Результат интеллектуальной деятельности: Устройство для гибридного лазерно-акустического создания функционально-градиентного материала
Вид РИД
Изобретение
Изобретение относится к устройствам получения функционально-градиентного материала на подложке методом прямого лазерного нанесения.
Известно устройство для изготовления объемных деталей, содержащее лазерную головку и средство подачи исходного материала, при этом лазерная головка выполнена под углом к слою наплавляемого материала, а средство подачи исходного материала выполнено с возможностью вертикальной подачи сварочной проволоки под лазерную головку, а средство перемешивания и уплотнения исходного материала, закрепленное на устройстве, выполнено в виде ультразвукового излучателя. (Патент RU 2014131354 А, B23K 26/342 (2014.01), B22F 3/105 (2006.01), B23K 26/348 (2014.01), B23K 31/02 (2006.01), опубликован 20.02.2016 Бюл. №5)
Известно устройство для изготовления металлического изделия из порошкового материала лазерным послойным нанесением слоев, содержащая рабочую камеру для формирования изделия из первого порошкового материала, оснащенную входным окном, лазером, оптически связанным с системой сканирования и фокусировки луча, рабочим бункером с поршнем, выполненным с возможностью вертикального перемещения на высоту спекаемого слоя, бункером-питателем, кареткой засыпки и укладки порошка, роллером очистки, выполненным с возможностью перемещения в направлении, перпендикулярном направлению движения каретки засыпки и укладки порошка, содержащее дополнительную рабочую камеру для формирования изделия из второго порошкового материала, выполненную с возможностью создания газостатического давления и оснащенную входным окном, лазером, оптически связанным с системой сканирования и фокусировки луча, рабочим бункером с поршнем, выполненным с возможностью вертикального перемещения на высоту спекаемого слоя, бункером-питателем, кареткой засыпки и укладки порошка, роллером очистки, выполненным с возможностью перемещения в направлении, перпендикулярном направлению движения каретки засыпки и укладки порошка, причем рабочая и дополнительная рабочая камеры снабжены общим рабочим столом, на котором установлены упомянутые рабочие бункеры с поршнями, выполненные с возможностью их перемещения в процессе формирования оболочки с изделием из рабочей камеры в дополнительную рабочую камеру и обратно, при этом рабочие бункеры с поршнями снабжены индукторами для нагрева изготавливаемого изделия. (Патент RU 2550670 С, опубликован 10.05.2015, Бюл. №13)
Наиболее близким к предлагаемому устройству создания функционально-градиентных материалов является устройство лазерной обработки образца, описанное в патенте RU 2618287 С2, B23K 26/211, B23K 26/342, B23K 26/144 опубликованном 03.05.2017, Бюл. №13. Устройство для лазерной обработки образца, содержит лазерный блок, корпус и установленную в нем с кольцевым зазором вставку с центральным проходным каналом для прохода лазерного луча, патрубок, для подачи легирующих элементов введенный в кольцевой зазор, дополнительный патрубок для подачи инертного защитного газа, введенный в центральный проходной канал вставки и установленный перпендикулярно оси корпуса, а так же содержит систему приводов для взаимного перемещения корпуса относительно поверхности обрабатываемого изделия, размещенного на столике, а ниже выходного отверстия кольцевого зазора расположен ультразвуковой генератор, электромагнитная антенна и генератор электромагнитных или магнитных полей.
Недостатком устройства по прототипу является то, что обработка многослойных покрытий, при их послойном лазерном выращивании производится только на подложке и генератор ультразвуковых колебаний остается неподвижным на протяжении всего процесса наплавки, что может привести к снижению влияния акустического воздействия на обрабатываемые слои по мере роста изделия, что не позволяет получать функционально-градиентный материал с многослойной функционально-градиентной структурой.
Технической проблемой является получение многослойных покрытий с функционально-градиентной структурой целенаправленно формируемой в процессе прямого лазерного нанесения путем воздействия на металл с акустическими воздействиями с варьированием частоты колебаний, мощности воздействия и амплитуды акустических волн.
Технический результат предлагаемого устройства гибридного лазерно-акустического создания функционально-градиентного материала, заключается в получении металлов с функционально-градиентной структурой.
