Результат интеллектуальной деятельности: СПОСОБ И УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПО СУЩЕСТВУ ПЛОСКОГО НЕПРЕРЫВНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение относится к установке и способу формования по существу плоского непрерывного материала. В частности, оно относится к установке и способу формования по существу плоского непрерывного материала, используемого в изготовлении изделий, генерирующих аэрозоль, или курительных изделий.
Изделия, генерирующие аэрозоль, или их компоненты, такие как, например, штранги фильтра или табачные штранги, могут быть изготовлены по меньшей мере частично из по существу плоского непрерывного материала, такого как бумага, табачное или пластмассовое полотно. Благодаря конкретным материалам, используемым для производства данных штрангов, некоторые этапы обработки линии обработки могут предусматривать дополнительные проблемы при обращении с такими полотнами. Например, некоторые пластмассовые материалы, такие как, например, полотна из полимолочной кислоты, способны к электростатической зарядке и нагреванию при обращении с полотном. Это может привести к неправильному складыванию, например, при образовании воронок в полотне, снижая воспроизводимость продуктов, подлежащих изготовлению, из полотна.
Таким образом, существует необходимость в установке и способе формования по существу плоского непрерывного материала. В частности, существует необходимость в установке и способе формования по существу плоского непрерывного материала, причем по существу плоский непрерывный материал может быть использован в производстве изделий, генерирующих аэрозоль, или курительных изделий.
Согласно первому аспекту изобретения предусмотрена установка для формования по существу плоского непрерывного материала. Предпочтительно, по существу плоский непрерывный материал предназначен для использования в изготовлении курительных изделий или для расходуемых материалов, которые могут быть использованы в электронных курительных устройствах. Установка содержит формовочное устройство для сбора по существу плоского непрерывного материала поперечно продольному направлению непрерывного материала с образованием собранного непрерывного материала. Установка дополнительно содержит охлаждающее устройство для охлаждения собранного непрерывного материала. Формовочное устройство и охлаждающее устройство объединены с возможностью немедленного охлаждения, таким образом, собранного непрерывного материала. Под немедленным охлаждением собранного непрерывного материала в данном документе подразумевается охлаждение по существу плоского непрерывного материала при сборе по существу плоского непрерывного материала или немедленно после сбора по существу плоского непрерывного материала. Для достижения такого немедленного охлаждения охлаждающее устройство может быть встроено в формовочное устройство. В связи с этим, собранный непрерывный материал охлаждается при сборе в формовочном устройстве. Охлаждающее устройство может также быть расположено рядом с формовочным устройством и ниже по потоку от формовочного устройства при рассмотрении в направлении транспортировки по существу плоского непрерывного материала или собранного непрерывного материала. В таких вариантах осуществления, предпочтительно, собранный непрерывный материал охлаждается немедленно после сбора в формовочном устройстве.
По всему описанию термин «охлаждение» используется как относящийся к активному этапу ограничения, поддерживания или снижения температуры по существу плоского непрерывного материала или элемента, который находится в контакте с по существу плоским непрерывным материалом, или и того, и другого, таким образом, предотвращая дальнейшее увеличение температуры по существу плоского непрерывного материала.
Термины «выше по потоку» и «ниже по потоку» используются в данном документе с учетом направления транспортировки по существу плоского непрерывного материала в установке или в отдельных элементах установки.
Охлаждение материала в или посредством охлаждающего устройства при сборе или сразу же после сбора материала может предотвратить или уменьшить нагревание материала при сборе или уменьшить распределение тепла в материале. Нагревание может, например, быть вызвано трением, например, при сборе полотна материала в формовочном устройстве. Лишнее тепло может изменять технические характеристики материала. В частности, материалы с низкими температурами стеклования или низкими температурами плавления или и те, и другие могут становиться липкими или могут по меньшей мере частично плавиться при нагревании. Если такой материал с измененными характеристиками собирают или формуют, например, в форму стержня, отдельные складки могут слипнуться вместе или могут сплавиться. В связи с этим, например, сопротивление втягиванию (RTD) штранга, формованного материалом, может быть отличным от предназначенного значения для RTD и может, в частности, не быть воспроизводимым. Кроме того, частично расплавленный или липкий материал может прилипнуть к частям установки. Это может привести в блокировке установки и может сместить или повредить материал. Это можно предотвратить путем обеспечения охлаждающего устройства, посредством которого материал может быть охлажден предпочтительно таким образом, чтобы не превышать критическую температуру. Кроме того, прочность на разрыв материала может быть уменьшена посредством нагревания. Это, в свою очередь, может быть необходимо для уменьшения скорости машины с целью предотвращения разрыва материала или может привести к остановкам в работе машины и потерям вследствие разрыва материала с уменьшенной прочностью на разрыв. Охлаждение, следовательно, в частности, является преимущественным для материалов с низкой температурой стеклования или низкой температурой плавления, таких как, например, полотно из полимолочной кислоты. При температуре стеклования или температуре фазового превращения твердый материал переходит в каучукообразное эластичное состояние и твердый материал превращается в клейкий и пастообразный расплавленный материал. Например, аморфный или полукристаллический пластмассовый материал может стать липким и может подвергаться изменениям в своей стабильности. Переход в каучукообразное эластичное состояние или область текучести является непрерывным. При температуре стеклования материал не подвергается фазовому переходу. Таким образом, температура стеклования связана не с точной температурой, а с диапазоном температур.
По существу плоский непрерывный материал, как используется в данном документе, может представлять собой полотно материала, такого как бумага, табак или пластмассовое полотно, который может быть использован в изготовлении курительных изделий или в изделиях, генерирующих аэрозоль, для электронных курительных устройств. Предпочтительно, по существу плоский непрерывный материал представляет собой непрерывный лист полимолочной кислоты. Предпочтительно, по существу плоский непрерывный материал образован в бесконечный стержень для будущего изготовления отдельных штрангов. По существу плоский непрерывный материал может быть обработан перед формованием в устройстве согласно изобретению. Предварительная обработка может, например, представлять собой гофрирование или конгревное тиснение или и то, и другое.
Термин «сбор» использован по всему описанию как относящийся к уменьшению ширины по существу плоского непрерывного материала. Путем сбора непрерывный материал уменьшается в боковом направлении материала, таким образом поперечно продольному направлению и направлению транспортировки материала. Сбор может, например, представлять собой продольное гофрирование, обеспечение материала продольной перекрывающей волнообразной структурой, сталкивание вместе, сжатие, образование воронок, формование стержня материала или сочетания вышеупомянутых процессов. Сбор включает уменьшение ширины по существу плоского непрерывного материала, например, путем простого сталкивания сторон непрерывного материала по отношению к продольной центральной оси непрерывного материала. Сбор также включает уменьшение ширины путем обеспечения непрерывного материала микроструктурой и макроструктурой, как, например, небольшие гофры с шагом приблизительно в толщину материала и поперечные волны с шагом приблизительно в 10 раз больше толщины материала. Материал, необходимый для образования структуры, приводит к уменьшенному боковому удлинению непрерывного материала. Сбор может быть осуществлен непрерывно или постепенно. Сбор может быть осуществлен в одном или в нескольких формовочных устройствах. Как правило, уменьшение ширины материала приводит к увеличению удлинения материала в других размерах, например, подходящих для полотна из по существу плоского непрерывного материала. Однако, в некоторых вариантах осуществления материал может быть сжимаемым сам по себе, например, ячеистый или губчатый материал. В данных вариантах осуществления по существу плоского непрерывного материала уменьшение ширины полотна по существу плоского непрерывного материала также в результате приводит или по большей части приводит к увеличению плотности материала.
Собранный материал, как используется в данном документе, может быть частично собранным материалом или полностью собранным материалом. Частично собранный материал имеет уменьшенную ширину по сравнению с по существу плоским непрерывным материалом, поданным на установку согласно изобретению. Частично собранный материал может также иметь уменьшенную ширину по сравнению с частично собранным материалом, который уже прошел через предыдущее формовочное устройство. Частично собранный материал имеет ширину, которая больше ширины конечной формы непрерывного материала. Предпочтительно, конечная форма является стержнеобразной.
Охлаждение может, например, быть достигнуто путем охлаждения элемента охлаждающего устройства и путем непосредственного контакта охлаждающего элемента, например, имеющего поверхность контакта, с непрерывным материалом. Охлаждение при помощи охлаждающего элемента может также поддерживать этап сбора или формования. Например, охлаждающий элемент или поверхность контакта охлаждающего элемента могут содержать форму для формования непрерывного материала в соответствии с данной формой или для удерживания непрерывного материала в конкретной форме. Охлаждение может, например, также быть встроено в формовочное устройство. Затем формовочное устройство также служит в качестве охлаждающего устройства.
Охлаждение охлаждающего элемента может, например, быть достигнуто путем предоставления охлаждающей среды в или через охлаждающее устройство. Охлаждающая среда может, например, представлять собой охлаждающий газ или охлаждающую жидкость, как, например, воздух или вода. Охлаждение непрерывного материала может также быть достигнуто путем непосредственного контакта с охлаждающей средой, такой как, например, поток газа. Может быть преимущественно предусмотрен непосредственный контакт с охлаждающей средой, например, при ограниченном пространстве или при необходимом предотвращении механического контакта с непрерывным материалом. Непосредственный контакт с охлаждающей средой может также быть предусмотрен в случае, когда следует быстро изменять степень охлаждения, например, изменение температур охлаждения. Непосредственное охлаждение текучей охлаждающей средой, такой как, например, воздух, предпочтительно создает подушку на основе текучей среды, например, воздушную подушку между по существу плоским непрерывным материалом и соответствующим элементом транспортировки, так что в то же время по существу плоский непрерывный материал охлаждается и трение между элементом транспортировки вдоль пути транспортировки по существу плоского непрерывного материала уменьшается, так что нагревание по существу плоского непрерывного материала трением избегается или уменьшается.
