Результат интеллектуальной деятельности: Поршневой узел машины литья под давлением (МЛПД)
Вид РИД
Изобретение
Изобретение относится к металлургическому производству и пригодно как элемент оснастки для получения цветных отливок на МЛПД. Известен шток такой машины, на передней части которого размещен цельный поршень с зазором между их торцами; с торца первого образован продольный канал, в котором с боковым зазором зафиксирована трубка с уплотнительным элементом на конце, упертым локально в его коническое дно, куда открыто одно поперечное окно, а другое выходит в боковой зазор; у переднего торца штока образованы поперечные окна, открытые в выше указанный боковой зазор, а в конце его передней части размещен свой уплотнительный элемент для герметизации зоны охлаждения поршня (см. патент SU 1783209 А1 от 23.01. 1989)
Его недостатки: неэффективность охлаждения поршня из-за толстых стенок переднего торца и поэтому перегрев и разрушение его, а также уплотнительного элемента вследствие отсутствия омывания последнего хладагентом; также значительные материалоемкость и трудоемкость его их-за изготовления его из прутка.
Известен и другой такой узел, содержащий корпус с головкой и резьбой его хвостовика соединен с резьбой поверхности передней полости штока, поршень-втулку, размещенную за головкой корпуса на нем, подводящий и отводящий тракты охлаждения, образованные каналами корпуса, штока и трубопровода, размещенного в них с зазорами, поперечные окна, канавки на боковой поверхности корпуса и уплотнительные элементы (см.патент SU 1828419 A3 от 20.08.1990).
Его недостатки: сложность конструкции из- за наличия не упомянутых выше гайки и контргайки на хвостовике корпуса и поэтому значительная длина последнего (более 1,5 длины поршня-втулки) с соответствующими материалоемкостью и трудоемкостью его и передней части штока; недостаточная стойкость поршня-втулки из-за локального охлаждения его по продольным канавкам корпуса, изнашивающегося максимально у переднего торца с линейным убыванием к заднему на 30% его длины; консольное крепление такого поршня в узле приводит к изгибу хвостовика корпуса при смещении механизма прессования МЛПД и ускорению их износа поршня и камеры прессования.
Задачей предлагаемого является упрощение конструкции предлагаемого узла с уменьшением его материалоемкости и трудоемкости и повышением эффективности его охлаждения.
Технический результат от предлагаемого: меньшее количество элементов у узла и поэтому проще конструкция и его изготовление; повышение эффективности охлаждения этого поршня путем омывания хладагентом всего его внутреннего периметра и стойкости его.
Это достигается в предлагаемом поршневом узле машины литья под давлением, содержащем корпус с головкой и резьбой на его хвостовике, соединенной с резьбой поверхности передней полости штока, поршень-втулку, размещенную концами за головкой корпуса, подводящий и отводящий хладагент тракты, образованные каналами корпуса и поперечными окнами, и уплотнительные элементы для герметизации зон циркуляции хладагента, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО уплотнительные элементы размещены в кольцевых уступах корпуса и штока, он дополнительно снабжен трубкой, размещенной в глухой продольной полости штока с боковым зазором, и закрепленной передней частью в глухой полости в виде продолжения полости хвостовика корпуса, при этом на корпусе выполнены понижения и кольцевой выступ с продольными проточками, соединяющими между собой понижения, образующие с внутренними поверхностями втулок кольцевые полости для циркуляции по ним хладагента, при этом понижения соединены с дном полости корпуса и боковым зазором посредством поперечных окон, при этом поршень-втулка выполнена из передней и задней частей, причем передняя часть выполнена короче задней и размещена передним концом на уступе с уплотнительным элементом в кольцевой канавке задней части головки и выступе корпуса, а задняя часть - передним концом на выступе корпуса с упором его через уплотнительную шайбу в задний торец передней части поршня-втулки, а задним концом на боковом уступе с уплотнительным элементом в передней части штока с понижением между ними, при этом хвостовик корпуса уперт торцом через шайбу Гровера в дно передней полости штока, а от периферии к центру переднего торца головки образованы два противоположно расположенных скоса, при этом в его центральном гнезде размещен винт с круглой головкой, упертой основанием в этот торец.
