Результат интеллектуальной деятельности: Пуансон для закрытой матрицы горячего штампа
Вид РИД
Изобретение
Изобретение относится к металлургическому производству и пригодно для получения горячей штамповкой заготовок-валов с шестерней на конце.
Известны горячие штампы, формообразующие части матриц и пуансонов которых подвергаются значительным силовым, термическим, эрозионным и прочим нагрузкам, вследствие чего стойкость их составляет несколько тысяч съемов заготовок (см. книгу Технология металлов и конструкционные материалы. / В.А. Кузьмин и др. - М.: Машиностроение, 1989, с. 342-353).
Известна охлаждаемая закрытая матрица горячего штампа (см. патент РФ 2670508 С1 от 23.10.2018), используемая с неохлаждаемым цельным пуансоном с рабочей передней, средней и присоединительной задней частями, расположенным над матрицей в верхней части обойм (см. патент РФ 2481915 от 2013 г.).
Его недостатки: ограниченная стойкость (не более 4000-5000 запрессовок заготовок) его рабочих поверхностей из-за перегрева при работе и значительных давлений на них со стороны деформируемого металла; при износе только этой рабочей части изготовление его из качественной стали с соответствующей трудоемкостью и стоимостью повышает стоимость получаемых заготовок. Задачей предлагаемого решения является снижение эксплуатационной стоимости такого пуансона.
Технический результат от этого решения: уменьшение стоимости получаемых при использовании усовершенствованного пуансона заготовок. Это достигается тем, что у пуансона для закрытой матрицы горячего штампа, выполненного цельным с передней рабочей частью, средней промежуточной частью и задней частью с большим поперечным размером, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО он - сборный в виде корпуса и передней рабочей части - грибка, коническая ножка которого с внутренней резьбой расположена в образованной с переднего торца корпуса конической полости, открытой в его сквозную полость меньшего диаметра под болт, размещенный головкой в образованной с его заднего торца полости большего диаметра с коническим дном, в которое уперт передний конический торец головки болта, утопленной задним торцом относительно заднего торца корпуса; при этом резьба передней части болта соединена с резьбой ножки грибка, отстоящего задним торцом от переднего торца корпуса.
Выполнением пуансона сборным в виде корпуса из конструкционной стали и передней рабочей части - грибка из качественной стали уменьшается как минимум в 3 раза расход ее на такой пуансон со снижением трудоемкости его рабочей части - грибка.