В качестве альтернативы или дополнения, охлаждающая среда может быть в виде элемента Пельтье или поверхности, которая находится в контакте с элементом Пельтье. Преимущество элемента Пельтье заключается в том, что необходимо предусматривать меньше или совсем не предусматривать истощаемую охлаждающую среду, такую как, например, воздух, в охлаждающей зоне, таким образом упрощая подачу и удаление такой дополнительной истощаемой охлаждающей среды.
Предпочтительно, температура охлаждающей среды выбрана таким образом, что температура охлажденного непрерывного материала не превышает предварительно определенную высокую или максимальную температуру. Предпочтительно, охлаждение также приспособлено таким образом, что температура охлажденной среды не падает ниже предварительно определенной низкой или минимальной температуры. При очень низких температурах охлаждающая петля, возможно, может не демонстрировать оптимальную эффективность. Кроме того, непрерывный материал может становиться хрупким и случайно ломаться в обращении при охлаждении до низких температур. Предпочтительно, температуры охлаждающей среды находятся в диапазоне приблизительно 5-35 градусов Цельсия, предпочтительно - от 10 градусов Цельсия до 25 градусов Цельсия.
Установка согласно изобретению может содержать формовочное устройство, имеющее один или несколько статических формовочных элементов, один или несколько динамических формовочных элементов или сочетание статических и динамических формовочных элементов.
Согласно аспекту установки согласно изобретению формовочное устройство содержит по меньшей мере один статический формовочный элемент. В данном документе статический означает, что формовочные элементы являются неподвижными относительно направления транспортировки по существу плоского непрерывного материала. В некоторых предпочтительных вариантах осуществления установка содержит только статические формовочные элементы, то есть данные варианты осуществления установки не включают динамических формовочных элементов, как будет описано ниже. Со статическими формовочными элементами по существу плоский непрерывный материал или также частично собранный материал образован путем прохождения статического формовочного элемента. Это может облегчать установку благодаря исключению подвижных деталей устройства. Это может, преимущественно, уменьшать износ деталей машины и необходимость технического обслуживания.
В некоторых предпочтительных вариантах осуществления статический формовочный элемент представляет собой форматный конус для формования по существу плоского непрерывного материала в форму стержня. Охлаждающее устройство расположено рядом с выпускным отверстием форматного конуса и содержит поверхность контакта для контакта с собранным полотном материала, выходящего из форматного конуса. В целом, в форматных конусах трение является высоким между сформованным материалом и внутренними стенками форматного конуса. Таким образом, охлаждение предусмотрено немедленно после образования стержня в форматном конусе для остановки или предотвращения изменений в материале, вызванных теплотой трения.
Предпочтительно, поверхность контакта охлаждающего устройства контактирует с собранным или стержнеобразным материалом вдоль предварительно определенной длины собранного материала. Поверхность контакта может иметь форму, соответствующую форме собранного материала, выходящего из форматного конуса. Предпочтительно, поверхность контакта охлаждающего устройства имеет продольную вогнутую форму, например, туннельную форму, покрывающую часть по предварительно определенной длине собранного материала. Такая туннелеобразная поверхность контакта охлаждающего устройства может также замещать торцевую часть форматного конуса.
Статический формовочный элемент или дополнительный статический формовочный элемент может быть выполнен в виде по меньшей мере одной структурированной поверхности, причем структура имеет продольное удлинение в направлении транспортировки по существу плоского непрерывного материала. Непрерывный материал направляется вдоль структуры материала и, тем самым, формуется и собирается в соответствии со структурой. Предпочтительно, по существу плоский непрерывный материал последовательно собирают в направлении, поперечном направлению транспортировки по существу плоского непрерывного материала, при прохождении между структурированной поверхностью статического формовочного элемента и противоположного элемента, расположенного противоположно структурированной поверхности. Противоположный элемент может иметь по существу плоскую поверхность или поверхность, содержащую структуру, предпочтительно структуру, соответствующую структуре поверхности формовочного элемента. Предпочтительно, такие соответствующие структуры могут сцепляться друг с другом. По существу плоский непрерывный материал может быть охлажден статическим формовочным элементом, то есть при прохождении непрерывного материала вдоль структурированной поверхности статического формовочного элемента.
Структура поверхности статического формовочного элемента может, например, в конкретном продольном положении быть одинаковой по всей ширине поверхности или может быть разной вдоль ширины поверхности (ширина поверхности видна относительно ширины непрерывного материала). Например, структура в центре формовочного элемента может быть выше, чем в боковых областях. Таким образом, может быть уменьшено трение вследствие бокового перемещения непрерывного материала, проходящего через данную структуру. Следовательно, выработка тепла вследствие трения может также быть снижена.
Также могут быть предусмотрены два или ряд статических формовочных элементов, имеющих структурированную поверхность. Предпочтительно, статические формовочные элементы ряда расположены вдоль направления транспортировки непрерывного материала. Расстояние между отдельными формовочными элементами может варьировать и может быть выбрано в соответствии с желаемым достигнутым результатом сбора. В ряде статических формовочных элементов структуры отдельных статических формовочных элементов могут быть разными, например, относительно высоты или интервала между структурами формовочных элементов. Разделение участка формования на отдельные узлы может преимущественно уменьшать сложность изготовления структуры, в частности, для изогнутых или других неплоских структурных поверхностей. Кроме того, преимущественно, отдельные участки могут быть заменены по необходимости при износе в противоположность необходимости замены всей формовочной структуры, уменьшая, например, затраты на запасные части. Кроме того, может быть достаточным направлять полотно из по существу плоского непрерывного материала в ходе этапа формования только по от приблизительно 20 процентов до приблизительно 50 процентов длины в направлении транспортировки формовочной структуры. В некоторых вариантах осуществления формовочная структура может содержать верхнюю структуру и соответствующую нижнюю структуру и одна из верхней или нижней структур предоставлена только частично, например, вдоль от приблизительно 20 процентов до приблизительно 50 процентов длины в направлении транспортировки формовочной структуры в качестве поддерживающих точек. Это также может обеспечивать дополнительный доступ к полотну из по существу плоского непрерывного материала внутри формовочной структуры, например, для обеспечения возможности охлаждающей среде достигать полотна из по существу плоского непрерывного материала.
В качестве общего правила, когда термин «приблизительно» используют в сочетании с конкретной величиной по всей данной заявке, следует понимать, что величина, следующая за термином «приблизительно», не обязательно должна точно равняться конкретной величине по техническим соображениям. Тем не менее, термин «приблизительно», используемый в сочетании с конкретной величиной, всегда следует понимать как включающий в себя и явным образом выражающий конкретную величину, следующую за термином «приблизительно».
Один или ряд статических формовочных элементов, имеющих структурированные поверхности, могут, например, быть охлаждены путем охлаждения формовочного элемента. Материал, проходящий через формовочный(-ые) элемент(-ы), автоматически охлаждается при контакте с холодной структурированной поверхностью формовочного элемента. Охлаждающая среда, такая как поток газа, может также быть приведена к непрерывному материалу, например, через отверстия в структурированной поверхности формовочного элемента. Такой поток газа может также быть предусмотрен для поддержки транспортировки непрерывного материала, например, путем формования воздушной подушки непрерывный материал может скользить.
Согласно другому аспекту установки согласно изобретению формовочное устройство содержит динамический формовочный элемент, выполненный с возможностью осуществления перемещения в направлении транспортировки по существу плоского непрерывного материала.
Динамические формовочные элементы обеспечивают возможность перемещения в том же направлении, что и непрерывный материал. В связи с этим, относительное перемещение между непрерывным материалом и формовочным элементом уменьшено. Это может уменьшать трение и выработку тепла, связанную с трением.
В некоторых предпочтительных вариантах осуществления динамический формовочный элемент содержит по меньшей мере одну пару формовочных валиков, причем валики пары формовочных валиков выполнены с возможностью вращения в направлении транспортировки по существу плоского непрерывного материала. Формовочные валики имеют расположенные по окружности структуры на периферии формовочных валиков для формования непрерывного материала, проходящего между парой валиков. Оси вращения пары формовочных валиков расположены вдоль ширины непрерывного материала, и, таким образом, структуры выравнены в направлении транспортировки непрерывного материала. Предпочтительно, расположенные по окружности структуры имеют сниженные высоты от центральной части формовочных валиков (центральная часть непрерывного материала) к боковой части валиков (боковая часть непрерывного материала). В связи с этим, трение и, таким образом, выработка тепла вследствие бокового перемещения непрерывного материала могут быть уменьшены. Кроме того, формовочные валики могут быть охлаждены.
Динамический формовочный элемент может содержать ряд пар формовочных валиков. Пары формовочных валиков ряда расположены параллельно. Структуры на окружности формовочных валиков могут быть разными между разными парами формовочных валиков ряда пар формовочных валиков. Предпочтительно, разные структуры на формовочных валиках приспособлены к положению формовочных валиков в установке (дополнительно выше по потоку или ниже по потоку направления транспортировки непрерывного материала) и к степени сбора непрерывного материала.
Формовочное устройство может содержать конвейерный блок для формования по существу плоского непрерывного материала предпочтительно в круглую форму. Конвейерный блок содержит по меньшей мере два последовательно расположенных динамических формовочных элемента в виде по меньшей мере двух подборочных валиков с осью вращения, перпендикулярной направлению транспортировки непрерывного материала. Предпочтительно, подборочные валики имеют проходящую по окружности канавку для перемещения по существу плоского непрерывного материала в канавках и между каждым из подборочных валиков и расположенным в противоположном направлении направляющим элементом. По меньшей мере два подборочных валика с расположенным в противоположном направлении направляющим элементом расположены на расстоянии друг от друга вдоль направления транспортировки по существу плоского непрерывного материала. Расстояние между подборочным валиком и направляющим элементом может варьировать, например, посредством бокового смещения подборочных валиков или направляющих элементов или обоих. Посредством такого бокового смещения можно переменно устанавливать степень уменьшения ширины непрерывного материала. Это увеличивает гибкость в регулировке подборочных валиков относительно, например, ширины полотна по существу плоского непрерывного материала. Ширина по существу плоского непрерывного материала может отличаться между производственными циклами, например, из-за разных целевых плотностей собранного по существу плоского непрерывного материала. Кроме того, боковые направляющие элементы являются преимущественными в выравнивании полотна из по существу плоского непрерывного материала в поперечном направлении, например, для компенсации поперечного продвижения материала в ходе производства. Полотно из по существу плоского непрерывного материала может демонстрировать поперечное продвижение, в частности, после этапа структурирования по существу плоского непрерывного материала, например, путем гофрирования, что уменьшает поперечную стабильность полотна из по существу плоского непрерывного материала.