Технический результат в устройстве гибридного лазерно-акустического создания функционально-градиентного материала, содержащее лазерный блок, корпус с выходным отверстием, установленную в корпусе с кольцевым зазором вставку с центральным проходным каналом для лазерного луча, патрубок для подачи легирующих элементов в кольцевой зазор, дополнительный патрубок для подачи инертного защитного газа в центральный проходной канал вставки, установленный перпендикулярно оси корпуса, и акустический генератор, достигается тем, что оно снабжено столиком для размещения подложки и системой приводов для взаимного перемещения корпуса относительно поверхности упомянутого столика, при этом волновод акустического генератора жестко закреплен на корпусе с расположением рабочей части волновода ниже выходного отверстия корпуса и с возможностью создания колебаний различной частоты, амплитуды и мощности.
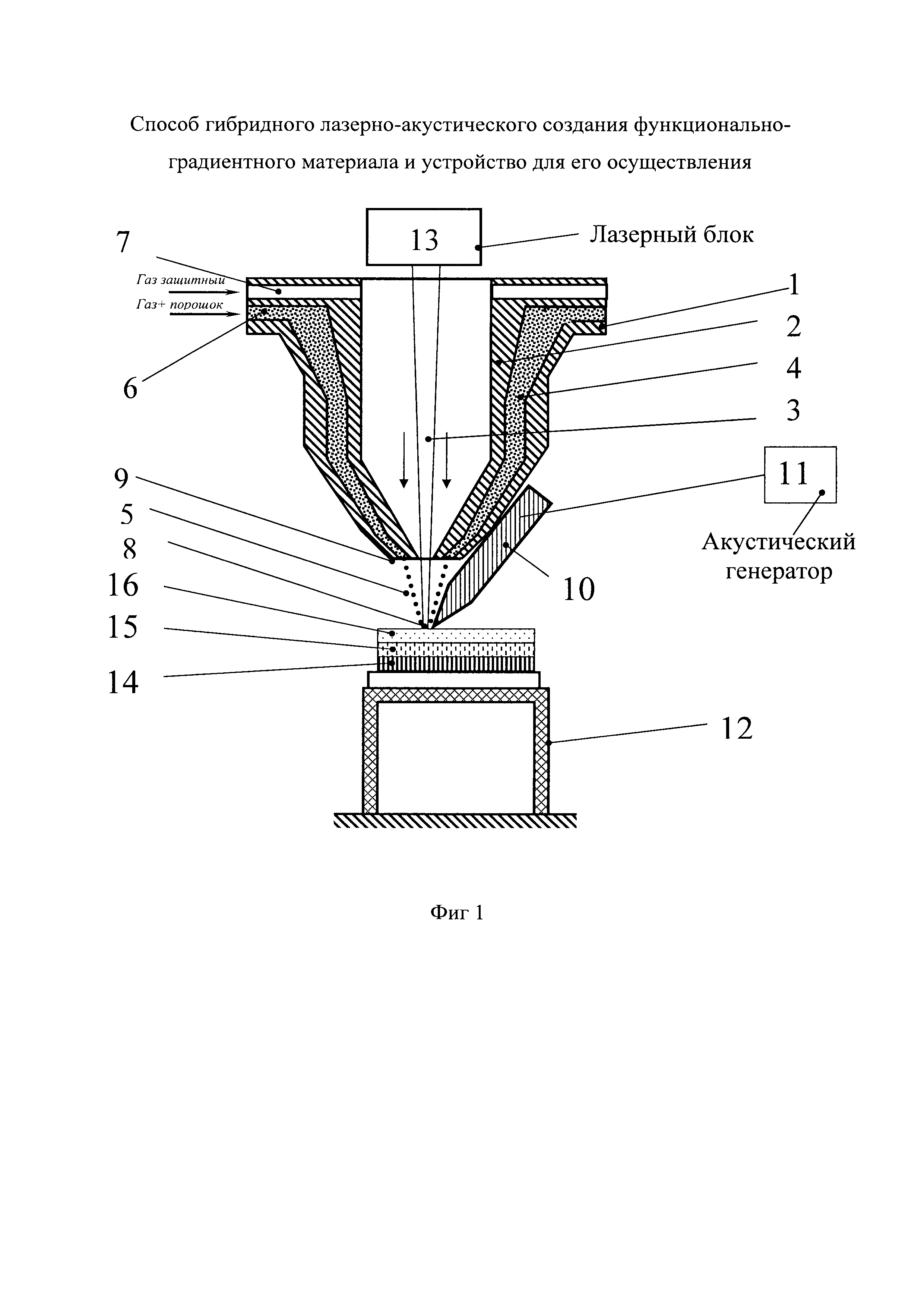
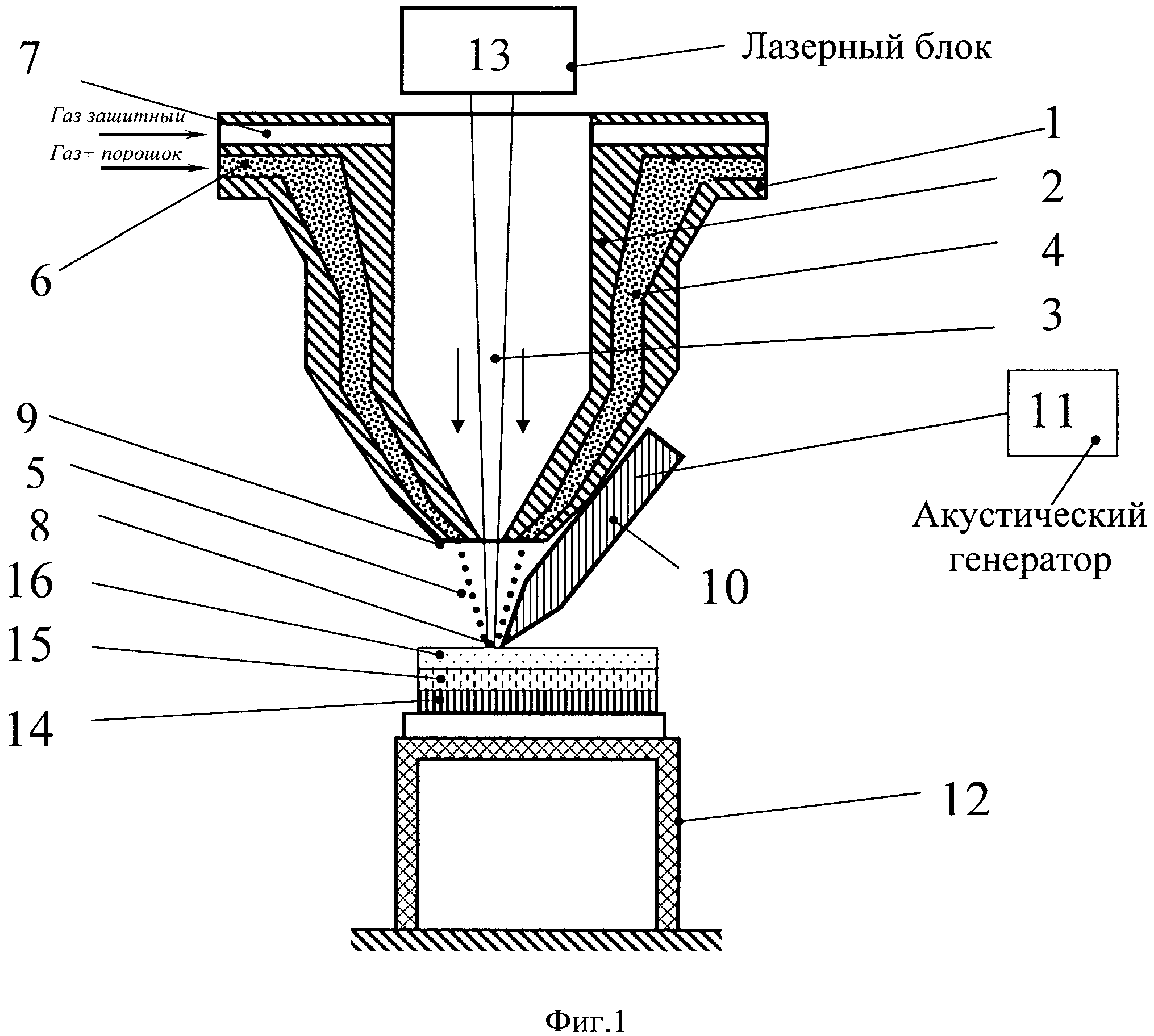
На чертеже схематически изображено устройство гибридного лазерно-акустического создания функционально-градиентного материала.
