Результат интеллектуальной деятельности: СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ АНТИВИБРАЦИОННЫХ ПОЛОК ТИТАНОВЫХ ЛОПАТОК КОМПРЕССОРА ГТД
Вид РИД
Изобретение
Изобретение относится к области сварки и наплавки металлических изделий и может быть использовано в отрасли авиастроения для ремонта и упрочения как бывших в эксплуатации, так и новых титановых лопаток компрессора ГТД.
Уровень техники
Известен способ восстановления бандажных полок лопаток турбомашин из титановых сплавов (RU 2586191 С1, МПК В23Р 6/00, Опубликовано: 16.12.2014, Патентообладатель(и): Акционерное общество «Научно-производственный центр газотурбостроения «Салют» (АО «НПЦ газотурбостроения «Салют»), (RU). Известный способ включает в себя удаление поврежденных участков покрытия и поверхностного слоя, наплавку поврежденных участков в среде нейтрального газа или в вакууме, механическую обработку наплавленных участков до восстановления заданных геометрических размеров и формы, термообработку лопаток после наплавки для снятия остаточных напряжений, нанесение износостойкого покрытия на восстановленные участки путем напыления.
Основными недостатками данного способа являются:
- наличие остаточных напряжений после наплавки, что требует проведения термообработки титановой лопатки;
- длительный процесс производства, обусловленный большим количеством операций по обработке деталей.
- интенсивный износ покрытия, нанесенного методом детонационного напыления.
Известен способ ремонта и изготовления лопатки (СА 2735302 A1, F01D 5/28, Опубликовано: 25.09.2012, Патентообладатель(и): Liburdi Engineering Limited, (СА). Известный способ заключается в восстановительном ремонте титановых лопаток методом лазерной наплавки порошкового материала Ti-6Al-4V. Способ также включает механическую обработку повреждений и наплавленного слоя, лазерную наплавку, термообработку титановых лопаток.
Основным недостатком данного способа является отсутствие упрочняющего защитного покрытия для снижения уровня износа титановых лопаток.
Предлагаемое изобретение направлено на решение задачи восстановления и упрочнения антивибрационных полок титановых лопаток компрессора ГТД с обеспечением высокого качества наплавленного слоя и полной автоматизации разработанной технологии, обеспечивающей защиту поверхности полок от эрозионного износа.
Техническим результатом предлагаемого изобретения является достигаемая экономическая выгода за счет повышения стойкости и межремонтного интервала рабочих лопаток компрессора ГТД, а также увеличение технологичности с минимизацией влияния человеческого фактора на производстве.
Технический результат достигается тем, что в качестве порошкового материала на основе титана, используется специальная композитная смесь порошков титанового сплава и карбида титана с фракцией 20-200 мкм и 10-70 мкм соответственно.
Применение данной смеси порошков в процессе лазерной наплавки лопаток позволяет сформировать покрытие с равномерной структурой и высоким содержанием частиц карбида титана, обеспечивающих высокую износостойкость деталей па протяжении всего цикла эксплуатации. Данные фракционные интервалы выбраны с учетом технологических особенностей оборудования, экономической целесообразности и доступности на рынке РФ порошковых материалов, а также на основании достижения максимально возможных защитных свойств покрытия на основе проведенных исследований и испытаний. При применении такой фракции сформированное покрытие методом лазерной наплавки обладает исключительной износостойкостью.
На рисунке 1 представлен эскиз покрытия. Полная автоматизация процесса лазерной обработки достигается за счет применения промышленного робототехнического комплекса с возможностью моделирования траекторного перемещения оптической системы над поверхностью детали по конструкторским 3D моделям. После лазерной наплавки проводится финишная механическая обработка полок титановых лопаток компрессора ГТД с целью достижения чистовых геометрических размеров согласно конструкторской документации.
Высокий уровень износостойкости покрытия полок титановых лопаток и отсутствие дефектов при производстве достигается за счет однородности свариваемых материалов титанового сплава, свойств карбида титана с микротвердостью выше 3000 HV0,5 и рабочей температурой удовлетворяющей среде эксплуатации титановых лопаток.
На рисунке 2 представлен эскиз титановой лопатки компрессора ГТД с указанием зоны лазерной наплавки композиции порошковых материалов.
