Результат интеллектуальной деятельности: Поршневой узел машины литья под давлением
Вид РИД
Изобретение
Изобретение относится к металлургическому производству и пригодно как элемент оснастки для получения цветных отливок на этих машинах.
Известен шток этой машины, на передней части которого размещен поршень с зазором между их торцами; с торца первого образован продольный канал, в котором с боковым зазором зафиксирована трубка с уплотнительным элементом на конце, упертым локально в его коническое дно, куда открыто одно поперечное окно, а другое выходит в боковой зазор; у переднего торца штока образованы поперечные окна, открытые в выше указанный боковой зазор, а в конце его передней части размещен свой уплотнительный элемент для герметизации зоны охлаждения поршня (см. патент SU 1783209 А1 от 23.01.1989).
Его недостатки: неэффективность охлаждения поршня из-за толстых стенок переднего торца и поэтому перегрев и разрушение его, а также уплотнительного элемента вследствие отсутствия омывания последнего хладагентом.
Известен и другой поршневой узел, содержащий соединенные между собой поршень и шток; трубку, установленную с боковым зазором в образованном с его переднего торца продольном канале; на заднем конце трубки размещен уплотнительный элемент, упирающийся локально в коническое дно этого канала; на переднем конце трубки размещен неразъемно соединенный с ним полый хвостовик, ввернутый резьбой в резьбу канала штока и дополнительно зафиксированный с ним штифтом; этот хвостовик заканчивается диском, расположенным без зазора между торцами поршня и штока и имеющим поперечные окна, открытые в полость хвостовика и в продольные проточки присоединительной поверхности штока, выходящие в его кольцевую канавку с уплотнительным элементом, куда открыты поперечные окна его передней части, выходящие также и в его продольный канал; в задней части штока выполнены поперечные окна: одно открыто в этот канал, а другое в его коническое дно (см. патент RU 2236928 С2 от 22.04.2002).
Его недостатки: ухудшенный теплоотвод в передней части поршня из-за отсутствия интенсивного перемешивания хладагента в боковом зазоре между поршнем и диском и особенно в передней части этого зазора; поперечная деформация передней части поршня в начале его перемещения по камере прессования МЛПД при несоосности между ними вследствие отсутствия опоры для передней части боковой поверхности полости поршня; сложность герметизации соединения «шток-хвостовик диска» из-за соединяющего их между собой штифта и уплотнительного элемента там; уменьшенная стойкость присоединительной под поршень поверхности штока или диска из-за наличия проточек на ней.
Задачей предлагаемого изобретения является повышение надежности и технологичности поршневого узла.
Технический результат от его использования: увеличение стойкости поршня благодаря локальному охлаждению его задней части и интенсивному кольцевому, в основном, охлаждению остальной части его из-за перемешивания хладагента наклонными проточками резьбовой поверхности штока или диска и также проточками бокового кольцевого выступа последнего; повышение технологичности предлагаемого узла благодаря сварке между собой заднего торца диска с передним торцом штока в зоне их кольцевой канавки под уплотнительный элемент.
Это достигается тем, что в поршневом узел машины литья под давлением, содержащем соединенные между собой поршень и шток с продольным каналом под установленный в нем с зазором трубопровод с уплотнительным элементом на его заднем конце, соединенный неразъемно передним концом с полым хвостовиком диска, размещенного без зазоров между торцами поршня и штока и соединенного хвостовиком со штоком посредством резьбы и штифта, при этом в диске выполнены поперечные окна, выходящие в его глухую полость - продолжение полости хвостовика и в боковой зазор между ним, поршнем и штоком с поперечными окнами, выполненными в задней части его, выходящими в его продольный канал и дно, а в его передней части другие поперечные окна открыты в этот продольный канал и кольцевую канавку с уплотнительным элементом, образованную поверхностями поршня, штока и заднего торца диска, в которую открыт или боковой зазор между диском и поршнем, или задние концы продольных проточек диска, выполненных на его соединительной с поршнем части, а передними концами эти проточки открыты в боковой между ними, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО на присоединительной под поршень поверхности штока, расположенной в конце его передней части, выполнены проточки с углом наклона >0° относительно его продольной оси, открытые передними концами в задний боковой зазор, образованный поверхностями штока и поршня, а на боковой поверхности диска сформирован кольцевой выступ с открытыми с краев проточками для соединения между собой этого зазора с имеющимся передним боковым зазором данного узла и базирования этим выступом на боковой поверхности полости поршня; задний торец диска соединен с передним торцом штока без присоединительной под поршень поверхности неразъемно в зоне их совместно образованной кольцевой канавки под уплотнительный элемент; при этом большая полость диска - продолжение полости хвостовика - выполнена, как и последняя, в диаметр продольного канала штока, а передний конец трубки зафиксирован неразъемно в малой глухой полости диска; присоединительные поверхности штока или диска образованы без проточек, выполненных на присоединительной поверхности поршня и открытых свои задними концами в кольцевую канавку с уплотнительным элементом штока или штока и диска, а передними концами в боковой зазор, образованный поверхностями последнего и поршня.