Предпочтительно, канавки по меньшей мере двух подборочных валиков имеют разную форму. Например, канавка расположенного несколько ниже по потоку подборочного валика имеет форму, которая может соответствовать конечной форме непрерывного материала или по существу соответствовать конечной форме непрерывного материала. Например, если конечная форма является стержнеобразной, канавка расположенного несколько ниже по потоку подборочного валика может иметь форму, которая является по существу круглой, тогда как канавка расположенного несколько выше по потоку подборочного валика может иметь форму, которая является более овальной.
В конвейерном блоке, как описано в данном документе, по существу плоский непрерывный материал формуют и частично собирают с соответствующим первым подборочным валиком. Частично собранный непрерывный материал дополнительно собирают посредством последовательно расположенного подборочного валика. При помощи конвейерного блока по существу плоский непрерывный материал можно последовательно и постепенно формовать в конечную форму, предпочтительно стержнеобразную. Динамические подборочные валики обеспечивают низкое трение, ограничение выработки тепла. Кроме того, последовательно расположенные подборочные валики обеспечивают улучшенное управление процессом формования непрерывного материала. Таким образом, складывание непрерывного материала можно осуществлять более надежно, и могут быть изготовлены воспроизводимые продукты, например, с воспроизводимым RTD.
Расположенные в противоположном направлении направляющий элемент или направляющие элементы могут быть неподвижными. Например, расположенные в противоположном направлении направляющие элементы могут быть элементами стенки или одним элементом стенки. Расположенные в противоположном направлении направляющие элементы могут также быть выполнены с возможностью перемещения, например, могут также быть в виде подборочных валиков с канавкой. Предпочтительно, каждый из направляющих элементов или расположенных в противоположном направлении подборочных валиков оснащен канавкой, имеющей форму, соответствующую форме канавки расположенного в противоположном направлении подборочного валика.
В некоторых предпочтительных вариантах осуществления по меньшей мере два подборочных валика представляют собой каждый элемент пары валиков. Каждый подборочный валик пары подборочных валиков имеет ось вращения, перпендикулярную направлению транспортировки листового материала, и имеет проходящую по окружности канавку для транспортировки по существу плоского непрерывного материала между подборочными валиками пары подборочных валиков и в расположенных в противоположном направлении канавках. Предпочтительно, расстояние между парами подборочных валиков или также между подборочным валиком и его расположенным в противоположном направлении направляющим элементом может быть изменяемым для определения степени сбора непрерывного материала.
Предпочтительно, формовочное устройство содержит по меньшей мере два разных динамических формовочных элемента, которые расположены последовательно и на расстоянии друг от друга вдоль направления транспортировки по существу плоского непрерывного материала. По меньшей мере два разных динамических формовочных элемента могут затем, например, каждый содержать одну пару формовочных валиков, имеющих расположенные по окружности структуры на периферии формовочных валиков. По меньшей мере два последовательно расположенных динамических формовочных элемента могут, например, также быть частью конвейерного блока формовочного устройства для формования по существу плоского непрерывного материала предпочтительно в круглую форму. По меньшей мере два последовательно расположенных динамических формовочных элемента затем представлены в виде по меньшей мере двух подборочных валиков с осью вращения, перпендикулярной направлению транспортировки по существу плоского непрерывного материала, и с проходящей по окружности канавкой.
С целью различия двух динамических формовочных элементов, например, канавки расположенного несколько выше по потоку подборочного валика имеет форму, которая отличается от формы канавки расположенного несколько ниже по потоку подборочного валика. Динамические формовочные элементы являются разными, например, с разной формовочной структурой или расположенными относительно направления транспортировки и положения непрерывного материала, чтобы, таким образом, достигать разного сбора непрерывного плоского материала при прохождении непрерывного материала через первый из по меньшей мере двух динамических формовочных элементов и второй из по меньшей мере двух динамических формовочных элементов. Преимущественно, разный сбор представляет собой сбор до разной степени, но может также представлять собой сбор в разных участках по всей ширине непрерывного материала, включая обеспечение непрерывного материала разной подборочной структурой.
Согласно дополнительному аспекту установки согласно изобретению установка дополнительно содержит блок разделения для создания открытого канала в собранном непрерывном материале. Блок разделения содержит разделяющий элемент, который расположен с возможностью относительного перемещения по направлению транспортировки по существу плоского непрерывного материала или собранного материала, соответственно. Разделяющий элемент расположен с возможностью прохождения, таким образом, по меньшей мере частично в собранный непрерывный материал. Динамический блок разделения снова обеспечивает меньшее трение, чем, например, статический разделяющий элемент, такой как разделяющий палец. Таким образом, меньшее количество тепла вырабатывается блоком разделения с подвижным разделяющим элементом.
Открытый канал, создаваемый блоком разделения, может, например, служить для введения объекта, такого как, например капсула или нить. Введенный объект может, например, служить в целях придания аромата, цвета или фильтрации. Разделяющий элемент может быть дополнительно охлажден.
В некоторых предпочтительных вариантах осуществления блока разделения блок разделения содержит пару разделяющих валиков, расположенных параллельно и вращающихся в направлении транспортировки по существу плоского непрерывного материала. Пара разделяющих валиков определяет канал между двумя разделяющими валиками пары разделяющих валиков. Разделяющий элемент представляет собой разделяющий диск, расположенный вокруг окружности одного из разделяющих валиков пары разделяющих валиков, и проходит в канал. Непрерывный материал проходит через канал, образованный между разделяющими валиками.
Блок разделения может также служить в качестве блока формования. Например, канал между разделяющими валиками может быть сформован в соответствии с предназначенным формованием непрерывного материала, проходящего между двумя разделяющими валиками. Например, канал может быть сформован в форме овала.
Блок разделения может, например, быть расположен между двумя последовательно расположенными динамическими формовочными элементами, например, между двумя подборочными валиками конвейерного блока, как описано выше. Таким образом, объект может быть введен в частично собранный материал. Частичный сбор все еще обеспечивает возможность вставки объекта, однако, частичный сбор может также ограничить смещение вводимого объекта в непрерывном материале. Это позволяет обеспечить высокую точность выравнивания объекта внутри собранного материала. При помощи последовательно расположенного подборочного валика непрерывный материал далее собирается и объект закрепляется в материале. При охлаждении разделяющего валика, его охлаждающее действие может поддерживать охлаждение непрерывного материала при сборе в конвейерном блоке.
В целом, любой статический или динамический формовочный элемент может быть охлажден для обеспечения надежного сбора и формования непрерывного материала, в частности, материала с низкой температурой плавления или низкой температуры стеклования или как с низкой температурой стеклования, так и низкой температурой плавления.
Один или несколько вариантов осуществления установки согласно изобретению могут быть расположены вдоль линии обработки по существу плоского непрерывного материала. В этом случае, могут быть объединены варианты осуществления с разными формовочными устройствами и разными охлаждающими устройствами. Установка может также содержать одно или несколько формовочных устройств, расположенных далее ниже по потоку или выше по потоку от линии обработки материала. Несколько формовочных устройств могут быть расположены рядом друг с другом или могут иметь один или несколько других этапов обработки материала, выполняемых между формовочными устройствами. Предпочтительно, более одного формовочного устройства, предпочтительно от двух до трех формовочных устройств, как описано в данном документе, расположены вдоль линии обработки. Формовочные устройства со статическими формовочными элементами могут быть объединены с формовочными устройствами с динамическими формовочными элементами. Статические формовочные элементы могут быть заменены динамическими формовочными элементами согласно необходимому процессу обработки материала. Формовочные устройства, объединенные с охлаждающими устройствами, например, с охлажденными поверхностями контакта или охлажденными формовочными элементами могут быть объединены с формовочными устройствами без охлаждения. Формовочные устройства, обеспечивающие непрерывный материал структурой, могут быть объединены с формовочными устройствами, которые сталкивают непрерывный материал вместе.
Согласно другому аспекту изобретения также предусмотрен способ формования исходно по существу плоского непрерывного материала. Способ включает этапы предоставления по существу плоского непрерывного материала и сбора по существу плоского непрерывного материала в боковом направлении с образованием собранного непрерывного материала. Способ дополнительно включает этап охлаждения по существу плоского непрерывного материала при сборе по существу плоского непрерывного материала или немедленно после сбора по существу плоского непрерывного материала.
Этап сбора по существу плоского непрерывного материала может включать последовательный сбор по существу плоского непрерывного материала в направлении, поперечном направлению транспортировки по существу плоского непрерывного материала. Этап сбора могут объединять с этапом охлаждения, например, путем охлаждения по существу плоского непрерывного материала при прохождении по существу плоского непрерывного материала вдоль структурированной поверхности статического формовочного элемента.
Этап сбора может включать последовательный сбор посредством прохождения по существу плоского непрерывного материала между по меньшей мере парой валиков с расположенными по окружности структурами. Тем самым, структуру формовочных валиков накладывают поверх непрерывного материала. В другом варианте динамических формовочных элементов, непрерывный материал собирают в боковом направлении путем направления материала вдоль разных форм канавок, расположенных в последовательно расположенных подборочных валиках.
Этапы сбора и охлаждения по существу плоского непрерывного материала могут также включать формование стержнеобразного непрерывного материала и охлаждение стержнеобразного непрерывного материала при помощи холодной поверхности контакта в контакте со стержнеобразным непрерывным материалом.
Способ может дополнительно включать этап разделения собранного непрерывного материала, при этом этап разделения осуществляют путем вставки диска в собранный непрерывный материал, причем диск выполнен с возможностью вращения вдоль направления транспортировки по существу плоского материала. Предпочтительно, разделение осуществляют после частичного сбора непрерывного материала в одно или несколько формовочных устройств и перед последним формовочным устройством для сбора или формования непрерывного материала в его конечную форму.
