Результат интеллектуальной деятельности: АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ
Вид РИД
Изобретение
Настоящее изобретение относится к аппарату для изготовления полых фильтров или компонентов полых фильтров. Полые фильтры или компоненты полых фильтров предпочтительно применяются в изделии, образующем аэрозоль.
Производство стержней фильтров начинается с изготовления фильтрующего материала из смеси разных ингредиентов. Сырьем для производства сигаретных фильтров обычно является целлюлоза, например получаемая из древесины. Целлюлозу затем ацетилируют, превращая ее в материал, называемый ацетатцеллюлозой или просто «ацетатом» для краткости, растворяют и скручивают в виде непрерывных синтетических волокон, расположенных в пучке, называемом жгутом. Этот жгут обычно раскрывают, пластифицируют, придают ему форму и разрезают на куски определенной длины для выполнения функции фильтра. Пластификатор растворяет ацетатцеллюлозные волокна, так что они слипаются в один блок под воздействием давления и тепла, так что фильтрующий материал затвердевает и формируется стержень фильтра. Фильтры обычно завернуты в оберточный материал, который во многих случаях включает бумажную полосу.
Также известно производство фильтров, не завернутых в оберточную бумагу. В производстве не завернутых штрангов фильтра, фильтрующему материалу придают желаемую форму в формирующем блоке. Используемый материал и процесс придания формы реализованы таким образом, что стержень фильтра в достаточной степени сохраняет свою форму даже после выхода из формирующего блока, так что оберточная бумага - применяемая в ином случае для стабилизации формы - может не использоваться. В ходе изготовления не завернутых штрангов фильтра, поток фильтрующего материала в формирующем блоке подвергается воздействию давления и тепла. Необходимую тепловую энергию можно подавать различными путями в фильтрующий материал, например с помощью горячего воздуха, такого как пар, или энергии микроволн.
Кроме этого, известно изготовление полых фильтров, то есть фильтров, содержащих сквозное отверстие, проходящее сквозь фильтр вдоль его продольной оси. В современном известном оборудовании, внутреннее полое отверстие выполняют с помощью штыря, расположенного по существу на одной оси с формирующим блоком. Диаметр и положение штыря определяют диаметр внутренней полости отверстия в стержне фильтра. Для каждого диаметра сквозного отверстия стержня необходим особый штырь с особым диаметром.
Следовательно, существует потребность в аппарате для изготовления фильтров или компонентов фильтров, который может предоставить завернутые или не завернутые фильтры, имеющие внутреннее сквозное отверстие, обладающем упрощенной конструкцией и не требующем замены многих деталей при эксплуатации. Замена деталей обычно также подразумевает остановку работы аппарата и прерывание производства. Следовательно, также существует потребность в увеличении производительности аппарата, производящего полые фильтры.
Настоящее изобретение может удовлетворить по меньшей мере одну из вышеуказанных потребностей.
Настоящее изобретение относится к аппарату для изготовления фильтров, приспособленному для формирования полого тела из фильтрующего материала, причем аппарат для изготовления фильтров содержит: подающую линию, приспособленную для непрерывной подачи фильтрующего материала вдоль продольного направления транспортировки; формирующее устройство, присоединенное к концу подающей линии и приспособленное для придания фильтрующему материалу формы полого стержнеобразного тела из фильтрующего материала и подачи полого стержнеобразного сформированного тела из фильтрующего материала, причем формирующее устройство содержит: трубчатый формирующий элемент, приспособленный для обеспечения прохождения фильтрующего материала сквозь него, и штырь, проходящий в продольном направлении внутри трубчатого формирующего элемента, причем штырь имеет некоторый диаметр штыря. Дополнительно, аппарат содержит устройство для изменения диаметра, приспособленное для изменения диаметра штыря, с целью получения тела из фильтрующего материала, имеющего сквозное отверстие с изменяемым диаметром.
Полое тело из фильтрующего материала, то есть фильтр, имеющий сквозное отверстие, формируется в аппарате согласно настоящему изобретению посредством штыря, расположенного внутри формирующего устройства. Из-за того, что полое тело из фильтрующего материала может использоваться в качестве компонента во множестве различных изделий, может быть желательно изменять диаметр сквозного отверстия в зависимости от готового изделия, в котором используется полый фильтр. Предпочтительно, готовое изделие представляет собой изделие, образующее аэрозоль. Благодаря наличию в аппарате согласно настоящему изобретению устройства для изменения диаметра, которое позволяет изменять диаметр штыря, один и тот же штырь может использоваться для производства полых фильтров, имеющих разные диаметры сквозного отверстия. Таким образом, можно избежать прерываний производства с целью замены одного штыря штырем другого диаметра. Также можно избежать производства разных деталей, таких как множество штырей с разными диаметрами.
Фильтрующий материал, применяемый для выполнения полого тела из фильтрующего материала, может содержать любой подходящий материал или материалы. Примеры подходящих материалов включают, но без ограничения, ацетатцеллюлозу, целлюлозу, восстановленную целлюлозу, полимолочную кислоту, поливиниловый спирт, нейлон, полигидроксибутират, полипропилен, бумагу, термопластичный материал, такой как крахмал, нетканые материалы и их комбинации. Один или несколько материалов могут быть выполнены в виде открытой ячеистой структуры. Предпочтительно, фильтрующий материал содержит ацетатцеллюлозный жгут.
Фильтрующий материал может содержать дополнительный материал в готовом сегменте фильтра или в одном или нескольких дополнительных элементах, включенных в фильтр. Например, дополнительный материал может быть включен в волокнистый жгут фильтрующего материала сегмента фильтра или в дополнительный элемент фильтра. Например, фильтрующий материал может включать сорбент. Термин «сорбент» относится к адсорбенту, абсорбенту или веществу, которое может выполнять обе эти функции. Сорбент может содержать активированный уголь. Сорбент может быть включен в сегмент фильтра, в который встроена капсула. Однако более предпочтительно, чтобы сорбент был включен в дополнительный элемент фильтра, находящийся выше по потоку относительно сегмента фильтра. В качестве альтернативы или дополнительно, фильтрующий материал может содержать клей, пластификатор или агент высвобождения аромата, или их сочетание.