Выполнением в конце передней части штока или задней части диска резьбовой присоединительной поверхности под такую же присоединительную поверхность поршня и на ней сформированных проточек с углом наклона >0 относительно его (штока или диска) продольной оси, открытых передними концами в другой кольцевой зазор, образованный боковыми поверхностями штока или диска и поршня, обеспечивается фактически охлаждение всей боковой поверхности полости поршня, кроме его небольшой задней части, расположенной сзади уплотнительного элемента кольцевой канавки штока или диска, чем сводится к минимуму износ наружной боковой поверхности поршня вследствие ее минимального нагрева к началу очередного вытеснения сплава из камеры прессования в пресс-форму и этим самым достигается максимальная стойкость поршня.
Образованием на резьбе штока или диска проточек с углом наклона >0 относительно их продольных осей возрастает охлаждаемая поверхность задней части поршня по сравнению с прямыми и повышается эффективность охлаждения ее, уменьшающая износ этой части и исключающая также заклинивание поршня в камере прессования при несоосности ее и этого узла с обеспечением перемешивания хладагента в заднем боковом зазоре при покидании им этих проточек, что интенсифицирует отвод тепла от поршня.
Созданием на боковой поверхности диска кольцевого выступа с открытыми с краев продольными проточками обеспечивается перетекание и перемешивание хладагента из имеющегося кольцевого зазора между боковыми поверхностями полости поршня и диска в другой такой же зазор между поверхностями этих элементов, чем интенсифицируется отвод тепла хладагентом от наиболее нагретой передней части поршня и повышается эффективность его охлаждения.
Базированием бокового кольцевого выступа диска на боковой поверхности полости поршня повышается его поперечная прочность при вхождении поршня в камеру прессования из его крайнего заднего положения, что необходимо при наличии несоосности между поршневым узлом и этой камерой. Заменой штифтового соединения хвостовика диска со штоком неразъемным, например, сварным их между собой повышается надежность такого соединения и отпадает надобность в уплотнительном элементе хвостовика и штифте для его фиксации со штоком, чем повышается технологичность предлагаемого узла.
Выполнением в хвостовике и диске полости в поперечный размер продольного канала штока обеспечивается беспрепятственный подвод хладагента к поперечным окнам задней части диска, открытым в его кольцевую канавку с уплотнительным элементом и в эту полость его - продолжение полости хвостовика.
Созданием неразъемного соединения между передней частью трубки и малой глухой полостью диска - продолжением выше указанной большой полостью его - обеспечивается беспрепятственный отвод нагретого теплом поршня хладагента по его передним поперечным окнам в эту малую полость, и из нее в полость трубки с последующим удалением его за пределы штока.
Образованием проточек на присоединительной поверхности поршня с отсутствием их на такой же поверхности штока или диска, повышается срок службы последних до первого ремонта вследствие увеличения площади их присоединительных резьбовых поверхностей без этих проточек; такое решение не влияет на стойкость поршня, изнашивающегося при работе по наружной боковой поверхности, но увеличивает незначительно его трудоемкость выполнением этих проточек на его присоединительной (резьбовой) поверхности.
Открытыми концами этих проточек в кольцевую канавку с уплотнительным элементом и в боковой зазор между поверхностями поршня и диска такого узла обеспечивается циркуляция хладагента вдоль зоны охлаждения поршня.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом не следуют из уровня техники; поэтому оно ново, с существенными отличиями, промышленно применимо и соответствует критерию ИЗОБРЕТЕНИЕ.
Предлагаемое изобретение представлено чертежами, где на фиг. 1 показаны передние части поршневого узла, на фиг. 2 - только присоединительные поверхности его передней части с проточками на поршне; задняя часть штока идентична таковой прототипа и поэтому не приведена на нем.