Устройство для гибридного лазерно-акустического создания функционально-градиентного материала, представлено на фиг. 1 содержит корпус 1 и установленную в нем вставку 2 с центральным проходным каналом для прохода лазерного луча 3. Вставка 2 установлена в корпусе 1 с кольцевым зазором 4 для подачи через него газопорошковой смеси 5 в зону обработки 8 из патрубка 6, установленного перпендикулярно оси корпуса 1. Корпус 1 снабжен также дополнительным патрубком 7, установленным перпендикулярно оси корпуса 1 в верхней части корпуса 1 для подачи в зону обработки 8 инертного защитного газа. Ниже выходного отверстия 9 кольцевого зазора корпуса 1 закреплен волновод 10 соединенный с акустическим генератором 11, позволяющий изменять, частоту, мощность и амплитуду колебаний. Волновод 10 жестко закреплен на корпусе с расположением рабочей части волновода ниже выходного отверстия корпуса 1 и с возможностью создания колебаний различной частоты амплитуды и мощности. Устройство для гибридного лазерно-акустического создания функционально-градиентного материала также содержит, расположенные ниже корпуса 1 рабочий столик 12, на котором располагается подложка. Рабочий столик 12 установлен с возможностью изменения своего положения в пяти координатах. Выше входного отверстия корпуса 1 установлен лазерный блок 13, луч которого 3 направляют непосредственно в зону обработки 8 обрабатываемых покрытий 14, 15, 16 на подложке посредством волоконного кабеля. Устройство гибридного лазерно-акустического создания функционально-градиентного материала содержит также систему приводов для взаимного перемещения корпуса относительно поверхности обрабатываемого изделия размещенного на столике, которая на чертеже не показана.
Для предлагаемого устройства для перемещения изделия может быть использован робот, аналог которого описан в патенте (US 20110072930 А1, 31 03.2011).
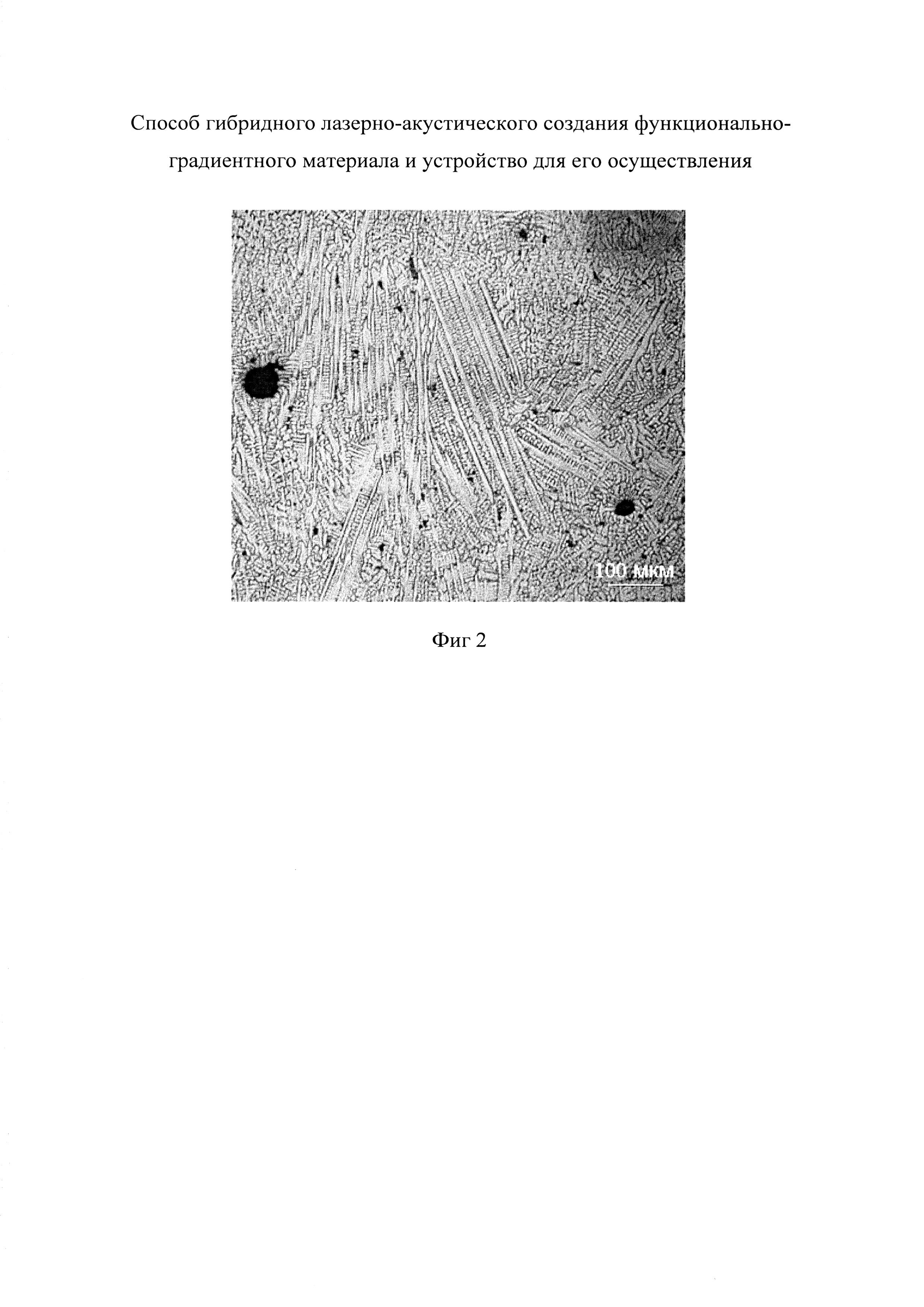
На фиг. 2 изображена структура металла наплавленного слоя обработанного акустическими колебаниями с частотой 1 кГц.
На фиг. 3 изображена структура металла наплавленного слоя обработанного акустическими колебаниями с частотой 22 кГц.
Рассмотрим предлагаемое устройство в работе.
