Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для полирования поверхности изделий из титановых сплавов в авиационном и энергетическом машиностроении, в том числе при финишной обработке лопаток и других деталей ГТД и ГТУ, а также в качестве подготовительной операции перед ионно-имплантационным модифицированием поверхности деталей и нанесением защитных ионно-плазменных покрытий.
Недостатком известных способов является то, что детали опускаются в электролит без предварительного нагрева, что приводит к большим энергозатратам для образования парогазовой оболочки.
Известен способ многоэтапного электролитно-плазменного полирования детали из титановых сплавов, включающий погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала [описание изобретения к патенту РФ №2373306, МПК C25F 3/16. опубл. 20.11.2009, Бюл. №32).
Однако известный способ, является многостадийным, что приводит к возрастанию сложности процесса обработки деталей, а также к повышению его трудоемкости.
Известен способ электрохимического полирования металлических изделий, заключающийся в том, что обрабатываемое металлическое изделие погружают в водный раствор электролита и прикладывают к нему положительное по отношению к электролиту электрическое напряжение, под действием которого между поверхностью обрабатываемого изделия и электролитом образуется парогазовый слой, причем, процесс электрохимического полирования осуществляют в два этапа, на первом из которых к обрабатываемому изделию прикладывают электрическое напряжение 90-190 В и выдерживают изделие при этом напряжении в течение 0,1-5 с, а на втором этапе это напряжение увеличивают до 200-400 В и поддерживают постоянным до окончания процесса полирования, при этом обеспечивают беспрерывную подачу электрического напряжения на каждом из этапов электрохимического полирования, включая момент перехода от первого этапа ко второму [Патент РФ №2168565, МПК C25F 3/16, опубл. 2001.06.10].
Однако известные способы ЭПП имеют значительную энергоемкость процесса, поскольку требуют использования при обработке деталей повышенного электрического напряжения (более 100 В).
Известен способ электролитно-плазменного полирования поверхности деталей из малоуглеродистых сталей с повышенным содержанием хрома, включающий погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание плазменного разряда в парогазовой оболочке, парогазовую оболочку и плазменный разряд формируют токами высокой частоты (0,1-20 МГц) с помощью индуктора (описание изобретения к патенту РФ №2355828, МПК C25F 1/00, C25F 3/16, опубл. 20.05.2009).
Недостатком указанного способа является высокое удельное энергопотребление процесса и высокая трудоемкость процесса из-за наличия дополнительных операций. Кроме того способ требует использования высокочастотного индукционного нагревателя с рабочей частотой 0,1-20 МГц.
Наиболее близким к предлагаемому техническому решению является способ электролитно-плазменного полирования деталей из титановых сплавов, включающий погружение детали в электролит, содержащий окислитель, фторсодержащее соединение и воду, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки путем индукционного нагрева изделия, и зажигание разряда между обрабатываемой деталью и электролитом после чего прекращают индукционный нагрев изделия и полируют изделие при поддержании разряда в парогазовой оболочке между изделием и электролитом (описание изобретения к патенту РФ №2355829, МПК C25F 3/16, опубл. 20.05.2009).
В способе электролитно-плазменного полирования вначале парогазовую оболочку формируют путем индукционного нагрева детали, затем производят зажигание разряда между обрабатываемой деталью и электролитом, после чего прекращают индукционный нагрев детали и полируют ее при поддержании разряда в парогазовой оболочке между деталью и электролитом.
При обработке деталей из титановых сплавов известным способом при подаче напряжения происходит нестабильный переходный процесс, при котором происходят резкие колебания тока до выхода на установившийся режим, что приводит к увеличению энергозатрат на электролитно-плазменное полирование деталей из титановых сплавов и времени обработки.
Кроме того формирование парогазовой оболочки путем индукционного нагрева детали требует применения дополнительного оборудования для разогрева детали токами высокой частоты и практически неосуществимо в производственных условиях из-за резкого усложнения процесса полирования.
Задачей изобретения является создание способа электролитно-плазменного полирования деталей из титановых сплавов, при котором выход на установившийся режим обработки не сопровождается длительными резкими колебаниями тока и быстрее образуется стабильная парогазовая оболочка с пузырьковым типом кипения вокруг обрабатываемой детали.