Пример
Перед проведением ремонта с упрочнением деталей проводится предварительная механическая обработка рабочей поверхности полок титановых лопаток для удаления старого покрытия и поверхностного слоя материала основы. Подготовленная поверхность полки титановой лопатки обрабатывается в соответствии с подобранными технологическими параметрами лазерной наплавки порошкового материала на основе титана и карбида титана. Для этого используется волоконный источник лазерного излучения с оптической системой доставки сфокусированного излучения до поверхности зоны восстановления. Подача порошковых материалов осуществляется коаксиально в среде инертного газа аргона или гелия. Первым проходом проводится восстановление рабочей поверхности полки методом лазерной наплавки порошкового материала на основе титана с толщиной слоя от 0,5 до 2 мм в зависимости от отклонений геометрических размеров согласно конструкторской документации. Затем наносится твердосплавное покрытие методом лазерной наплавки композиции порошков титанового сплава и карбида титана. Особенность данного процесса заключается в непрерывной дозированной подаче композиции порошка в пропорциях 3/17-1/4 (титановый сплав/карбид титана) и постепенного охлаждения зоны обработки для предотвращения локального перегрева на границах рабочей поверхности. При этом лазерная наплавка проводится в два прохода для достижения двухслойного покрытия толщиной 0,6 мм. Лазерная наплавка композиции титановый сплав с карбидом титана проводится по следующим технологическим параметрам:
1. Тип лазерного излучения: непрерывное
2. Максимальная мощность лазерного излучения: 550-650 Вт
3. Скорость наплавки: 0.01-0.0125 м/сек
4. Перекрытие валиков: 40-60%
5. Диаметр пятна лазерного излучения: 0.6-0.7 мм
6. Подача инертного газа: 70-80 л/мин
7. Дистанция от подложки до среза сопла: 10.5-11.5 мм
8. Количество слоев: 2
Преимущества и особенности:
- полностью автоматизированный процесс с минимальным вмешательством рабочего персонала в технологический цикл производства и ремонта деталей;
- минимизация последующей механической обработки, равномерность структуры, малая зона термического влияния, отсутствие внутренних и внешних дефектов, отсутствие деформаций изделия, вызванных в процессе восстановления и упрочнения;
- максимально точное соблюдение геометрических форм и размеров детали;
- получение покрытия с уменьшенным размером зерна кристаллической решетки;
- больший коэффициент использования материала, что ведет к значительной экономии производства;