Перед началом осуществления предлагаемого способа включают подачу газопорошковой смеси, включают подачу инертного защитного газа, включают лазерный блок 13, имеющий волоконный кабель, закрепленный в центральном проходном канале корпуса 1, включают акустический генератор 11, фокус которого должен быть расположен в зоне обработки 8 наносимых покрытий 14, 15, 16. Мощность акустического генератора 11 может быть выбрана в интервале от 1000 ВА до 15000 ВА. При этом покрытие 14 может быть обработано с частотой колебаний 10 кГц, покрытие 15 с частотой 15 кГц, а покрытие 16 с частотой колебаний 22 кГц. Через центральный проходной канал вставки 2 лазерный луч 3 направляют в зону обработки 8. Мощность лазерного излучение в данном случае может быть выбрана в интервале от 0,7 до 10 кВт, с длиной волны 1064 нм. Через патрубок 6 для подачи легирующих материалов в кольцевой зазор, в полость между корпусом 1 и вставкой 2 подают газопорошковую смесь (например, в состав газопорошковой смеси может входить как металлический порошок, металлический порошок с добавлением неметаллических тугоплавких включений, так и неметаллический порошок, при этом параметры процесса получения функционально-градиентного материала будут оставаться неизменными) и через дополнительный патрубок 7 для подачи инертного защитного газа одновременно подают инертный защитный газ (гелий, азот или аргон). Подача порошкового материала может находиться в интервале от 10 до 40 г/мин. Для получения функционально-градиентных материалов могут использоваться порошки на основе никеля и нержавеющей стали. Функционально-градиентные структуры формировали путем получения в изделиях развитой дендритной структуры - для стали 316L.
Подача газопорошковой смеси в кольцевой зазор 4 обеспечивает плавление порошка непосредственно в зоне обработки 8 путем его расплавления лазером 3. В центральный проходной канал вставки 2 подают инертный защитный газ (гелий, азот или аргон) для защиты элементов фокусирующей оптики от частиц наплавляемого материала. Одновременно включают акустический генератор 11. Лазерная наплавка осуществляется по схеме: неподвижный лазерный луч 3 - перемещаемое обрабатываемое покрытие 14, 15, 16. Одновременно с включением лазерного излучения, включается акустический генератор 11 и волновод 10 начинает воздействовать акустическими колебаниями, фокусирующимися на формируемом покрытии 14, 15 и 16 с разными частотами, амплитудой и мощностью, таким образом, чтобы в сечении образца полученного в результате совокупного нанесения слоев, 14, 15 и 16, сформировался металл с функционально-градиентной структурой.
Рабочий столик 12 одновременно перемещают относительно лазерного луча 3 за счет системы приводов, которая на чертеже не показана. Скорость перемещения рабочего столика 12 может находиться в пределах от 0,001 до 0,3 м/сек Зона обработки 8 - это место пересечения лазерного луча 14 и подаваемой газопорошковой смеси 5 на поверхности столика 12.