Предпочтительно, фильтрующий материал содержит пластификатор, выполняющий функцию связующей составляющей. В компонентах полых фильтров, компонент содержит сквозное отверстие, которое ослабляет общую структуру штранга фильтра. Во избежание деформаций компонента полого фильтра, например из-за сжатия фильтра, предпочтительно, чтобы материал, из которого выполнен полый фильтр, был более жестким, чем материал, из которого выполнен стандартный штранг фильтра. С этой целью, процедура, подобная процедуре, применяемой для производства не завернутых фильтров, предпочтительно также используется для производства полых фильтров, которые могут быть завернуты или не завернуты.
Тело из фильтрующего материала, изготовленное с помощью аппарата согласно настоящему изобретению, затем может быть разрезано на части для образования компонентов фильтра, которые таким образом могут быть завернутыми или не завернутыми.
Предпочтительно, полое тело из фильтрующего материала представляет собой непрерывное тело.
Предпочтительно, фильтрующий материал представляет собой фильтрующий волокнистый материал.
Фильтры, реализованные с помощью аппарата согласно настоящему изобретению, преимущественным образом могут применяться в изделиях, образующих аэрозоль. Изделия, образующие аэрозоль, согласно настоящему изобретению могут быть представлены в виде сигарет с фильтром или других курительных изделий, в которых табачный материал сгорает для образования дыма. Настоящее изобретение дополнительно охватывает изделия, в которых табачный материал нагревают, а не сжигают, чтоб образовывать аэрозоль, и изделия, в которых никотинсодержащий аэрозоль получают из табачного материала, табачного экстракта или другого источника никотина, без сжигания или нагревания. Изделия, образующие аэрозоль, согласно настоящему изобретению могут представлять собой целые, собранные изделия, образующие аэрозоль, или компоненты изделий, образующих аэрозоль, которые скомбинированы с одним или несколькими другими компонентами для предоставления собранного изделия для образования аэрозоля, например такого, как расходуемая часть нагреваемого курительного устройства.
Изделие, образующее аэрозоль, может представлять собой изделие, которое генерирует аэрозоль, который непосредственно вдыхается в легкие пользователя через рот пользователя. Изделие, образующее аэрозоль, может напоминать традиционное курительное изделие, такое как сигарета, и может содержать табак. Изделие, образующее аэрозоль, может быть одноразовым. Изделие, образующее аэрозоль, может в качестве альтернативы быть частично многоразовым и содержать возобновляемый или заменяемый субстрат, образующий аэрозоль.
Аппарат для изготовления фильтров содержит подающую линию для транспортировки фильтрующего материала вдоль направления транспортировки.
Для придания фильтрующему материалу, который предпочтительно содержит пластификатор, формы тела из фильтрующего материала, применяемого в дальнейшем производстве фильтров, применяется формирующее устройство, присоединенное к концу подающей линии и приспособленное для придания фильтрующему материалу формы стержнеобразного тела из фильтрующего материала и для подачи сформированного непрерывного тела из фильтрующего материала. Формирующее устройство содержит трубчатый формирующий элемент, приспособленный для обеспечения прохождения фильтрующего материала сквозь него для придания фильтрующему материалу формы непрерывного тела из фильтрующего материала. Внутренние стенки трубчатого формирующего элемента предпочтительно образуют внешнюю поверхность непрерывного тела из фильтрующего материала и определяют, помимо прочего, его диаметр. Внутренние стенки трубчатого формирующего элемента «сжимают» фильтрующий материал в стержень.
Преимущественным образом, трубчатый формирующий элемент образует внутренний канал с по существу цилиндрическим поперечным сечением, имеющий продольную ось, который соединяет впускное отверстие трубчатого формирующего элемента с его выпускным отверстием. Подающая линия предпочтительно оканчивается у впускного отверстия трубчатого формирующего элемента.
Дополнительно, внутри трубчатого формирующего элемента размещается штырь. Штырь предпочтительно расположен на одной оси с каналом, образованным трубчатым формирующим элементом, то есть, предпочтительно канал и штырь имеют одну и ту же продольную ось. Предпочтительно, штырь имеет по существу стержнеобразную форму и характеризуется внешней поверхностью, которая является по существу цилиндрической. Таким образом, не только внутренняя поверхность трубчатого формирующего элемента давит на фильтрующий материал, но и внешняя поверхность штыря образует направляющую для фильтрующего материала, движущегося внутри трубчатого формирующего элемента. По этой причине фильтрующий материал образует рукав при сжатии между внутренней поверхностью канала трубчатого формирующего элемента и внешней поверхностью штыря. Внешний диаметр тела из фильтрующего материала, выходящего из формирующего устройства, зависит от внутреннего диаметра канала трубчатого формирующего элемента, в то время как диаметр сквозного отверстия тела из фильтрующего материала зависит от диаметра штыря.
Кроме этого, аппарат для изготовления фильтров содержит устройство для изменения диаметра, приспособленное для изменения диаметра штыря, с целью получения тела из фильтрующего материала, имеющего сквозное отверстие с изменяемым диаметром. Устройство для изменения диаметра приспособлено для модификации диаметра штыря таким образом, чтобы при движении фильтрующего материала внутри трубчатого формирующего элемента, расстояние между внутренней поверхностью канала и внешней поверхностью штыря можно было изменять и следовательно, также можно было изменять толщину стенки рукава, образованного телом из фильтрующего материала. Таким образом, можно формировать тело из фильтрующего материала, имеющее разные диаметры внутреннего сквозного отверстия. Предпочтительно, внешний диаметр тела из фильтрующего материала остается неизменным, изменяется лишь внутренний диаметр сквозного отверстия. Изменение диаметра штыря может осуществляться без прерывания производства и без потребности в дополнительных элементах, таких как дополнительные штыри с другими диаметрами. Изменение диаметра может осуществляться в аппарате согласно настоящему изобретению, например, когда необходим фильтр для другого конечного продукта.