Техническим результатом изобретения является снижение энергетических затрат на электролитно-плазменное полирование деталей из титановых сплавов и времени обработки, за счет стабилизации парогазовой оболочки и сокращения переходного процесса.
Технический результат достигается тем, что в способе электролитно-плазменного полирования деталей из титановых сплавов, при котором деталь погружают в электролит, формируют вокруг обрабатываемой поверхности детали парогазовую оболочку и зажигают разряд между деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала от 250 до 350 В при температуре электролита 80-90°С, в отличие от известного, предварительно деталь нагревают, путем погружения ее в теплоноситель и выдержки в нем в течение 1-2 мин. без подачи напряжения, затем деталь вынимают из теплоносителя, прикладывают к ней электрическое напряжение, вновь погружают деталь в электролит и ведут полирование в течение 0,8-2,5 мин.
В качестве теплоносителя используют водный раствор электролита при температуре 80-90°С.
В качестве электролита используют водный раствор с содержанием гидроксиламина солянокислого от 4 до 6% и фтористого натрия от 0,7 до 0,8%.
Предлагаемое техническое решение поясняется чертежами, на которых изображены:
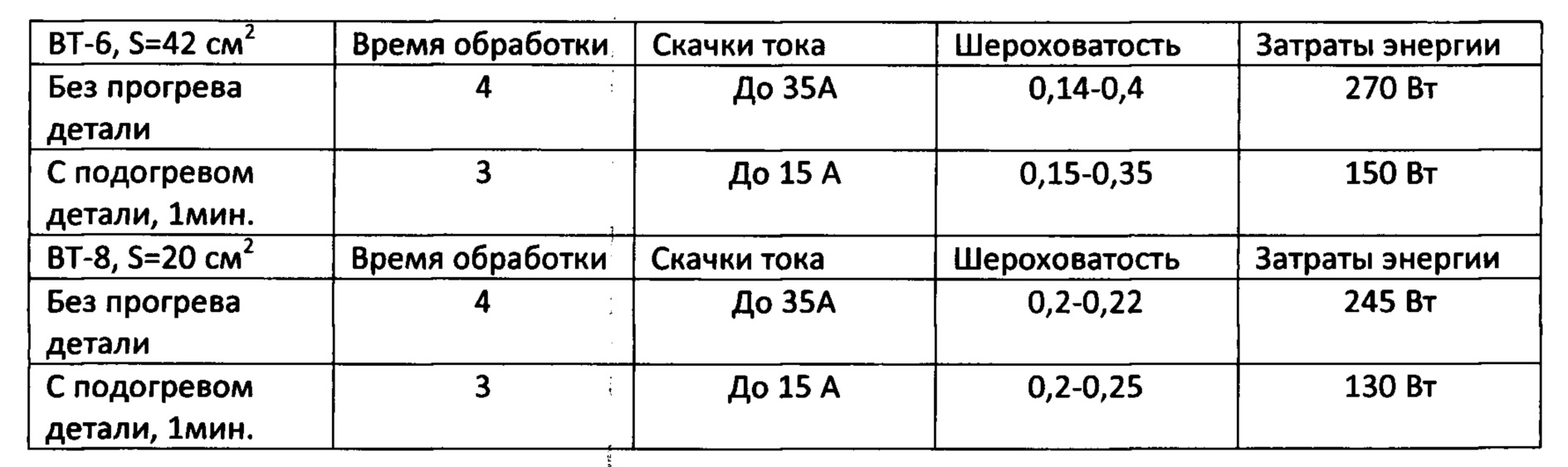
фиг. 1 - график изменения тока во время обработки детали из титанового сплава без ее предварительного нагрева;
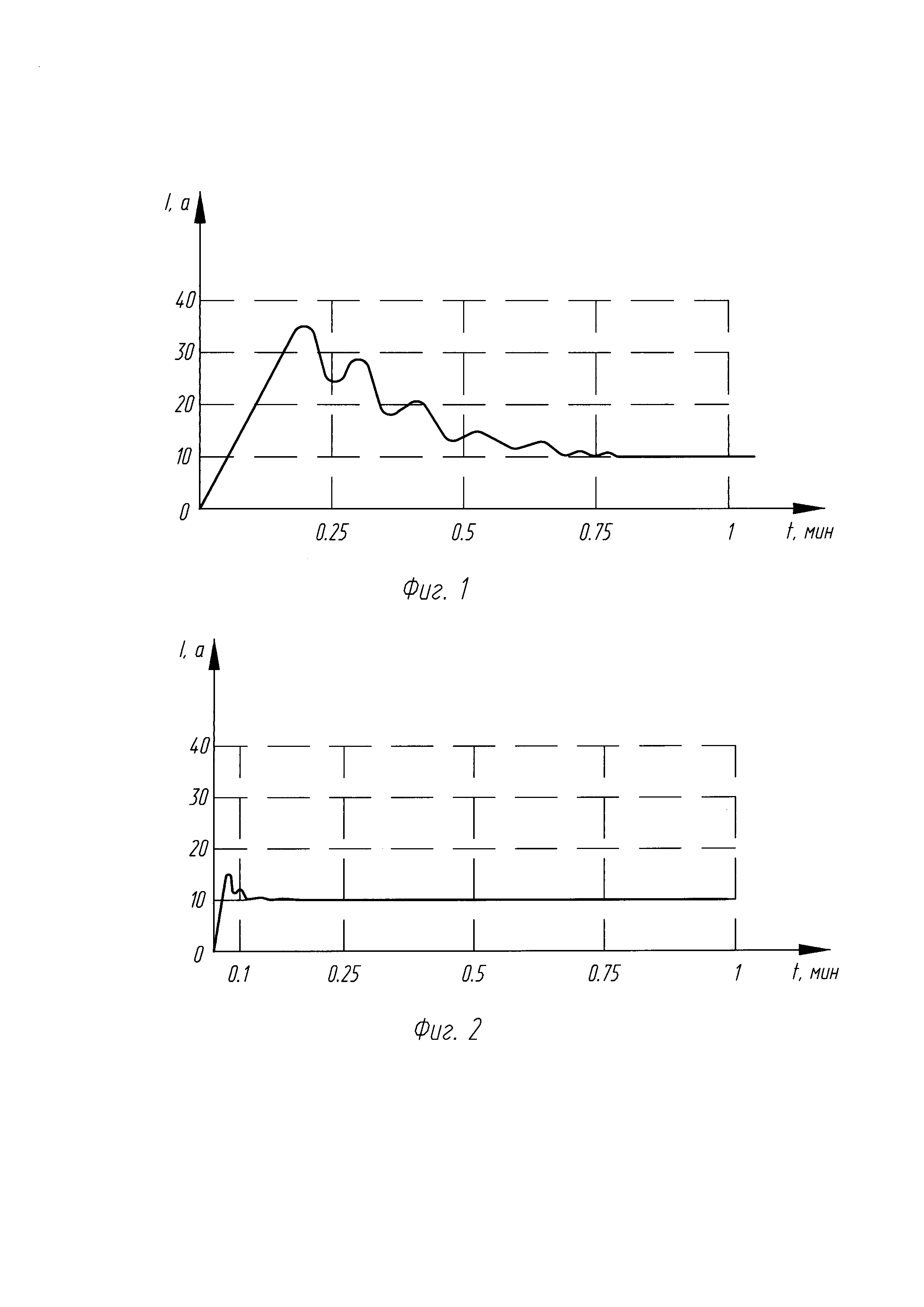
фиг. 2 - график изменения тока во время обработки детали из титанового сплава с ее предварительным нагревом.