- высокое сопротивление износу при эксплуатации деталей после упрочнения;
- больший уровень производственный безопасности и экологии окружающей среды.
Описание технологии:
- предварительная механическая обработка дефектов рабочей поверхности полки титановой лопатки компрессора ГТД до чистого металла основы по шаблонам;
- восстановительный ремонт и упрочнение полки методом лазерной наплавки композиции порошкового материала титанового сплава и карбида титана в пропорциях 3/17-1/4;
- финишная механическая обработка твердосплавного покрытия полки для достижения необходимых геометрических размеров и чистоты поверхности.
Способ восстановления и упрочнения антивибрационных полок титановых лопаток компрессора ГТД, включающий нанесение методом лазерной наплавки порошкового материала на основе титана, отличающийся тем, что в качестве порошкового материала используют композитную смесь порошков на основе титана и карбида титана с фракцией 20-200 мкм и 10-70 мкм соответственно в пропорциях 3/17-1/4.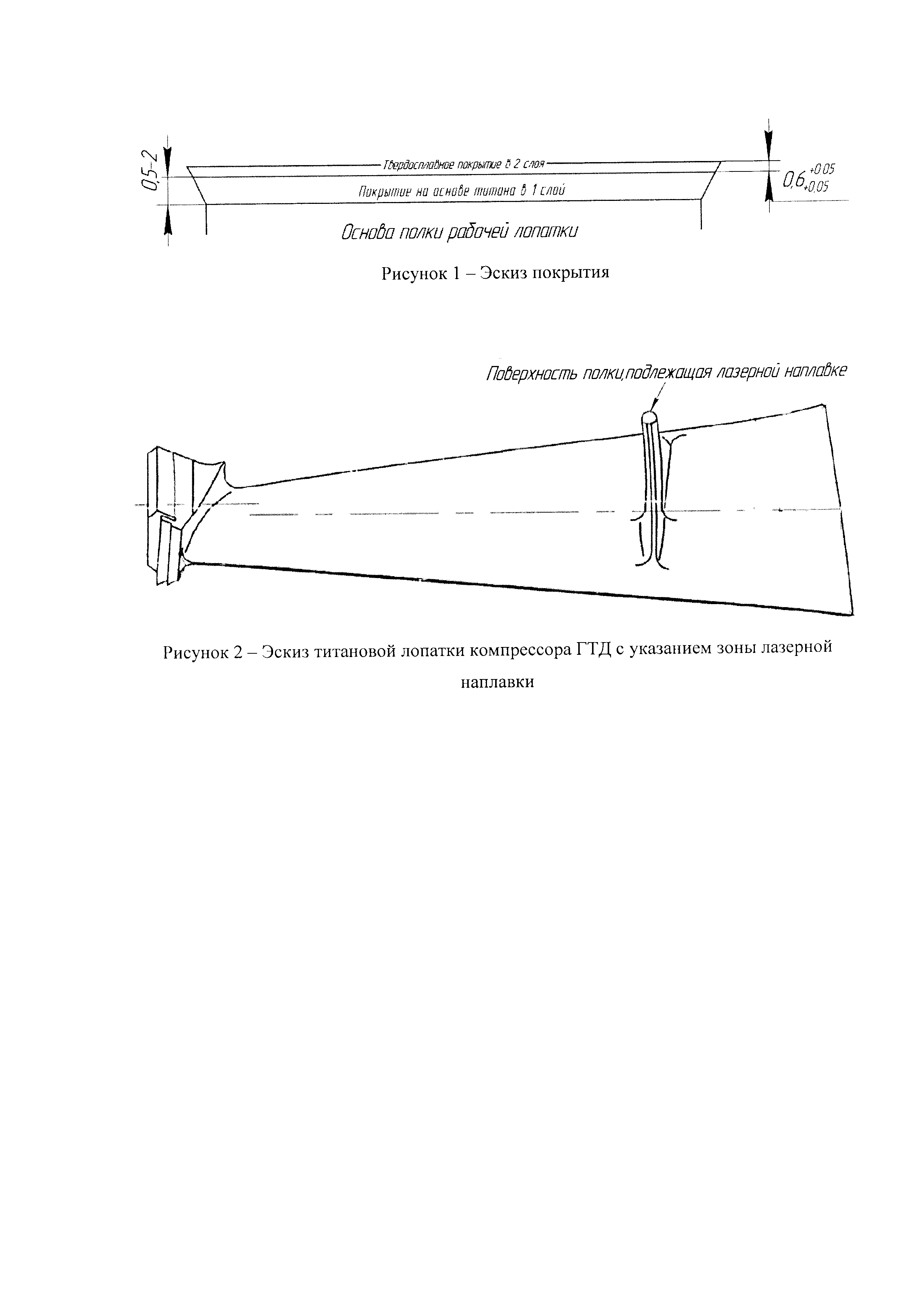
Способ охлаждения ротора турбины высокого давления (твд) газотурбинного двигателя (гтд), ротор твд и лопатка ротора твд, охлаждаемые этим способом, узел аппарата закрутки воздуха ротора твд
Ротор турбины низкого давления (тнд) газотурбинного двигателя (варианты), узел соединения вала ротора с диском тнд, тракт воздушного охлаждения ротора тнд и аппарат подачи воздуха на охлаждение лопаток ротора тнд
Плоское сопло турбореактивного двигателя
Делитель потока аддитивный
Способ эксплуатации осесимметричного поворотного сопла турбореактивного двигателя
Реверсивное устройство турбореактивного двигателя
Способ нанесения теплозащитного покрытия на лопатки турбин высоконагруженного двигателя
Многорежимный газотурбинный двигатель твердого топлива
Система управления турбокомпрессорной установкой
Регулируемый входной направляющий аппарат компрессора газотурбинного двигателя
Способ нанесения многослойного теплозащитного покрытия
Охлаждаемая турбина
Приводной центробежный суфлер для высокотемпературного газотурбинного двигателя
Масляная система газотурбинного двигателя
Способ контроля технического состояния и обслуживания газотурбинного двигателя при его эксплуатации
Способ доводки опытного турбореактивного двигателя
Способ доводки опытного газотурбинного двигателя
Турбореактивный двигатель
Способ доводки опытного газотурбинного двигателя
Способ серийного производства газотурбинного двигателя и газотурбинный двигатель, выполненный этим способом