В контексте данного документа термин «стержень» используется для описания по существу цилиндрического элемента с по существу круглым, овальным или эллиптическим поперечным сечением.
В контексте данного документа термин «диаметр» обозначает максимальный поперечный размер компонентов, или частей компонентов, аппарата или фильтрующего материала или тела из фильтрующего материала.
Диаметр штыря предпочтительно может варьироваться от приблизительно 1 миллиметра до приблизительно 5 миллиметров, более предпочтительно от приблизительно 2 миллиметров до приблизительно 4 миллиметров.
Предпочтительно, устройство для изменения диаметра содержит тепловой генератор, присоединенный к штырю и приспособленный для изменения температуры штыря с целью изменения диаметра штыря. Тепловой генератор, приспособленный для изменения температуры штыря, может изменять диаметр штыря путем теплового расширения. Тепловым расширением является свойство изменять свой объем в ответ на изменение температуры, посредством передачи тепла. Степень расширения, разделенная на изменение температуры, называется коэффициентом теплового расширения материала и обычно изменяется в зависимости от температуры. Таким образом, величину расширения или сжатия штыря и, таким образом, изменение его диаметра, можно определить или выбрать, зная или выбирая материал, из которого изготовлен штырь. Заданному изменению температуры соответствует заданное изменение диаметра.
Предпочтительнее, штырь изготовлен из материала, содержащего металл. Как известно, металлы обладают довольно большим коэффициентом теплового расширения; следовательно, штырь, изготовленный из металла, может изменять свой диаметр в сравнительно широком диапазоне значений для сравнительно «узкого» диапазона температур. Слишком высокая температура может повредить фильтрующий материал, соприкасающийся со штырем во время движения по трубчатому элементу; следовательно, предпочтительны температуры штыря, которые лишь незначительно влияют на фильтрующий материал.
Предпочтительнее, штырь изготовлен из стали, еще предпочтительнее - из науглероженной стали. Штырь аппарата для изготовления фильтров подвергается непрерывному износу и трению из-за прохождения фильтрующего материала в трубчатый формирующий элемент. Это может привести к необходимости замены штыря после заданного периода производства. Следовательно, предпочтительно изготавливать штырь из материала, устойчивого к износу. Одним из таких материалов является сталь. Дополнительно, науглероживание является процессом термообработки, при котором железо или сталь поглощает углерод, высвобождаемый при нагревании металла в присутствии углеродсодержащего материала, такого как древесный уголь или монооксид углерода, с целью придания металлу большей твердости. Используя штырь, изготовленный из науглероженной стали, можно дополнительно улучшить устойчивость штыря к износу и можно уменьшить количество прерываний производства для замены изношенного штыря.
Предпочтительно, штырь характеризуется внешней поверхностью, приспособленной для контакта с фильтрующим материалом, и причем устройство для изменения диаметра содержит по меньшей мере два выступа, выполненные с возможностью втягивания или выдвижения в радиальном направлении относительно внешней поверхности штыря. Предпочтительнее, устройство для изменения диаметра содержит по меньшей мере три выступа. Для изменения диаметра штыря, штырь может расцениваться в качестве микрометра, такого как микрометрический нутромер. Штырь может содержать по меньшей мере два выступа, расположенные на расстоянии под углом относительно друг друга, которые выступают из внешней поверхности собственно штыря, к внутренней поверхности канала, образованного в трубчатом формирующем элементе. Изменение радиальной высоты выступов изменяет диаметр штыря, что воспринимается проходящим фильтрующим материалом. Предпочтительно количество выступов равно по меньшей мере трем, так что они могут быть расположены под углом вокруг всего штыря на равном расстоянии.
Убираемый или выдвигаемый в радиальном направлении означает, что выступы могут изменять свою длину, увеличивая или уменьшая ее, вдоль линии, проходящей перпендикулярно от продольной оси штыря.
Предпочтительнее, устройство, формирующее диаметр, содержит микрометрический винт и при этом по меньшей мере один из выступов выполнен с возможностью втягивания или выдвигания посредством микрометрического винта. Таким образом можно точно изменять диаметр штыря.
Преимущественным образом, аппарат для изготовления фильтров дополнительно содержит блок добавления пластификатора, расположенный выше по потоку относительно впускного отверстия трубчатого формирующего элемента и приспособленный для испускания пластификатора с целью добавления пластификатора к фильтрующему материалу. Для получения по существу жесткого тела из фильтрующего материала, которое сохраняет свою форму без деформации или с ограниченной деформацией, пластификатор может быть введен в фильтрующий материал с целью связывания волокон фильтра друг с другом. Для придания телу из фильтрующего материала жесткости и по существу неизменной формы, чтобы, несмотря на то, что тело является полым, его было бы тяжело деформировать и оно предпочтительно сохраняло стержнеобразную форму, также может быть предусмотрен источник тепла, приспособленный для нагревания фильтрующего материала, проходящего в трубчатом формирующем элементе, чтобы связующий материал, такой как пластификатор, присутствующий внутри фильтрующего материала, обеспечивал связывание волокон фильтрующего материала. Пластификаторы являются добавками, которые увеличивают пластичность или текучесть материала. Источник тепла предпочтительно представляет собой источник пара, такой как источник водяного пара, который распыляет или иным образом впрыскивает пар внутрь трубчатого формирующего элемента.