На металлическом столике 12 через выходное отверстие корпуса наносят металлические покрытия 14, 15 и 16 из газопорошковой смеси 5 оплавляемой лазером 3, при этом поток частиц входящих в состав газопорошковой смеси 5 подают непосредственно в зону воздействия лазерного луча 3. Процесс происходит с использованием инертного защитного газа, что обеспечивает защиту обрабатываемых металлических покрытий 14, 15 и 16. При этом газопорошковую смесь 5 с защитным инертным газом подают к обрабатываемым металлическим покрытиям 14, 15 и 16 под различными направлениями к лазерному лучу 3. Газопорошковая смесь 5, доставляемая к обрабатываемым металлическим покрытиям 14, 15 и 16, имеет высокую температуру вследствие взаимодействия с лазерным лучом 3. Под воздействием лазерного излучения происходит расплавление порошкового материала, входящего в состав газопорошковой смеси 5 и послойное нанесение металлических покрытий 14, 15 и 16. Одновременно, в процессе обработки металлических покрытий 14, 15 и 16 волновод 10 акустического генератора 11 воздействует на наносимое металлическое покрытие 14, 15 и 16 создавая вибрации, с амплитудой колебаний, мощностью и частотой, отдельно для каждого покрытия, таким образом, чтобы в сечении полученного трехслойного покрытия, которое составляют слои 14, 15, 16, был получен функционально-градиентный материал.
Функционально-градиентные материалы получаются при механическом соединении материалов с резко отличающимися значениями физико-химических параметров, например, при спайке стекла и металла. Как правило, изменение свойств ФГМ связано с соответствующим варьированием химического состава или физической структуры материала. Для получения таких материалов используют послойное нанесение покрытий изменяющегося состава или спекание (сплавление, сварку) нескольких пластин или таблеток различного состава. Градиентность свойств по объему материалов может быть реализована изменением степени сшивки (для полимеров), степени наполнения, а по поверхности - варьированием, например, степени модификации. Равномерность изменения этих характеристик обусловливает равномерность варьирования свойств, а неравномерность - соответствующий скачкообразный вид зависимости свойств от состава или структуры. Основная сфера использования - материалы и устройства, работающие в экстремальных условиях (значительные градиенты механических нагрузок и температуры). Увеличение частоты колебаний от 2 кГц до 22 кГц приводит к уменьшению размера дендритных кристаллов в структуре наплавленного металла с 300 мкм (фиг. 2) до 20 мкм (фиг. 3) соответственно.
Мелкозернистое строение способствует повышению твердости сплава и его износостойкости. Укрупнение зерна несколько снижает твердость, но повышает прочность на изгиб.
После окончания процесса создания функционально-градиентного металлического материала путем нанесения металлических покрытий 14, 15 и 16 отключают лазерный блок 13, далее отключают подачу газопорошковой смеси, затем отключают подачу инертного защитного газа, затем акустический генератор 11.
Применение предлагаемого устройства, по сравнению с прототипом, позволит повысить качество получаемого изделия за счет введения акустических колебаний, а варьирование частотой, амплитудой колебаний и мощностью акустического воздействия позволит получать материал с функционально-градиентной структурой.