Способ электролитно-плазменного полирования деталей из титановых сплавов осуществляют следующим образом.
Обрабатываемую деталь из титанового сплава предварительно разогревают путем погружения в емкость с теплоносителем на 1-2 минуты, в зависимости от массы детали, без подачи напряжения на деталь.
В качестве теплоносителя используют, например, нагретый до температуры 80-90°С рабочий электролит, в котором далее будет проходить процесс полирования. В качестве емкости используют ванну, выполненную из материала, стойкого к воздействию электролита.
В качестве электролита для полирования титановых сплавов используют, например, водный раствор с содержанием от 4 до 6% гидроксиламина солянокислого и от 0,7 до 0,8% фтористого натрия.
По истечении времени нагрева (1-2 мин) деталь выводят из емкости с электролитом, прикладывают к детали положительный электрический потенциал от 250 до 350 В, а к электролиту - отрицательный, и деталь сразу вновь погружают в емкость с электролитом при поддерживаемой температуре от 80°С до 90°С, в результате чего достигают возникновения разряда между обрабатываемой деталью и электролитом, при этом вокруг детали образуется парогазовая оболочка и происходит полирование при температуре электролита от 80°С до 90°С в течение 0,8-2,5 мин. Время полирования определяется опытным путем в зависимости от качества исходной поверхности детали, требуемой шероховатости поверхности, качества ее обработки, а так же от выбранных режимов обработки, состава электролита, источника технологического тока.