Предпочтительно, аппарат для изготовления фильтров содержит секцию термообработки, приспособленную для нагревания фильтрующего материала во время прохождения фильтрующего материала сквозь трубчатый формирующий элемент. Предпочтительнее, секция термообработки содержит парогенератор, присоединенный с возможностью передачи текучей среды к трубчатому формирующему элементу с целью подачи пара в фильтрующий материал. Теплообмен используется для связывания пластификатора с волокнами жгута фильтра. В качестве источника тепла может использоваться горячий воздух, или электрически нагреваемый провод, пар или микроволны. Было обнаружено, что для этой цели особенно хорошо подходят перегретый пар или водяные пары. Благодаря своей относительно высокой теплоемкости, перегретый пар особенно эффективен для передачи тепла. С помощью объединенного действия давления, приложенного к потоку фильтрующего материала в трубчатом формирующем элементе, и тепла достигается по меньшей мере частичное отвердение фильтрующего материала для образования стержнеобразного тела из фильтрующего материала. Для подачи рабочей текучей среды в качестве источника тепла, например, в трубчатом формирующем элементе предусмотрены раскрывающиеся впускные каналы для введения рабочей текучей среды.
Преимущественным образом, аппарат для изготовления фильтров содержит охлаждающую секцию, расположенную ниже по потоку относительно формирующего устройства, для охлаждения полого стержнеобразного тела из фильтрующего материала. В формирующем устройстве тепло передается к непрерывному телу из фильтрующего материала с целью связывания фильтрующего материала благодаря присутствию пластификатора. Для ускорения процесса формирования фильтра, тепло от тела из фильтрующего материала необходимо как можно быстрее рассеивать с целью получения окончательного тела из фильтрующего материала, пригодного для дальнейшей обработки. Для максимально быстрого охлаждения тела из фильтрующего материала предусмотрена охлаждающая секция. Охлаждение также улучшает качество поверхностей тела из фильтрующего материала. Охлаждение полого тела из фильтрующего материала ниже по потоку относительно формирующего устройства может осуществляться потоком воздуха комнатной температуры, например под давлением в диапазоне от приблизительно 0,4 бар до приблизительно 1 бар, предпочтительнее - под давлением приблизительно 0,5 бар.
Предпочтительно, аппарат для изготовления фильтров содержит секцию обертывания, расположенную ниже по потоку относительно формирующего устройства для заворачивания полого тела из фильтрующего материала в оберточный лист. Преимущественным образом, полое тело из фильтрующего материала, выходящее из формирующего устройства, заворачивают в оберточный лист, такой как оберточная бумага, так что его диаметр, измеренный устройством для измерения диаметра, не может впоследствии изменяться или может изменяться лишь на очень ограниченную величину.
Предпочтительнее, секция обертывания содержит клеевое сопло для нанесения клея на оберточный лист с тем, чтобы сомкнуть оберточный лист вокруг полого тела из фильтрующего материала.
Преимущественным образом, аппарат для изготовления фильтров содержит нагревающую секцию, расположенную ниже по потоку относительно секции обертывания для нагревания обернутого полого тела из фильтрующего материала. Нагревающая секция предпочтительно предусмотрена ниже по потоку относительно клеевых сопел, наносящих клей на оберточный лист. Клей предпочтительно применяется для того, чтобы плотно сомкнуть оберточный лист вокруг тела из фильтрующего материала, так, чтобы он не разомкнулся повторно. Предпочтительно применяется холодный клей, которому необходимо тепло для правильного соединения разных частей оберточного листа друг с другом. Виды холодного клея обычно представляют собой водные растворы. Твердые частицы клея растворяются в воде, обычно в процессе варки. Связь образуется, когда почти вся вода проникает или абсорбируется в субстраты, например посредством нагревания.
Преимущественным образом, формирующее устройство содержит коническую часть, причем внутренний диаметр конической части уменьшается вдоль продольного направления транспортировки. Коническая часть сжимает фильтрующий материал, так что стержень может быть образован благодаря давлению внутренней стенки трубчатого формирующего элемента.
Предпочтительно, штырь характеризуется внешней поверхностью, приспособленной для контакта с фильтрующим волокнистым материалом, и причем штырь содержит покрытие, препятствующее прилипанию, на внешней поверхности штыря. Благодаря использованию покрытия, препятствующего прилипанию, на внешней поверхности штыря, которая является направляющей поверхностью для фильтрующего материала, когда он находится в трубчатом формирующем элементе, значительно уменьшается сопротивление трения потока фильтрующего материала во время изготовления стержня фильтра.
Преимущественным образом, штырь характеризуется по существу цилиндрической внешней поверхностью. Таким образом может быть образовано цилиндрическое отверстие в теле из фильтрующего материала.
