Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ
Вид РИД
Изобретение
Настоящее изобретение относится к устройству для изготовления фильтров для изделий, образующих аэрозоль.
В табачной промышленности известно изготовление стержней фильтров, не содержащих бумагу, также называемых фильтрами без обертки или ацетатными фильтрами (NWA), с использованием непрерывной полосы фильтрующего материала, как правило, ацетатцеллюлозы, который непрерывно подается сквозь пропитывающий блок, в котором полоса пропитывается пластификатором, например триацетином, и затем преобразуется под воздействием сжатого воздуха в преимущественно цилиндрический волокнистый жгут, который принудительно продвигается в продольном направлении сквозь канал формирующего блока, содержащего первую часть, в этом случае - стабилизирующую часть, и вторую часть, в этом случае - сушильную часть. Внутри первой части вещество, способствующее отвердеванию, в волокнистом жгуте принудительно вступает в реакцию под воздействием тепла в форме струй пара или микроволн. Внутри второй части волокнистый жгут, предварительно нагретый или увлажненный, высушивается и охлаждается таким образом, чтобы выходить из формирующего блока в виде непрерывного стержня, имеющего определенное стабильное сечение и относительно высокую жесткость в осевом направлении.
Предпочтительно, этот непрерывный стержень затем подается, как и ранее, с помощью непрерывного движения в режущий блок для разрезания на сегменты фильтра определенной длины.
Эти сегменты фильтра затем соединяют с другими компонентами с образованием изделия, образующего аэрозоль. В изделии, образующем аэрозоль, диаметр различных компонентов стандартизирован и остается по существу неизменным для каждого типа изделия, образующего аэрозоль. Следовательно, также диаметр непрерывного стержня, отвердевшего согласно способу, описанному выше, подлежит контролю и предпочтительно остается по существу идентичным диаметрам других компонентов с образованием изделия, образующего аэрозоль, имеющих одинаковую внешнюю поверхность. Изделия, образующие аэрозоль, имеющие изменение диаметра или выемки, подлежат отбраковыванию или выбрасыванию, поскольку они не соответствуют требуемым стандартам.
Однако, изготовление стержня фильтра, имеющего четко определенный диаметр, является особенно сложным в случае фильтров без обертки в связи с тем, что обычно оберточная бумага, покрывающая стержень фильтра, удерживает фильтрующий материал в ограниченном состоянии в пределах определенного диаметра, закрепленного оберточной бумагой. Без применения оберточной бумаги фильтр без обертки подлежит стабилизации на заданном диаметре без добавления материала.
Существует, таким образом, необходимость в устройстве для изготовления компонента фильтра, диаметр которого может быть точно проконтролирован и предопределен. Дополнительно достижение предопределенного диаметра при изготовлении должно быть простым и надежным с минимальным количеством отходов.
Настоящее изобретение относится к устройству для изготовления фильтров, содержащему: подающую линию, приспособленную для непрерывной подачи фильтрующего материала вдоль продольного направления транспортировки; формирующее устройство, присоединенное к концу подающей линии и приспособленное для придания фильтрующему материалу формы стержнеобразного непрерывного тела из фильтрующего материала и подачи сформированного непрерывного тела из фильтрующего материала, причем формирующее устройство содержит: трубчатый элемент, приспособленный для обеспечения прохождения фильтрующего материала сквозь него для придания фильтрующему материалу формы непрерывного тела из фильтрующего материала, и источник тепла, приспособленный для нагревания фильтрующего материала, проходящего в трубчатом элементе. Дополнительно устройство содержит устройство для измерения диаметра, расположенное возле выпускного отверстия формирующего устройства и приспособленное для измерения диаметра непрерывного тела из фильтрующего материала.
Согласно настоящему изобретению устройство для измерения диаметра включено в устройство для изготовления фильтров или компонентов фильтров. Устройство для измерения расположено ниже по потоку относительно формирующего устройства, которое придает форму стержня фильтрующему материалу, такому как жгут фильтрующего материала, для фильтра или компонента фильтра, с помощью отвердевания связующего материала, такого как пластификатор, присутствующего внутри фильтрующего материала. Расположение устройства для измерения диаметра ниже по потоку относительно формирующего устройства перед дополнительной обработкой фильтрующего материала позволяет осуществлять проверку на очень ранней стадии процесса изготовления фильтра, находится ли диаметр тела из фильтрующего материала в пределах требуемых стандартов. Таким образом, в случае, если измерение показывает, что тело из фильтрующего материала имеет значение диаметра, находящееся за пределами требуемых стандартов, один или несколько параметров процесса формирования фильтра могут быть быстро изменены и количество отходов может быть сведено к минимуму.
Фильтрующий материал может содержать любой подходящий материал или материалы. Примеры подходящих материалов включают, но без ограничения, ацетатцеллюлозу, целлюлозу, восстановленную целлюлозу, полимолочную кислоту, поливиниловый спирт, нейлон, полигидроксибутират, полипропилен, бумагу, термопластичный материал, такой как крахмал, нетканые материалы и их комбинации. Один или несколько материалов могут быть выполнены в виде структуры с открытыми порами. Предпочтительно фильтрующий материал содержит ацетатцеллюлозное волокно.
