Результат интеллектуальной деятельности: Способ изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов (варианты)
Вид РИД
Изобретение
Изобретение относится к способам получения структурно-градиентных (композитных) порошковых материалов методом обработки исходной шихты в высокочастотной индукционной или дуговой плазме.
Известен (Заявка на изобретение № 2010139100/02, опубликована 27.03.2012 Бюл. № 9, 22.09.2010 МПК C22C 19/00 (2006.01)) способ получения композиционного порошкового материала системы металл-керамика износостойкого класса, содержащего металлическую матрицу и керамический упрочнитель, включающий смешивание порошков металлической матрицы с керамическим упрочнителем и механосинтез, отличающийся тем, что сначала получают порошок металлической матрицы путем измельчения предварительно отобранного порошкового материала дисперсностью не более 100 мкм в высокоскоростном дезинтеграторе с помощью двух роторов с измельчающими элементами, изготовленными из плакирующего материала твердостью ниже твердости обрабатываемого порошка, для образования плакирующего слоя, затем полученный плакированный порошок металлической матрицы и порошок керамического упрочнителя подвергают совместной обработке в высокоскоростном дезинтеграторе с помощью двух роторов с измельчающими элементами, изготовленными из материала твердостью выше твердости обрабатываемой порошковой смеси, для получения дисперсно - упрочненных частиц системы металл-керамика износостойкого класса. Недостатком данного способа является дискретный характер создаваемой оболочки, а также отсутствие упрочняющих керамических частиц в толще металлической частицы.
Известен способ получения металлокерамической порошковой композиции (Патент RU 2 644 834 C1, B22F 9/04 (2006.01), C22C 1/04 (2006.01), B22F 1/02 (2006.01), C22C 19/03 (2006.01), C22C 29/02 (2006.01) опубликован 14.02.2018 Бюл. № 5), включающий приготовление порошковой смеси и механический синтез смеси в планетарной мельнице, отличающийся тем, что в качестве исходных компонентов порошковой смеси используют порошок высокожаропрочного сплава на основе никеля и порошок армирующих наночастиц MeCN и/или МеС, где Me - элементы Ni, Ti, Та, Mo, Hf, V, Si, при этом механический синтез порошковой смеси проводят в планетарной мельнице при частоте вращения 200-250 об/мин в течение 15-30 мин в среде аргона в размольных кюветах с применением размольных шаров из стали ШХ15 диаметром 5 мм, причем соотношение массы обрабатываемой смеси и шаров составляет 1:8, а соотношение объема шаров к объему размольной кюветы составляет 1:5. Недостатками данного способа получения структурно-градиентного порошкового материала типа ядро-оболочка является дискретно-точечный характер получаемой оболочки в виде наночастиц, механически запрессованных в поверхность ядра, зависимость качества металлургического контакта между ядром и оболочкой от твердости материалов, их образующих, а также потенциальная возможность загрязнения конечного продукта материалом размольных шаров в планетарной мельнице.
Известен способ получения порошковых композиционных материалов системы металл-керамика (Патент RU 2 021 382 C1, C22B 1/10 (1990.01), B22F 9/04 (1990.01), опубликован 15.10.1994), включающий смешивание порошка металлической матрицы с порошком упрочняющей фазы, обработку смеси в высокоэнергетической мельнице и компактирование, отличающийся тем, что при смешивании в качестве упрочняющей фазы используют компоненты, реагирующие между собой с образованием керамических частиц, а обработку в высокоэнергетической мельнице проводят при энергонапряженности 0,7 - 1,5 кВт/кг в течение 20 - 40 ч. Недостатком данного способа является осколочный характер получаемых композитных частиц, связанный с использованием высокоэнергетичных мельниц, а также поверхностный характер внедрения армирующих керамических частиц.
Известен способ ((Патент RU 97 104 859 А, C22C 1/10 (1995.01), B22F 9/04 (1995.01), опубликован 10.11.1998) получения дисперсно - упрочненных материалов на основе меди преимущественно для деталей, эксплуатируемых в условиях повышенных температур, включающий механохимическую активацию путем размола порошков меди, оксидо- и карбидообразующих элементов, углерода и оксидов, отличающийся тем, что оксиды получают путем засыпки в зону размола порошков оксидо- и карбидообразующих элементов, процесс проводят в одну стадию в атмосфере воздуха, а углерод вводят в количестве, превышающем не более чем на 0,5 мас. % стехиометрически необходимое его количество для полной карбидизации оксидо- и карбидообразующих элементов. Также способ по п. 1, отличающийся тем, что в качестве оксидо- и карбидообразующих элементов используют металлы, выбранные из III, IV, V или VI групп периодической системы элементов Д. И. Менделеева. В этом способе упрочняющие элементы получаются за счет химических реакций между оксидо- и карбидообразующими элементами, введенными в основу путем механохимической активации. Используемый способ введения упрочняющих элементов определяет осколочную форму получаемых частиц упрочненного материала, а также поверхностный характер упрочнения.