Настоящее изобретение будет дополнительно описано исключительно для примера, со ссылками на сопроводительные графические материалы, на которых:
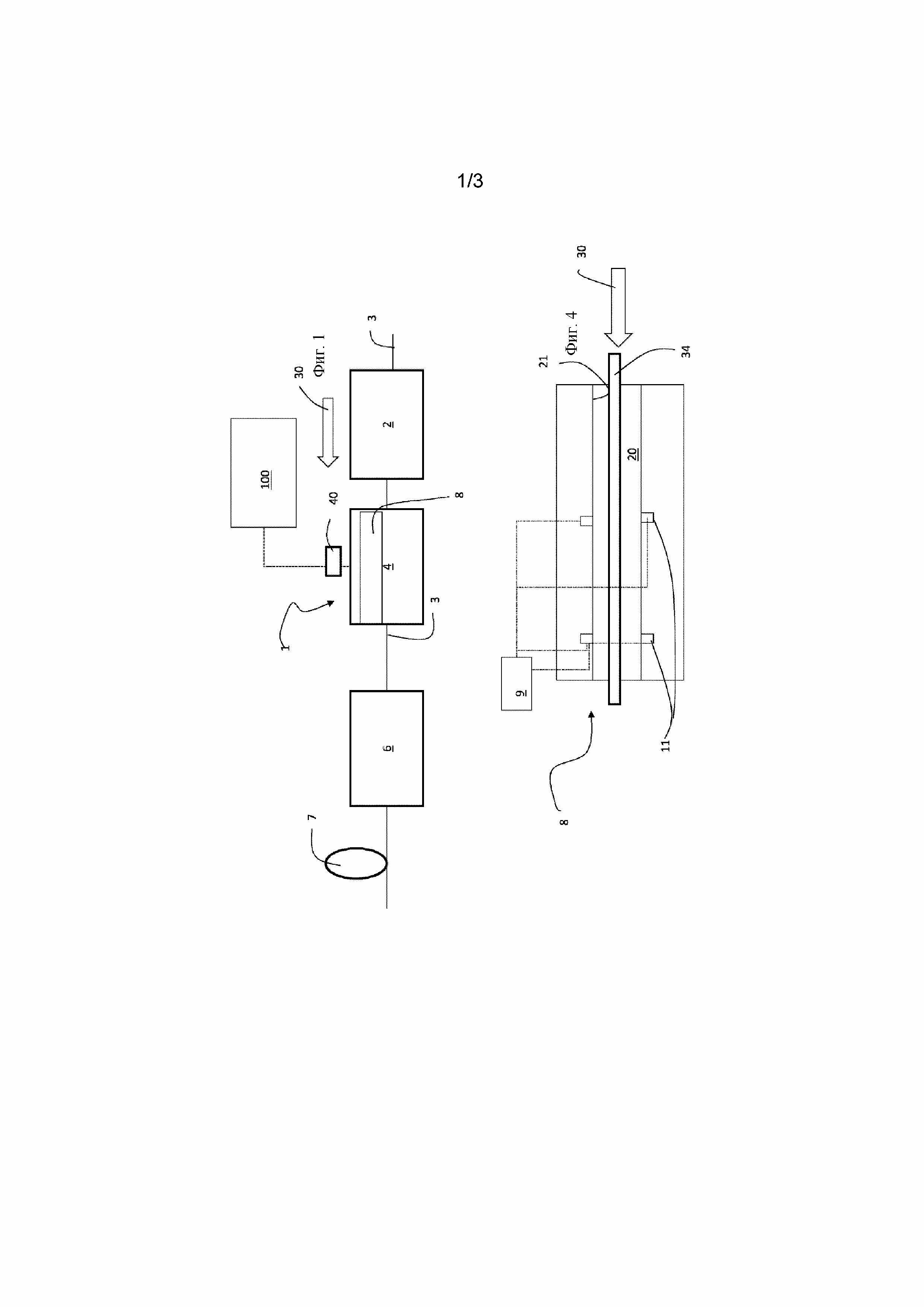
- на фиг. 1 показан схематичный вид аппарата для формирования фильтров согласно настоящему изобретению;
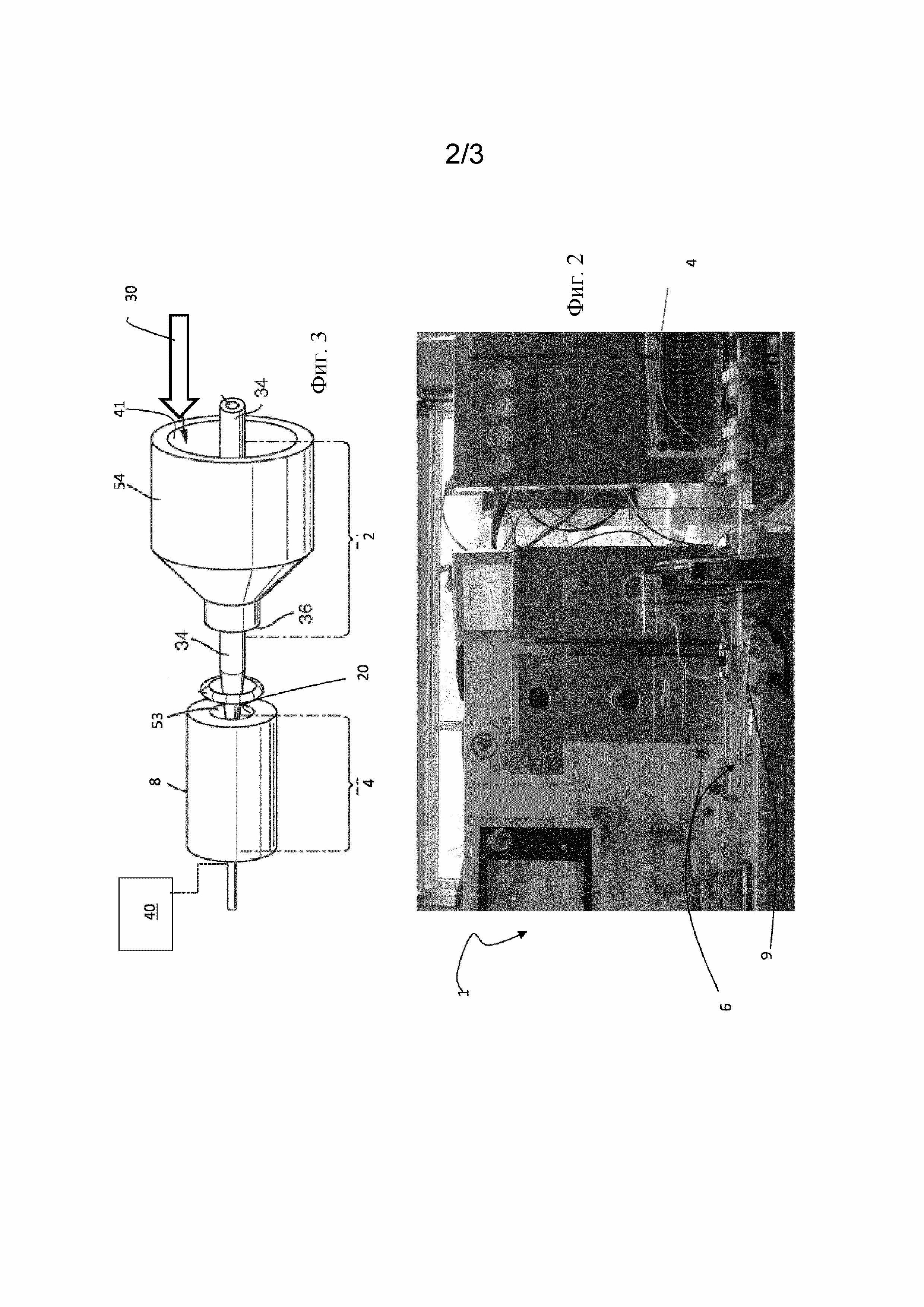
- на фиг. 2 показан вид в перспективе части аппарата по фиг. 1;
- на фиг. 3 показан вид в перспективе части аппарата по фиг. 1;
- на фиг. 4 показан схематический вид сбоку в сечении одного элемента части, изображенной на фиг. 3; и
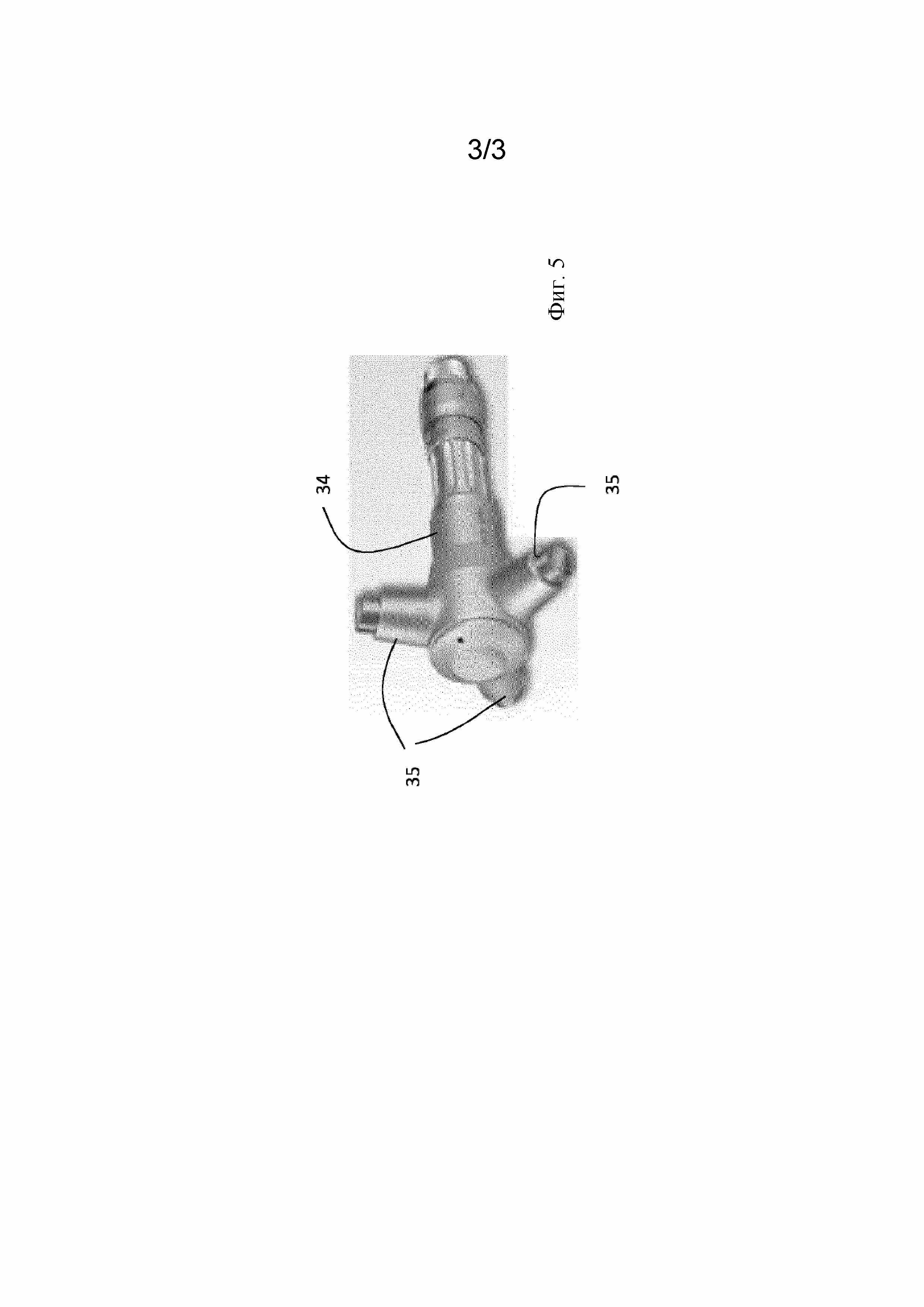
- на фиг. 5 показан вид в перспективе элемента, изображенного на фиг. 4;
На фиг. 1 изображен аппарат для изготовления полого тела из фильтрующего материала, например предназначенного для применения в качестве фильтра или в качестве компонента фильтра в изделии, генерирующем аэрозоль (не изображено на фигурах).
Аппарат 1 содержит транспортировочное устройство 3 для транспортировки вдоль направления 30 транспортировки или подачи (обозначенного стрелками на фигурах) фильтрующего материала, например ацетатцеллюлозы или жгута фильтра. Жгут фильтрующего материала может быть взят из пучка (не изображен). После извлечения из пучка, фильтрующий волокнистый материал можно распустить и привести в однородное состояние с помощью сжатого воздуха, подаваемого из разных сопел для сжатого воздуха (также не изображены).