Фильтрующий материал может содержать дополнительный материал в готовом сегменте фильтра или в одном или нескольких дополнительных элементах, включенных в фильтр. Например, дополнительный материал может быть включен в волокнистый жгут фильтрующего материала сегмента фильтра или дополнительного элемента фильтра. Например, фильтр может содержать сорбент. Термин «сорбент» относится к адсорбенту, абсорбенту или веществу, которое может выполнять обе эти функции. Сорбент может содержать активированный уголь. Сорбент может быть включен в сегмент фильтра, в который встроена капсула. Однако более предпочтительно, чтобы сорбент был включен в дополнительный элемент фильтра, находящийся выше по потоку относительно сегмента фильтра. В качестве альтернативы или дополнительно фильтр может содержать клей, пластификатор или агент высвобождения аромата или их сочетание.
Предпочтительно фильтрующий материал содержит пластификатор, выполняющий функцию связующей составляющей. В фильтрах без обертки, как уже упоминалось, плотность или жесткость фильтрующего материала должна быть выше, чем в стандартном обернутом фильтре в связи с тем, что отсутствует ограничивающее действие оберточной бумаги на фильтрующий материал, который должен сохранять четко определенную форму, и также диаметр, без дополнительного внешнего материала.
Более жесткий фильтрующий материал может быть необходим не только в случае фильтров без обертки, но и при изготовлении специальных компонентов фильтров, таких как полые штранги фильтров. В компонентах полых фильтров компонент содержит сквозное отверстие, которое ослабляет общую структуру компонента, такого как штранг фильтра. Во избежание деформаций компонентов полого фильтра, например, из-за сжатия фильтра, предпочтительно, чтобы материал, из которого выполнен полый фильтр, был более жестким, чем материал, из которого выполнен стандартный штранг фильтра. С этой целью предпочтительно используется процедура, подобная процедуре, применяемой для производства фильтров без обертки.
Непрерывное тело из фильтрующего материала, изготовленное с помощью устройства согласно настоящему изобретению, затем может быть разрезано на части для образования компонентов фильтра, которые таким образом могут быть завернутыми или не завернутыми.
Фильтры, изготовленные с помощью устройства согласно настоящему изобретению, преимущественным образом могут применяться в изделиях, образующих аэрозоль. Изделия, образующие аэрозоль, согласно настоящему изобретению могут быть представлены в виде сигарет с фильтром или других курительных изделий, в которых табачный материал сгорает с образованием дыма. Настоящее изобретение дополнительно охватывает изделия, в которых табачный материал нагревают, а не сжигают, для образования аэрозоля, и изделия, в которых никотинсодержащий аэрозоль получают из табачного материала, табачного экстракта или другого источника никотина, без сжигания или нагревания. Изделия, образующие аэрозоль, согласно настоящему изобретению могут представлять собой целые, собранные изделия, образующие аэрозоль, или компоненты изделий, образующих аэрозоль, которые скомбинированы с одним или несколькими другими компонентами для предоставления собранного изделия для образования аэрозоля, например, такого как расходуемая часть нагреваемого курительного устройства.
Изделие, образующее аэрозоль, может представлять собой изделие, которое генерирует аэрозоль, который непосредственно вдыхается в легкие пользователя через рот пользователя. Изделие, образующее аэрозоль, может напоминать традиционное курительное изделие, такое как сигарета, и может содержать табак. Изделие, образующее аэрозоль, может быть одноразовым. Изделие, образующее аэрозоль, может в качестве альтернативы быть частично многоразовым и содержать возобновляемый или заменяемый субстрат, образующий аэрозоль.
Устройство содержит подающую линию для транспортировки фильтрующего материала вдоль направления транспортировки.
Для придания фильтрующему материалу, который предпочтительно содержит пластификатор, формы непрерывного стержня, применяемого в дальнейшем производстве фильтров, применяется формирующее устройство, присоединенное к концу подающей линии и приспособленное для придания фильтрующему материалу формы стержнеобразного непрерывного тела из фильтрующего материала и для подачи сформированного непрерывного тела из фильтрующего материала. Формирующее устройство содержит трубчатый элемент, приспособленный для обеспечения прохождения фильтрующего материала сквозь него для придания фильтрующему материалу формы непрерывного тела из фильтрующего материала. Внутренние стенки трубчатого элемента предпочтительно образуют внешнюю поверхность непрерывного тела из фильтрующего материала и определяют, помимо прочего, его диаметр. Внутренние стенки трубчатого элемента «сжимают» фильтрующий материал в стержень. Кроме этого, для придания фильтрующему материалу жесткости и по существу неизменной формы также предусмотрен источник тепла, приспособленный для нагревания фильтрующего материала, проходящего в трубчатом элементе, так что возможно присутствующий связующий материал, такой как пластификатор, который может присутствовать в фильтрующем материале, обеспечивает связывание волокон фильтрующего материала друг с другом.
Источник тепла может быть, например, источником микроволн, источником инфракрасного излучения или источником пара, такого как водяной пар. Источник пара может иметь температуру более приблизительно 120 градусов Цельсия, например, более приблизительно 200 градусов Цельсия. Выбор источника зависит от типа пластификатора и способа, с помощью которого пластификатор может быть активирован. Предпочтительно фильтрующий материал нагревают при температуре по меньшей мере приблизительно 30 градусов Цельсия, предпочтительно по меньшей мере приблизительно 35 градусов Цельсия, предпочтительно по меньшей мере приблизительно 40 градусов Цельсия.
