Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ СТЕРЖНЕЙ
Вид РИД
Изобретение
Настоящее изобретение относится к устройству для изготовления фильтрующих стержней для генерирующих аэрозоль изделий.
Фильтрующие стержни могут быть изготовлены из волоконного фильтрующего материала с помощью технологии выдавливания. В некоторых случаях компоненты волоконного фильтрующего материала должны затвердевать во время процесса выдавливания, например, под действием тепла. Волокна непрерывно продвигаются вперед до тех пор, пока они не затвердевают, что препятствует приобретению ими объема, достаточного для фильтрующего стержня. Для компенсации этой нехватки объема возможна одновременная обработка более чем одного источника волоконного фильтрующего материала в одном и том же выдавливающем инструменте для создания одного фильтрующего стержня.
Для обработки более чем одного жгута решение состоит в параллельном размещении, перед выдавливающим инструментом, подающих валиков в том же количестве, что и количество жгутов, чтобы продвигать волокна по отдельности. Тем не менее, в случае разности скоростей между подающими валиками, загрузка материала в выдавливающий инструмент может быть нестабильной.
В частности, волокна могут реагировать на натяжение, прикладываемое к ним подающими валиками. В случае если скорости подающих валиков не являются абсолютно одинаковыми, натяжение, прикладываемое к жгутам, не будет одинаковым, и поэтому характеристики волокон, поступающих в выдавливающий инструмент, не будут одинаковыми, результатом чего станет снижение качества готового фильтрующего стержня. Это снижение качества может быть особенно критично в начале процесса выдавливания, до тех пор, пока подающие валики не синхронизированы друг с другом, что может приводить к большому количеству отходов каждый раз, когда выдавливающий инструмент начинает работу.
С целью удовлетворения требований, предъявляемых современными высокоскоростными машинами для скрепления ободковой оберткой, известно изготовление фильтрующих стержней для генерирующих аэрозоль изделий с использованием двух источников фильтрующего материала. Например, в GB 2 265 298 A раскрыта машина для изготовления фильтрующих стержней. Два или более жгутов волоконного фильтрующего материала одновременно продвигают вдоль смежных траекторий через несколько модулей обработки в модуль изготовления стержней для преобразования в фильтрующие стержни. Жгуты могут продвигаться параллельно в одной плоскости или в нескольких плоскостях друг над другом. Жгуты соответственно подаются с помощью общего продвигающего механизма, содержащего пару приводных валиков.
Было бы желательно иметь такое устройство для изготовления фильтрующих стержней, которое обеспечивало бы более стабильный процесс выдавливания множества фильтрующих жгутов.
Согласно первому аспекту настоящего изобретения, предложено устройство для изготовления фильтрующих стержней для генерирующих аэрозоль изделий. Устройство содержит первый и второй источники, из которых первый источник выполнен с возможностью подачи фильтрующего материала в виде первого жгута, а второй источник выполнен с возможностью подачи фильтрующего материала в виде второго жгута. Устройство также содержит один приводной подающий валик для продвижения первого жгута и второго жгута и выдавливающий инструмент для обработки первого жгута и второго жгута. Подающий валик расположен таким образом, что обеспечено продвижение первого и второго жгутов из первого и второго источников в направлении выдавливающего инструмента лишь с помощью подающего валика. Выдавливающий инструмент выполнен с возможностью одновременной обработки нескольких источников фильтрующего материала для создания одного фильтрующего стержня.
Благодаря наличию одного приводного подающего валика для продвижения обоих жгутов обеспечивается возможность достижения более равномерного растяжения при вытягивании, действующего на два жгута. Таким образом, обеспечивается возможность более однородной обработки объединенных жгутов, продвигаемых в направлении выдавливающего инструмента, без изменений при подаче используемых жгутов. Обеспечивается возможность ограничения количества отходов, образующихся после начала процесса выдавливания, поскольку один приводной подающий валик вытягивает первый и второй жгуты с одинаковым натяжением с момента начала процесса выдавливания. Кроме того, обеспечивается возможность повышения качества производимых фильтрующих стержней, поскольку обеспечивается возможность равномерной обработки жгутов.
Устройство может также содержать первый бесприводной выравнивающий валик. Первый бесприводной выравнивающий валик может быть расположен дальше по ходу потока относительно подающего валика между этим подающим валиком и выдавливающим инструментом. Первый выравнивающий валик может быть обеспечен с возможностью выравнивания продвигаемых первого и второго жгутов на оси выдавливания выдавливающего инструмента.