Дополнительно, аппарат 1 содержит впускной блок 2, приспособленный для формирования непрерывного потока или полосы фильтрующего материала, увлажненного текучей средой, способствующей отвердеванию, или пластификатором, таким как триацетин. Транспортировочное устройство 3 подает фильтрующий материал во впускной блок 2. Увлажнение фильтрующего материала пластификатором осуществляется в блоке пластификации, не изображенном на графических материалах и известном в данной области техники. Блок пластификации расположен выше по потоку относительно впускного блока 2.
После пропитывающего блока, транспортировочное устройство 3 транспортирует пропитанный фильтрующий волокнистый материал во впускной блок 2, который предпочтительно содержит конический элемент 54 (см. фиг. 3). Во впускном блоке 2 фильтрующий волокнистый материал подвергается воздействию сжатого воздуха. Эта процедура может привести в однородное состояние фильтрующий волокнистый материал, который проталкивается вдоль внутреннего канала 41 впускного блока 2, выполненного вдоль продольного направления впускного блока. Внутренний канал 41 предпочтительно имеет цилиндрическую форму и характеризуется продольной осью, предпочтительно параллельной направлению 30 транспортировки.
Ниже по потоку относительно впускного блока 2, аппарат содержит блок 4 формирования стержня, расположенный последовательно относительно впускного блока 2 и приспособленный для получения потока или полосы фильтрующего материала и для инициирования реакции материала, способствующего отвердеванию, присутствующего в фильтрующем материале, с целью преобразования фильтрующего материала в непрерывное полое стержнеобразное тело из фильтрующего материала, жесткое в осевом направлении.
Предпочтительно, полое тело из фильтрующего материала, выходящее из блока 4 формирования стержня, представляет собой не завернутые ацетатные фильтры (NWA фильтры). Для предотвращения расширения стержнеобразного тела из фильтрующего материала после придания ему формы в блоке 4 формирования стержня, при отсутствии оберточной бумаги, такой как в стандартных фильтрах, внутри блока 4 формирования стержня во время придания формы фильтрующему материалу он приобретает достаточную устойчивость для применения и обработки без оберточной бумаги.
Производство таких видов фильтров происходит, в частности, в ходе процедуры пултрузии. В ходе этой процедуры поток фильтрующего материала проходит сквозь блок 4 формирования стержня.
Блок 4 формирования стержня содержит трубчатый формирующий элемент 8, показанный на увеличенном виде на фиг. 4, приспособленный для получения фильтрующего материала, насыщенного материалом, способствующим отвердеванию, например вдоль направления 30 транспортировки, изображенного на фиг. 4, которое является направлением транспортировки в транспортировочном устройстве 3, и для придания формы фильтрующему материалу в поперечном направлении с тем, чтобы преобразовать его во влажное, в общем цилиндрическое тело из фильтрующего материала и продвигать тело из фильтрующего материала в направлении подачи, обозначенном стрелкой, к дальнейшим компонентам аппарата 1.
Трубчатый формирующий элемент 8 образует сквозное отверстие 20, сквозь которое может проходить фильтрующий материал. Предпочтительно, сквозное отверстие 20 содержит внутреннюю поверхность 21, которая сжимает фильтрующий материал для формирования по существу цилиндрической стержнеобразной непрерывной полосы материала. Кроме этого, предпочтительно трубчатый элемент 8 содержит парогенератор 9, содержащий одно или несколько сопел 11, способных испускать пар внутрь трубчатого элемента 8. Пар может приводить к отвердеванию пластификатора, присутствующего в фильтрующем материале, и преобразовывать его в по существу жесткий стержень или тело из фильтрующего материала.
Аппарат 1 приспособлен для изготовления полого тела из фильтрующего материала, то есть, тела из фильтрующего материала, содержащего сквозное отверстие желаемого размера, например желаемого диаметра. С этой целью, направляющий штырь 34 расположен внутри впускного блока 2 и блока 4 формирования стержня. Этот направляющий штырь 34 проходит в направлении 30 транспортировки. Другими словами, штырь 34 по существу определяет продольное направление, по существу параллельное направлению 30 транспортировки. Предпочтительно, штырь 34 находится на одной оси с каналом 41 впускного блока 2 и сквозным отверстием 20 трубчатого элемента 8, как показано на фиг. 3. Направляющий штырь 34 характеризуется диаметром поперечного сечения, перпендикулярного направлению 30 транспортировки или оси штыря. Диаметр выбран в зависимости от желаемого размера сквозного отверстия тела из фильтрующего материала.
Предпочтительно, штырь 34 имеет внешнюю поверхность 36, предпочтительно цилиндрическую, на которую нанесено покрытие, препятствующее прилипанию. Покрытие может представлять собой пластиковое или керамическое покрытие. Предпочтительно, штырь 34 может быть выполнен из металла, такого как сталь, и может иметь обработанную поверхность.
Направляющий штырь 34 предпочтительно содержит первую секцию 51 и вторую секцию 53. Первая секция 51 направляющего штыря 34 проходит внутри впускного блока 2. Вторая секция 53 направляющего штыря 34 проходит внутри блока 4 формирования стержня. Первая и вторая секции 51, 53 присоединены друг к другу и, в частности, они расположены вдоль одной и той же продольной оси. Предпочтительно штырь 34 характеризуется внешней, по существу цилиндрической, поверхностью.
Таким образом, длина направляющего штыря 34, измеренная в направлении 30 транспортировки, больше длины внутренней части впускного блока 2 и блока 40 формирования стержня, измеренной в том же направлении.
Предпочтительно, фильтрующий материал проталкивается внутри трубчатого элемента 8 в направлении, указанном стрелкой 30, посредством струи текучей среды, например струи сжатого воздуха, созданной генератором сжатой текучей среды (не изображен на графических материалах).