На верхней половине фиг. 1 по п. 1 узел содержит переднюю часть штока 1, с торца которого выполнен продольный канал 2, в котором с боковым зазором размещена трубка 3, неразъемная с полым хвостовиком 4, соединенным резьбой с резьбой гнезда штока 1, открытого в его канал 2 и дополнительно зафиксированным в нем штифтом 5, например. Хвостовик 4 заканчивается диском 6, размещенным без зазоров между передним торцом штока 1 и дном 7 полости поршня 8. Между поверхностями поршня 8 и диска 6 образованы задний 9' и передний 9 кольцевые зазоры из-за выполнения на последнем кольцевого выступа 10 с его открытыми с краев прямыми или наклонными проточками 11 многогранной (3 грани и более на нем), прямоугольной, трапецеидальной, радиусной и т.д. форм, базирующегося вершинами 3-х и более ребер, оставшихся от него после образования этих проточек, на поверхности полости поршня 8.
В диске 6 выполнены поперечные окна 12, открытые в его полость-продолжение полости хвостовика 4 и полость поршня 8, а в кольцевой канавке 13 штока 1 размещен уплотнительный элемент 14, герметизирующий зону циркуляции хладагента вдоль поршня 8 от его дна 7 до этого элемента. В эту канавку открыты поперечные окна 15 штока 1, выходящие в его канал 2. Перед кольцевой канавкой 13 на штоке 1 образована соединительная (резьбовая) поверхность 16 под соответствующую поверхность полости поршня 8. На этой поверхности выполнены проточки 17 с углом наклона >0° относительно продольной оси штока. За его кольцевой канавкой имеется наружная боковая поверхность диаметром > диаметра резьбовой поверхности 16 штока под полость юбки 18 поршня 8, базирующегося ее поверхностью на штоке 1, чем разгружается резьбовое или сварное соединение шток-диск при несоосности между камерой прессования и этим узлом.
Поршень 8 охлаждается так: хладагент по полости 2 штока 1 поступает от его задней части к передней и через ее поперечные окна 15 попадает в кольцевую канавку 13, охлаждая уплотнительный элемент 14. Далее он поступает в наклонные проточки 17 резьбовой части штока 1; по ним с перемешиванием следует в задний кольцевой зазор 9', по которому вдоль поршня 8 устремляется к проточками 11 кольцевого выступа 10 диска 6, из которых перемешанным попадает в передний кольцевой зазор 9 между поршнем 8 и диском 6, чем интенсифицируется отвод тепла от передней части поршня. Далее нагретый хладагент через поперечные окна 12 диска 6 отводится в его полость и полость хвостовика 4, из которой по полости трубки 3 следует в заднюю часть штока и через поперечное окно за его пределы (см. фиг. 1 прототипа).
Интенсивность охлаждения поршня 8 определяется расходом хладагента и связанной с ним скоростью циркуляции его по кольцевым зазорам 9' и 9, а разрушением пограничного слоя его на поверхности полости поршня 8 проточками 17 соединительной поверхности 16 штока 1 и проточками 11 кольцевого выступа 10 диска 6 интенсифицируется теплоотвод от передней части поршня 8, максимально нагреваемой сплавом при работе в отличие от задней части его.
При таком нагреве поршня и описанной схеме циркуляции хладагент нагревается минимально в задней части поршня и максимально в его передней части. Поэтому его воздействие на резьбовую поверхность с проточками штока минимально, т е. коррозия этой части примерно такая же, как от холодного хладагента; поэтому она изнашивается только от части усилия, действующего на поршень при вытеснении сплава из камеры прессования в пресс-форму, величиной от десятков до сотен тонн (в зависимости от модели машины).
Такой схемой охлаждения повышается его стойкость на несколько десятков тысяч запрессовок АЛ сплавов, причем, чем меньше диаметр поршня, тем она больше возрастает.
Количество выступов 10 на диске 6 зависит от диаметра поршня, определяющего его длину; так при диаметрах 40 мм необходим один выступ, 100 мм - два кольцевых выступа и т.д., а их проточек 11 - числом окон 12 его.
Длина резьбовых поверхностей поршня 8 и штока или диска не более 10-12 витков резьбы, чем повышается их технологичность и обеспечивается эксплуатационная прочность резьбового соединения элементов узла.
Размещением сзади этого соединения уплотнительного элемента 14 повышается надежность предлагаемого узла из-за отсутствия нагрева теплом поршня его, омываемого холодным или минимально нагретым хладагентом.