Предпочтительно источник тепла расположен внутри трубчатого элемента. Следовательно, фильтрующий материал нагревают при его прохождении внутри трубчатого элемента.
Более предпочтительно трубчатый элемент может содержать один или несколько сопел для выпуска пара к фильтрующему материалу.
Пластификаторы являются добавками, которые увеличивают пластичность или текучесть материала.
В формирующем устройстве тепло передается к фильтрующему материалу с целью связывания фильтрующего материала благодаря присутствию пластификатора. Для ускорения процесса формирования фильтра, тепло от тела из фильтрующего материала может быть необходимо максимально быстро рассеивать с целью получения окончательного тела из фильтрующего материала, пригодного для дальнейшей обработки. Формирующее устройство может содержать охлаждающую секцию. Охлаждающая секция предпочтительно находится ниже по потоку относительно источника тепла. Охлаждающая секция может обеспечивать быстрое охлаждение тела из фильтрующего материала, более быстрое, чем без охлаждающей секции. Охлаждение также может улучшать качество поверхностей тела из фильтрующего материала. В охлаждающей секции может применяться сжатый воздух при комнатной температуре к непрерывному телу из фильтрующего материала.
Ниже по потоку относительно формирующего устройства расположено устройство для измерения диаметра возле выпускного отверстия формирующего устройства. Предпочтительно расстояние между устройством для измерения диаметра и источником тепла формирующего устройства составляет менее приблизительно 2 метров, предпочтительно менее приблизительно 1 метра, предпочтительно менее приблизительно 0,5 метра. Предпочтительно период времени между моментом подвергания фильтрующего материала воздействию источника тепла и моментом измерения диаметра устройством для измерения диаметра составляет менее приблизительно 5 секунд, предпочтительно менее приблизительно 1 секунды, предпочтительно менее приблизительно 0,2 секунды.
Устройство для измерения диаметра приспособлено для измерения диаметра непрерывного тела из фильтрующего материала. Таким образом, возможные размеры непрерывного стержня из фильтрующего материала за пределами стандартов или асимметричности непрерывного тела из фильтрующего материала могут быть немедленно обнаружены на раннем этапе способа изготовления фильтра, и параметры процесса, который происходит внутри трубчатого элемента, могут быть изменены или отрегулированы таким образом, что могут быть достигнуты правильные размеры непрерывного тела из фильтрующего материала. Диаметр непрерывного стержня из фильтрующего материала в действительности зависит, среди прочего, от источника тепла и от количества тепла, переданного фильтрующему материалу.
В контексте данного документа термин «диаметр» означает максимальный поперечный размер непрерывного тела из фильтрующего материала на выходе из трубчатого элемента.
В контексте данного документа термин «стержень» используется для описания по существу цилиндрического элемента с по существу круглым, овальным или эллиптическим поперечным сечением.
Проверка диаметра непрерывного стержня из фильтрующего материала возле выпускного отверстия формирующего устройства позволяет минимизировать отходы в связи с очень ранним выявлением дефектов диаметра. В таком случае является возможным исправление и изменение некоторых параметров процесса формирования стержня с целью модификации диаметра стержня, выходящего из формирующего устройства. Это является особенно полезным, когда используют разный фильтрующий материал. Например, в случае волокнистого материала, когда пучок волокнистого материала сформирован, он должен быть заменен другим с целью продолжения процесса изготовления фильтров. «Новый» пучок может содержать фильтрующий материал, который может не иметь точно таких же характеристик, как предыдущий. Следовательно, небольшие изменения диаметра тела из фильтрующего материала могут иметь место даже при сохранении параметров процесса неизменными. Для выявления этих изменений как можно раньше применяют устройство согласно настоящему изобретению.
Предпочтительно устройство для измерения диаметра содержит трубчатый измерительный элемент или U-образный измерительный элемент, расположенный ниже по потоку относительно трубчатого элемента, приспособленный для обеспечения прохождения непрерывного тела из фильтрующего материала через него для измерения диаметра непрерывного тела из фильтрующего материала. С целью правильной проверки диаметра непрерывного тела из фильтрующего материала, выходящего из формирующего устройства, предпочтительно устройство для измерения диаметра содержит трубчатый или U-образный элемент, через который вводят непрерывное тело из фильтрующего материала. Измерение может быть осуществлено с помощью этого способа вдоль всей протяженности в радиальном направлении непрерывного тела из фильтрующего материала.
Предпочтительно устройство для измерения диаметра содержит одно или несколько сопел для продувки сжатой текучей среды с целью измерения изменений давления текучей среды для определения диаметра непрерывного тела из фильтрующего материала. Устройство для измерения диаметра может содержать коммерчески доступное устройство под названием Solex Metrology, которое производится Kep technologies. Бесконтактный способ, используемый Solex columns, использует продувку воздуха при постоянном давлении через отверстия в измерительной головке, характерной для устройства для изготовления фильтров, в котором находится откалиброванный цилиндр круглого сечения. Если измеренное расстояние между одним из отверстий измерительной головки и поверхностью цилиндра изменяется, изменяется поток воздуха, и это вызывает изменение давления, которое выявляется с помощью манометра.