Устройство для гибридного лазерно-акустического создания функционально-градиентного материала, содержащее лазерный блок, корпус с выходным отверстием, установленную в корпусе с кольцевым зазором вставку с центральным проходным каналом для лазерного луча, патрубок для подачи легирующих элементов в кольцевой зазор, дополнительный патрубок для подачи инертного защитного газа в центральный проходной канал вставки, установленный перпендикулярно оси корпуса, и акустический генератор, отличающееся тем, что оно снабжено столиком для размещения подложки и системой приводов для взаимного перемещения корпуса относительно поверхности упомянутого столика, при этом волновод акустического генератора жестко закреплен на корпусе с расположением рабочей части волновода ниже выходного отверстия корпуса и с возможностью создания колебаний различной частоты, амплитуды и мощности.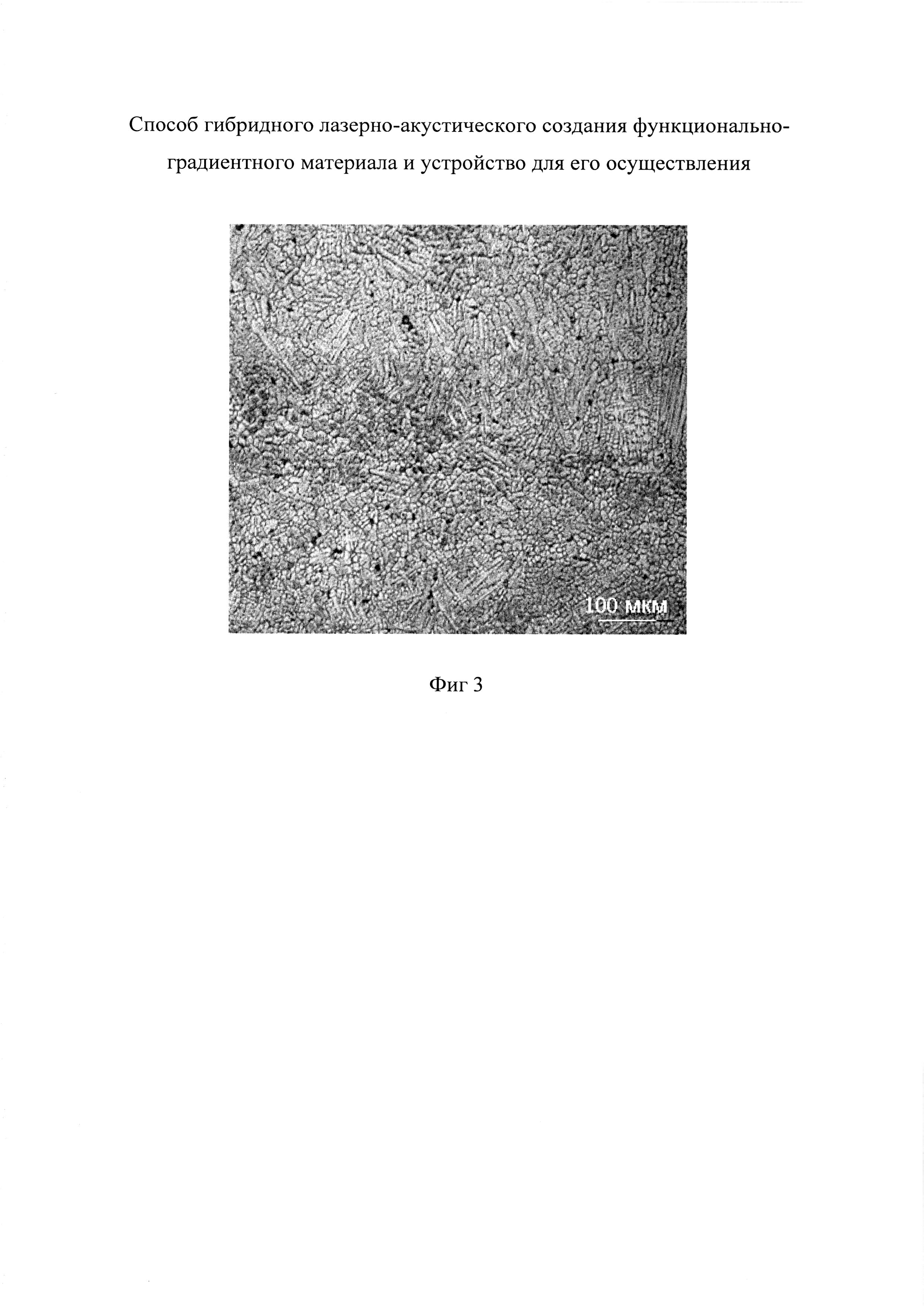
Способ получения никелевой волоконной электродной основы с развитой поверхностью волокон для химических источников тока и полученная этим способом никелевая волоконная основа электрода
Способ заряда химического источника тока с водным электролитом
Способ лазерной обработки изделия (варианты) и устройство для его осуществления (варианты)
Способ электролитно-плазменной обработки изделий, изготовленных с применением аддитивных технологий
Способ выращивания монокристалла и устройство для его осуществления
Способ лазерного упрочнения полой металлической заготовки
Способ нанесения покрытия на образец (варианты) и устройство для его осуществления (варианты)
Способ изготовления тавровой балки лазерным лучом
Способ лазерной сварки заготовок больших толщин
Способ лазерной термической обработки металлического листа