Известен способ получения распыленного дисперсно-упрочненного порошка на медной основе по пункту 1, включающий операции расплавления меди, введения в нее добавок, распыления полученного расплава в порошок, отличающийся тем, что в расплав меди вводят добавки, ограниченно растворимые в указанном расплаве, расплав нагревают на 50-150°С выше температуры плавления добавки и выдерживают в печи при постоянном перемешивании до полного растворения.
Известен способ по п.1, отличающийся тем, что в качестве добавки в расплав меди вводят сплав Fe-Cr-C.
Известен способ по одному из пп.1 или 2, отличающийся тем, что добавку вводят в расплав меди в количестве 3-10 мас. %.
Достоинством данного способа является однородность распределения упрочняющей фазы по объему частиц порошка и возможность получения частиц сферичной формы, но только при малой концентрации упрочняющей добавки (не более 2,5%). При повышении концентрации добавки форма частиц становится сперва зернистой, а при больших концентрациях (11%) и угловатой.
Известен (Патент RU 2 666 197 C2, C22C 1/06 (2006.01), B22F 1/02 (2006.01), C22C 1/10 (2006.01) опубликован 17.02.2017 Бюл. № 5) способ получения дисперсно - упрочненного алюминиевого сплава, включающий продувку газом расплава алюминия в емкости с образованием упрочняющих частиц, отличающийся тем, что продувку газом осуществляют с помощью соплового блока, расположенного в донной части емкости, при этом подают газ, содержащий не менее 20 об. % кислорода, а время и скорость подачи газа выбирают из условия насыщения расплава алюминия заданным количеством упрочняющих частиц оксида алюминия. Достоинством данного способа является возможность получать в последствии из расплава частицы алюминиевого сплава сферичной формы, дисперсно упрочненные оксидом алюминия. В качестве недостатка можно отметить проблему получения однородного распределения частиц оксида алюминия по объему ванны расплава и, следовательно, однородность получаемого в итоге порошкового материала.
Наиболее близким к предлагаемому способу изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов является по первому варианту способ (Патент RU 2 693 989 C1, B22F 9/12 (2006.01), C23C 16/44 (2006.01), B22F 1/02 (2006.01) опубликован 08.07.2019 Бюл. № 19) изготовления структурно-градиентного порошкового материала, включающий направленную подачу в поток индуктивно-связанной плазмы порошка для формирования ядра и присадочного материала для образования оболочки путем испарения присадочного материала в потоке плазмы и конденсации его паров на поверхности ядра, отличающийся тем, что в качестве присадочного материала используют порошок металла микронного или субмикронного размера.
По второму варианту способ изготовления структурно-градиентного порошкового материала, включающий направленную подачу в поток индуктивно-связанной плазмы порошка для формирования ядра и присадочного материала для образования оболочки путем испарения присадочного материала в потоке плазмы и конденсации его паров на поверхности ядра, отличающийся тем, что в качестве присадочного материала используют аэрозоль раствора соли металла.
По третьему варианту способ изготовления структурно-градиентного порошкового материала, включающий направленную подачу в поток индуктивно-связанной плазмы порошка для формирования ядра и присадочного материала для образования оболочки и конденсацию присадочного материала на поверхности ядра, отличающийся тем, что используют присадочный материал в газообразном состоянии.
Недостатком способа изготовления структурно-градиентных порошковых материалов по прототипу является возможность создания только сравнительно тонкой (порядка микрометра) оболочки на поверхности ядра за счет ограниченной производительности процесса конденсации паров вещества оболочки на поверхности ядра и ограниченности времени пребывания частицы ядра в облаке паров вещества оболочки. Также с использованием способа изготовления структурно-градиентных порошковых материалов по прототипу невозможно получать дисперсно-упрочненные композитные порошковые материалы.
Технической проблемой, на решение которой направлено предлагаемое техническое решение, является целенаправленное получение структурно-градиентных порошковых материалов, формируемых в процессе обработки исходной шихты в потоке высокочастотной индуктивно-связанной или дуговой плазмы путем физико-химических взаимодействий исходных материалов и контролируемой атмосферы плазматрона.
Технический результат предлагаемого способа изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов по его двум вариантам, заключается в получении из исходной шихты структурно-градиентных и дисперсно-упрочненных порошковых материалов микрометрового диапазона.
