Результат интеллектуальной деятельности: Устройство для охлаждения электрода контактной точечной сварки (КТС)
Вид РИД
Изобретение
Устройство для охлаждения электрода контактной точечной сварки (КТС).
Изобретение относится к сварочному производству и пригодно в электродах КТС, используемых для сварки заготовок, деталей, прутков и др. между собой.
Известно устройство КТС: электрод с полым хвостовиком, размещенный в передней части полого держателя, в которых с зазорами расположена трубка для циркуляции хладагента и охлаждения им электрода через дно его полости (см. патент РФ 2420378 С2 от 02.03.2009).
Его недостаток: длина хвостовика примерно равна длине рабочей части электрода и при износе последнего выбрасывают его остаток с хвостовиком, что удорожает его стоимость и стоимость свариваемых между собой элементов.
Известно и другое устройство, отличающееся следующим: электрод с буртом между его частями, упертым задним торцом в передний торец полого держателя через уплотнительное кольцо между ними; накидная гайка охватывает электрод, упираясь дном в передний торец бурта, и соединяется резьбой с резьбой передней части держателя (см. книгу Слиозберга С.K. Медные сплавы и электроды контактных сварочных машин. - М.: Машиностроение, 1970, с. 32, рис. 10.3).
Его недостатки: из-за бурта еще больше величина остатка изношенного электрода и масса его исходной заготовки; неэффективное охлаждение электрода из-за малого диаметра полостей хвостовика и электрода; преждевременный выход из строя уплотнительного кольца от перегрева; ненадежный подвод тока от держателя к хвостовику электроду из-за зазоров между полостью держателя и этим хвостовиком; повышенный износ резьбы медного держателя, контактирующей со стальной накидной гайкой.
Задачей предлагаемого решения является повышение стойкости электрода, уплотнительного кольца, резьбы держателя и надежности подвода тока к электроду от последнего.
Технический результат от предлагаемого заключается в увеличении срока службы электрода, уплотнительного кольца, резьбы держателя с одновременным повышением надежности подвода тока от держателя к электроду.
Это достигается тем, что в устройстве для охлаждения электрода КТС, содержащем полый держатель, в котором хвостовиком размещен электрод, упертый его передний торец через уплотнительное кольцо задним торцом своего бурта, охваченного накидкой, гайкой, упирающейся дном в его передний торец и соединенной с передней частью держателя; трубку, расположенную с зазорами в нем, полом хвостовике и заднем канале электрода для подвода хладагента в него, а из него в зазоры между ней и каналами этих элементов с отвода его из держателя, новым является то, что в его передний торец уперт общий задний торец бурта и электрода без хвостовика; уплотнительное кольцо между этими торцами размещено в полости держателя, выполненной со стороны его канала; у электрода с переднего торца бурта образована с основанием со стороны его заднего торца конусная поверхность под конусное дно накидной гайки, соединенной с закрепленной на передней части держателя втулкой; электрод выполнен без глухого канала, а трубка отделена осевым зазором от его заднего торца; в полости держателя вместо уплотнительного кольца установлен диск, а трубка отделена осевым зазором от его заднего торца; на переднем торце держателя без диска и полости под него размещена крышка, трубка отделена осевым зазором от него заднего торца; с переднего торца держателя без крышки его полость закрыта, трубка отделена осевым зазором от дна этой полости.
Упиранием общим задним торцом электрода и его бурта в передний торец держателя обеспечивается надежный электроконтакт между ними, чем гарантируется стабильность процесса сваривания заготовок или деталей между собой.
Выполнением электрода без хвостовика уменьшаются его масса и объем лезвийной обработки примерно вдвое.
Размещением уплотнительного кольца в полости держателя, образованной со стороны его, полости, обеспечивается омывание и охлаждение его циркулирующим хладагентом, исключающим его перегрев и преждевременный выход из строя.
