Результат интеллектуальной деятельности: Поршневой узел машины литья под давлением
Вид РИД
Изобретение
Изобретение относится к металлургическому производству и пригодно как элемент оснастки для получения цветных отливок на МЛПД.
Известен шток машины литья под давлением, на передней части которого размещен цельный поршень с зазором между их торцами; с торца первого образован продольный канал, в котором с боковым зазором зафиксирована трубка с уплотнительным элементом на конце, упертым локально в его коническое дно, куда открыто одно поперечное окно, а другое выходит в боковой зазор; у переднего торца штока образованы поперечные окна, открытые в выше указанный боковой зазор, а в конце его передней части размещен свой уплотнительный элемент для герметизации зоны охлаждения поршня (см. патент SU 1783209 А1 от 23.01. 1989).
Его недостатки: перегрев и разрушение его, а также уплотнительного элемента вследствие отсутствия омывания последнего хладагентом; также значительные материалоемкость и трудоемкость его вследствие изготовления из прутка поршня.
Известен и другой сборный поршневой узел МЛПД, содержащий крышку с конической боковой поверхностью и резьбовым хвостовиком, соединенным с резьбой передней полости штока, торец которого отделен осевым зазором от заднего торца крышки; поршень в виде нескольких разрезных колец, размещенных за крышкой на боковой поверхности с продольными проточками штока и упором крайних в его уступ и торец крышки; подводящий хладагент тракт в виде продольного канала штока, переходящего в продольный глухой канал хвостовика, открытый у дна через его поперечные окна в выше указанный осевой зазор, и тракты охлаждения между боковыми поверхностями колец и штока, а также уплотнительный элемент, размещенный между торцами крышки и штока (см. патент RU 2002571 С1 от 26.06.1991).
Его недостатки: наличие осевого зазора между последними, приводящее к деформации первой от усилия запрессовки сплава в пресс-форму из камеры прессования; попадание в последнюю остатков неиспарившегося в поршне хладагента, ухудшающее качество получаемых отливок по пористости; ускорение износа камеры прессования сплавом, попавшим в полости, образованные торцевыми фасками этих колец; сложность вворачивания и выворачивания хвостовика в шток и выворачивания из него использованием для этого лысок крышки.
Задачей предлагаемого решения является исключение осевого зазора между
торцами крышки и штока, герметизация зоны охлаждения поршня, исключение попадания сплава на боковую поверхность последнего и упрощение сборки-разборки поршня со штоком.
Технический результат от него: повышение стойкости поршня-втулки, технологичности и прочности этого узла в зоне контакта торцов крышки и штока и качества литья.
Это достигается тем, что поршневой узел МЛПД, содержащий крышку с конической боковой поверхностью и резьбовым хвостовиком, соединенным с передней полостью штока, торец которого отделен осевым зазором от заднего торца крышки, поршень в виде втулок, размещенных за крышкой на боковой поверхности с продольными проточками штока и упором крайних в его уступ и торец крышки, подводящий хладагент тракт в виде, продольного канала штока, переходящего в продольный глухой канал хвостовика, открытый у дна через его поперечные окна в выше указанный осевой зазор, и тракты охлаждения между боковыми поверхностями втулок и штока, а также уплотнительный элемент, размещенный между торцами крышки и штока, НОВЫМ ЯВЛЯЕТСЯ ТО,ЧТО торцы крышки и штока сопряжены между собой и на их уступах размещен концами поршень-втулка; при этом с торца штока выполнены N понижений, разделенных между собой N - 1 кольцевыми выступами с продольными проточками, на которых размещен внутренней поверхностью этот поршень; при этом крайние из понижений открыты поперечными окнами в продольные каналы штока и хвостовика крышки, соединенного с передним концом трубки, размещенной с боковым зазором в продольном канале штока; передний торец крышки выполнен в виде усеченного многогранного конуса с основанием со стороны переднего торца штока, при этом с вершины его образовано гнездо под винт с круглой головкой, упирающейся торцом в нее; передний и задний конец поршня-втулки загерметизированы уплотнительными элементами, размещенными в кольцевых канавках крышки и штока, с которым соединена размещенная на нем гайка - втулка, упирающаяся передним торцом в задний торец поршня-втулки.
Сопряжением между собой торцов крышки и штока узла исключается осевая деформация крышки в этой зоне и упрочняется предлагаемый узел.
Образованием уступов на заднем торце крышки и в передней части штока создаются опоры для размещения на них концов поршня-втулки.
Использованием поршня-втулки вместо поршня - колец повышается его технологичность, упрощается сборка-разборка такого узла, уменьшается износ камеры прессования из-за отсутствия сплава на боковой поверхности такого поршня, повышается качество отливок по пористости вследствие исключения попадания хладагента на боковую поверхность поршня и т.д.
Выполнением с переднего торца штока N понижений, разделенных N-1 кольцевыми выступами с продольными проточками, создаются кольцевые тракты охлаждения узла, соединенные между собой продольными проточками, образованными на кольцевых выступах, разделяющих соседние проточки между собой и являющихся дополнительными опорами внутренней поверхности поршня-втулки.