Ось выдавливания выдавливающего инструмента может определяться цилиндром выдавливающего инструмента, т.е. направлением выдавливания. Таким образом, с помощью первого выравнивающего валика обеспечивается возможность продвижения жгутов непосредственно внутрь выдавливающего инструмента для содействия более однородному процессу выдавливания. В качестве выдавливающего инструмента может быть обеспечен обычный выдавливающий инструмент с воронкообразным входом, за которым следует прямой цилиндр.
Первый выравнивающий валик и подающий валик могут быть расположены таким образом, чтобы первый и второй транспортные элементы были выровнены по s–образной траектории между входом подающего валика и выходом первого выравнивающего валика. Таким образом, обеспечивается возможность увеличения площади поверхности между продвигаемыми первым и вторым жгутами и подающим валиком. В результате обеспечивается возможность передачи достаточного натяжения от подающего валика на первый и второй жгуты.
Поверхность подающего валика может быть обработана для повышения трения между поверхностью подающего валика и жгутами, подлежащими продвижению. Поверхность подающего валика может быть обработана путем нанесения покрытия, которое повышает трение поверхности подающего валика. Дополнительно или в качестве альтернативы, форма поверхности подающего валика может быть изменена для повышения трения поверхности подающего валика. Например, на поверхности подающего валика могут быть выполнены небольшие шипы или выступы для повышения трения между жгутами и поверхностью подающего валика.
Устройство также может содержать второй и третий выравнивающие валики для выравнивания первого жгута перед подачей этого первого жгута на подающий валик. Благодаря размещению этих выравнивающих валиков со смещением относительно прямой линии между подающим валиком и первым источником, обеспечивается возможность подачи первого жгута к подающему валику под углом. Такая компоновка первого и второго выравнивающих валиков способна обеспечивать увеличение площади поверхности между первым жгутом и поверхностью подающего валика. Таким образом, обеспечивается возможность надлежащего регулирования, предпочтительно повышения, натяжения, передаваемого подающим валиком на первый жгут. Кроме того, благодаря наличию второго и третьего выравнивающих валиков, обеспечивается возможность предотвращения взаимодействия друг с другом первого и второго жгутов перед их подачей на подающий валик. Таким образом, обеспечивается возможность предотвращения какого–либо контакта между первым жгутом и вторым жгутом перед их подачей на подающий валик.
Второй и третий выравнивающие валики могут быть расположены таким образом, чтобы траектория первого жгута между первым источником и входом подающего валика могла быть обеспечена в виде s–образной траектории. Таким образом, обеспечивается возможность увеличения площади контакта между первым жгутом и вторым и третьим выравнивающими валиками и в результате обеспечивается возможность улучшения передачи вытягивающего действия подающего валика в направлении первого жгута и возможность упрощения и повышения точности выравнивания первого жгута.
Аналогично второму и третьему выравнивающим валикам, выравнивающий валик может быть обеспечен между вторым источником и входом подающего валика, так что будет обеспечена возможность улучшенного выравнивания второго жгута и его подачи в направлении подающего валика.
Кроме того, могут быть обеспечены более чем два источника жгутов фильтрующего материала. Предпочтительно, вышеописанный выравнивающий валик может быть обеспечен с возможностью направления фильтрующего жгута из нескольких источников к подающему валику. При наличии более чем двух источников фильтрующего жгута, все из этих жгутов могут вытягиваться с помощью одного подающего валика, так что обеспечивается возможность достижения более равномерного натяжения при вытягивании.
Все из выравнивающих валиков являются бесприводными валиками, так что вытягивание первого и второго жгутов обеспечивается лишь с помощью приводного подающего валика.
При подаче первого и второго жгутов в направлении подающего валика эти первый и второй жгуты, предпочтительно с помощью вышеописанного выравнивающего валика, могут быть выровнены относительно друг друга таким образом, чтобы первый и второй жгуты были наложены друг на друга при их вытягивании подающим валиком. Иначе говоря, перед подачей первого и второго жгутов в направлении подающего валика эти жгуты могут не взаимодействовать друг с другом. Тем не менее, при достижении этими жгутами подающего валика возможно их выравнивание с наложением друг на друге, и будет обеспечена возможность их совместного вытягивания с помощью подающего валика. Следовательно, обеспечивается возможность более равномерного продвижения этих жгутов в направлении выдавливающего инструмента.