Устройство для измерения может содержать источник лазерного излучения, пригодный для измерения диаметра непрерывного тела из фильтрующего материала. Преимущественно устройство для измерения содержит чувствительную головку, содержащую сенсор CCD и лазерные диоды в качестве источников света. Расчет диаметра стержня из фильтрующего материала производится с помощью структурного анализа для расчета внешнего диаметра. С помощью чувствительной головки выполняют бесконтактное измерение диаметра. Например, применяют коммерчески доступное оборудование, произведенное SIKORA, называемое серией лазеров 2000 или 6000. Лазерные ди оды могут быть расположены под определенными углами в U-образном или трубчатом измерительном элементе устройства для измерения. Предпочтительно источник тепла содержит парогенератор, находящийся в сообщении по текучей среде с трубчатым элементом, с целью подачи пара в фильтрующий материал. Источник тепла может содержать источник пара, и пар может вступать в реакцию с отвердеванием пластификатора фильтрующего материала, содержащего пластификатор. Пар предпочтительно представляет собой водяной пар. Подача пара представляет собой экономически выгодный способ подачи тепла к фильтрующему материалу, проходящему внутри трубчатого элемента.
Более предпочтительно устройство для изготовления фильтров содержит блок управления, приспособленный для получения сигналов от устройства для измерения диаметра относительно диаметра непрерывного тела из фильтрующего материала и для отправки сигналов к парогенератору для изменения выпуска пара или к дисплею с целью визуализации измерений. Присутствие устройства для измерения диаметра обеспечивает изменение параметра процесса в формирующем устройстве для изменения указанного диаметра, если измеренный диаметр непрерывного тела из фильтрующего материала находится за пределами требуемых стандартов. Изменение выпуска пара может изменить окончательный диаметр тела из фильтрующего материала и, таким образом, в зависимости от результатов измерений диаметра выпуск пара может быть соответственно изменен. Это изменение может быть произведено автоматически непосредственно блоком управления или оператором, который проверяет значение диаметра тела из фильтрующего материала, отображенное на дисплее.
Пар увеличивает пластифицирующее действие, способствующее отвердеванию фильтрующего материала за относительно короткий промежуток времени, так что фильтрующий материал может расширяться только на довольно «маленькую» величину перед его полным отвердеванием и возможным обертыванием. Следовательно, «высокий» пар образует тело из фильтрующего материала, имеющее относительно маленький диаметр. С другой стороны, «низкий» пар означает меньшее пластифицирование фильтрующего материала за аналогичный промежуток времени, другими словами, фильтрующий материал отвердевает за более долгий период времени, и фильтрующий материал может больше расширяться перед обертыванием. Следовательно, обеспечивается тело из фильтрующего материала, имеющее «больший» диаметр.
Более предпочтительно блок управления приспособлен для сравнения сигнала, касающегося измеренного диаметра, с эталонным диаметром и для изменения параметра в парогенераторе для увеличения давления пара в случае, если измеренный диаметр больше эталонного диаметра на величину, превышающую заданную. Это изменение параметра может быть осуществлено оператором. Преимущественно устройство для изготовления фильтров содержит генератор сжатой текучей среды для продувки сжатой текучей среды к фильтрующему волокнистому материалу для транспортировки фильтрующего волокнистого материала в трубчатый элемент. Более предпочтительно устройство для изготовления фильтров содержит блок управления, приспособленный для получения сигналов от устройства для измерения диаметра относительно диаметра непрерывного тела из фильтрующего материала и для отправки сигналов к генератору сжатой текучей среды для изменения выпуска сжатой текучей среды или к дисплею с целью визуализации измерений. Присутствие устройства для измерения диаметра позволяет изменять параметр процесса в устройстве для изготовления фильтров для изменения указанного диаметра, если измеренный диаметр непрерывного тела из фильтрующего материала находится за пределами требуемых стандартов. Изменение сжатой текучей среды может изменить окончательный диаметр тела из фильтрующего материала и, таким образом, в зависимости от результатов измерений диаметра выпуск сжатой текучей среды может быть соответственно изменен. Это изменение может быть произведено автоматически непосредственно блоком управления или оператором, который проверяет значение диаметра тела из фильтрующего материала, отображенное на дисплее.
Еще более предпочтительно блок управления приспособлен для сравнения сигнала, касающегося измеренного диаметра, с эталонным диаметром и для изменения параметра в генераторе сжатой текучей среды для увеличения давления текучей среды в случае, если измеренный диаметр является большим, чем эталонный диаметр на величину, превышающую заданную. Это изменение параметра может быть осуществлено оператором.
Предпочтительно устройство для изготовления фильтров содержит секцию обертывания, расположенную ниже по потоку относительно формирующего устройства, для заворачивания непрерывного тела из фильтрующего материала в оберточный лист. Преимущественным образом тело из фильтрующего материала, выходящее из формирующего устройства, заворачивают в оберточный лист, такой как оберточная бумага, так что его диаметр, измеренный устройством для измерения диаметра, не может впоследствии изменяться или может изменяться лишь на очень ограниченную величину.
