Результат интеллектуальной деятельности: Электрод с хвостовиком для контактной точечной сварки
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно в электродах контактной точечной сварки для образования арматурной сетки. Известно внутреннее продольное охлаждение передней части электрода путем непрерывной циркуляции вдоль полости его хвостовика (см. ГОСТ 14111-90, с. 16).
Его недостатки: из-за удаленности зон охлаждения - дна его полости и нагрева - переднего торца электрода - его температура при сварке сталей достигает до 1073К, чем ускоряется его износ; при его диаметре не более 40 мм образуется только одна сварная точка, и поэтому низкая производительность одноточечных сварочных машин.
Известно и внутреннее поперечное охлаждение электрода диаметром более 40 мм, когда в его глухом поперечном канале размещена с боковым и осевым зазорами трубка, закрепленная в штуцере, соединенным с этим каналом для циркуляции хладагента в нем (см. патент РФ №2652929 С1 от 27.04.2017).
Его недостатки: неэффективное охлаждение рабочего торца электрода из-за малой боковой охлаждаемой поверхности такого канала; усложнение конструкции электрода трубкой и сложным штуцером под хладагент; выбрасывание хвостовика и прилегающее к нему уширения при предельном износе рабочей части электрода.
Задача предлагаемого - повышение эффективности охлаждения электрода диаметром более 40 мм и уменьшение расхода материала на него. Технический результат от него: повышение стойкости электрода со снижением производственных затрат на него.
Это достигается тем, что у электрода с хвостовиком для контактной точечной сварки, содержащего хвостовик для крепления в гнезде хобота сварочной машины и рабочую часть с поперечным глухим каналом под циркулирующий хладагент, новым являеся то, что он выполнен из верхней полой части, содержащей хвостовик, переходящий в уширение, с нижнего торца которого образована цилиндрическая полость, на дне которой выполнены концентрические кольцевые канавки, разделенные такими же стенками, причем в периферийную канавку открыто его окно, напротив которого в стенке, отделяющей ее от соседней канавки, образован проем, имеющийся также напротив его в следующей стенке и т.д. и проем в центральной стенке, образующей с боковой поверхностью болта центральную кольцевую канавку, соединенную его поперечными окнами с его глухой осевой полостью, открытой с торца его головки; при этом передняя сплошная резьбовая часть болта расположена в резьбовом гнезде верхней торцевой поверхности нижней части электрода, охваченной вверху уширением и контактирующей этой поверхностью с вершинами кольцевых стенок дна его полости; а зона циркуляции хладагента загерметизирована уплотнительным элементом, размещенный в кольцевой канавке боковой поверхности полости уширения, и другим уплотнительным элементом, размещенным в проточке полости хвостовика и контактирующим с задним торцом головки болта, выполненного большим диаметром, чем его резьбовая передняя часть.
Выполнением электрода сборным из верхней полой части и нижней сплошной части, соединенных между собой болтом, размещенным в полой верхней части и нижней резьбовой частью в верхнем резьбовом гнезде нижней рабочей части, сокращается расход материала на него и его трудоемкость вследствие использования многократно верхней части с новыми нижними частями, которые при работе изнашиваются. Наличием у верхней части полого хвостовик, переходящего в полое уширение с образованной с его нижнего торца цилиндрической полостью с дном, на котором образованы концентрические кольцевые канавки, разделенных между собой такими же стенками с проемами, создаются каналы под циркулирующий в них хладагент.
Образованием в уширении окна, открытого в периферийную кольцевую канавку, напротив которого в стенке, отделяющей ее от соседней канавки, образован проем, имеющийся также напротив его в следующей стенке и т.д. и проем в центральной стенке, образующей с боковой поверхностью болта центральную кольцевую канавку, соединенную его поперечными окнами с его глухой осевой полостью, созданы тракты циркуляции хладагента с подводом его через окно уширения и отводом его за торец головки по полости болта, размещенного своей нижней частью в гнезде верхней поверхности нижней рабочей части электрода.
Таким размещением болта с глухой полостью, образованной со стороны его головки и отсутствующей в его резьбовой части, обеспечивается контакт вершин кольцевых стенок дна полости уширения верхней части с верхним торцом нижней части электрода.