Также предложен способ изготовления фильтрующих стержней для генерирующих аэрозоль изделий, включающий этапы, на которых:
(a) с помощью первого источника обеспечивают фильтрующий материал в виде первого жгута и с помощью второго источника обеспечивают фильтрующий материал в виде второго жгута,
(b) продвигают первый жгут и второй жгут с помощью лишь одного приводного подающего валика, и
(c) осуществляют выдавливание первого жгута и второго жгута в выдавливающем инструменте.
Согласно аспекту настоящего изобретения, способ также может включать этап, на котором обеспечивают первый бесприводной валик дальше по ходу потока относительно подающего валика между этим подающим валиком и выдавливающим инструментом. Первый выравнивающий валик может быть выполнен так, как описано выше.
Способ может включать дополнительный этап, на котором обеспечивают второй и третий выравнивающие валики, описанные выше.
Настоящее изобретение будет далее описано лишь на примерах, со ссылками на сопроводительные чертежи, на которых:
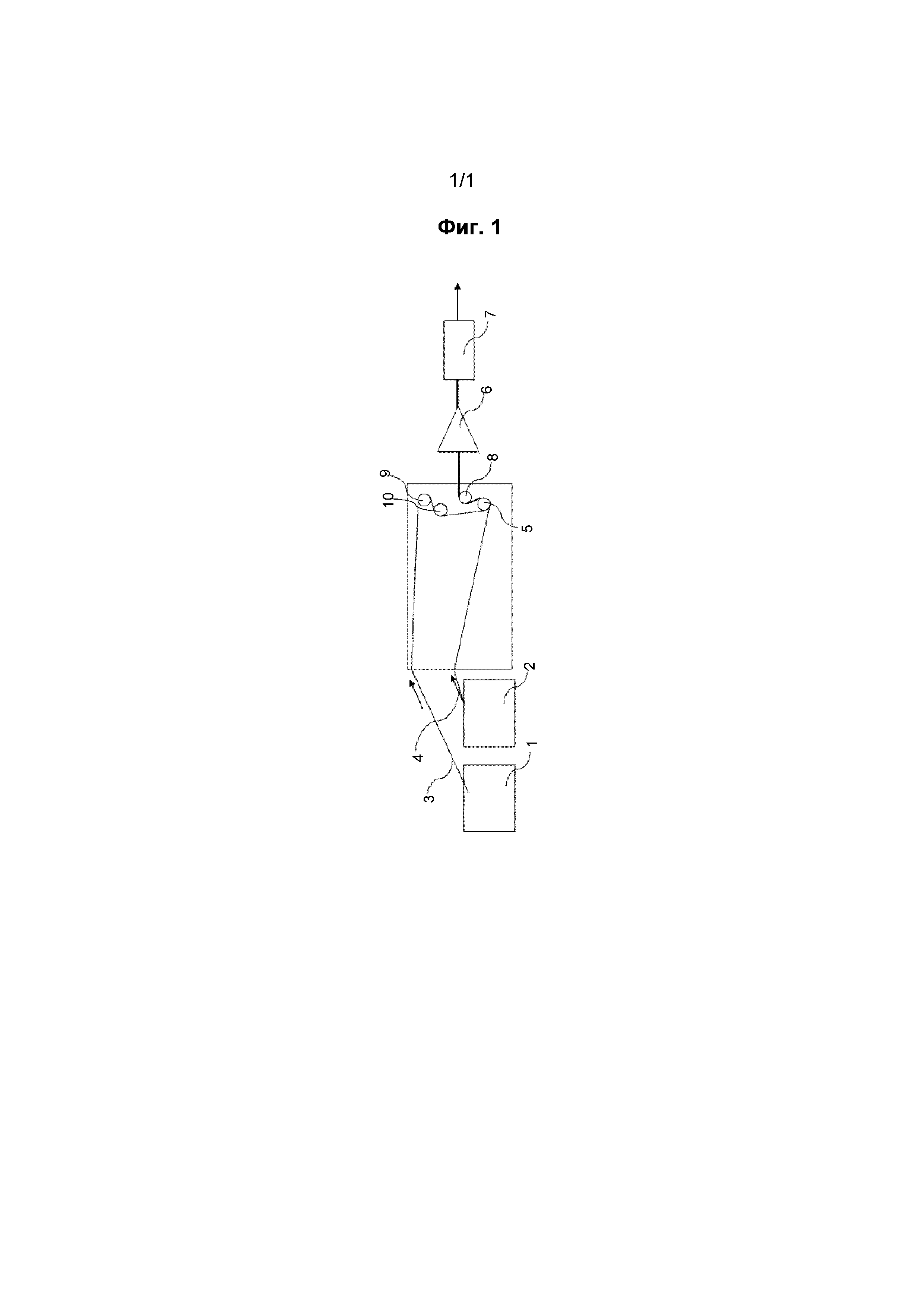
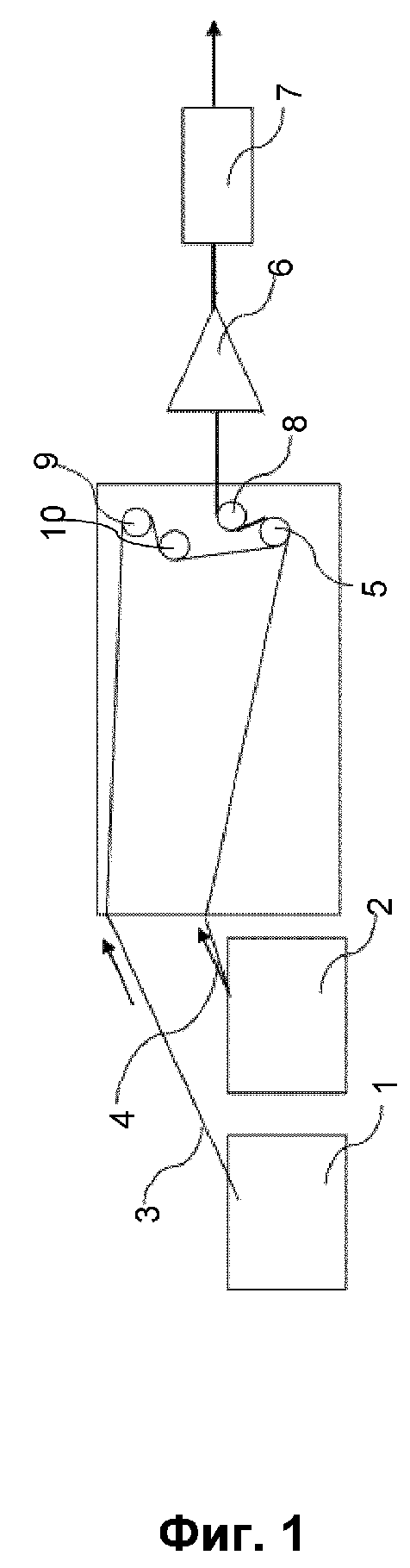
на фиг. 1 показан иллюстративный вид в поперечном сечении устройства согласно настоящему изобретению для изготовления фильтрующих стержней для генерирующих аэрозоль изделий.
Устройство, показанное на фиг. 1, содержит первый источник 1 и второй источник 2. Оба этих источника содержат фильтрующий материал.