Образованием у электрода с переднего торца его бурта конусной поверхности с основанием со стороны его заднего торца под конусное дно накидной гайки гарантируется надежная ориентация и фиксация этими контактирующими между собой поверхностями электрода на переднем торце держателя такой гайкой, соединенной своей резьбой с резьбой втулки держателя.
Выполнением конических поверхностей у гайки и бурта электрода с контактом их между собой сводится к минимуму остаток предельно изношенного электрода, равный длине этого бурта.
Расположением стальной втулки на передней части держателя исключается его износ и гарантируется стойкость ее резьбы, равной стойкости резьбы этой гайки, чем повышается надежность предлагаемого устройства по сравнению с устройством прототипа.
Фиксацией этой втулки с передней частью держателя, например, резьбой и штифтом, гарантируется неподвижность ее там при наворачивании на нее накидной втулки с электродом.
Изготовлением электрода без глухого канала со стороны его заднего торца упрощается штамповая оснастка при его изготовлении и снижается его стоимость.
Установкой в полости держателя вместе уплотнительного кольца диска, соединенного с ним, упрощается конструкция предлагаемого устройства и повышается его надежность исключением попадания хладагента в торцевое соединение держатель-электрод.
Размещением крышки на переднем торце держателе, как и закрытием его полости с его торца, обеспечивается выше приведенный эффект.
Отделением осевым зазором переднего конца трубки от дна канала электрода, его заднего торца, этих торцов диска и крышки или дна полости держателя обеспечивается беспрепятственная циркуляция хладагента в таких местах и гарантируется эффективное охлаждение электрода.
Сравнительный анализ предлагаемого с известными в настоящее время техническими решениями свидетельствует, что оно ново, имеет существенные отличия, промышленно пригодно и поэтому соответствует критерию изобретение.
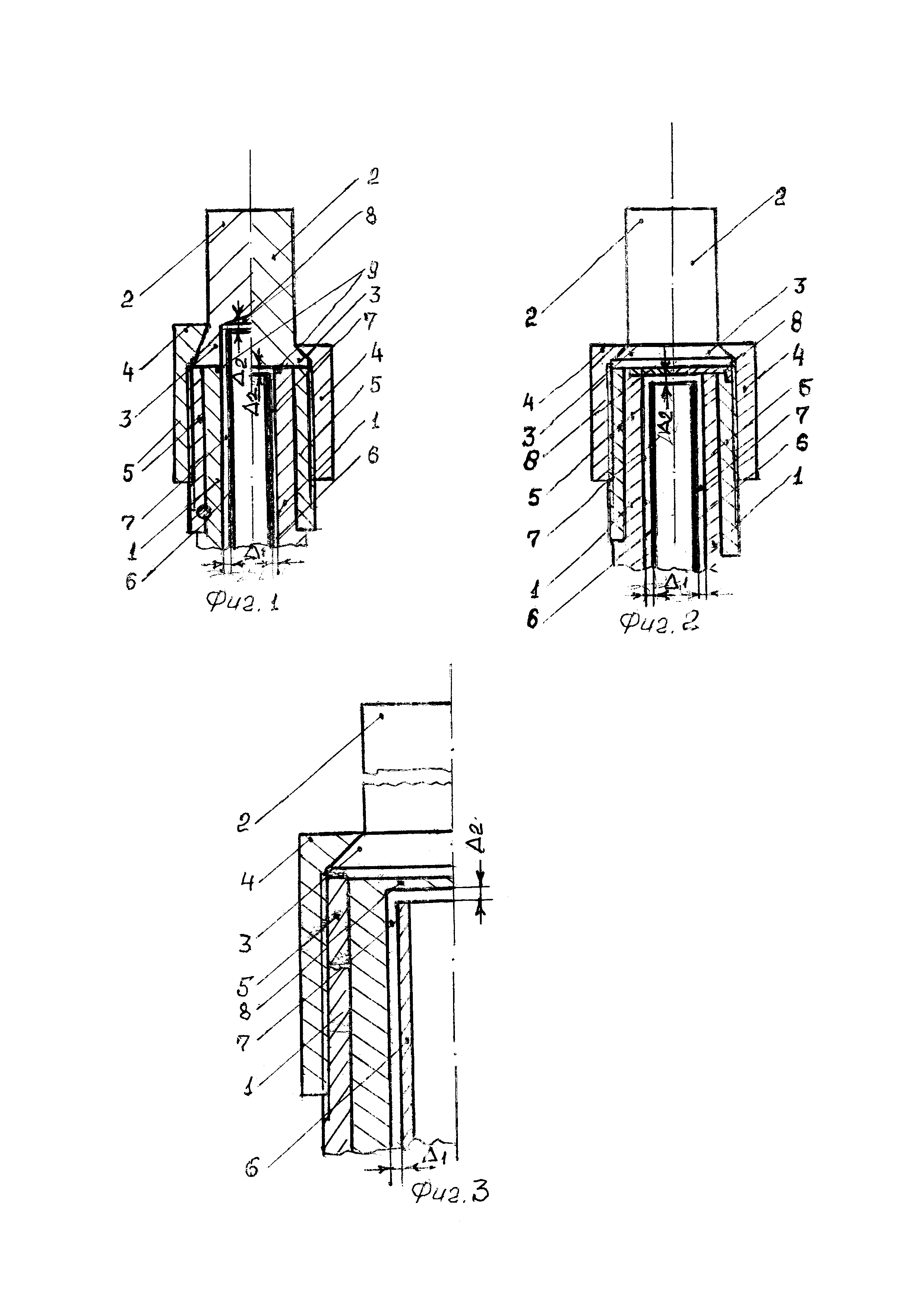
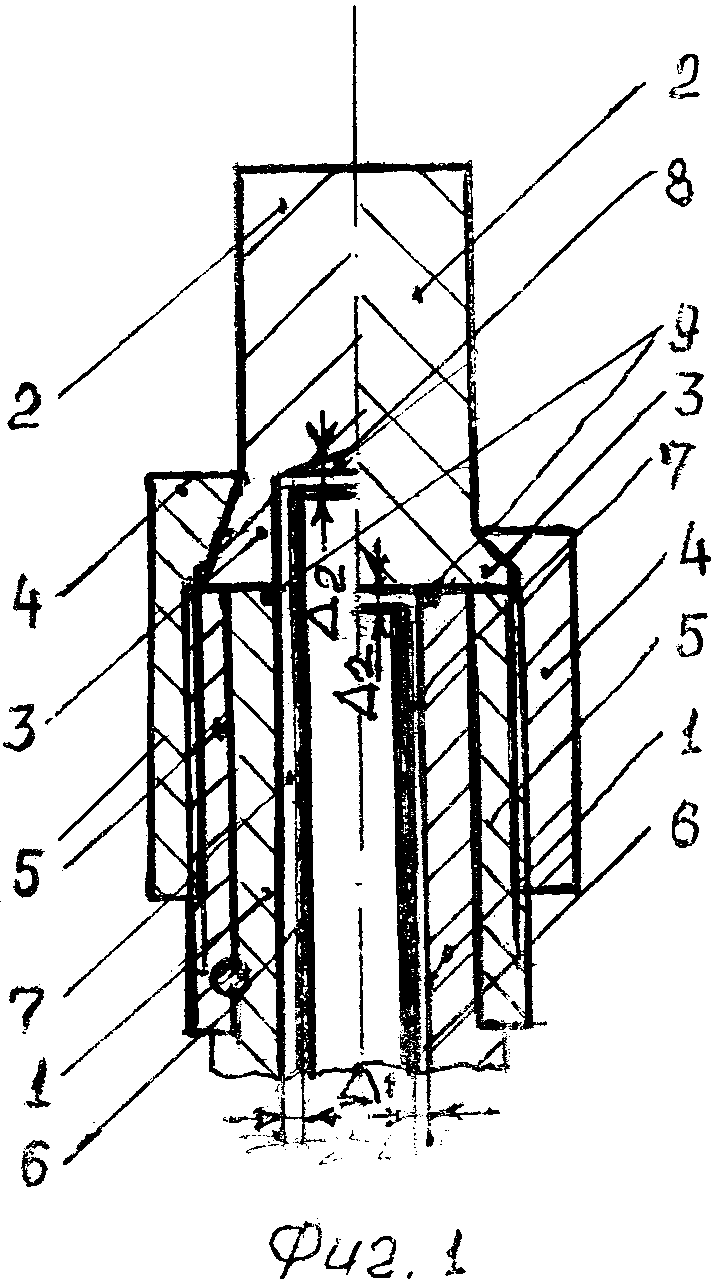
Оно поясняется чертежом, где на фиг. 1-3 представлены п. 1-5 его предлагаемой формулы.