Созданием в крайних понижениях штока поперечных окон, открытых в его продольный канал и в полость хвостовика, осуществляется подход холодного хладагента в эти понижения и отвод нагретого теплом поршня-втулки и крышки хладагента из зоны охлаждения такого поршня.
Наличием трубки с боковым зазором в продольном канале штока, соединенной передним концом с хвостовиком, разделяются между собой потоки отводимого нагретого и подводимого холодного в этот узел хладагента.
Размещением уплотнительных элементов в кольцевых канавках крышки и штока герметизируются концы поршня-втулки, чем исключается вытекание там хладагента из зоны охлаждения этого поршня.
Упиранием переднего торца гайки-втулки, соединенной резьбой со штоком, в задний торец поршня-втулки, обеспечивается его фиксация на передней части штока совместно с крышкой, контактирующей с его передним торцом.
Выполнением переднего торца крышки в виде усеченного многогранного конуса с основанием со стороны переднего торца штока и образованием с вершины его гнезда под винт с круглой головкой, упирающейся торцом в нее, обеспечивается охватывание специальным ключом этой крышки и фиксация его указанным винтом с последующим вворачиванием (выворачиванием) хвостовика крышки в резьбовую полость, выполненную с переднего торца штока.
Предлагаемое решения с признаками, отличающими его от известных сейчас, является новым, существенно отличается от них, промышленно пригодно и соответствует критерию ИЗОБРЕТЕНИЕ
Предлагаемое представлено на чертеже фиг. 1 и содержит крышку 1 с многогранной поверхностью и винтом на переднем торце ее; хвостовик 2 ее соединен с поверхностью продольного канала 3 штока 4, в котором с боковым зазором размещена трубка 5, соединенная передним концом с хвостовиком 2; с переднего торца штока выполнено N понижений 6, разделенных между собой N-1 кольцевыми выступами 7 с продольными проточками 8, являющимися, как и уступы 9 штока 4 и 10 заднего торца и крышки 1, опорами для внутренней поверхности поршня-втулки 11, размещенной на передней части штока4; в этих опорах выполнены кольцевые канавки под уплотнительные элементы 12 и 13, герметизирующие концы этого поршня и, следовательно, зону циркуляции хладагента вдоль него; перед задним уплотнительным элементом 12, как и сзади переднего такого же элемента 13, выполнены поперечные окна 14 и 15 соответственно в штоке 4, выходящие в его продольный канал 3, и в штоке 4 и хвостовиком 2, открытые в дно полости последнего; в задний торец поршня -втулки уперта передним торцом гайки-втулка 16, навернутая на резьбовую поверхность передней части штока 4 и имеющая сзади полость, которая своей поверхностью базируется сзади резьбовой поверхности штока на его боковой поверхности для исключения попадания технологической грязи в резьбовое соединение шток- втулка; выполнением кольцевых канавок под уплотнительные элементы 12 и 13, частично открытых со стороны понижений штока, обеспечивается омывание хладагентом их, чем гарантируется их стойкость.
Поршень-втулка охлаждаются так: хладагент по продольному каналу 3 штока 4 и поперечным окнам 14 поступает в задний тракт охлаждения, образованный поверхностями понижения 6 и полости этого поршня, устремляясь от его заднего конца к переднему через проточки 8 кольцевого выступа 7 и передний тракт, образованный теми же поверхностями, что и предыдущий тракт; из его передней части через поперечные окна 15 штока 4 и хвостовика 2 нагретый теплом поршня 11 и крышки 1 хладагент поступает в полость последнего и из нее в трубку5 и за пределы штока.
Количество по ней проточек и кольцевых выступов на передней части шока 4 определяется диаметром и длиной поршня-втулки, Например, при диаметрах его 40-70 мм и длине 100 мм N=2, N-1=1; при этих параметрах 80-100 и 100 N=3, N-1=2 и т.д.
Эффективность охлаждения поршня-втулки определяется скоростью циркуляции хладагента и величиной охлаждаемых поверхностей его и крышки, которые в предлагаемом узле максимальны по сравнению с поршнем -стаканом аналога и поэтому стойкость предлагаемого поршня выше последнего.
Таким образом, отсутствием осевых зазоров между торцами поршня- втулки и крышки, штока и крышки, гайки-втулки и поршня гарантируется прочность предлагаемого узла; наличием уплотнительных элементов у концов поршня-втулки исключается попадание хладагента из него в камеру прессования и повышается качество литья по пористости; максимально охлаждаемой поверхностью такого поршня обеспечивается наибольшая стойкость его и технологичность использованием для него заготовки-трубы.