В качестве фильтрующего материала может использоваться ацетилцеллюлоза. В целях обеспечения равномерной плотности наполнителя и придания ему общих когезивных свойств, нити могут быть впоследствии обработаны пластификатором с тем, чтобы таким образом способствовать взаимному связыванию различных нитей, образующих жгут. Жгут может состоять из множества ацетилцеллюлозных нитей, проходящих в продольном направлении и имеющих одинаковую протяженность с телом жгута. Ацетилцеллюлоза может иметь общую линейную плотность от 25000 до 75000 денье, но более предпочтительно в диапазоне от 30000 до 50000 денье, причем вышеуказанное основано на линейной плотности волокна примерно от 1 до 16, предпочтительно от 3 до 6 денье. Другие материалы, пригодные для использования в качестве наполнителя, могут включать полиалкены, полиэтилен и бумажные жгуты.
В качестве предварительного этапа перед изготовлением фильтрующего стержня фильтрующий материал, который описан в репрезентативной форме как жгут из ацетилцеллюлозных нитей, может быть подан через камеру для обжима и нанесения покрытия (не показана), где нити могут быть покрыты пластификатором, содержащим, например, раствор 3%–12% триацетина. Пластификатор может применяться для содействия взаимному связыванию волокон в жгуте в точках пересечения или контакта соответствующих волокон и, таким образом, для обеспечения целостности тела жгута.