Более предпочтительно секция обертывания содержит клеевое сопло для нанесения клея на оберточный лист с тем, чтобы сомкнуть оберточный лист вокруг непрерывного тела из фильтрующего материала.
Предпочтительно охлаждающий блок расположен ниже по потоку относительно трубчатого элемента и выше по потоку относительно секции обертывания для охлаждения непрерывного тела из фильтрующего материала перед обертыванием. Также скорость охлаждения может изменить диаметр непрерывного тела из фильтрующего материала. Быстрое охлаждение не позволяет дополнительно увеличить диаметр непрерывного тела из фильтрующего материала или позволяет только минимальное увеличение диаметра в связи с тем, что пластификатор при низкой температуре «замораживает» фильтрующий материал в полученной форме. Следовательно, быстрое охлаждение приводит к меньшему окончательному диаметру непрерывного тела из фильтрующего материала по сравнению с более медленным охлаждением.
Преимущественным образом устройство для изготовления фильтров содержит нагревающую секцию, расположенную ниже по потоку относительно трубчатого элемента, для нагревания обернутого непрерывного тела из фильтрующего материала. Более предпочтительно нагревающая секция расположена ниже по потоку относительно секции обертывания или возле нее. Нагревающая секция предпочтительно предусмотрена ниже по потоку относительно клеевых сопел, наносящих клей на оберточный лист. Клей предпочтительно применяется для того, чтобы плотно сомкнуть оберточный лист вокруг тела из фильтрующего материала так, чтобы он не разомкнулся повторно. Предпочтительно применяется холодный клей, которому необходимо тепло для правильного соединения разных частей оберточного листа друг с другом. Виды холодного клея обычно представляют собой водные