Преимущественным образом, аппарат 1 дополнительно содержит оберточный блок 6 для заворачивания полого стержнеобразного фильтра в оберточную бумагу 90. Дополнительно, аппарат может содержать режущий блок 7, обычно - вращающуюся режущую головку известного типа, расположенную ниже по потоку относительно блока 4 формирования стержня и оберточного блока 6 и приспособленную для разрезания полого стержня фильтрующего материала в поперечном направлении на сегменты фильтра (не изображены). Желаемую длину сегментов, на которые разрезается тело из фильтрующего материала, например получают с помощью измерительного аппарата (также не изображено). Разрезанные сегменты становятся доступными на следующих этапах обработки или отправляются в резервный запас.
Оберточный блок 6, транспортировочное устройство 3 и режущий блок 7 известны в данной области техники и не будут подробно описаны в дальнейшем.
Дополнительно, аппарат 1 содержит устройство 40 для изменения диаметра. Устройство для изменения диаметра, схематически изображенное на фиг. 1 и 3, присоединено к штырю 34 для изменения его диаметра. Устройство 40 для изменения диаметра может содержать тепловой генератор с целью изменения температуры штыря. На фиг. 5 изображен другой вариант осуществления штыря 34 и устройства 40 для изменения диаметра. Штырь 34 содержит множество выступов 35, выходящих из его внешней поверхности 36 и расположенных под углом на расстоянии друг от друга. Выступ может выдвигаться или убираться в радиальном направлении с помощью устройства для изменения диаметра. Длина выступов 35 определяет диаметр штыря 34.
Аппарат 1 также может содержать центральный блок 100 управления. Центральный блок 100 приспособлен для управления блоком 4 формирования стержня. Предпочтительно, центральный блок 100 управляет парогенератором 9 и генератором сжатой текучей среды (не изображен на графических материалах). Центральный блок 100 приспособлен для изменения давления пара, вырабатываемого парогенератором, и, в качестве альтернативы или дополнения, давления текучей среды, проталкивающей фильтрующий материал в трубчатый формирующий элемент 8. Центральный блок 100 управления также приспособлен для управления устройством 40 для изменения диаметра с целью соответствующего изменения диаметра штыря 34.
Аппарат 1 функционирует следующим образом. Согласно спецификации желаемого тела из фильтрующего материала, которое необходимо изготовить, регулируют устройство изменения диаметра, например вводят желаемое значение диаметра штыря 34, и штырь 34 приобретает желаемое введенное значение диаметра. Жгут фильтрующего материала транспортируют вдоль направления 30 транспортировки и к нему добавляют пластификатор. С помощью сжатого воздуха его затем вводят во впускной блок 2 и, в частности, в конический элемент, где ему придают форму вокруг штыря 34, то есть его сжимают между внешней поверхностью штыря 34 и внутренней поверхностью канала 41. Как упоминалось ранее, жгут фильтрующего материала транспортируют посредством сжатого воздуха вдоль внутренней части впускного блока 2 в направлении 30 транспортировки, предпочтительно параллельно оси канала 41, и одновременно приводят в однородное состояние. С этой целью, впускной блок 2 может содержать отверстия для сжатого воздуха, не изображенные на фигурах. Жгут фильтрующего материала равномерно распределяется вокруг штыря 34 под воздействием сжатого воздуха. Из выпускного отверстия 36 впускного блока 2 выходит поток фильтрующего материала, который окружает штырь 34.
Поток фильтрующего материала входит в трубчатый формирующий элемент 8, в котором между внутренней поверхностью 21 сквозного отверстия 20 и внешней поверхностью штыря 34 образован канал в форме рукава. Подобным образом, канал проходит по существу в направлении 30 транспортировки. Внутри канала трубчатого формирующего элемента, сопла 11 подают текучую среду, такую как пар, из парогенератора 9, которая служит источником энергии. В частности, в качестве рабочей текучей среды может применяться горячий воздух или перегретый пар. Поток 22 фильтрующего материала, выходящий из трубчатого формирующего элемента 8, отвердевает под воздействием тепла, переносимого рабочей текучей средой, так что образуется не завернутое полое трубчатое тело. Полое тело из фильтрующего материала также может подвергаться дополнительно этапу заворачивания в оберточном блоке, который не описан в дальнейшем и считается стандартным в данной области техники.
Придание формы полого тела из фильтрующего материала осуществляется посредством воздействия внутренней поверхности 21 сквозного отверстия 20 трубчатого формирующего элемента 8 с одной стороны и противоположной наружной поверхности 36 второй секции 53 направляющего штыря 34 с другой стороны. Эти две поверхности 21, 36 выполняют функцию направляющих поверхностей для потока фильтрующего материала и вместе образуют формирующий канал для придания формы фильтрующему материалу.
Формирующий канал по существу имеет форму кожуха или рукава. Выбранный диаметр штыря определяет размер сквозного отверстия тела из фильтрующего материала, то есть ʺтолщинуʺ канала. Предпочтительно, размер внутренней поверхности 21 остается неизменным и изменяется лишь размер наружной поверхности 36.
Преимущественным образом, когда необходимо другое полое тело из фильтрующего материала, например полое тело из фильтрующего материала, имеющее другой диаметр сквозного отверстия, диаметр штыря 34 изменяют с помощью устройства 40 для изменения диаметра. Например, можно изменить температуру штыря или изменить длину выступов 35, и таким образом можно задать новый диаметр. Фильтрующий материал, поступающий в аппарат 1 после изменения диаметра штыря, во впускном блоке 2 и в блоке 4 формирования стержня подвергается воздействию нового диаметра штыря и, таким образом, изготавливается новое полое тело из фильтрующего материала.
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения
Способ и установка для формования по существу плоского непрерывного материала
Аппарат для изготовления фильтров
Устройство для изготовления фильтров
Устройство и способ для изготовления фильтрующих стержней

