями, или стягивающими хомутами, что проще предыдущего варианта его крепления. При реализации этого решения в камере прессования длиной 302 мм чешской машины серии CLOO-250-25-В2 у предлагаемой камеры будут следующие осевые длины: перемычки - 30 мм; заливочного окна - 80 мм: от переднего края его до заднего торца кожуха - 40 мм; итого: последний укорочен предлагаемым изобретением на 150 мм, что в 2 раза меньше этой камеры и камеры-прототипа, при реализации их на данной машине. У такого кожуха во столько же раз уменьшается масса исходной заготовки и объем лезвийной обработки ее. Такой конструкцией камеры прессования ее цилиндр 3 будет иметь примерно одинаковой длины наружные коническую и цилиндрическую сзади кожуха 1 поверхности, чем также существенно упрощается последней поверхностью его изготовление. Устройство 6 для охлаждения цилиндра 1 получают разделением соответствующего цилиндра на 2-3 части с последующим образованием на ее внутренней поверхности углубления под хладагент и понижения по его периметру под уплотнительную прокладку 10, а также поперечных окон под подвод-отвод хладагента и под размещаемый в них крепеж. Охлаждение нижней части цилиндра 3 напротив заливочного окна 4 осуществляется так: хладагент по окну 7 поступает в тракт охлаждения 9 и омывает наружную боковую поверхность цилиндра 3, отводя при этом тепло от его внутренней поверхности, на которую воздействует сплав при его заливке в полость цилиндра и начальном перемещении поршня по ней в крайнее переднее положение с вытеснением сплава из нее в пресс-форму. Затем нагретый хладагент отводится по поперечному окну 8 за пределы камеры прессования. К началу заливки следующей порции сплава температура внутренней поверхности этой зоны цилиндра будет минимальной, чем замедляется размыв металла этой поверхности им и, таким образом, повышается стойкость в его задней части. Толщину стенки dn там можно определить по закону теплопроводности Фурье для плоской стенки dn=-λdT/q=0,015, где λ=30 - коэффициент теплопроводности вышеуказанной марки стали; dT=100К - перепад температур между теплообменными поверхностями цилиндра в этой зоне; q=200000 - осредненная по циклу машины плотность теплового потока, действующего на внутреннюю поверхность цилиндра (их размерность по системе СИ). При меньшей толщине ее эффект охлаждения будет больше. При взаимодействии между собой дополнительных конических поверхностей кожуха 1 и устройства 6 для охлаждения цилиндра 3 повышается жесткость последнего от воздействия на него перемещающегося поршня, расположенного на литейной машине с возможным перекосом относительно ее линии центров. Таким образом, использованием укороченного кожуха снижаются трудоемкость и материалоемкость камеры, а охлаждением нижней части цилиндра в зоне заливочного окна повышается стойкость его внутренней поверхности.
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