Использованием одного уплотнительного элемента в кольцевой канавке, выполненной на боковой поверхности полости уширения, и другого в проточке полости хвостовика и контактирующего с задним торцом головки болта, выполненного большим диаметром, чем его резьбовая передняя часть, обеспечивается герметизация зоны циркуляции хладагента в таком электроде.
Сравнительный анализ предлагаемого решения с известными сейчас показывает, что оно ново, с существенными отличиями, промышленно пригодно и поэтому соответствует критерию изобретение.
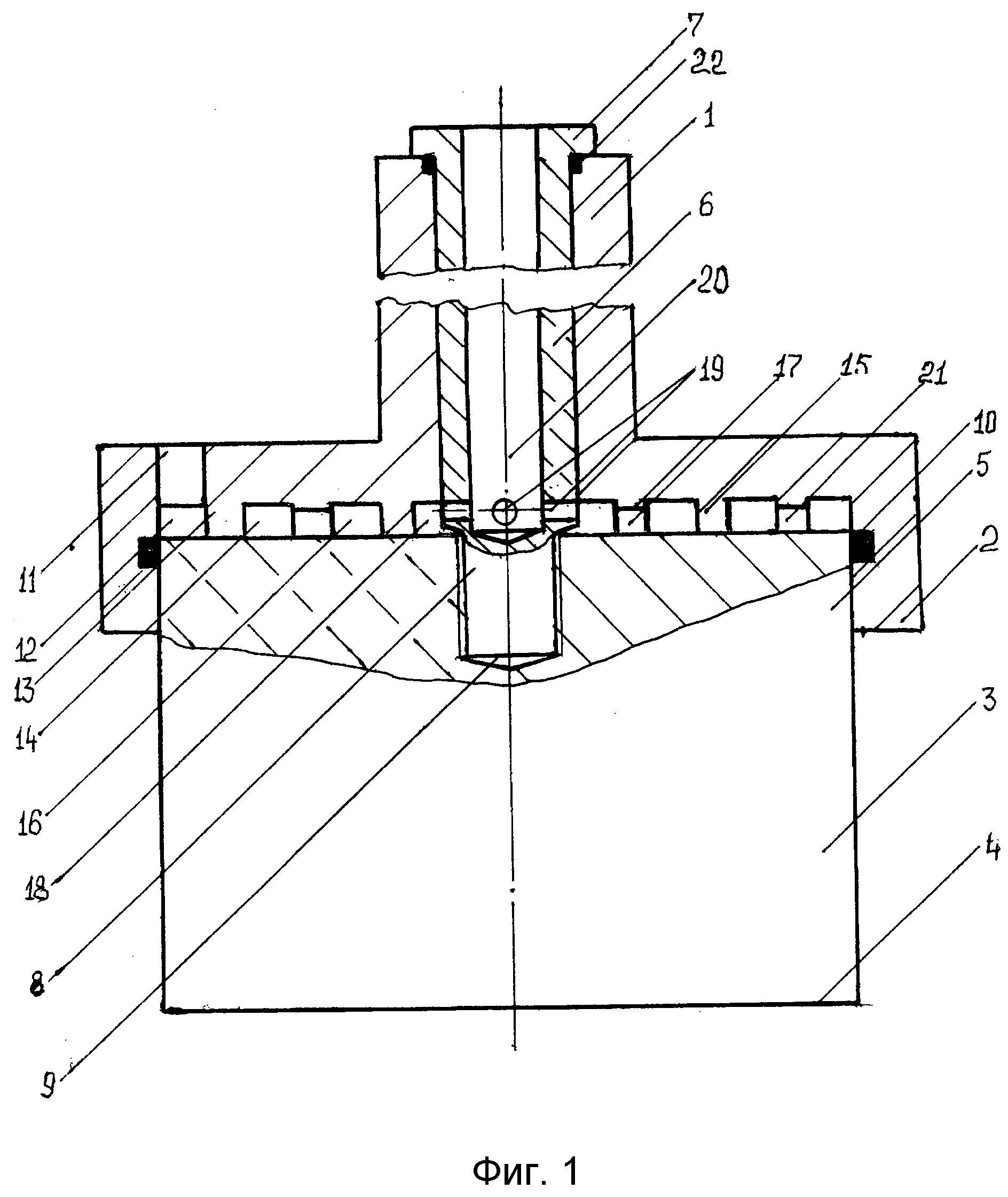
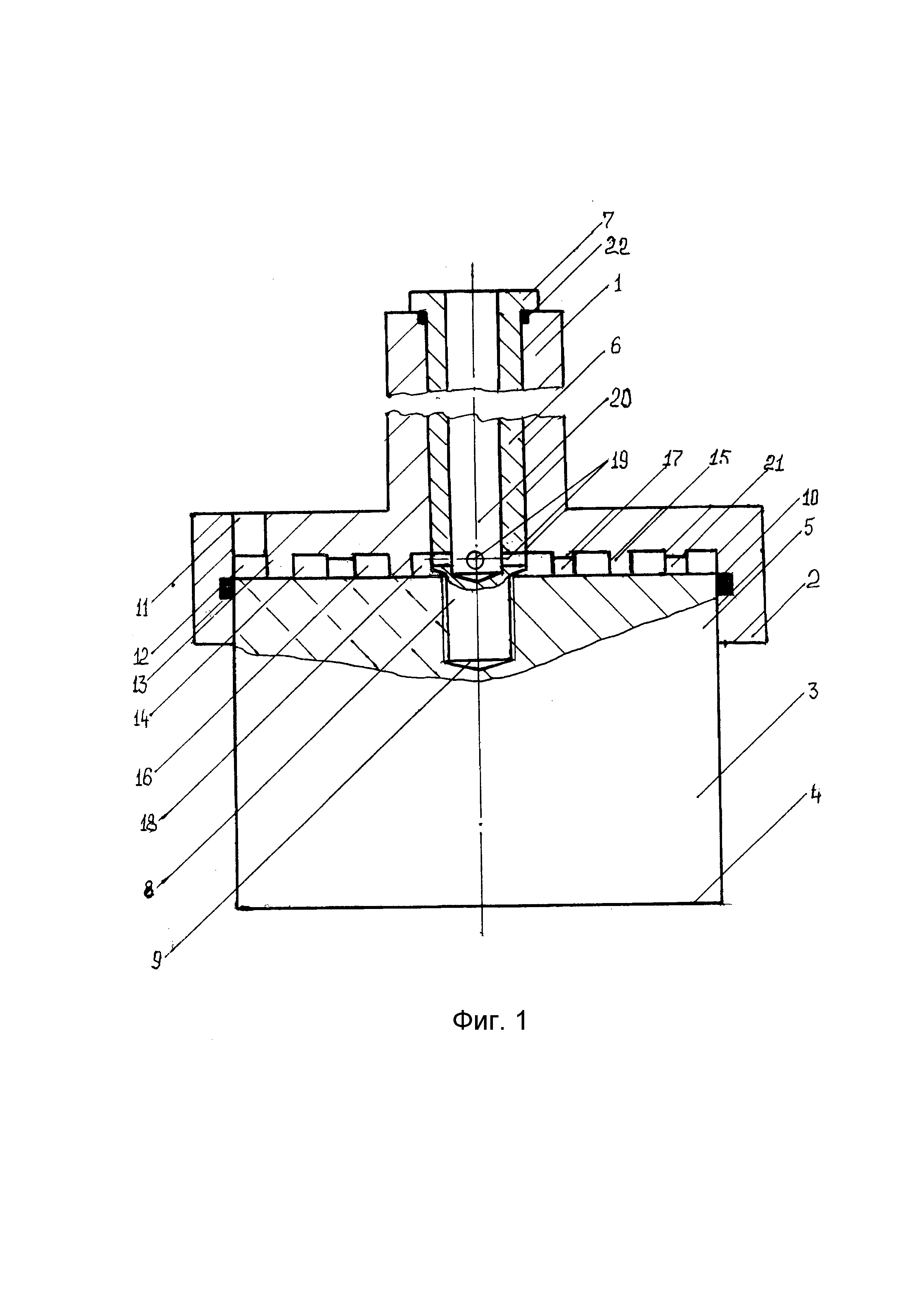
Предлагаемое представлено на чертеже фиг. 1 и содержит сборный электрод, имеющий верхнюю с осевой полостью часть с хвостовиком 1, заканчивающимся внизу уширением 2, большим поперечного размера нижней части 3 его с рабочим торцом 4; с торца уширении 2 выполнена цилиндрическая полость под переднюю часть 5 нижней части 3, упирающуюся своим торцом в дно этой полости благодаря болту 6, головка 7 которого уперта в торец полого хвостовика 1, а его резьбовая часть 8 находится в резьбовом гнезде 9 нижней части 3 электрода; на боковой поверхности полости уширения 2 выполнена кольцевая канавка под уплотнительный элемент 10, охватывающий с натягом боковую поверхность нижней части 3; в уширении 2 имеется окно 11, открытое в периферийную кольцевую канавку 12, отделенную кольцевой стенкой 13 от соседней кольцевой канавки 14, а та стенкой 15 от следующей канавки 16 со своей стенкой 17 