Технический результат в способе изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов по его первому варианту, достигается тем, что в качестве присадочного материала используется сплав металлов, имеющих различную степень сродства к кислороду, в плазмообразующий газ добавляется 0,1-1 объемных % кислорода и устанавливается мощность плазменного разряда, достаточная для плавления присадочного материала.
Технический результат в способе изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов по его второму варианту, достигается тем, что в качестве присадочного материала используется смесь керамического и металлического порошков с фракционным составом одного порядка и устанавливается мощность плазменного разряда, достаточная для плавления присадочного материала.
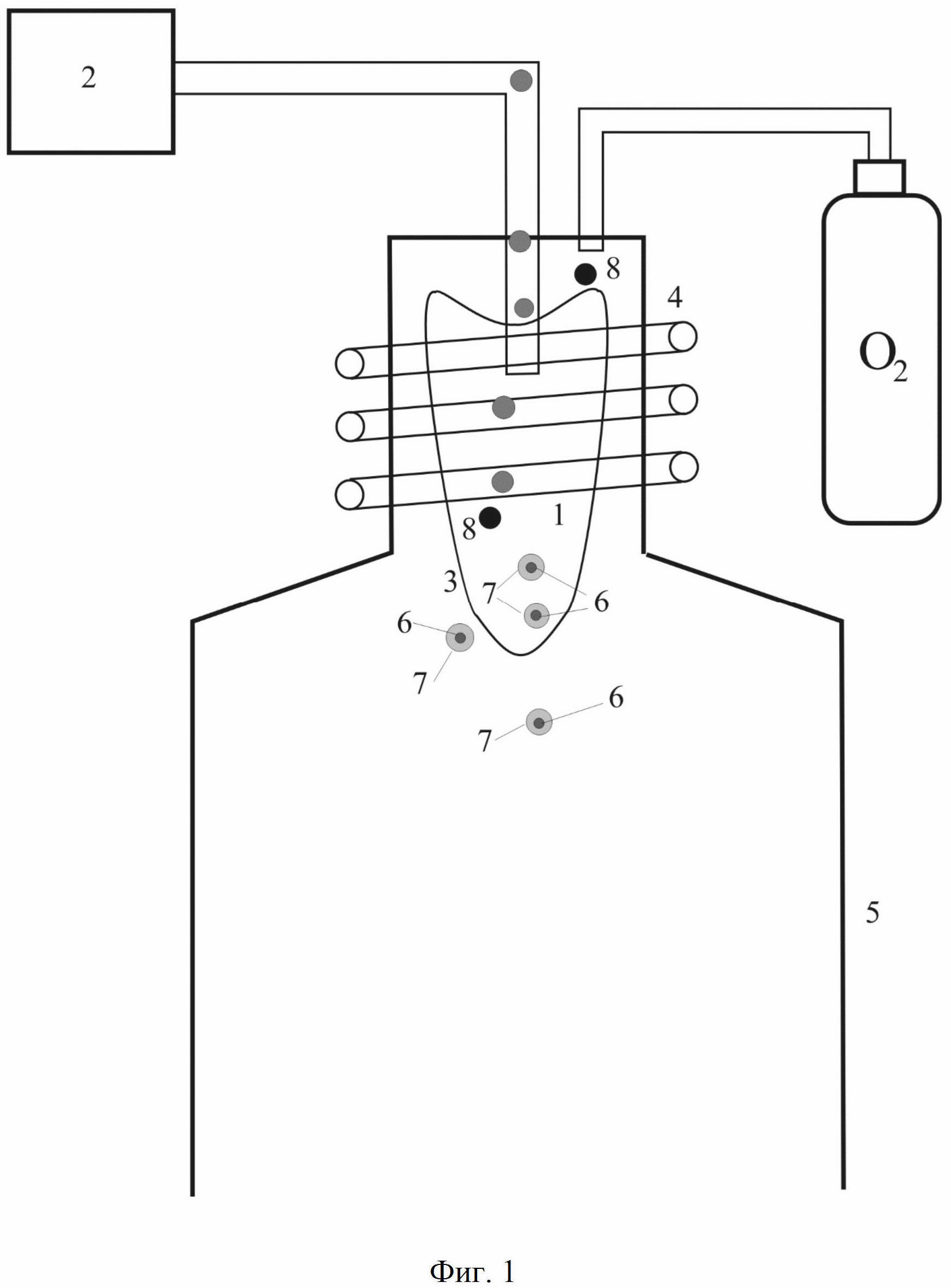
На Фиг.1 схематически изображен процесс осуществления предлагаемого способа изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов по его первому варианту.