На нижней половине фиг. 1 представлено решение по п. 2 этой формулы. Поршневой узел имеет те же самые позиции, что и предыдущий, кроме отсутствующего штифта 5, замененного неразъемным сварным соединением 5 переднего торца штока 1 с задним торцом диска 6 (см. остальные позиции на верхней части фиг. 1); продольный канал 2 штока переходит в продольный канал 2' - большую полость хвостовика 4 и диска 6 с его задними поперечными окнами 15, выполненную в диаметр канала 2; передний конец трубки 3 неразъемно соединен, например, тугой резьбой, штифтом и т.д., в задней части диска и ее полость такого же диаметра, как и его малая глухая полость, куда открыты его передние поперечные окна 12; резьбовая поверхность 16 выполнена в задней части диска 6, и на ней образованы проточки 17 с углом наклона >0° относительно его продольной оси; кольцевая канавка 13 под уплотнительный элемент 14 образована поверхностями: торцевыми штока 1 и диска, боковыми диска 6 и поршня 8; проточки 17 на резьбе 16 диска 6 открыты своими концами: задними - в кольцевую канавку 13, а передними - в задний боковой зазор 9' между поверхностями поршня 8 и диска 6, выполненного, например, из нержавеющей стали, исключающей коррозию от нагретого хладагента, как и у трубки 3 из такого же материала.
Эффект охлаждения поршня этим вариантом узла аналогичен предыдущему, а разборка штока с изношенным по резьбе диском следующая: удаляют резцом их сварное соединение и выворачивают из штока хвостовик диска, устанавливая на его место новый с последующими сваркой его со штоком и зачисткой места их соединения в кольцевой канавке. В этом варианте отсутствует износ самой дорогой детали данного узла-штока.
При длине неохлаждаемой зоны (части юбки 18 сзади элемента 14) не более 5-6 мм у заднего торца поршня его охлаждаемая поверхность равна не менее 80-85% от поверхности его полости при длине поршня, например, в 100 мм.
На фиг. 2 представлено решение п. 3 формулы с теми же самыми позициями, что и предыдущие решения, но с прямыми проточками 17' прямоугольной, радиусной или другой формы в поперечном сечении, выполненными долбяком или фрезой на присоединительной (резьбовой) поверхности 16' поршня 8 и открытыми своими концами: задними в кольцевую канавку 13 поршневого узла, а передними в его боковой зазор 9'. При этом передние концы проточек 17' располагаются в зоне канавки или сбега резьбы 16 поршня 8, а задние открыты в полость его юбки 18.
О сроке службы присоединительных под поршень резьбовых поверхностей штока и диска и штока в сборе стоимостью примерно в 50 раз дороже стоимости поршня, сказано ранее, а меньшей площади присоединительной поверхности последнего достаточно на срок его службы до предельного износа. Эффективность охлаждения поршня 8 в зоне этих проточек выше, чем у предыдущих решений, вследствие более тонких стенок по их доньям, а в остальной части такая же, как и у них. Таким образом, предлагаемыми решениями обеспечивается эффективное охлаждение практически всей поверхности полости поршня благодаря наклонным или прямым проточкам резьбовых частей оптимальной длины поршня, штока или диска, а боковым кольцевым выступом с проточками у последнего перемешивается циркулирующий хладагент в зоне охлаждения поршня, базирующего на этом выступе, чем повышается его стойкость; неразъемным сварным соединением штока с диском упрощается конструкция и возрастает технологичность данного узла.