Размещением уплотнительных элементов в кольцевых уступах корпуса и штока герметизируется зона циркуляции хладагента вдоль корпуса. Снабжением поршневого узла дополнительно трубкой с размещением ее с боковым зазором в глухой продольной полости штока и закрепленной передней частью в глухой полости корпуса обеспечивается подвод хладагента в зону охлаждения поршня и отвод нагретого хладагента из нее. Выполнением на корпусе понижений и кольцевого выступа с продольными проточками для соединения этих понижений создаются с внутренними поверхностями втулок кольцевые полости для циркулирующего по ним хладагента, причем выполнение понижений проще, чем продольных канавок его.
Соединением этих понижений с дном полости корпуса и боковым зазором узла соответствующими поперечными окнами обеспечивается подвод хладагента к ним и отвод его нагретым теплом поршня оттуда. Выполнением поршня-втулки из короткой передней и длинной задней частей с размещением первой передним концом на уступе с уплотнительным элементом в кольцевой канавке задней части головки и выступе корпуса а второй передним концом на этом выступе с упором его через уплотнительную шайбу в задний торец первой, а задним концом на боковом уступе с уплотнительным элементом в передней части штока с понижением между ними повышается стойкость такого поршня поворотом передней части его на 180 после предельного износа ее с переднего торца такого поршня. Размещением деформируемого уплотнительного элемента между торцами втулок обеспечивается контакт торцов втулок с головкой и штоком и корпуса с последним.
Упиранием торца хвостовика корпуса в торец шайбы Гровера, которая другим торцом контактирует с дном полости штока, исключается самоотворачивание этого хвостовика из резьбовой поверхности полости штока при работе МЛПД и передается частично усилие запрессовки через корпус с головкой и этот хвостовик резьбе штока и дну его передней полости.
Наличием от периферии к центру переднего торца головки двух противоположно расположенных скосов и в центральном гнезде этого торца винта с круглой головкой фиксируется специальный ключ на этом торце для присоединения такого поршня к штоку и наоборот после его износа.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом не следуют из уровня техники; поэтому оно ново, с существенными отличиями, промышленно применимо и полностью соответствует критерию ИЗОБРЕТЕНИЕ.
Это решение представлено на чертеже фиг. 1 и содержит корпус 1 с головкой 2 и хвостовиком 3, соединенным резьбой с резьбой полости передней части штока 4; при этом торец хвостовика 3 уперт в торец шайбы 5 Гровера, размещенной на дне этой полости; в штоке 4 имеется глухая продольная полость, в которой размещена с боковым зазором 6 трубка 7, закрепленная передней частью в глухой полости 8 - продолжении полости хвостовика корпуса 1; поршень-втулка состоит из передней 9 и задней 10 частей, размещенных внутренними поверхностями на кольцевых уступах заднего торца головки 2 и передней части штока 4 и кольцевом выступе 11 с продольными проточками 12, открытыми концами в понижения 13 и 14 корпуса; в кольцевых уступах корпуса 1 и штока 4 размещены уплотнительные элементы 15 и 16, герметизирующие зону циркуляции хладагента вдоль поршня, а между торцами втулок 9 и 10 находится уплотнительная шайба 17; передняя часть понижения 13 соединена с дном глухой полости 8 корпуса 1 поперечными окнами 18, а заднее понижение 14 через поперечные окна 19 открыто в боковой зазор 6.