Порошок присадочного материала 1 в виде порошка сплава металлов, имеющих различную степень сродства к кислороду посредством устройства подачи 2 вводится в поток плазмы, например, индуктивно-связанной плазмы 3, создаваемый высокочастотным плазматроном 4. В плазмообразующий газ добавляется 0,1-1 объемных % кислорода 8. В потоке плазмы частицы порошка присадочного материала за счет высокой температуры (2000-3000 К) нагреваются и плавятся. При взаимодействии расплава присадочного материала с аргоновой плазмой, в которой присутствуют атомы и ионы кислорода 8, атомы металлов, имеющих высокую степень сродства к кислороду, диффундируют ближе к поверхности капли расплава, принимающей за счет сил поверхностного натяжения сферическую форму. В результате в центральной зоне 6 капли расплава остаются металлы, имеющие минимальную степень сродства к кислороду, а на периферийной области 7 концентрируются металлы, имеющие наибольшую степень сродства к кислороду. С потоком плазмы капли расплава перемещаются в конденсационную камеру 5, где происходит их кристаллизация. В итоге формируются частицы порошка сферичной формы с центрально симметричным градиентом химического состава.
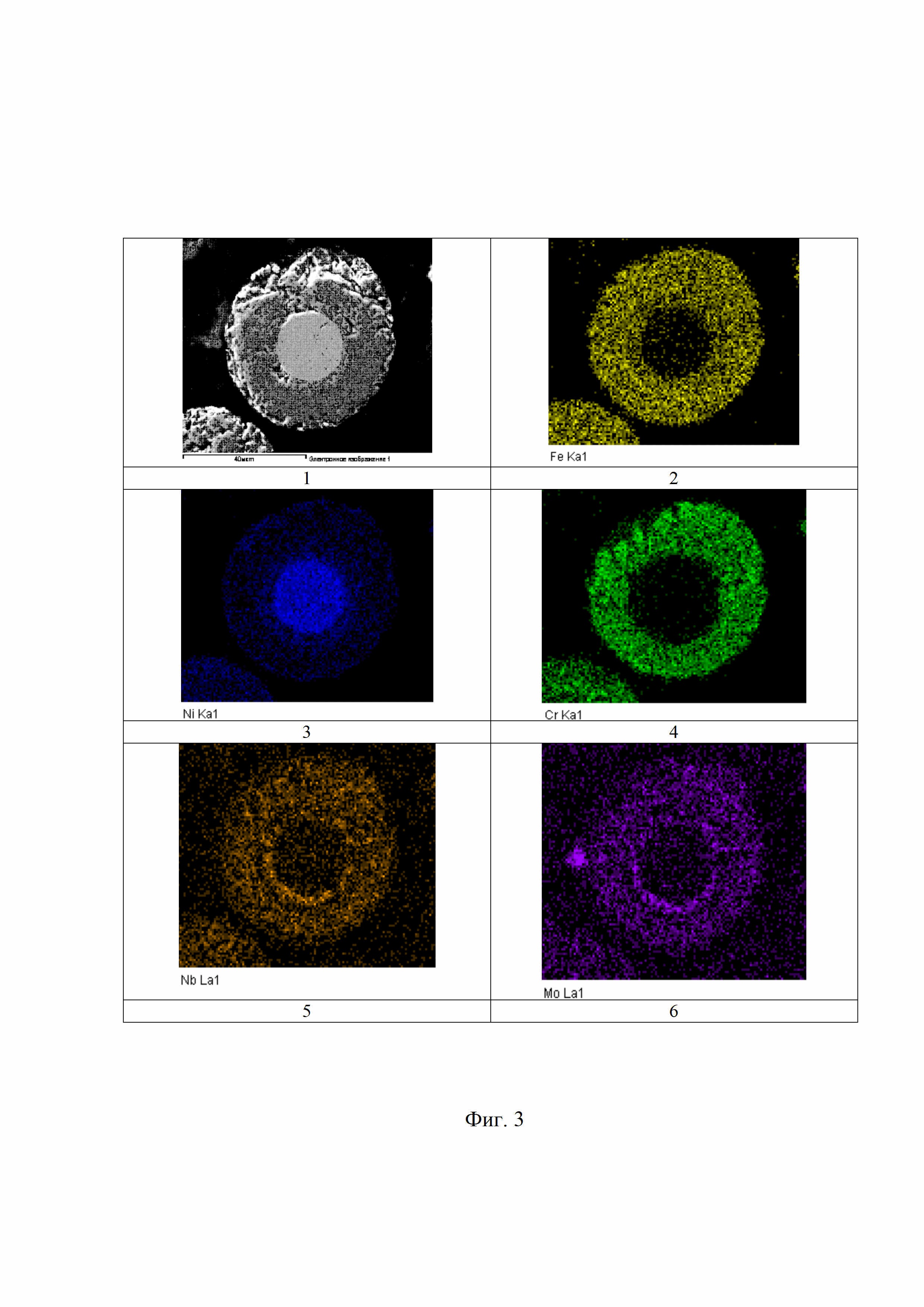
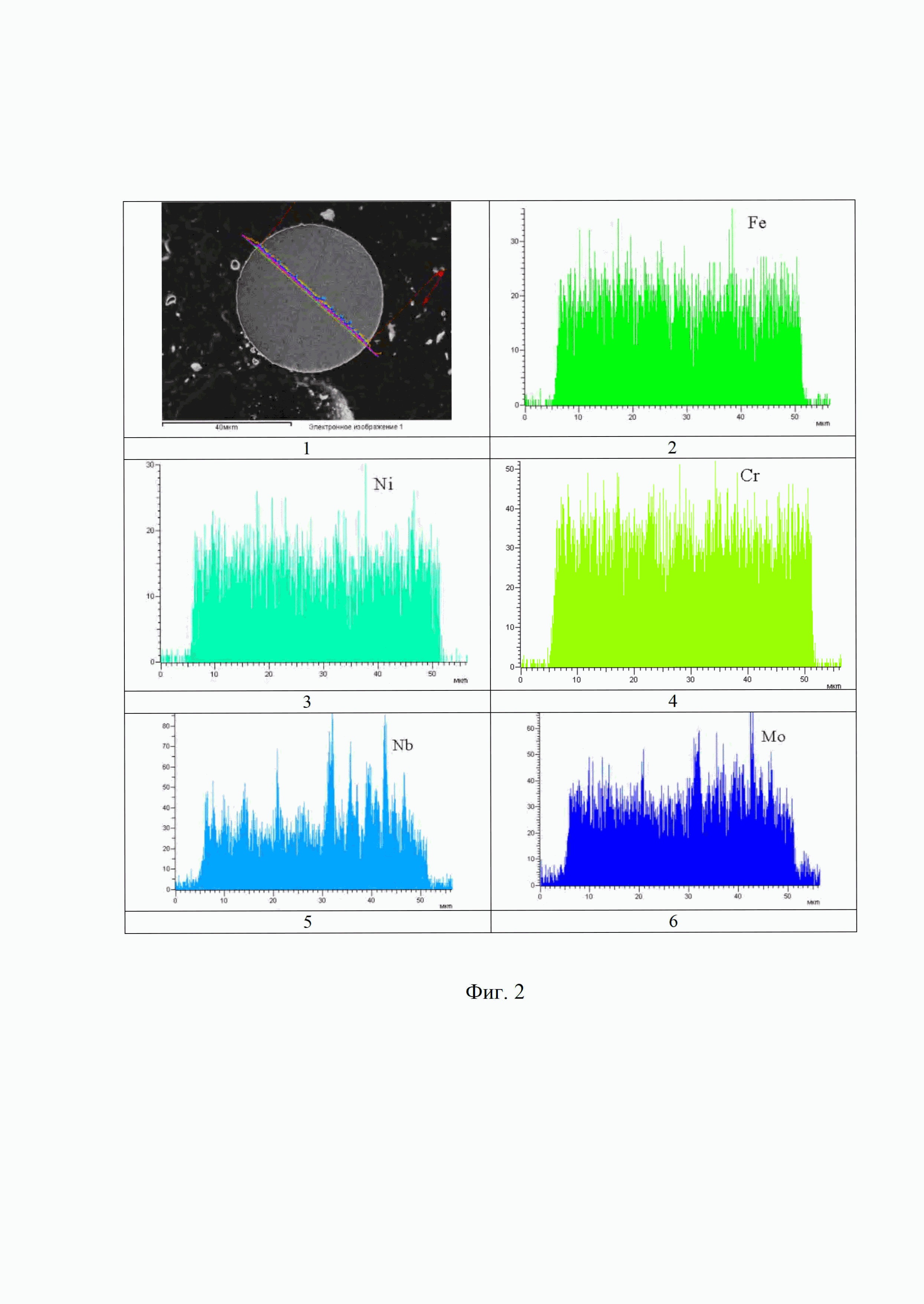