растворы. Твердые частицы клея растворяются в воде, обычно в процессе варки. Связь образуется, когда почти вся вода проникает или абсорбируется в субстраты, например посредством нагревания. Более предпочтительно нагревающая секция расположена ниже по потоку относительно устройства для измерения диаметра. Преимущественным образом устройство для изготовления фильтров содержит блок добавления пластификатора, расположенный выше по потоку относительно впускного отверстия трубчатого элемента и приспособленный для испускания пластификатора с целью добавления пластификатора к фильтрующему материалу. Для получения по существу жесткого тела из фильтрующего материала на выпуске из формирующего блока применяется пластификатор с целью пропитывания волокон фильтрующего материала и их дальнейшего отвердевания при воздействии тепла.
Преимущественным образом трубчатый элемент содержит коническую часть, причем ее внутренний диаметр уменьшается вдоль продольного направления транспортировки. Коническая часть сжимает фильтрующий материал, так что стержень может быть образован благодаря давлению внутренней стенки трубчатого элемента.
Настоящее изобретение будет дополнительно описано исключительно для примера со ссылками на сопроводительные графические материалы, на которых:
- на фиг. 1 показан схематичный вид устройства для формирования фильтров согласно настоящему изобретению;
- на фиг. 2 показан вид в перспективе части устройства по фиг. 1;
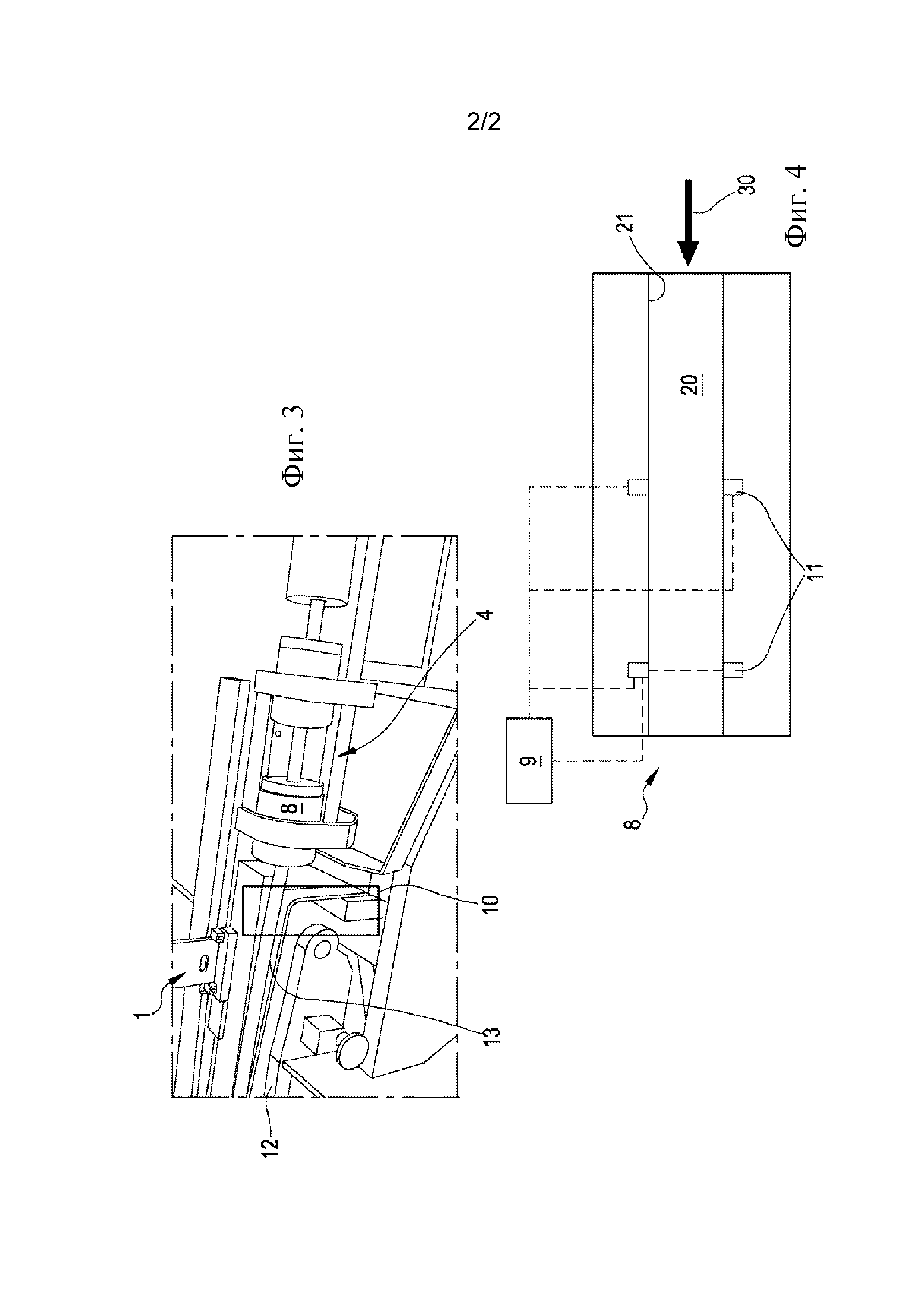
- на фиг. 3 показан еще один вид в перспективе части устройства по фиг. 1; и
- на фиг. 4 показан схематический вид сбоку в сечении одного элемента устройства, изображенного на фиг. 1.
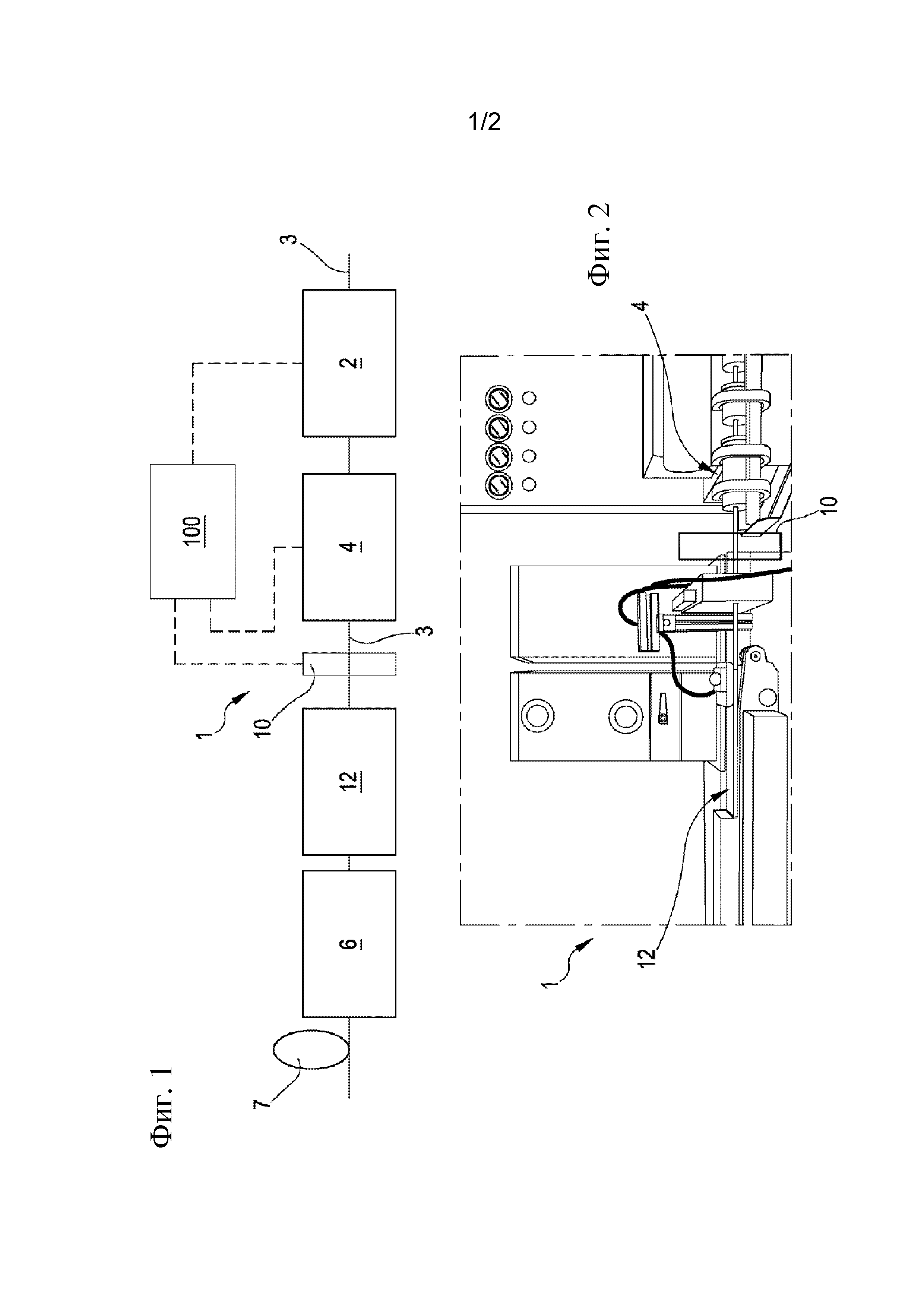
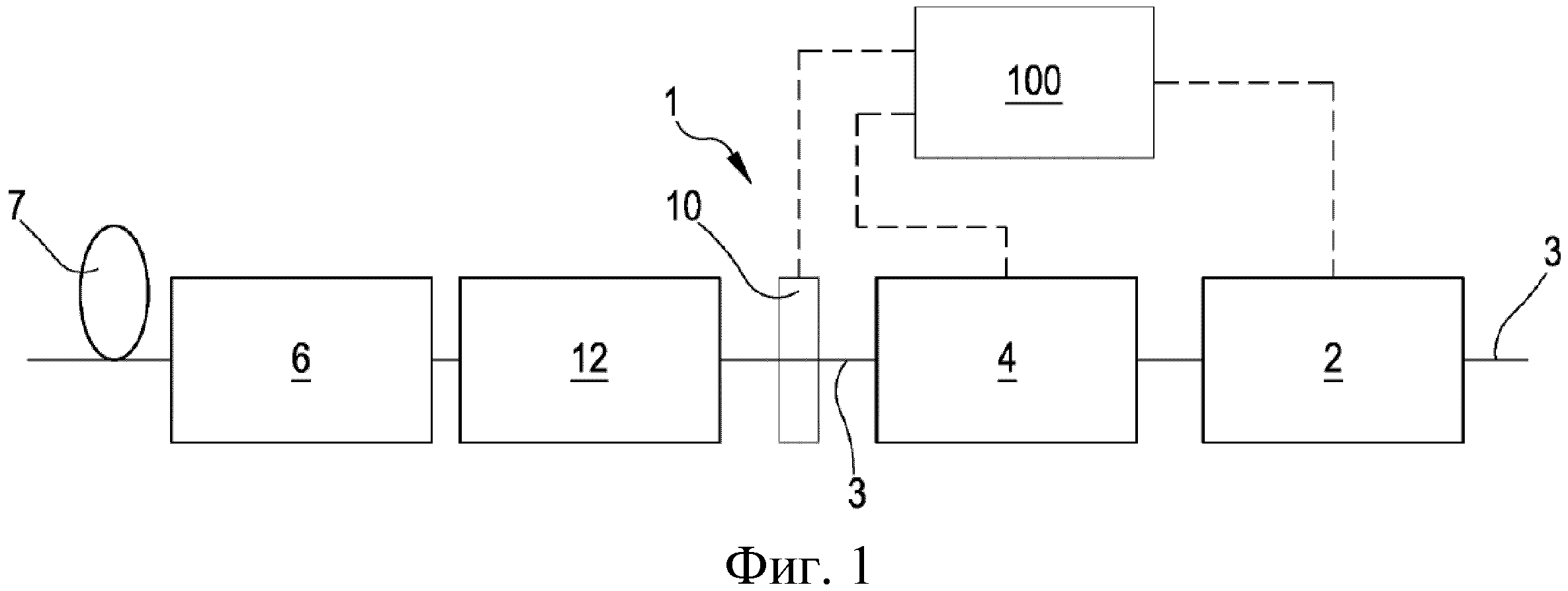