Фильтрующий материал вытягивают из первого источника 1 и второго источника 2. Иначе говоря, первый жгут 3 вытягивают из первого источника 1, а второй жгут 4 вытягивают из второго источника 2. Вариант с двумя источниками должен пониматься как иллюстративный. В настоящем изобретении могут применяться множество источников и, соответственно, множество жгутов.
Первый жгут 3 и второй жгут 4 вытягиваются с помощью одного подающего валика 5. Подающий валик 5 может приводиться с помощью обычных средств, таких как электродвигатель.
Подающий валик 5 расположен таким образом, что оба из первого жгута 3 и второго жгута 4 вытягиваются подающим валиком 5 из первого источника 1 и второго источника 2. В результате осуществляется равномерное вытягивающее воздействие подающего валика 5 на жгуты 3, 4.
До достижения подающего валика 5 жгуты 3, 4 располагаются отдельно друг от друга и не взаимодействуют друг с другом. При достижении подающего валика 5 первый жгут 3 накладывается на второй жгут 4, или второй жгут 4 накладывается на первый жгут 3. В результате оба наложенных друг на друга жгута вытягиваются с помощью подающего валика 5.
После вытягивания с помощью подающего валика 5, жгуты совместно подаются в направлении выдавливающего инструмента 6. Выдавливающий инструмент 6 выполнен в виде обычного выдавливающего инструмента, содержащего воронкообразный вход (не показан) и цилиндр (не показан) для выдавливания первого жгута 3 и второго жгута 4 и для создания фильтрующего стержня, который может использоваться в генерирующем аэрозоль изделии.
После выхода из выдавливающего инструмента 6 фильтрующий стержень транспортируется с помощью обычного транспортирующего средства 7 в направлении устройства для изготовления фильтров (не показано).
Между подающим валиком 5 и выдавливающим инструментом 6 может быть размещен первый бесприводной выравнивающий валик 8. Как можно видеть на фиг. 1, первый выравнивающий валик 8 расположен таким образом, что объединенные жгуты образуют s–образную траекторию между подающим валиком 5 и выдавливающим инструментом 6. S–образная траектория обеспечивает большую площадь контакта между жгутами 3, 4 и поверхностью подающего валика 5. Кроме того, жгуты 3, 4 непосредственно подаются внутрь выдавливающего инструмента 6 вдоль оси выдавливания, благодаря чему предотвращается смещение жгутов 3, 4.
Для облегчения разделения первого жгута 3 и второго жгута 4 перед подающим валиком 5, между первым источником 1 и подающим валиком 5 обеспечены дополнительный второй выравнивающий валик 9 и дополнительный третий выравнивающий валик 10. Второй и третий выравнивающие валики 9, 10 облегчают отделение и надлежащее выравнивание первого жгута 3 до того, как этот первый жгут 3 будет подан в направлении подающего валика 5. Второй выравнивающий валик 9 смещен относительно траектории первого жгута 3 и третьего выравнивающего валика 10 таким образом, что площадь контакта между первым жгутом 1 и вторым и третьим выравнивающими валиками 9, 10, а также подающим валиком 5 увеличена, что облегчает надлежащее выравнивание первого жгута 3 и оптимизацию тянущего действия, создаваемого подающим валиком 5.
Вышеописанные признаки применительно к настоящему изобретению следует понимать как иллюстративные. Специалистам должно быть понятно, что вышеописанные признаки могут быть объединены друг с другом в рамках объема настоящего изобретения.
Высокоскоростное пакетирующее устройство
Способ и устройство для пакетирования табака с высоким содержанием влаги
Устройство для использования в процессе формирования пакетированного табачного продукта
Многосегментное курительное изделие
Курительное изделие с изменяющим окраску сегментом
Проницаемая электронагревательная резистивная фольга для испарения жидкостей из одноразовых мундштуков с испарительными мембранами
Контейнер с выдвижной частью и оболочкой, имеющий запечатывающее средство с индикацией вскрытия
Иммобилизация и регулируемое высвобождение ароматизатора супрамолекулярным комплексом
Многосегментное курительное изделие
Разрушающиеся обертки фильтров и варианты их применения
Способ и установка для формования по существу плоского непрерывного материала
Аппарат для изготовления фильтров
Аппарат для изготовления фильтров
Устройство для изготовления фильтров