В некоторых предпочтительных вариантах осуществления сбор по существу плоского непрерывного материала осуществляют посредством статического формовочного элемента, и охлаждение осуществляют немедленно после сбора непрерывного материала. Тем самым, охлаждения достигают при помощи холодной поверхности контакта в контакте с собранным непрерывным материалом, расположенным рядом с выпускным отверстием статического формовочного элемента. Предпочтительно, непрерывный материал собирают в форму стержня, и стержнеобразный материал затем охлаждают.
В некоторых предпочтительных вариантах осуществления сбор осуществляют посредством по меньшей мере двух последовательно расположенных подвижных формовочных элементов с последовательным формованием собранного непрерывного материала. Охлаждение по существу плоского непрерывного материала осуществляют при сборе по существу плоского непрерывного материала или немедленно после сбора по существу плоского непрерывного материала. Способ также содержит этап расположения по меньшей мере двух динамических формовочных элементов на расстоянии друг от друга вдоль направления транспортировки по существу плоского непрерывного материала, причем по меньшей мере два динамических формовочных элемента располагают или включают в них формовочные структуры, так что непрерывный материал собирают до различной степени посредством двух динамических формовочных элементов.
Как уже было указано выше, сбор до различной степени может включать сбор непрерывного материала с помощью по меньшей мере двух разных динамических формовочных элементов с получением одного или комбинации из разной ширины, отличных общих форм, или обеспечение непрерывного материала с разными размерами формовочной структуры.
Преимущества и дополнительные аспекты способа согласно изобретению были описаны в отношении установки согласно настоящему изобретению и поэтому не будут повторяться.
Установка и способ согласно изобретению, в частности, являются подходящими для материалов, имеющих низкую температуру стеклования. В предпочтительных нанесениях непрерывный материал, сформованный в установке и согласно изобретению, имеет температуру стеклования ниже 150 градусов Цельсия, например, ниже 100 градусов Цельсия. Предпочтительно, непрерывный материал представляет собой пластмассовый материал, например, из полимолочной кислоты. Непрерывный материал может представлять собой гофрированный непрерывный материал.
Далее настоящее изобретение будет описано в отношении вариантов его осуществления, которые проиллюстрированы следующими графическими материалами, где:
на фиг. 1 показан схематический общий вид варианта осуществления установки для изготовления фильтров;
на фиг. 2 проиллюстрировано статическое формовочное устройство с охлаждающим устройством;
на фиг. 3 показаны детали охлаждающего устройства согласно фиг. 2;
на фиг. 4 показан покомпонентный вид статического формовочного устройства со встроенным охлаждением;
на фиг. 5 представлен ряд поперечных сечений через формовочное устройство согласно фиг. 4;
на фиг. 6 показана структурированная поверхность формовочного устройства согласно фиг. 4;
на фиг. 7 показано формовочное устройство в динамическом состоянии, содержащее пару формовочных валиков;
на фиг. 8 показан конвейерный блок, содержащий пары подборочных валиков;
на фиг. 9, 10 представлен вид сбоку и вид в поперечном сечении блока разделения;
на фиг. 11-13 показан динамический блок вставки и детали блока вставки;
на фиг. 14 показано объединение формовочных устройств.
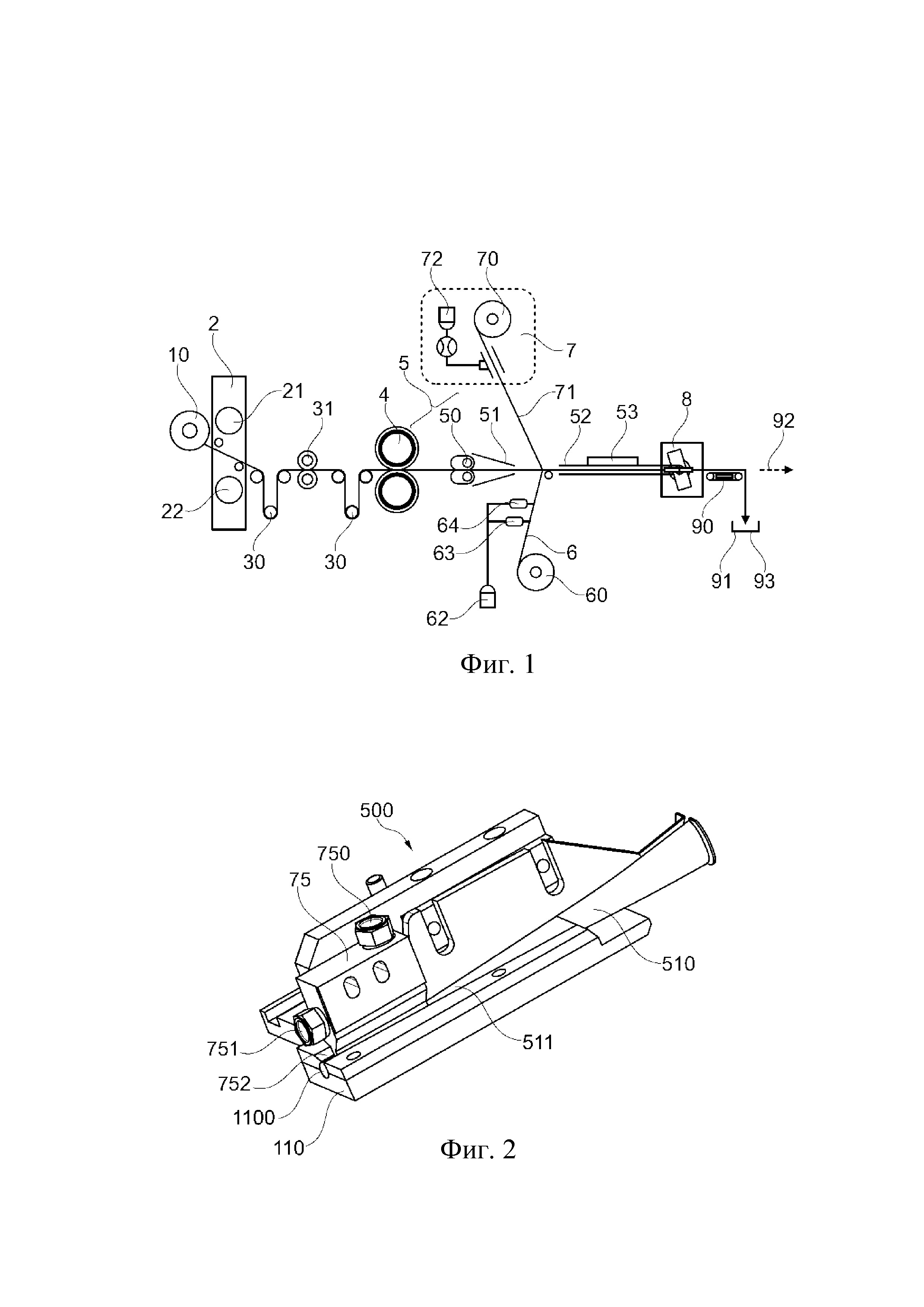
В устройстве для изготовления фильтров, схематически показанном на фиг. 1, по существу плоский непрерывный материал, такой как полотно материала 1, предусмотрен на бобине 10. При отматывании с бобины 10 в установке полотно 1 подвергается гофрированию, сбору и охлаждению и обертыванию. В данном варианте осуществления полотно 1, например, пленка из полимолочной кислоты (PLA), проходит через модуль 2 коронирования непосредственно после отматывания бобины 10. В модуле 2 коронирования обе стороны полотна 1 последовательно подвергаются коронированию в двух частях 21, 22 модуля коронирования. Обработка коронированием улучшает способность к смачиванию полотна 1 при помощи клея для улучшения прикрепления сложенного полотна в его обертку. После обработки коронированием полотно 1 проходит через гофрирующее устройство 4, например, набор из двух гофрирующих валиков. Гофрирующее устройство 4 обеспечивает полотно гофрирующей структурой, например, с по существу параллельными складками, проходящими, предпочтительно, в продольном направлении полотна, то есть в направлении транспортировки полотна 1. Гофрирующие валики могут быть охлаждены. Затем полотно 1 проходит через формовочное устройство 5. Формовочное устройство 5 содержит формовочные валики 50, предпочтительно обеспечивающие гофрированное полотно 1 продольно проходящей волнообразной макроструктурой, перекрывающей гофрирующую микроструктуру. Наложение на полотно 1 перекрывающей макроструктуры вызывает сжатие полотна 1 в поперечном направлении полотна 1. В дополнение, продольная волнообразная структура способствует сбору полотна 1, например, в форму стержня, и сбор может быть осуществлен более управляемым образом. Формовочное устройство также содержит воронкообразное устройство 51, расположенное ниже по потоку от формовочных валиков 50. В воронкообразном устройстве 51 полотну 1 дополнительно придают стержнеобразную форму, например, путем сбора или сталкивания вместе. Формовочное устройство 5 или детали формовочного устройства охлаждены. Предпочтительно, после выхода из воронкообразного устройства 51 полотно 1 еще не достигло своей конечной формы, или, соответственно, не является полностью собранным. Это облегчает введение объекта, такого как капсула или ароматизированная нить 71, в бесконечный стержень из материала полотна. Система 7 нанесения ароматизатора, содержащая бесконечную нить 71 и резервуар 72 для ароматизатора, расположен ниже по потоку от формовочного устройства 5. Нить 71 установлена на бобине 70. Предпочтительно, резервуар 72 для ароматизатора содержит ментол. Перед транспортировкой в собранное полотно 1 нить 71 отматывается с бобины 70 и увлекается с ароматизатором. Система 7 нанесения ароматизатора может быть оснащена по меньшей мере одним из расходомера, клапана, элемента управления температурой и насоса для управления определенным количеством ароматизатора, которое может быть нанесено на нить 71. Система 7 нанесения ароматизатора расположена над полотном 1 для того, чтобы сила тяжести поддерживала введение нити в полотно. Сила тяжести также может поддерживать течение ароматизирующей жидкости по нити 71. В качестве альтернативы или дополнения, ароматизатор может быть добавлен отдельно от нити 71 или может быть полностью пропущен. В этом случае, присутствие нити может вносить, главным образом, эстетический вклад в изделие, генерирующее аэрозоль.