Номером 1 на фиг. 1 в целом обозначено устройство для производства стержней фильтров (не изображены) или компонентов фильтров предпочтительно для изделий, генерирующих аэрозоль.
Устройство 1 содержит транспортировочное устройство 3 для транспортировки вдоль направления транспортировки или подачи фильтрующего материала, например, ацетатцеллюлозы или жгута фильтрующего материала. Дополнительно устройство 1 содержит впускной блок 2, приспособленный для формирования непрерывного потока или полосы фильтрующего материала, увлажненного текучей средой, способствующей отвердеванию, или пластификатором, таким как триацетин. Транспортировочное устройство 3 подает фильтрующий материал во впускной блок 2. Увлажнение фильтрующего материала пластификатором осуществляется в блоке пластификации, не изображенном на графических материалах и известном в данной области техники. Блок пластификации расположен выше по потоку относительно впускного блока 2. Ниже по потоку относительно впускного блока 2 устройство содержит блок 4 формирования стержня, расположенный последовательно относительно впускного блока 2 и приспособленный для получения потока или полосы фильтрующего материала и для инициирования реакции материала, способствующего отвердеванию, с целью преобразования фильтрующего материала в непрерывный стержень из фильтрующего материала, жесткий в осевом направлении. Преимущественно устройство дополнительно содержит оберточный блок 12 и нагревательный блок 6. Дополнительно устройство может содержать режущий блок 7, обычно - вращающуюся режущую головку известного типа, расположенную ниже по потоку относительно блока 4 формирования стержня и приспособленную для разрезания непрерывного стержня из фильтрующего материала в поперечном направлении на сегменты фильтра (не изображены).