Расположением у последнего конической ножки с внутренней резьбой без боковых зазоров в образованной с переднего торца корпуса конической полости обеспечивается центрирование его рабочей части относительно последнего благодаря и взаимодействию их конических поверхностей между собой при помощи резьб ножки и болта.
Образованием в корпусе сквозной меньшего диаметра полости, чем у предыдущей полости, под болт, головка которого расположена в своей полости большего диаметра, выполненной с заднего торца корпуса с коническим дном под конический передний торец ее, обеспечивается фиксация болта в корпусе в радиальном в осевом направлениях при сборке пуансона.
Соединением при сборке пуансона резьбы болта с резьбой ножки грибка обеспечивается контакт боковой поверхности ее с поверхностью передней конической полости корпуса с наличием при этом осевого зазора между их торцами
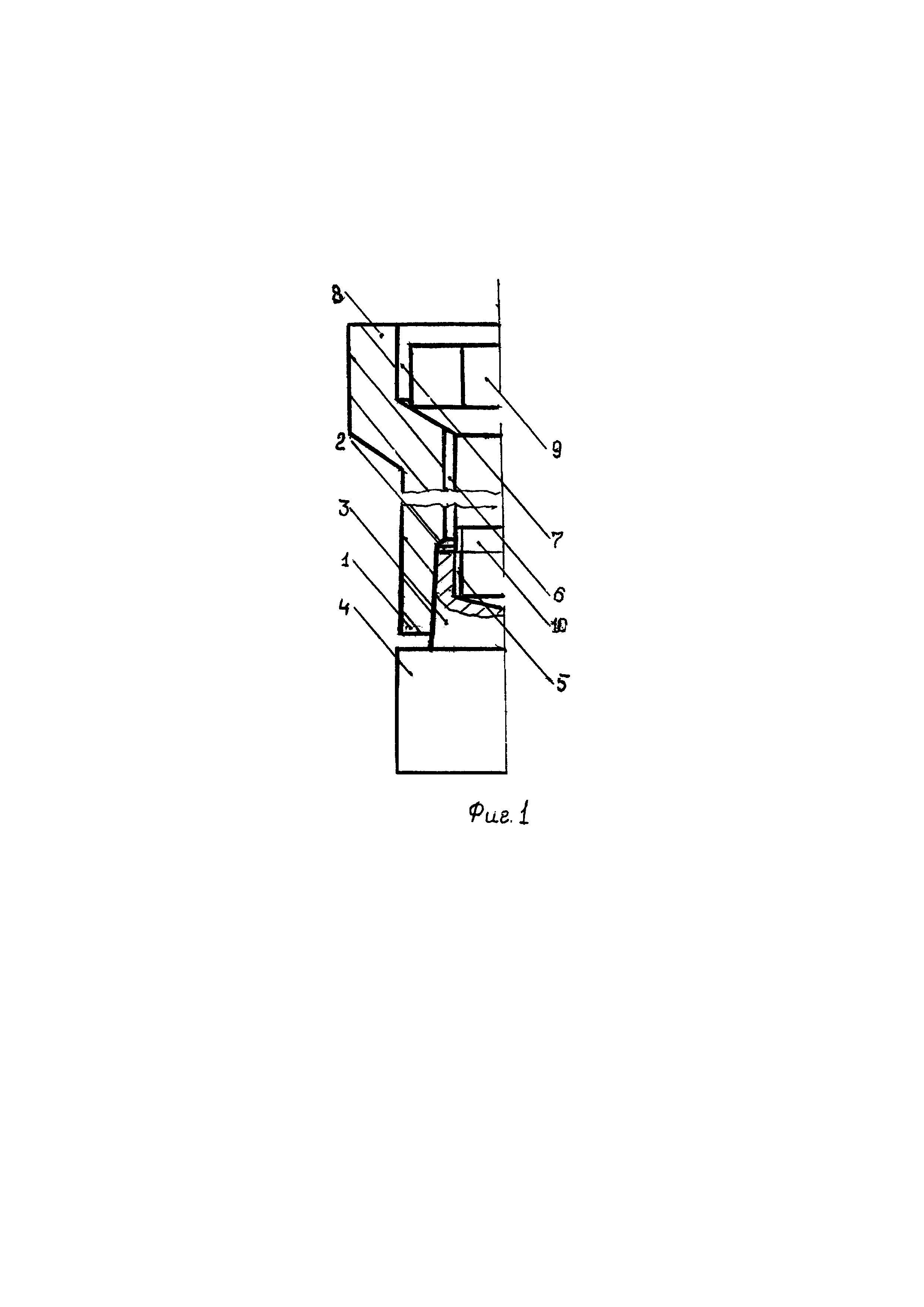
Сравнение предлагаемого с известными показывает его новизну, существенные отличия, пригодность в производстве и соответствие критериям Изобретения. Этот пуансон представлен на чертеже фигурой 1 и содержит корпус 1, в полости 2 которого, выполненной с его переднего торца, размещена полая ножка 3 грибка 4-рабочей части предлагаемого пуансона, отстоящего своим задним торцом от переднего торца корпуса 1; на боковой поверхности гнезда ножки 3 образована резьба 5; полость 2 корпуса 1 переходит в полость 6 меньшего диаметра, открытая в большую полость 7, выполненную с заднего торца задней части 8 с большим поперечным размером, чем остальная часть корпуса 1; в полости 7 размещена головка 9 болта 10, расположенного остальной частью в полости 7 корпуса 1 и гнезде ножки 3 своей передней резьбовой частью; у собранного пуансона передний конический торец головки 9 болта 10 упирается в коническое дно полости 7; при этом торцы корпуса 1 и грибка 4 не контактируют между собой, когда прекращается вращение головки 9 болта 10, которая может быть выполнена под трубчатый ключ или под 6-тигранный ключ - пруток. В конце вворачивания резьбовой поверхности болта 10 в такую же поверхность гнезда ножки 3 происходит контакт конических поверхностей его головки 9 и дна полости 7, а также ножки 3 и корпуса 1 с выбиром боковых зазоров между коническими поверхностями ножки 3 и полости 2 корпуса 1, чем обеспечивается центрирование грибка 4 в последнем и прочность их соединения. Такой пуансон разбирается в обратном порядке.
Стоимость такого нового пуансона выше, чем пуансона - прототипа из-за наличия у корпуса 3-х разных размеров полостей, а его грибка - ножки с резьбовым гнездом под резьбу передней части болта 10.