На фиг. 1 приведены п. 1-2 ее и устройство содержит п. 1 слева и п. 2 справа формулы.
Оно содержит полый держатель 1, в передний торец которого упирается общий задний торец электрода 2 и его бурта 3. С конической поверхностью бурта 3, основание которой расположено со стороны общего заднего торца бурта и электрода, контактирует коническое дно накидной гайки 4, надетой на электрод 2 с охватом бурта 3 и соединенной своей резьбой с резьбой втулки 5, размещенной без зазора на передней части держателя 1 и дополнительно зафиксированной и ним, например, штифтом или другим крепежом, показанным на фиг. 1 без позиции.
Трубка 6 размещена в полости 7 держателя и заднем глухом канале 8 электрода 2. отделенная от них боковыми Δ1 осевым Δ2 зазорами от их соответствующих поверхностей (боковой, донной или торцевой). Герметизация торцевого соединения, держатель-электрод обеспечивается уплотнительным кольцом 9, размещенным в полости первого, образованной со сторон его торца и полости 6.
Справа на фиг. 1 устройство отличается от предыдущего следующим: у электрода 2 нет глухого канала, а передний торец трубки 6 отделен осевым зазором от заднего торца электрода.
На фиг. 2 приведены слева и справа соответственно решения п. 3 и 4 формулы, где поз. 1-7 аналогичны предыдущим фиг. 1. Слева показан диск 8, установленный вместо уплотнительного кольца 9 предыдущей фигуры, а справа крышка 8, размещенная на переднем торце держателя 1. Она, как и диск, соединена неразъемно с держателем, например, лужением, создавая герметичное соединение и поэтому не нужно уплотнительное кольцо 9 для герметизации торцевого соединения держатель 1 - электрод 2.
На фиг. 3 представлен п. 5 формулы и отличается от предыдущих глухой полостью 7 держателя 1, дно которой отделено стенкой 8 от его переднего торца. Трубка 6 отделена зазором от дна полости 7.
Электрод этих фигур охлаждается так: по трубке 6 подводится к дну канала 8 электрода (фиг. 1) или к его заднему торцу, торцам диска 8 или крышки 8, дну полости 7 держателя 1 (фиг. 1-3). Через осевой зазор между торцом трубки 6 и поверхностями этих элементов хладагент устремляется в радиальном направлении к боковой поверхности канала 8 электрода (фиг. 1) и по зазору к задней части держателя 1 и далее за его пределы. Хладагент может подаваться и по противоположной более эффективной схеме.
Эффективность охлаждения электрода 2 зависит от расхода и скорости циркуляции хладагента, диаметров, полости 7 держателя 1, канала 8 электрода 2 и трубки 7, образующих между собой зазоры, а также осевыми толщинами стенок электрода 2, диска 8, крышки 8 и держателя 1, отделяющих хладагент от переднего торца электрода-зоны его нагрева.