Бесконечный оберточный материал 6, например, бумага, предусмотрен на бобине 60 и подается снизу бесконечного стержня так, что бесконечный стержень из материала полотна оказывается на оберточном материале 6. При соединении со стержнем оберточный материал 6 проходит параллельно бесконечному стержню. Перед соединением оберточного материала 6 и бесконечного стержня оберточный материал оснащен клеем. Резервуар 62 для клея находится в соединении по текучей среде с шовным соплом 64, а также с закрепляющим соплом 63. Клей из резервуара 62 для клея транспортируется через канал для клея, например, через трубку, в закрепляющее сопло и шовное сопло. Посредством закрепляющего сопла 63 закрепляющий клей нанесен на оберточный материал, так что обертка может быть надежно приклеена к материалу полотна. Посредством шовного сопла 64 шовный клей нанесен на оберточный материал 6 для склеивания оберточного материала самого по себе после полного обертывания оберточного материала вокруг бесконечного стержня из материала полотна. В данном варианте осуществления резервуар 62 для клея содержит клей, который может быть использован как для закрепления, так и для сшивания оберточного материала.
Однако, если следует использовать разные виды клея, то могут быть предусмотрены отдельные резервуары для закрепления и для сшивания. Разные виды клея могут быть преимущественными, например, если оберточный материал представляет собой бумажную обертку, и для ее сшивания следует использовать канцелярский клей, и если, например, для прикрепления обертки к пластмассовому материалу полотна бесконечного стержня следует использовать специальный клей для пластмасс. Также виды клея могут варьироваться в зависимости от времени отверждения клея. Например, полиуретановый клей и термоклей могут быть использованы для разных целей.
Обернутый бесконечный стержень из материала полотна может направляться в стержнеобразной подложке 52, проходящей через нагревательное устройство 53 для нагревания обернутого бесконечного стержня. Нагревание способствует распределению и быстрому высыханию клея. После того, как бесконечный стержень был сформован, он разрезается в режущем устройстве 8 на сегменты стержня предварительно заданной длины, например, на сегменты ординарной или двойной длины (имеющие длину или удвоенную длину готового продукта). Режущее устройство или режущий нож режущего устройства могут быть охлаждены. Сегменты стержня могут быть транспортированы в лоток или хранилище 91. Сегмент стержня может также быть транспортирован непосредственно в объединяющее устройство 92 для объединения с дополнительными элементами, например, с дополнительными элементами или сегментами фильтра, например, изделий, генерирующих аэрозоль.
С целью контроля качества изготовленных сегментов, после разрезания бесконечного стержня на сегменты предусмотрен блок 90 управления в режиме онлайн. В местоположении лотка 91 может быть предусмотрен блок 93 автономного управления. Блок 90 управления в режиме онлайн и блок 93 автономного управления могут, например, предусматривать управление длиной, управление диаметром, управление весом, управление овальностью, управление сопротивлением втягиванию (RTD), центрирование нити и другие визуальные аспекты качества полуготовых или готовых продуктов. Блок 93 автономного управления может быть также оснащен, например, измерительным устройством для контроля содержания ментола или других веществ в сегменте стержня. В лотке 91 сегменты могут подвергаться маркировке, например, номером партии, датой производства или кодом изделия, например, для отслеживания продуктов.
Предпочтительно, натяжные валики 30 и приводные валики 31 могут быть предусмотрены в устройстве для управляемой транспортировки полотна из материала 1 и непрерывного, предпочтительно, постоянного натяжения полотна. Между гофрирующим устройством 4 и средством транспортировки могут быть предусмотрены средства синхронизации, такие как конвейерная лента, например, в положении блока 90 управления в режиме онлайн. При помощи средств синхронизации может быть синхронизирована линейная скорость бесконечного стержня и еще только подлежащего сбору по существу плоского непрерывного материала, подаваемого в гофрирующее устройство 4.
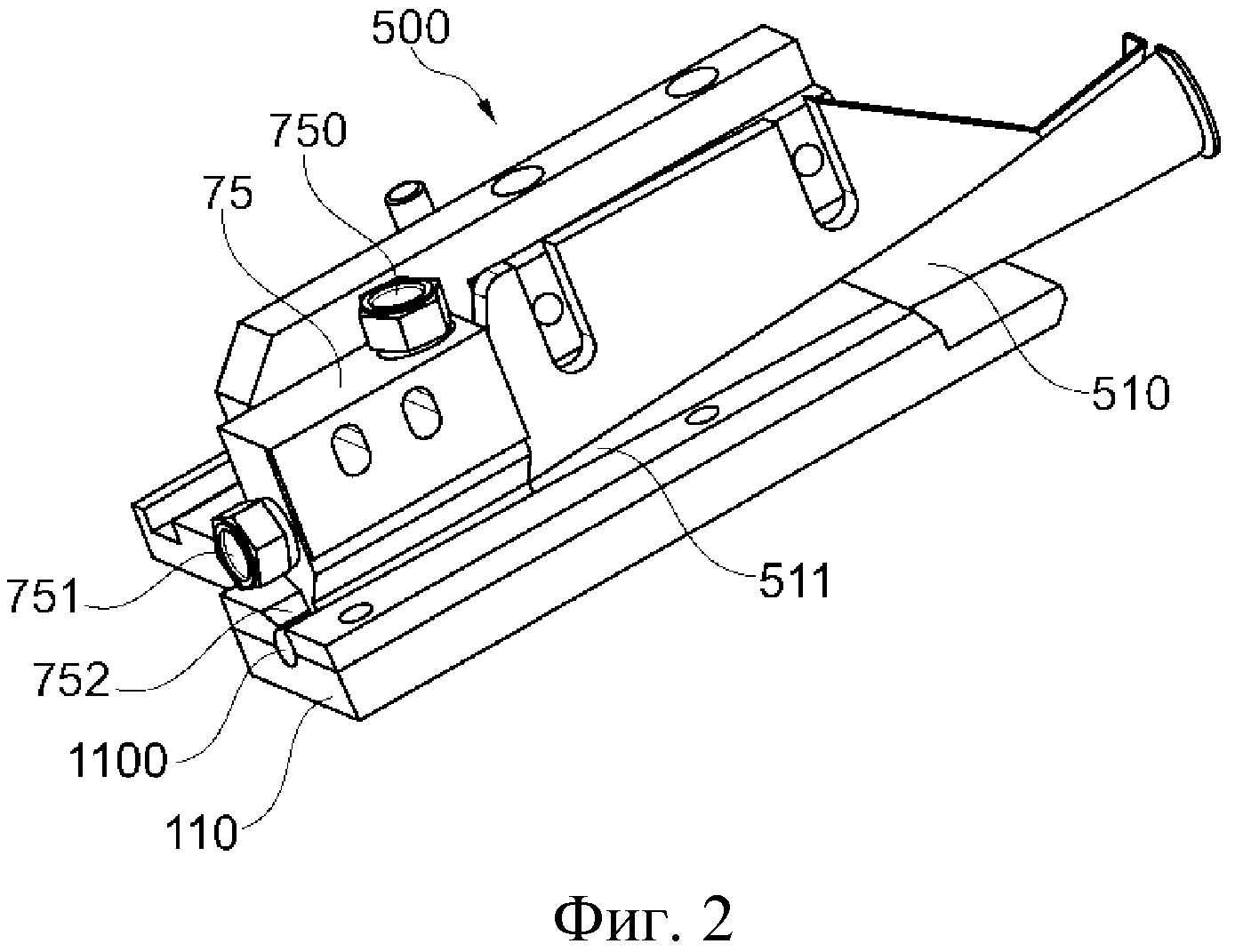
На фиг. 2 представлен вариант осуществления статического формовочного устройства 500, содержащего охлаждающее устройство в виде пальца 75 с охлаждением. Форматный конус 510, как известно из уровня техники для формования полотна 1 в форму стержня, имеет разрезающую торцевую часть 511. Палец 75 с охлаждением расположен непосредственно смежно и выравнен с разрезающей торцевой частью 511 форматного конуса 510. Палец 75 с охлаждением оснащен охлаждающей поверхностью 752, непосредственно контактирующей с полотном, направленным в формовочное устройство.
Палец 75 с охлаждением содержит впускное отверстие 750 для охлаждающей текучей среды и выпускное отверстие 751 для охлаждающей текучей среды для направления охлаждающей текучей среды, например, воздуха или жидкости, в палец 75 с охлаждением. Предпочтительно, палец 75 с охлаждением выполнен из теплопроводного материала, так что по меньшей мере охлаждающая поверхность 752 охлаждается посредством теплопроводности от охлаждающей жидкости к охлаждающей поверхности.