После предельного износа рабочих поверхностей грибка он заменяется новым, стоимость которого как минимум в 3 раза меньше стоимости прототипа - пуансона; к тому же уменьшается как минимум в два раза расход качественной стали, например, марки 3Х3М3Ф ГОСТ 5950-00 на изготовление такого грибка. Данным решением снижается также и стоимость получаемой заготовки примерно на 10%
Таким образом, предлагаемым решением уменьшаются в два и более раз расход дорогой стали на пуансон - грибок и его стоимость, чем стоимость получаемой заготовки снижается на 10%.
Пуансон закрытого штампа для горячей штамповки, имеющий переднюю рабочую часть, среднюю промежуточную часть и заднюю часть с большим поперечным размером, отличающийся тем, что он выполнен сборным из корпуса, передней рабочей части в виде грибка с конической полой ножкой, имеющей внутреннюю резьбу и размещенной в образованной с переднего торца корпуса конической полости, основание конуса которой расположено на упомянутом торце, открытой в сквозную полость меньшего диаметра корпуса, и установленного в сквозной полости корпуса болта, головка которого выполнена с передним коническим торцом и размещена в образованной с заднего торца корпуса полости большего диаметра с коническим дном, в которое уперт передний конический торец головки болта, утопленной задним торцом относительно заднего торца корпуса, при этом болт посредством резьбы на его передней части соединен с внутренней резьбой полой ножки грибка, отстоящего задним торцом от переднего торца корпуса.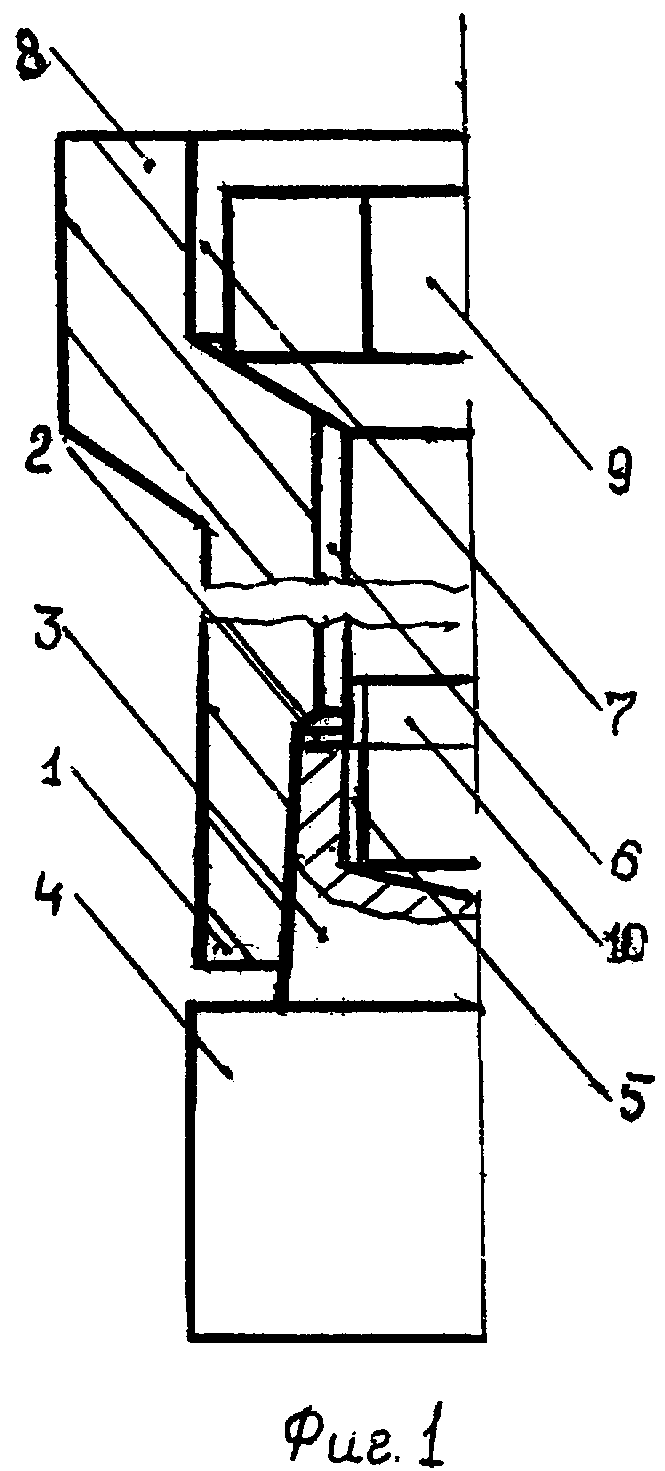
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