При этом чем меньше данная толщина, тем выше эффективность охлаждения электрода согласно уравнению теплопроводности Фурье для плоской стенки
q=-λ*dT/dn
где q - плотность теплового потока, переданная через стенку электрода к хладагенту;
λ - коэффициент теплопроводности материала электрода; dT - перепад температур между теплообменным поверхностями электрода; dn - осевая(ые) толщина(ы) стенки(ок) электрода или электрода + диска (крышки, держателя) при допущении идеального теплового контакта между двумя стенками.
Из-за износа переднего торца электрода, восстанавливаемого периодически для придания ему требуемой формы, уменьшается его осевая толщина dn, но возрастает эффективность его охлаждения, максимальная в конце срока службы его, когда толщина dn минимальна.
Влияние дополнительной стенки диска, крышки и держателя оценивается коэффициентом теплопередачи
Ki=1/dn1/λ1+dn2/λ2
Здесь индексы 1 и 2 относятся к электроду и дополнительным элементам держателя (диску, крышке или стенки дна его полости).
Зададим длину (осевую толщину) электрода dn1=30 мм, толщину диска, крышки и стенки дна держателя dn2=1 мм, глубину каната электрода h=6 мм, их материал медь M1 и осредненную за цикл температуру их 100°С. Тогда λ=385 вт/м*°С.
Для фиг. 1 (левая часть)
К1 = 385/0,024 = 16040 вт/м2*°С,
(правая часть) К1 = 385/0,03 = 12833 вт/м2*°C,
фиг. 2 и 3 К2 = 385/0,03+0,001 = 12420 вт/м2*°C.
Следовательно, коэффициент теплопередачи К максимален у электрода левой части фиг. 1 и минимальный у электрода в остальных случаях, уменьшаясь соответственно на 20 и 22%, но устройства в остальных случаях проще из-за отсутствия уплотнительного кольца и надежнее, т.к. исключается попадание хладагента в торцевое соединение электрод-держатель.
Предлагаемой конструкцией электрода уменьшается его длина, материалоемкость и трудоемкость по сравнению с электродом-прототипом. Подтвердим это примером: у прототипа длина хвостовика 20 мм, электрода с буртом - 30 мм, бурт длиной 5 мм, у накидной гайки толщина стенки по дну 4 мм; у предлагаемого последние размеры такие же, но нет хвостовика. Тогда длина остатка изношенного электрода равна 50-30+5+4=29 мм, а у предлагаемой 30-25=5 мм; коэффициент использования первого равен 21/50=0,42, у предлагаемого 25/30=0,83. Масса заготовки последнего меньше заготовки прототипа в 50/30=1,66 раза, а коэффициент его использования в 0.83/0.42=1,98 раза больше, что является очевидным преимуществом предлагаемого по этим критериям.
Увеличением диаметра канала электрода до диаметра полости держателя с 8 до 10, с 10 до 12 мм и т.д. или при отсутствии его возрастает его охлаждаемая поверхность в 1,55, 1,44 раза и т.д. соответственно по сравнению с прототипом с некоторым ростом стойкости такого электрода. Непосредственным контактом торцов держателя и электрода между собой без уплотнительного элемента, имеющегося у прототипа и разделяющего их, повышается надежность токоподвода от одного к другому и, следовательно, качество сварки заготовок между собой и другие показатели данной операций.
Применением стальной втулки с резьбой на передней части держателя становится неограниченный срок службы его с одновременным упрочнением ею этой зоны.
Таким образом, предлагаемым повышается стойкость электрода увеличением его охлаждаемой поверхности и его производственно-экономические показатели, возрастает срок службы омыванием хладагентом уплотнительного кольца и гарантируется надежная фиксация на держателе электрода взаимодействующими между собой коническими поверхностями его бурта и дна накидной гайки.
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Держатель с электродом-грибком для контактной точечной сварки
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