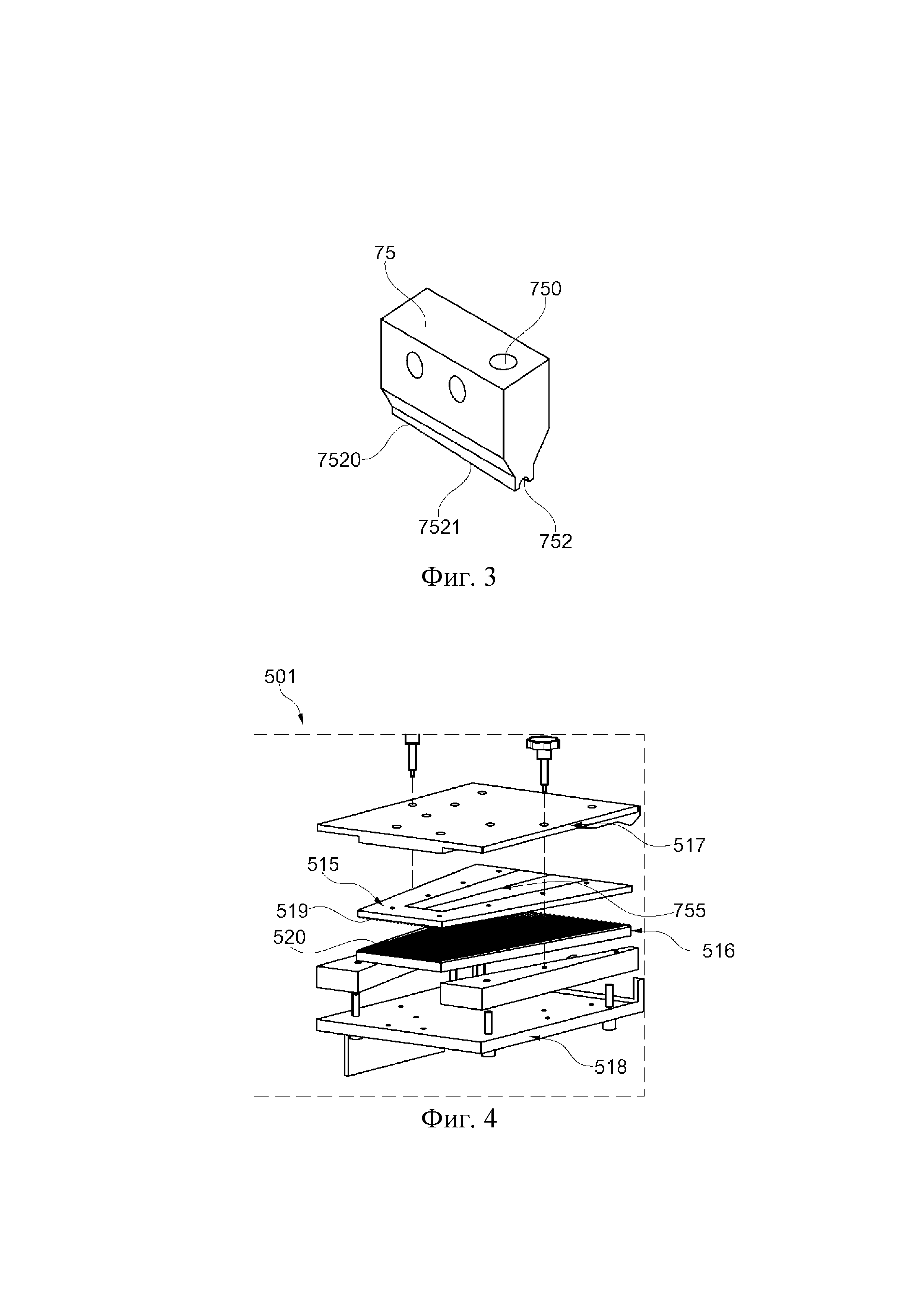
Охлаждающая поверхность 752 имеет вогнутую форму, чтобы удерживать полотно 1 в контакте с охлаждающей поверхностью 752 в форме стержня. Как показано более подробно на фиг. 3, форма охлаждающей поверхности 752 варьируется вдоль длины охлаждающего устройства 75. Охлаждающая поверхность 752 предусмотрена с сужающимся радиусом кривизны в отношении расположенного ниже по потоку конца 7520 поверхности с формованием, таким образом, полотна 1 в форму стержня. Охлаждающая поверхность 752 имеет непрерывно уменьшающуюся высоту 7521 вдоль длины охлаждающего устройства 75. Таким образом, охлаждающая поверхность 752 расположена с наклоном относительно горизонтальной подложки 110 относительно направления транспортировки полотна. Полотно 1 направлено непрерывно в форматном конусе 510 и охлаждающем устройстве 75. Подложка 110 полотна 1, направленного вдоль, содержит продольную канавку 1100 в виде полукруга для приема стержнеобразного полотна.
Охлаждающая поверхность 752 может также иметь постоянную форму и ориентацию вдоль длины пальца 75 с охлаждением.
На фиг. 4 показано другое статическое формовочное устройство 501 со встроенной охлаждающей системой. Формовочное устройство 501 содержит верхнюю и нижнюю формовочные пластины 515, 516. Формовочные пластины содержат несколько расположенных в продольном направлении структур 519, 520 в виде складок и желобков. Складки и желобки сходятся в отношении расположенного ниже по потоку конца пластин. Структуры 519 в верхней формовочной пластине 515 соответствуют структурам 520 в нижней формовочной пластине. Непрерывное полотно из материала 1, транспортируемое между двумя формовочными пластинами 515, 516, например, фольга из PLA, постепенно оснащено макроструктурой, соответствующей структурам пластин. Покрывающая пластина 517 и основная пластина 518, при помощи которых может быть собрано формовочное устройство 501, предпочтительно охлаждены замороженной жидкостью (не показано). Предпочтительно, все пластины выполнены из теплопроводного материала, так что полотно 1 может быть охлаждено посредством теплопередачи при помощи пластин 515, 516, 517, 518. Предпочтительно, температура полотна из PLA удерживается ниже 50 градусов Цельсия, предпочтительно ниже 40 градусов, наиболее предпочтительно ниже 30 градусов.
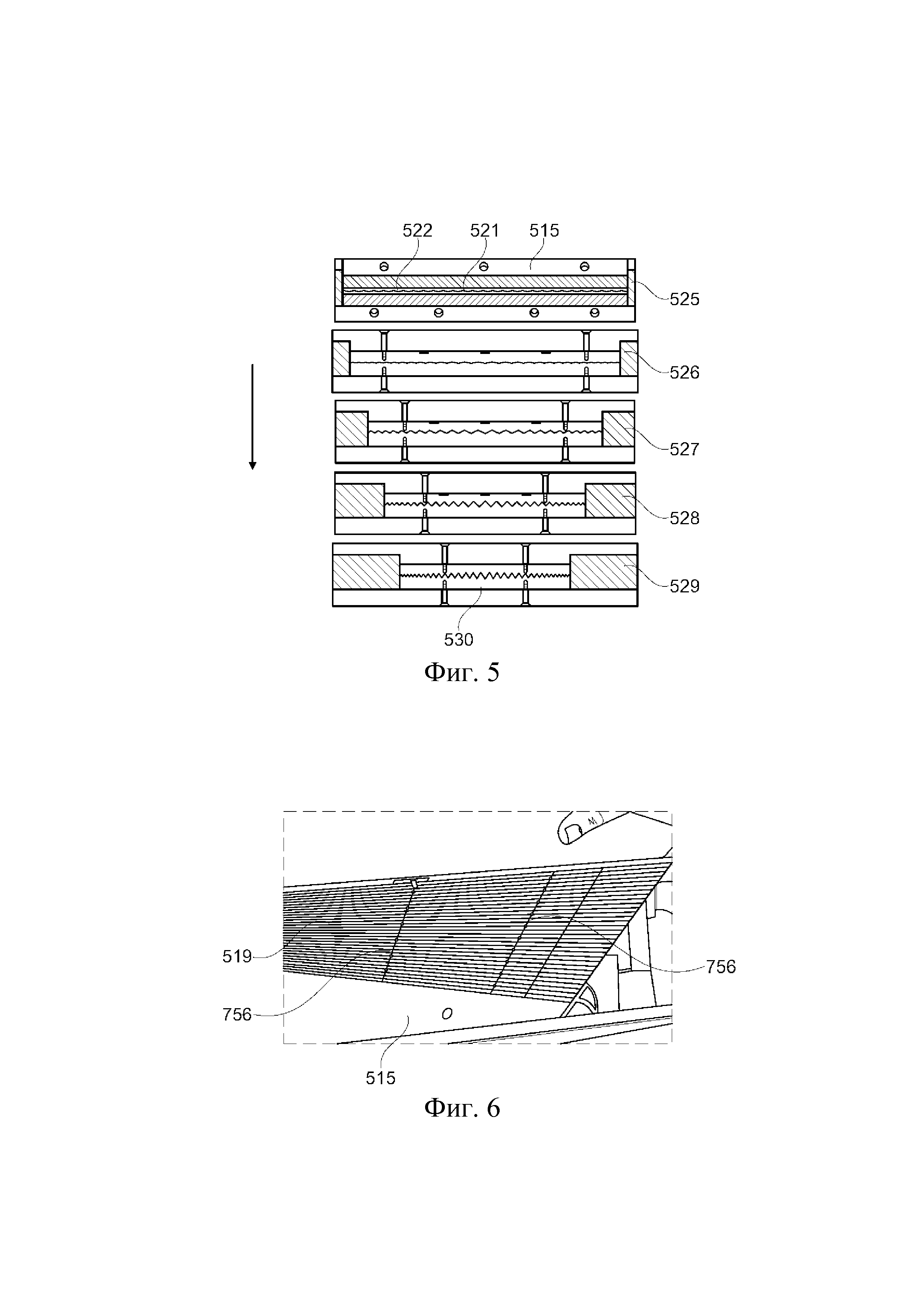
Прорези 755 для воздуха предусмотрены на задней стороне формовочных пластин 515, 516. Кроме того, несколько линий отверстий 756 для прохождения воздуха предусмотрено в формовочных пластинах, как можно увидеть на фиг. 6. Данные линии отверстий 756 для прохождения расположены на расстоянии друг от друга и поперечно продольным структурам 519, 520 в формовочных пластинах 515, 516. Отверстия для воздуха находятся в соединении по текучей среде с прорезями 755 для воздуха. Сжатый воздух может быть введен в прорези 755 и проходить через отверстия 756 для поддержки введения фольги из PLA между формовочными пластинами 515, 516. Кроме того, трение между формовочными пластинами и полотном может быть уменьшено, и полотно может дополнительно быть охлаждено воздухом.
На фиг. 5 показано несколько поперечных сечений 525-529 через закрытые формовочные пластины 515, 516. Сверху вниз поперечные сечения относятся к разным продольным положениям формовочных пластин 515, 516 при рассмотрении в направлении транспортировки полотна 1 (указано стрелкой). Структуры 519, 520 в формовочных пластинах 515, 516 более выражены в центре 521 пластин, чем на боковых сторонах 522 пластин. Высота структуры (складки) непрерывно растет также по направлению вниз по потоку. В данном примере расстояния 530 между отдельными складками или желобками остаются постоянными.