Рассмотрим осуществление способа изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов по его первому варианту. Перед началом осуществления предлагаемого способа изготовления структурно-градиентных порошковых материалов в плазматроне 4 зажигаем разряд, устанавливаем требуемые значения расходов плазмообразующего газа (например, аргона) и кислорода. После того, как разряд в плазматроне стабилизировался, посредством устройства подачи 2 в поток индуктивно-связанной плазмы 3 вводят порошок присадочного материала 1 виде порошка сплава металлов, имеющих различную степень сродства к кислороду. В плазме частицы порошка присадочного материала нагреваются и плавятся. Исходно металлы, входящие в состав присадочного материала, распределены однородно в поперечном сечении его частиц. На Фиг.2 приведено изображение в сканирующем электронном микроскопе 1 шлифа частицы исходного материала сплава на основе железа 2 и никеля 3. В качестве присадок в сплаве используются хром 4, ниобий 5 и молибден 6. Как видно из Фиг.2 (2-6), где представлены результаты элементного химического анализа в поперечном сечении частицы, все эти элементы 2-6 в исходном материале распределены практически однородно. При взаимодействии расплава присадочного материала с аргоновой плазмой, в которой присутствуют атомы и ионы кислорода, атомы металлов, имеющих высокую степень сродства к кислороду, диффундируют ближе к поверхности капли расплава, принимающей за счет сил поверхностного натяжения сферическую форму. В результате в центральной зоне 6 капли расплава остаются металлы, имеющие минимальную степень сродства к кислороду, а на периферийной области 7 концентрируются металлы, имеющие наибольшую степень сродства к кислороду. На Фиг.3 представлено изображение шлифа композитной частицы 1, прошедшей плазменную обработку в присутствии кислорода и распределение элементов (Fe 2, Ni 3, Cr 4, Nb 5 и Mo 6) в частице этого же сплава, прошедшего плазменную обработку в присутствии 0,3 объемных % кислорода. Видно, что ядро полученной композитной частицы состоит практически только из никеля 3, тогда как остальные химические элементы (2, 4, 5 и 6) сконцентрировались в сферической внешней оболочке. Меняя концентрацию кислорода в плазме, можно регулировать толщину оболочки, при этом с ростом концентрации кислорода в плазме толщина оболочки увеличивается.
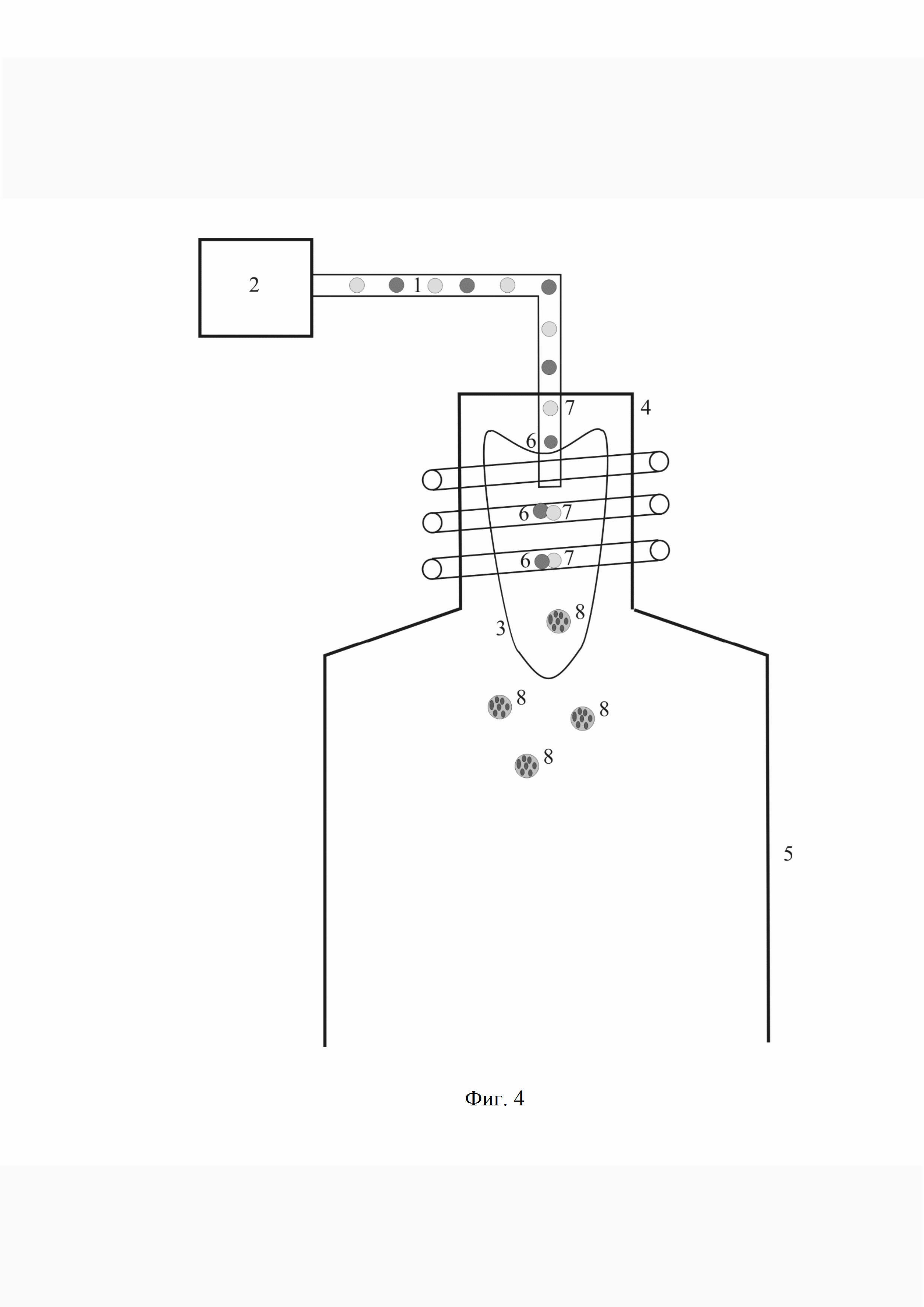
На Фиг.4 схематически изображен процесс осуществления предлагаемого способа изготовления и дисперсно-упрочненных порошковых материалов по его второму варианту.