Поршень-втулка охлаждается так: хладагент подводится по боковому зазору 6 и поперечным окнам 19 в заднюю кольцевую полость, образованную поверхностями понижения 14 корпуса 1 и втулки 10, охлаждая при этом уплотнительный элемент 16 и ее заднюю часть; по продольным проточкам 12 кольцевого выступа 11 хладагент поступает в переднюю кольцевую полость, образованную поверхностями понижения 13 корпуса и передней части втулки 9, охлаждая при этом ее, шайбу 17 и уплотнительный элемент 15; из передней полости нагретый хладагент теплом поршня- втулки и передней части корпуса 1 отводится по передним поперечным окнам 18 в его глухую полость 8 и далее по трубке 7 удаляетсятся за пределы штока 4 (см. патент RU 2236928 С2 от 22.04. 2002).
Эффективность охлаждения поршня определяется скоростью циркуляции хладагента, зависящей от расхода хладагента на одну запрессовку сплава в пресс-форму и проходного сечения трактов циркуляции, исключающего кипение его в них.
После предельного износа передней части втулки 9 этот узел разбирается, втулка 6 устанавливается неизношенной задней частью к заднему торцу головки 2 корпуса 1 и продолжает работать до предельного износа ее передней части, чем увеличивается стойкость такого узла как минимум на 15% по сравнению со стойкостью цельного поршня- втулки-прототипа.
После ее окончательного износа с мало изношенной втулкой 10 используется новая втулка 9 и т.д. до предельного износа втулки 10, после чего устанавливают комплект новых втулок 9 и 10 и т.д., ремонтируя по мере надобности переднюю часть головки 2 корпуса 1.
Охлаждением такого поршня практически по всему внутреннему периметру его обеспечивается максимальный теплоотвод от него, чем увеличивается его стойкость до 50% по сравнению со стойкостью прототипа. Шайба 5 Гровера краем своего разреза упирается в торец хвостовика 3, взаимодействующего своей резьбой с резьбой поверхности полости штока 4, и этим самым предотвращает самоотворачивание хвостовика от усилия прессования, действующего на этот узел при работе МЛПД.
Образованными скосами 20 на переднем торце головки 2 корпуса 1 совместно с винтом 21 обеспечивается крепление специального ключа на передней части поршня, что необходимо для установки его в штоке и удаления поршня из него при ремонте.