Отдельные поперечные сечения 525-529 могут также соответствовать поперечным сечениям ряда отдельных статических формовочных элементов, расположенных на расстоянии друг от друга вдоль направления транспортировки полотна 1. Несколько отдельных статических формовочных элементов обеспечивают, например, возможность охлаждения окружающим воздухом между отдельными формовочными элементами.
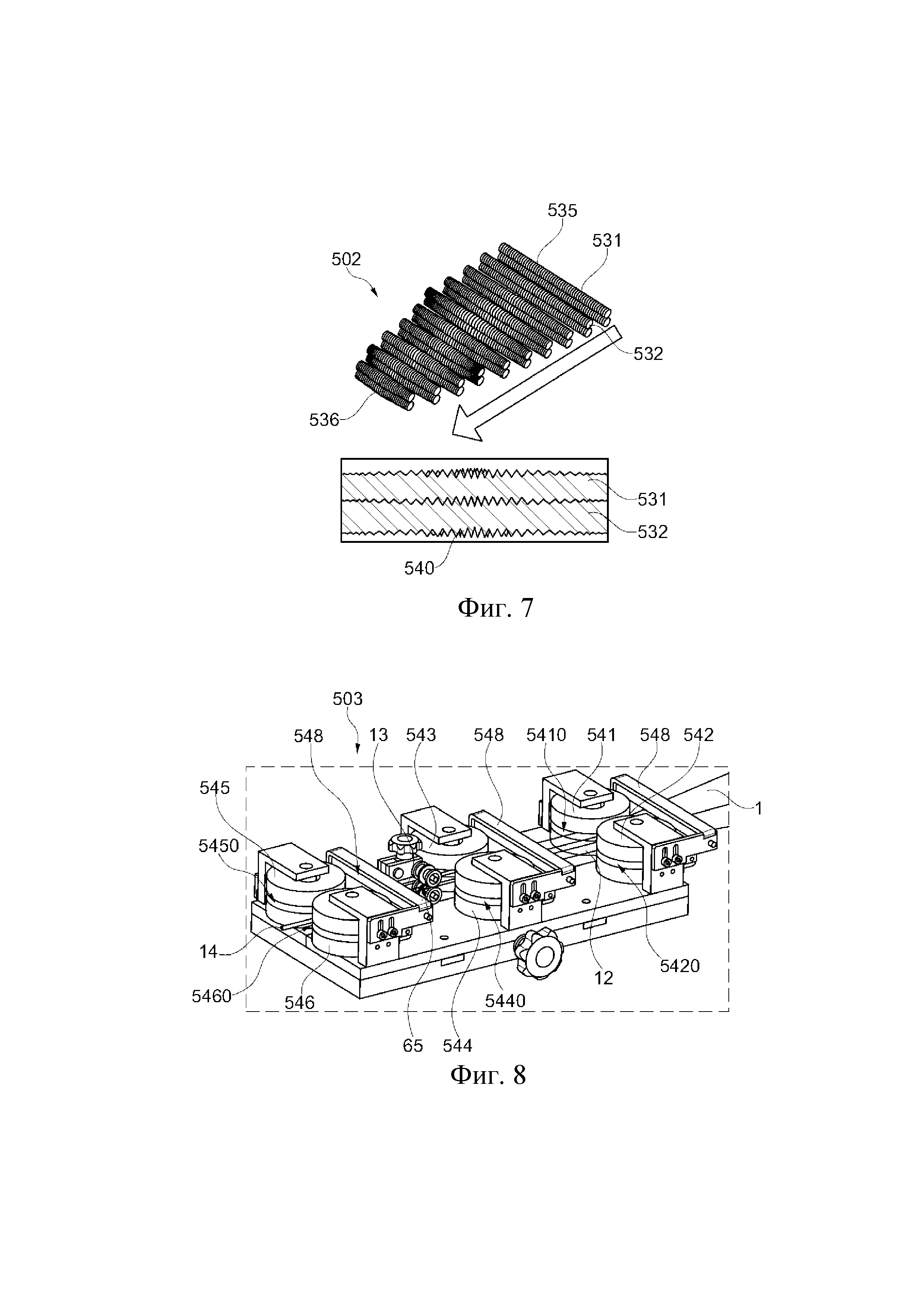
На фиг. 7 показано динамическое формовочное устройство 502, причем несколько пар формовочных валиков расположены параллельно друг другу. Отдельные пары валиков расположены на расстоянии друг от друга вдоль направления транспортировки полотна. Верхние и нижние формовочные валики 531, 532 содержат проходящие по окружности структуры 535, 536, соответствующие друг другу. Структуры 535, 536, определенные дисками, расположенными параллельно вдоль длины валика, являются более выраженными в центре валика, чем на боковых кромках валика. Центр полотна (средняя линия), направленного между парами формовочных валиков, больше сформован в центре, чем на боковых кромках полотна. Высота структуры 535, 536 увеличивается с прогрессирующим формованием полотна. В данном примере расстояние 540 между отдельными структурами (дисками) уменьшается от центра к боковым кромкам формовочных валиков 531, 532.
Валики 531, 532 вращаются вдоль направления транспортировки полотна, перемещающегося между валиками, таким образом уменьшая трение между валиками и полотном. Может быть предусмотрено охлаждение формовочных валиков 531, 532.
Динамическое формовочное устройство 503 согласно фиг. 8 содержит три пары подборочных валиков. Пары расположены на расстоянии друг от друга вдоль направления транспортировки полотна 1. Каждая из пар содержит два подборочных валика 541, 542; 543, 544; 545, 546, расположенные в противоположном направлении друг от друга и с возможностью вращения вдоль направления транспортировки полотна. Каждый из подборочных валиков имеет канавку 5420, 5410; 5440; 5460, 5450, расположенную в их окружности. Подборочные валики имеют ось вращения, перпендикулярную направлению транспортировки полотна 1, так что полотно направлено и собрано и посредством канавок подборочных валиков 541, 542; 543, 544; 545, 546 при прохождении через формовочное устройство 503. Предпочтительно, канавки 5420, 5410; 5440; 5460, 5450 из каждой пары валиков имеют схожую форму. Предпочтительно, канавки из разных пар подборочных валиков имеют разный радиус кривизны. Чем ниже по потоку пара валиков, тем меньше радиус кривизны канавок. В альтернативном варианте осуществления канавки из разных пар подборочных валиков имеют одинаковую форму, но два подборочных валика пары расположены на разных расстояниях между друг другом. В данном альтернативном варианте осуществления расстояние между подборочными валиками пары валиков, расположенных дальше выше по потоку, больше, чем расстояние между парой подборочных валиков, расположенных дальше ниже по потоку.
Канавки 5410, 5420 первой и дальней расположенной выше по потоку пары подборочных валиков 541, 542 имеют овальную форму, канавки 5440 второй и средней пары подборочных валиков 543, 544 имеют полуовальную форму и канавки 5450,5460 третьей и дальней расположенной ниже по потоку пары подборочных валиков 545, 546 имеют полукруглую форму. В связи с этим полотно из материала 1 постепенно собирают в овальную форму 12a до формы 14 стержня.
Вспомогательный валик 548 расположен выше по потоку от каждой из пар подборочных валиков. Вспомогательные валики 548 расположены над полотном 1 и проходят по ширине полотна 1. Вспомогательные валики 548 поддерживают размещение полотна для вставки в динамическое формовочное устройство 503, в частности, в канавки подборочных валиков 541, 542; 543, 544; 545, 546.
Один подборочный валик 542, 544, 546 из каждой пары подборочных валиков может быть выполнен с возможностью перемещения в направлении в сторону. Это может способствовать вставке полотна 1 в формовочное устройство 503 и техническому обслуживанию устройства. Таким образом, расстояние между валиками в паре может также варьироваться.
Некоторые или все из подборочных валиков могут быть охлаждены.