Поршневой узел машины литья под давлением, содержащий поршень, шток с продольным каналом под хладагент и крышку с конической боковой поверхностью и резьбовым хвостовиком, соединенным с поверхностью продольного канала штока, отличающийся тем, что он содержит трубку, размещенную с боковым зазором в продольном канале штока и соединенную передним концом с хвостовиком крышки, поршень выполнен в виде поршня-втулки, торцы крышки и штока сопряжены между собой, на заднем торце крышки и в передней части штока выполнены уступы для размещения концов поршня-втулки, при этом на переднем торце штока выполнены N кольцевых понижений, разделенных между собой N-1 кольцевыми выступами с кольцевыми канавками для уплотнительных элементов и с продольными проточками, образующими кольцевые тракты охлаждения, при этом кольцевые выступы являются дополнительными опорами внутренней поверхности поршня-втулки, в крайних понижениях выполнены поперечные окна, открытые в продольный канал штока и в дно полости хвостовика крышки, передний торец которой выполнен в виде усеченного многогранного конуса с основанием со стороны переднего торца штока, на вершине которого выполнено гнездо под винт с круглой головкой упирающейся торцом в нее, передний и задний конец втулки загерметизированы уплотнительными элементами, на резьбовую поверхность передней части штока навернута гайка-втулка, упирающаяся передним торцом в задний торец поршня-втулки.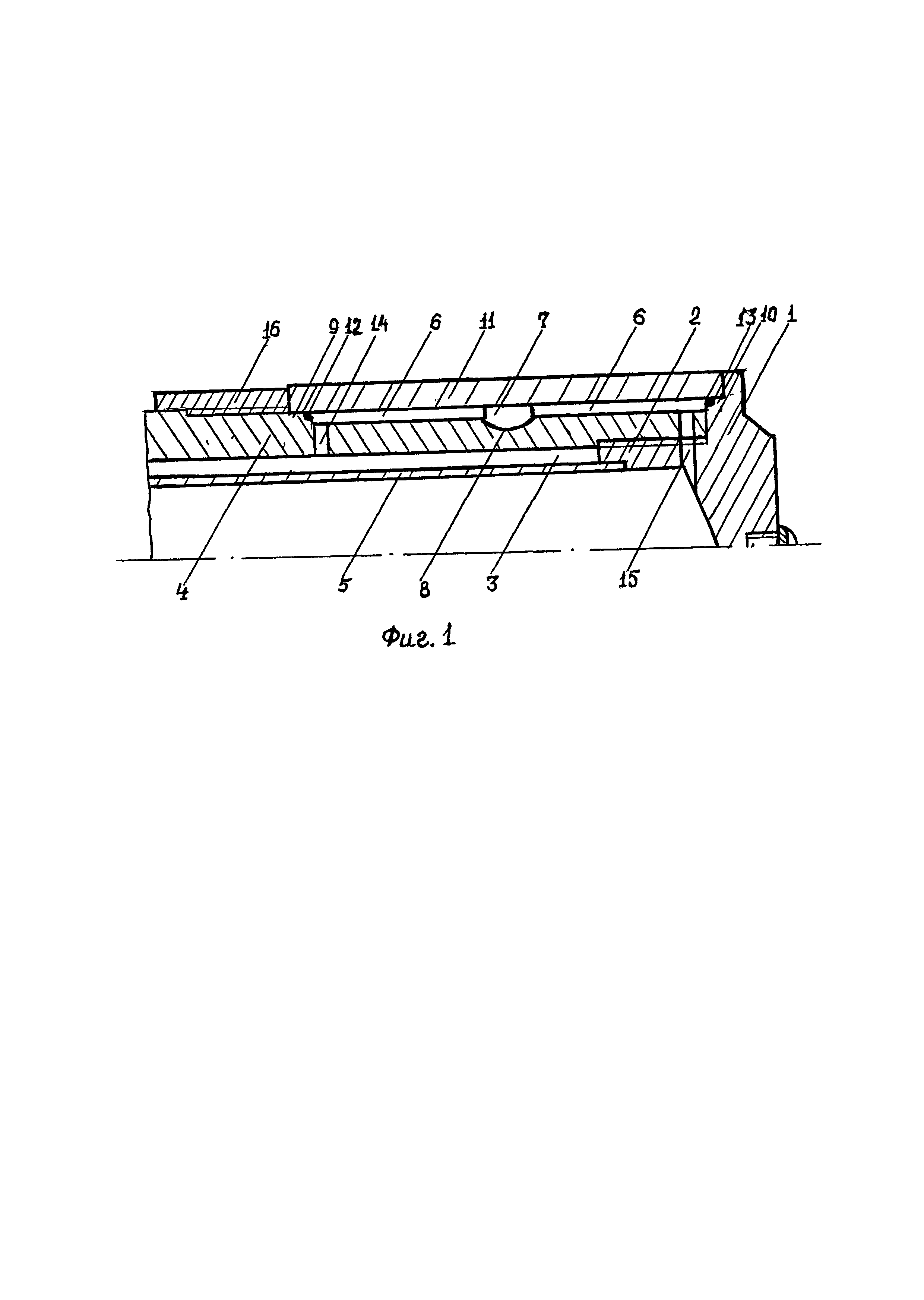
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