При осуществлении способа происходят следующие процессы.
Предварительный нагрев детали путем погружения ее в нагретый электролит, приводит к более быстрой стабилизации процесса и экономии электроэнергии.
Под действием электрического напряжения (электрического потенциала между деталью и электролитом) в парогазовой оболочке возникает разряд, представляющий из себя ионизированную электролитическую плазму, обеспечивающую протекание интенсивных химических и электрохимических реакций между обрабатываемой деталью и средой парогазовой оболочки.
При включении напряжения происходит переходный процесс, при котором благодаря предварительно нагретой детали выход на установившийся режим происходит быстрее и без резких колебаний тока.
Примеры осуществления способа.
Для сравнения возможностей предлагаемого способа полирования со способом-прототипом были проведены следующие исследования. Обработке подвергали детали из титановых сплавов марок ВТ-1, ВТ3-1, ВТ6, ВТ8.
Обрабатываемые образцы погружали в ванну с водным раствором электролита и прикладывали к детали положительное, а к электролиту -отрицательное напряжение. Детали обрабатывались в среде электролитов на основе водного раствора, в состав которых входили: от 4 до 6% гидроксиламина солянокислого и от 0,7 до 0,8% фтористого натрия. При обработке поддерживалась температура электролита в интервале от 80° до 90°С.
Из таблицы видно, что на деталях с предварительным подогревом для достижения необходимой шероховатости уменьшается время обработки ~ на 25% и уменьшается расход энергии ~ на 45%
На фиг. 1 представлен график изменения тока во время ЭПП детали из титанового сплава площадью 30-40 см2 по способу - прототипу без предварительного нагрева детали. На фиг. 1 видны сильные продолжительные колебания тока, первый скачок достигает до 35 А. После этого колебания тока идут на спад пока деталь не нагреется и парогазовая оболочка не образуется.
На фиг. 2 представлен график изменения тока во время ЭПП детали из титанового сплава площадью 30-40 см2 по предлагаемому способу с предварительным нагревом детали. На фиг. 2 видны несильные непродолжительные колебания, первый скачок достигает до 15 А. После этого колебания быстро прекращаются.
По сравнению с прототипом при реализации предложенного способа достигается снижение энергетических затрат на единицу обрабатываемой поверхности на 45% и снижение времени на 25%.
В отличие от прототипа предлагаемый способ позволяет понизить удельное энергопотребление, сократить время обработки и технически упростить процесс электролитно-плазменного полирования поверхности деталей из титановых сплавов..
Способ диагностики технического состояния подшипника качения ротора газотурбинного двигателя
Способ определения периодичности контроля деталей газотурбинных двигателей
Способ измерения сил, действующих на подшипник качения при статическом и динамическом нагружении с использованием тензодатчиков сопротивления
Система плавного включения фрикционной муфты зубчатого редуктора
Способ изготовления крупногабаритных лопаток газотурбинного двигателя
Способ проведения резонансных испытаний рабочих лопаток в составе турбомашины
Комбинированный способ электрохимической обработки деталей из титановых сплавов
Главная судовая энергетическая установка
Устройство для смазки подшипников роторной машины
Главный судовой газотурбинный агрегат с реверсивным двигателем
Электролит для электрохимической обработки
Способ изготовления электрода-инструмента при объемной электрохимической обработке (эхо)
Штамм бактерий rhodococcus aetherivorans bkm ac-2610d - продуцент нитрилгидратазы, способ его культивирования и способ получения акриламида
Способ круговой электрохимической обработки компрессорных лопаток газотурбинного двигателя
Штамм бактерий alcaligenes denitrificans - продуцент нитрилазы
Способ культивирования штамма rhodococcus rhodochrous мзз, продуцирующего нитрилгидратазу
Способ электрохимической обработки лопаток моноколеса
Способ электрохимического снятия заусенцев и скругления кромок в пересекающихся каналах
Способ получения диальдегидпроизводной гель-пленки бактериальной целлюлозы