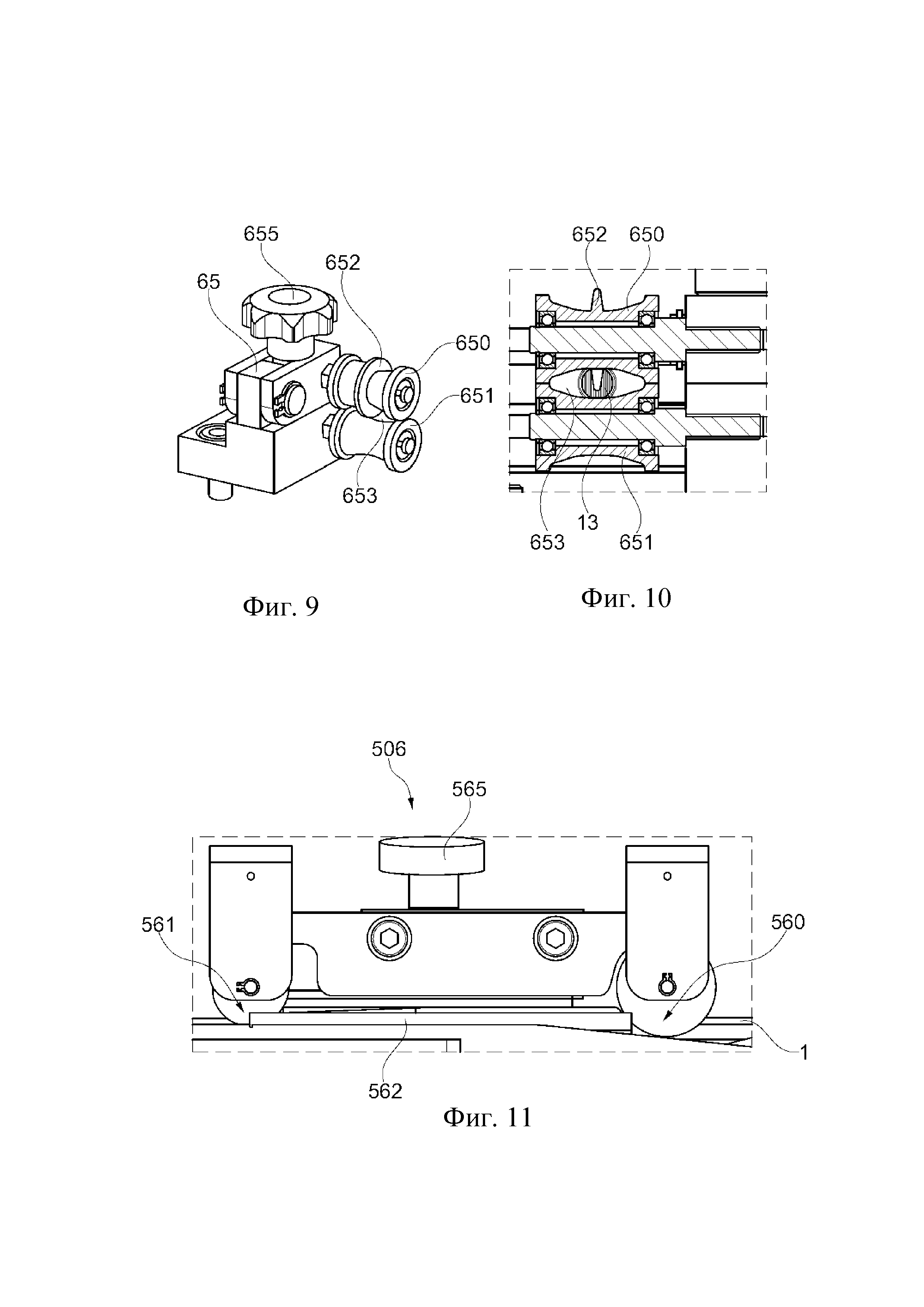
Блок 65 разделения расположен между второй и третьей парами подборочных валиков. При помощи блока 65 разделения материал 13 не полностью стержнеобразного полотна разделяют для вставки ароматизирующего объекта, например, нити или капсулы (не показано). На фиг. 9 и фиг. 10 блок разделения показан более подробно. Два разделяющих валика 650, 651 выполнены с возможностью вращения в направлении транспортировки полотна 1. Разделяющие валики 650, 651 имеют ось вращения, расположенные параллельно полотну, параллельно друг другу и перпендикулярно направлению транспортировки полотна 1. Разделяющие валики 650, 651 имеют вогнутую форму, как можно увидеть на виде в поперечном сечении согласно фиг. 11. Верхний разделяющий валик 650 имеет проходящий по окружности диск 652, расположенный в центре формовочного валика 650. Частично собранное полотно 13 направлено в и через пространство 653, перекрытое между и посредством двух разделяющих валиков 650,651. Тем самым, диск 652 верхнего валика 650 вставляется в полотно и открывает канал в полотне. Пространство 653 между разделяющими валиками 650, 651 можно варьировать и закреплять в определенном положении посредством рукоятки 655 настройки.
На фиг. 11 показан вариант осуществления динамического формовочного устройства 506. Предпочтительно, формовочное устройство 506 расположено ниже по потоку дополнительных формовочных валиков, так что полотно 1, входящее в динамическое формовочное устройство 506 согласно фиг. 11, уже имеет форму стержня или практически форму стержня.
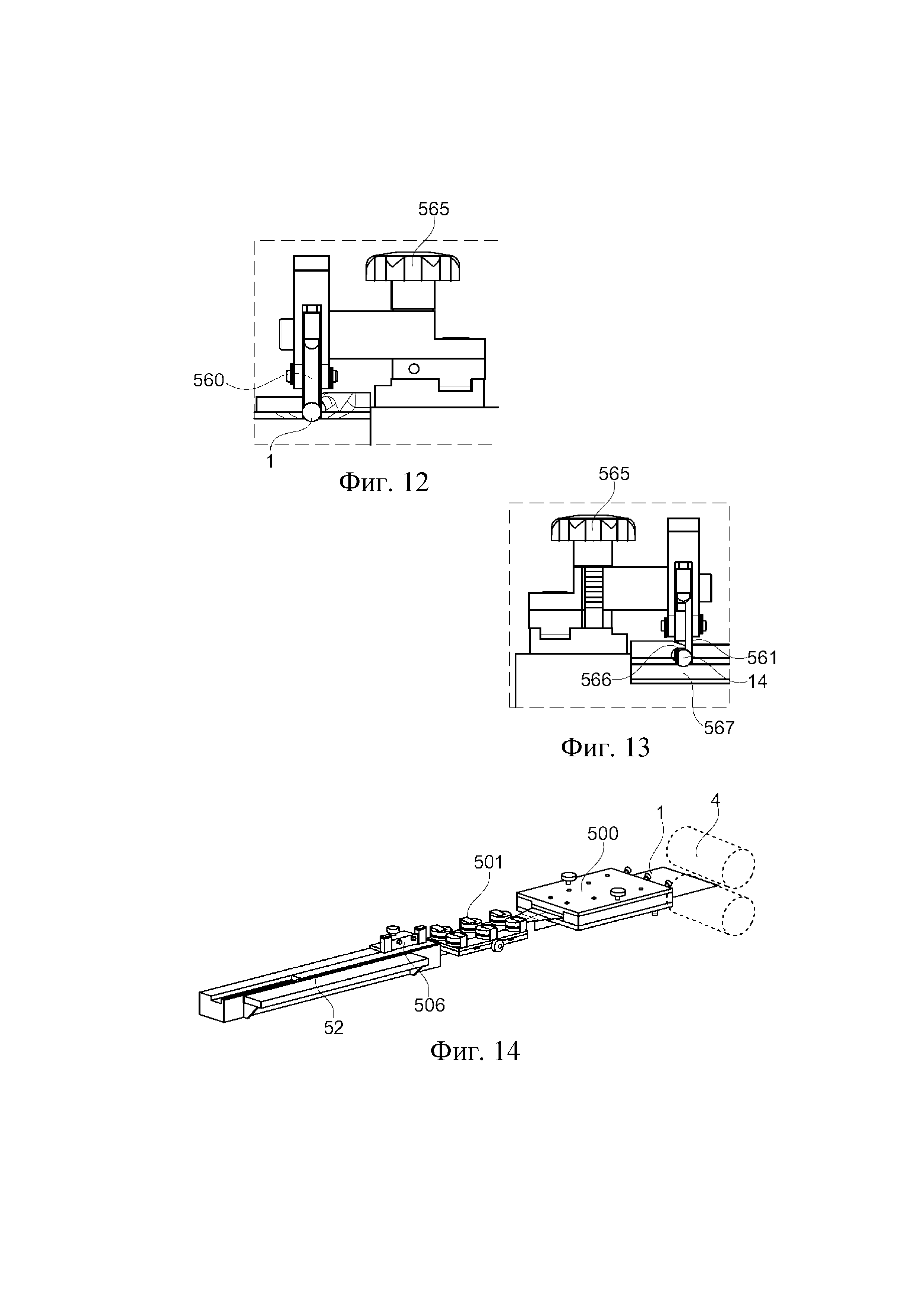
Формовочное устройство 506 содержит два предформовочных валика 560, 561. Предформовочные валики 560, 561 расположены и вращаются вместе с полотном, транспортируемым через динамическое формовочное устройство 506. Как можно увидеть на фиг. 12, расположенный несколько выше по потоку предформовочный валик 650 является симметричным относительно его формы, контактирующей с полотном. Полотно 1, проходящее через симметричный предформовочный валик 650, направлено в вогнутой форме окружности симметричного предформовочного валика. Как показано на фиг. 13, расположенный несколько ниже по потоку предформовочный валик 651 является асимметричным относительно его формы, контактирующей с полотном. Только приблизительно четверть окружности по существу стержнеобразного полотна 14 направляется асимметричным предформовочным валиком 561, тем самым уменьшая контакт между валиком и полотном.
Подложка 567 оснащена продольной канавкой 567 с вогнутой формой, причем по существу стержнеобразное полотно транспортируется в нее. Подложка 567 также содержит покров 566, частично покрывающий подложку и полотно, расположенное в канавке 567. Предпочтительно, покров не контактирует с полотном, но служит в качестве удерживающего элемента, удерживая полотно в канавке 567.
Рукоятка 565 настройки предусмотрена для регулировки и установки предварительно формовочных валиков 560, 561 до определенного значения диаметра полотна, проходящего через динамическое формовочное устройство 506. Кроме того, динамическое формовочное устройство 506 может быть удалено путем послабления рукоятки 565 настройки. В связи с этим, застревание материала в устройстве может быть устранено быстрым и удобным способом.
Динамическое формовочное устройство 506 может содержать дополнительные предформовочные валики, расположенные ниже по потоку друг от друга в направлении транспортировки полотна. Дополнительные предформовочные валики могут иметь симметричную или асимметричную форму. Один, несколько или все предформовочные валики 560, 561 могут быть охлаждены.
Предпочтительно, статическое формовочное устройство 500, как показано на фиг. 2, используется в качестве альтернативы динамическому формовочному устройству 506 согласно фиг. 11.
На фиг. 14 показано иллюстративное объединение различных формовочных устройств. Полотно, имеющее проходящие схематически указанные гофрирующие валики 4, последовательно проходят через статическое формовочное устройство 500 и два динамических формовочных устройства 501 и 506. После выхода из нижнего по потоку формовочного устройства 506, полотно подается на зону 52 для образования стержня, которая может быть выполнена, как уже известно из уровня техники и которая не будет описана далее. Полотно 1 последовательно формуется в форму стержня формовочными устройствами. Отдельное формовочное устройство может быть заменено разными формовочными устройствами. Например, статическое формовочное устройство 500 может быть заменено динамическим формовочным устройством согласно фиг. 7. Оба формовочных устройства обеспечивают полотно макроструктурой. Два динамических формовочных устройства 500, 501 могут, например, быть заменены одним статическим формовочным устройством, содержащим форматный конус, как показано на фиг. 2.
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения
Аппарат для изготовления фильтров
Аппарат для изготовления фильтров
Устройство для изготовления фильтров
Устройство и способ обработки оберточного материала
Устройство и способ для изготовления фильтрующих стержней
Устройство и способ производства табачного материала в форме листов
Способ производства листового табачного материала
Способ и устройство для изготовления гофрированного листа материала
Устройство и способ производства табачного материала в форме листов