Оберточный блок 12, транспортировочное устройство 3 и режущий блок 7 известны в данной области техники и не будут подробно описаны в дальнейшем.
Блок 4 формирования стержня содержит трубчатый элемент 8, показанный на увеличенном виде на фиг. 4, приспособленный для приема фильтрующего материала, насыщенного материалом, способствующим отвердеванию, например, в направлении, указанном стрелкой 30, изображенной на фиг. 4, которое является направлением транспортировки в транспортировочном устройстве 3, и для придания формы фильтрующему материалу в поперечном направлении с тем, чтобы преобразовать его во влажное, в общем цилиндрическое тело из фильтрующего материала и продвигать волокнистое тело в направлении подачи, обозначенном стрелкой, к дальнейшим компонентам устройства 1.
Предпочтительно фильтрующий материал проталкивается внутри трубчатого элемента 8 в направлении, указанном стрелкой 30, посредством струи текучей среды, например, струи сжатого воздуха, сформированной генератором сжатой текучей среды (не изображен на графических материалах).
Трубчатый элемент 8 образует сквозное отверстие 20, сквозь которое может проходить фильтрующий материал. Предпочтительно сквозное отверстие 20 содержит внутреннюю поверхность 21, которая сжимает фильтрующий материал для формирования по существу цилиндрической стержнеобразной формы. Кроме этого, предпочтительно трубчатый элемент 8 содержит парогенератор 9, содержащий одно или несколько сопел 11, способных испускать пар внутрь трубчатого элемента 8. Пар может приводить к отвердеванию пластификатора, присутствующего в фильтрующем материале, и преобразовывать его в по существу жесткий стержень или тело из фильтрующего материала.
Устройство 1, находящееся ниже по потоку относительно выпускного отверстия трубчатого элемента, содержит охлаждающий блок (не показан на графических материалах) для охлаждения непрерывного тела из фильтрующего материала с помощью сжатого воздуха, предпочтительно при комнатной температуре.
Дополнительно устройство 1 содержит оберточный блок 12, расположенный ниже по потоку относительно блока 4 формирования стержня и охлаждающего блока, который заворачивает в оберточную бумагу 13 (см. фиг. 3) стержень из фильтрующего материала, выходящий из трубчатого элемента 8. Оберточный блок 12 содержит сопла (не показаны на графических материалах) для нанесения холодного клея на оберточную бумагу 13.
Дополнительно устройство содержит нагревательный блок 6, расположенный ниже по потоку относительно оберточного блока 12, для нагревания холодного клея и для обеспечения правильного смыкания оберточной бумаги 13 на отвердевшем стержне из фильтрующего материала.
Устройство 1 дополнительно содержит устройство 10 для измерения диаметра, расположенное между трубчатым элементом 8 и оберточным блоком 12. Устройство 10 для измерения диаметра пригодно для измерения диаметра тела из фильтрующего материала, выходящего из трубчатого элемента. Устройство для измерения диаметра предпочтительно содержит элемент в форме рукава или U-образный элемент (не показан), через который может проходить непрерывное тело из фильтрующего материала. Устройство для измерения диаметра содержит предпочтительно лазерную систему и дисплей (оба не показаны), на котором показаны измерения диаметра стержня из фильтрующего материала, выходящего из трубчатого элемента 8. В качестве альтернативы устройство для измерения диаметра предпочтительно находится в сообщении с центральным блоком 100 управления, к которому он посылает сигнал, касающийся измерений диаметра тела из фильтрующего материала на выходе из трубчатого элемента 8.
Блок 100 управления приспособлен для получения сигналов от устройства 10 для измерения и для управления блоком 4 формирования стержня. Предпочтительно центральный блок 100 управления управляет парогенератором 9 и генератором сжатой текучей среды (не изображен на графических материалах). Центральный блок 100 управления приспособлен для изменения давления пара, вырабатываемого парогенератором, и в качестве альтернативы или дополнения давления текучей среды, проталкивающей фильтрующий материал в трубчатый элемент 8 на основе измерений устройства 10 для измерения диаметра. Например, как только устройство 10 для измерения измеряет изменения диаметра, превышающие заданные пороговые значения, давление пара и/или давление текучей среды изменяется таким образом, что диаметр непрерывного тела из фильтрующего материала на выходе из трубчатого элемента 8 возвращается в пределы требуемых стандартов. В качестве альтернативы или в дополнение скорость охлаждения может быть изменена в охлаждающем блоке с увеличением или уменьшением скорости потока воздуха к стержню из фильтрующего материала. Таким образом, влияние пластификатора может быть увеличено или уменьшено.
В качестве альтернативы, оператор, проверяющий дисплей устройства 10 для измерения, приспосабливает установки или параметры устройства, как описано выше, со ссылкой на блок 100 управления в случае, если диаметр стержня на выходе из трубчатого элемента 8 находится за пределами требуемых стандартов.
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения
Способ и установка для формования по существу плоского непрерывного материала
Аппарат для изготовления фильтров
Аппарат для изготовления фильтров
Устройство и способ для изготовления фильтрующих стержней