и образуется центральная кольцевая канавка 18 стенкой 17 и боковой поверхностью болта 6, размещенного резьбой в гнезде 9; поперечные окна 19 болта 6 соединяют центральную канавку 18 с его глухой полостью 20; в стенке 13 напротив окна 12 выполнен проем 21; по такому же противоположно расположенному проему имеется в стенках 15 и 17 и последний из них открыт в центральную канавку 18; с торца хвостовика выполнена проточка под уплотнительный элемент 22, охватывающий болт 6, упирающийся задним торцом головки в него и в торец хвостовика 1 с герметизацией зазоров между поверхностями болта 6 и полости верхней части электрода, охлаждающегося так: хладагент через окно 11 уширения 2 поступает в периферийную кольцевую канавку 12 и разделяется на два потока, устремляющиеся влево и вправо по ней и встречающиеся через 180 у проема 21 кольцевой стенки 13; затем они через него оказываются в канавке 14 и также разделяются на два, следуя по ней к проему стенки 15 и т.д., пока эти потоки через последнюю проточку центральной стенки 17 не окажутся в центральной канавке 18; из нее по поперечным окнам 19 болта нагретый теплом нижней части 3 электрода хладагент поступает в его глухую полость 20 и отводится за пределы его головки 7.
Эффективность охлаждения нижней части электрода зависит от уровня ее нагрева, расхода хладагента, продолжительности цикла сварки, величины охлаждаемой поверхности, равной площади донной поверхности уширения за вычетом оставшихся на ней стенок и поэтому в несколько раз большей прототипа; поэтому стойкость предлагаемого электрода как минимум в 1,5 раза выше последнего.
Расходная часть такого электрода - его нижняя часть минимальной трудоемкости и массы в 3 раза меньшей массы заготовки - прототипа, с многократным использованием верхней части, чем в несколько раз сокращается расход материала в предлагаемом электроде, например, на год его работы..
Таким образом, данным электродом увеличивается многократно охлаждаемая поверхность с повышением стойкости его как минимум в 1,5 раза; также снижается в несколько раз расход материала на него при минимальной трудоемкости его нижней части.
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Пуансон для закрытой матрицы горячего штампа
Пуансон для закрытой матрицы горячего штампа
Устройство для контактной точечной сварки (ктс)
Горячий штамп
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Поршневой узел машины литья под давлением
Поршневой узел машины литья под давлением
Способ изготовления ствола
Электрод с хвостовиком для контактной точечной сварки
Прессующий поршневой узел машины литья под давлением
Камера прессования горизонтальной машины литья под давлением
Способ охлаждения нижней части горячего штампа и устройство его реализации
Поршневой узел машины литья под давлением
Устройство для крепления штока с поршнем на горизонтальной машине литья под давлением (гмлпд)
Поршневой узел машины литья под давлением (млпд)
Поршневой узел машины литья под давлением
Поршневой узел машины литья под давлением