Шайба 17 из паронита или отожженной меди деформируется при креплении поршня на штоке, компенсируя осевые допуски у втулок и обеспечивая упирание их торцов в поверхности головки и штока и торца корпуса в передний торец штока, что необходимо для надежной работы такого узла.
Таким образом, предлагаемым решением повышается как минимум на 50% стойкость поршня, а также уменьшаются материалоемкость и трудоемкость предлагаемого узла.
Поршневой узел машины литья под давлением, содержащий корпус с головкой и резьбой на его хвостовике, соединенной с резьбой поверхности передней полости штока, поршень-втулку, размещенную концами за головкой корпуса, подводящий и отводящий хладагент тракты, образованные каналами корпуса и поперечными окнами, и уплотнительные элементы для герметизации зон циркуляции хладагента, отличающийся тем, что он дополнительно снабжен трубкой, размещенной в глухой продольной полости штока с боковым зазором и закрепленной передней частью в глухой полости в виде продолжения полости хвостовика корпуса, при этом уплотнительные элементы размещены в кольцевых уступах корпуса и штока, на корпусе выполнены понижения и кольцевой выступ с продольными проточками, соединяющими между собой понижения, образующие с внутренними поверхностями втулок кольцевые полости для циркуляции по ним хладагента, причем понижения соединены с дном полости корпуса и боковым зазором посредством поперечных окон, при этом поршень-втулка выполнена с передней и задней частями, причем передняя часть выполнена короче задней и размещена передним концом на уступе с уплотнительным элементом в кольцевой канавке задней части головки и выступе корпуса, задняя часть - передним концом на выступе корпуса с упором его через уплотнительную шайбу в задний торец передней части поршня-втулки, а задним концом на боковом уступе с уплотнительным элементом в передней части штока с понижением между ними, при этом хвостовик корпуса уперт торцом через шайбу Гровера в дно передней полости штока, а от периферии к центру переднего торца головки образованы два противоположно расположенных скоса, причем в его центральном гнезде размещен винт с круглой головкой, упертой основанием в этот торец.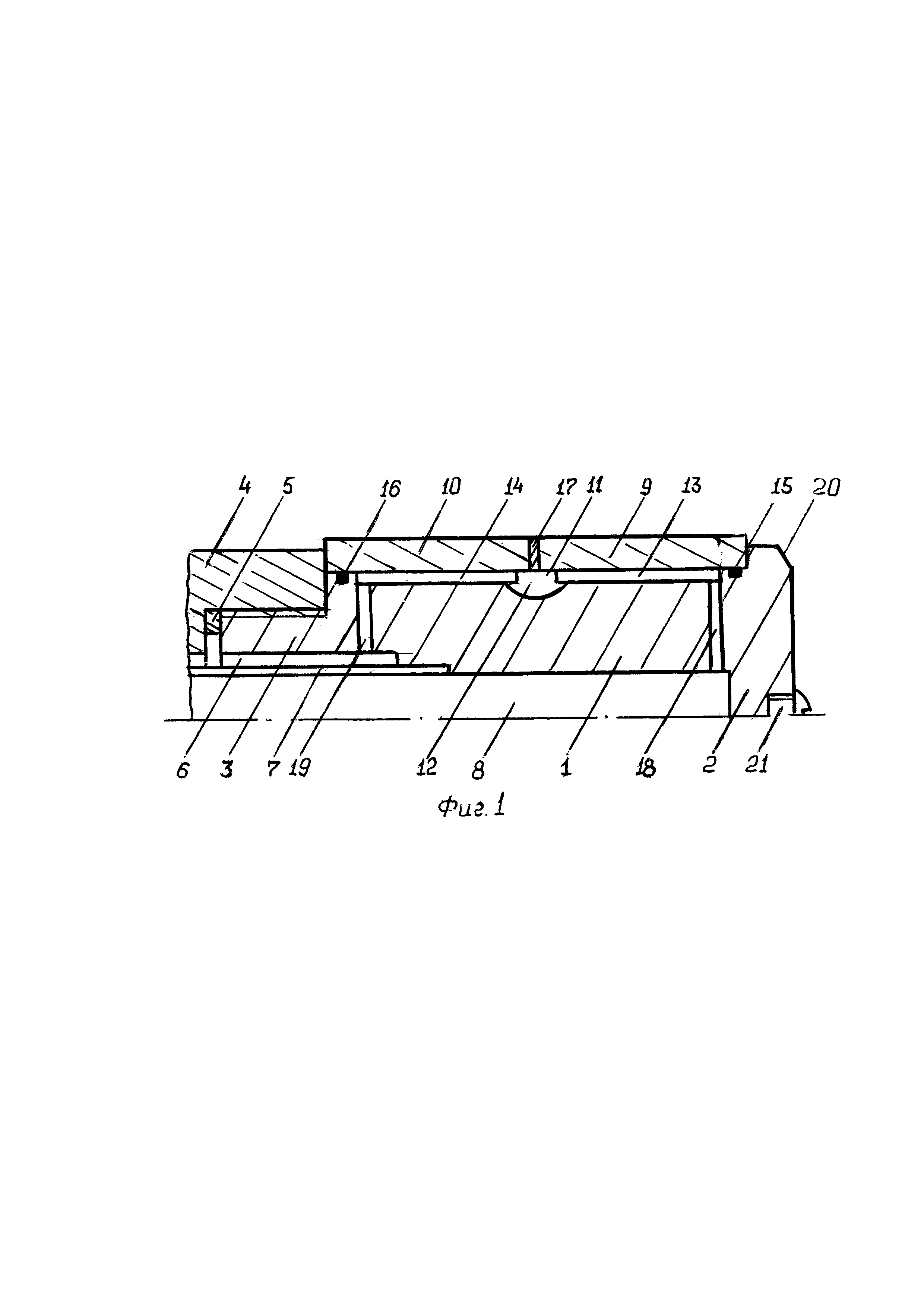
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