Порошок присадочного материала 1 в виде смеси керамического и металлического порошка посредством устройства подачи 2 вводится в поток плазмы, например, индуктивно-связанной плазмы 3, создаваемый плазматроном 4. В потоке плазмы частицы порошка присадочного материала за счет высокой температуры (2000-4000 К) нагреваются и плавятся. В первую очередь происходит плавление металлических частиц 6. Сталкиваясь в потоке плазмы с керамическими частицами 7, капли расплавленного металла диффундируют в керамику, формируя практически однородное распределение металла и керамики в поперечном сечении частиц. В дальнейшем частицы расплава попадают с потоком плазмы в конденсационную камеру 5, где происходит их охлаждение и кристаллизация. В результате формируются дисперсно-упрочненные металлокерамические частицы 8 сферичной формы.
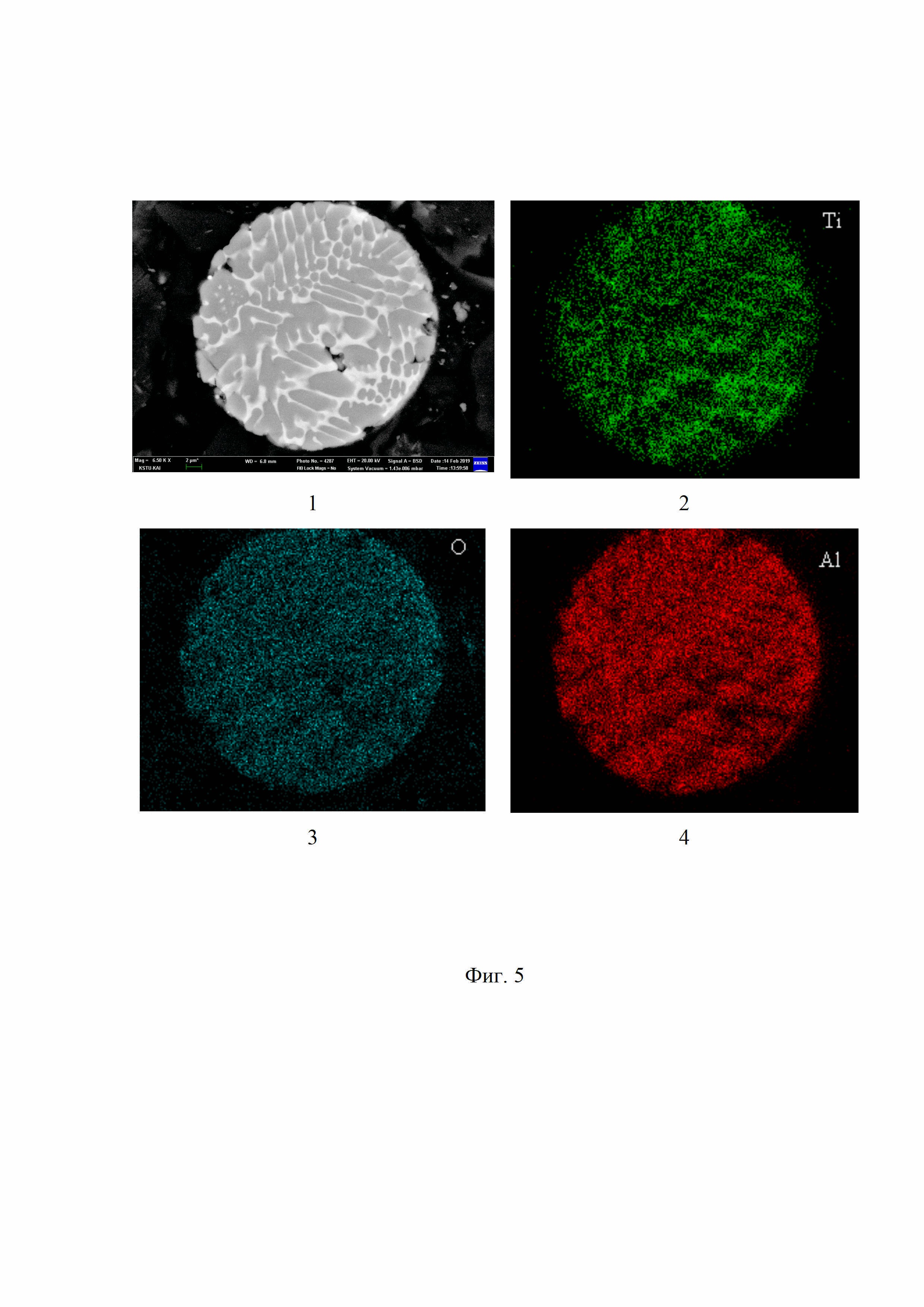
Рассмотрим осуществление способа изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов по его второму варианту. Перед началом осуществления предлагаемого способа изготовления структурно-градиентных порошковых материалов в плазматроне 4 зажигаем разряд, устанавливаем требуемые значения расходов плазмообразующего газа (например, аргона). После того, как разряд в плазматроне стабилизировался, посредством устройства подачи 2 в поток плазмы, например, индуктивно-связанной плазмы 3 вводят порошок присадочного материала 1 виде смеси металлического 6 и керамического 7 порошка. В потоке плазмы частицы порошка присадочного материала за счет высокой температуры (2000-4000 К) нагреваются и плавятся. В первую очередь происходит плавление металлических частиц 6. Сталкиваясь в потоке плазмы с керамическими частицами 7, капли расплавленного металла диффундируют в керамику, формируя практически однородное распределение металла и керамики в поперечном сечении частиц. Рассмотрим в качестве примера частицы титана, дисперсно-упрочненные оксидом алюминия путем их обработки в потоке индуктивно-связанной плазмы. На Фиг.5 приведено изображение шлифа такой частицы 1 в сканирующем электронном микроскопе, а также пространственное распределение титана 2, кислорода 3 и алюминия 4 в поперечном сечении полученных в ходе плазменной обработки частиц. Видно, что оксид алюминия в частице распределен в виде вытянутых зерен, а пространство между ними заполнено титаном.