Поршневой узел машины литья под давлением, содержащий соединенные между собой поршень и шток с продольным каналом, трубку неразъемную, установленную в продольном канале штока с зазором, при этом трубка выполнена с полым хвостовиком, на конце которого установлен диск, размещенный без зазоров между передним торцом штока и дном полости поршня, в диске выполнены поперечные окна, выходящие в его глухую полость, выполненную в виде продолжения полости хвостовика, и в полость поршня, а в стенках задней части штока выполнены поперечные окна, выходящие в его продольный канал, отличающийся тем, что задний торец диска соединен неразъемно с передним торцом штока с образованием совместно с боковыми поверхностями диска и поршня кольцевой канавки под уплотнительный элемент, диск выполнен с большой и малой полостью, полость хвостовика и большая полость диска выполнены с поперечным размером продольного канала штока, передний конец трубки зафиксирован неразъемно в малой глухой полости диска, при этом в конце передней части штока или задней части диска выполнена резьбовая присоединительная поверхность под такую же присоединительную поверхность поршня, на которой выполнены проточки с наклоном относительно его продольной оси, открытые задними концами в кольцевую канавку с уплотнительным элементом штока, а передними концами в задний боковой зазор, образованный поверхностями поршня и диска, при этом на боковой поверхности последнего сформирован кольцевой выступ с открытыми с краев проточками для соединения между собой заднего и переднего боковых зазоров, образованных поверхностями поршня и диска.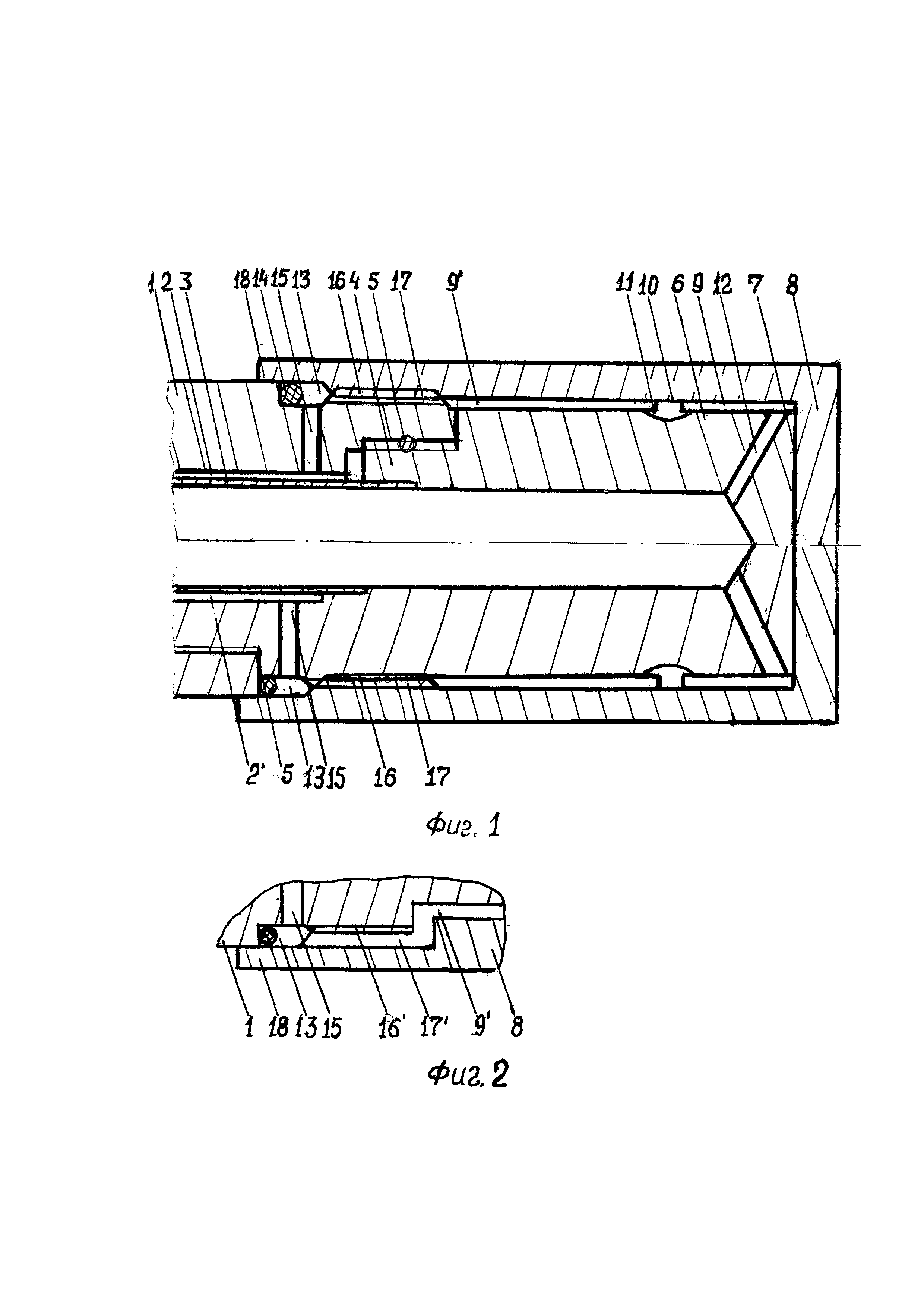
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