Применение предлагаемого способа изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов, по сравнению с прототипом, позволит путем направленной подачи в поток плазмы, например индуктивно-связанной или дуговой плазмы, в качестве присадочного материала сплава металлов, имеющих различную степень сродства к кислороду и добавки в плазмообразующий газ 0,1-1 объемных % кислорода оболочки, а также использования в качестве присадочного материала смеси металлического и керамического порошка за счет физико-химических процессов в присадочном материале в потоке плазмы создавать структурно-градиентные и дисперсно-упрочненные порошковые материалы с заранее заданными свойствами.
Способ работы ракетного двигателя малой тяги
Способ определения координат центра отверстия и устройство для его реализации
Электрод-инструмент для комбинированной резки токопроводящих материалов
Модульная конструкция беспилотного летательного аппарата вертикального взлета и посадки
Позиционирующее устройство для сборочной оснастки
Сферический подшипник скольжения
Устройство для испытаний и диагностики двигателей внутреннего сгорания
Комбинированный сепаратор
Элемент охлаждаемой лопатки турбины
Способ остановки летательного аппарата
Способ получения никелевой волоконной электродной основы с развитой поверхностью волокон для химических источников тока и полученная этим способом никелевая волоконная основа электрода
Способ заряда химического источника тока с водным электролитом
Способ лазерной обработки изделия (варианты) и устройство для его осуществления (варианты)
Способ электролитно-плазменной обработки изделий, изготовленных с применением аддитивных технологий
Способ лазерного упрочнения полой металлической заготовки
Способ изготовления тавровой балки лазерным лучом
Способ лазерной сварки заготовок больших толщин
Способ лазерной термической обработки металлического листа
Способ лазерной наплавки покрытий на образец и устройство для его осуществления
Устройство для гибридного лазерно-акустического создания функционально-градиентного материала

