Результат интеллектуальной деятельности: Поршневой узел машины литья под давлением
Вид РИД
Изобретение
Изобретение относится к металлургическому производству и является элементом оснастки при получении отливок на выше указанных машинах. Известен поршневой узел, содержащий соединенные между собой у и пригодно как элемент оснастки этих машин при получении на них цветных отливок.
поршень и пригодно как элемент оснастки для получения цветных отливок на этих машинах и шток; трубку, установленную с боковым зазором в образованном с его переднего торца продольном канале; на заднем конце трубки размещен уплотнительный элемент, упирающийся локально в коническое дно этого канала; на переднем конце трубки размещен неразъемно соединенный с ним полый хвостовик, ввернутый резьбой в резьбу канала штока и дополнительно зафиксированный с ним штифтом; этот хвостовик заканчивается диском, расположенным без зазора между торцами поршня и штока и имеющим поперечные окна, открытые в полость хвостовика и в продольные проточки присоединительной поверхности штока, выходящие в его кольцевую канавку с уплотнительным элементом, куда открыты поперечные окна его передней части, выходящие также и в его продольный канал; в задней части штока выполнены поперечные окна: одно открыто в этот канал, а другое в его коническое дно (см. патент RU 2236928 С2 от 22.04. 2002).
Его недостатки: нагрев диска через стенку переднего торца поршня сплавом камеры прессования и дополнительный подогрев отводимого через диск и трубку хладагента, ускоряющий их коррозию и износ; охлаждение сплава в камере прессования, контактирующего с холодным передним торцом поршня, чем ухудшается его подпрессовка при кристаллизации сплава в пресс-форме.
Известен и другой поршневой узел машины литья под давлением, содержащий шток, на передней части которого размещен полый поршень с трактами охлаждения между ними; передний торец поршня выполнен в виде усеченного конуса с основанием со стороны дна поршня и кольцевым пазом на этой конической поверхности, при этом боковая поверхность его выполнена рабочей только на  ее длины (см. патент РФ 2228818 С1 от 29.07 2002).
ее длины (см. патент РФ 2228818 С1 от 29.07 2002).
Его недостатки: не пригодность в использовании из-за попадания в кольцевой паз сплава, запрессовываемого в пресс-форму из камеры прессования; отрыв им образуемого пресс-остатка, получаемого литейного блока; быстрый износ рабочей части поршня из-за малой длины ее и неэффективного охлаждения поршня и его нерабочей части со значительной тепловой деформацией ее.
Задачей предлагаемого решения является эффективная теплоизоляция в зоне кольцевого паза переднего торца поршня и повышение его надежности, эффективности охлаждения поршня с уменьшением износа его рабочей поверхностии с увеличением ее длины.
Технический результат от предлагаемого узла: сведение к минимуму теплопоступлений в передний торец поршня и увеличение его надежности.. Он достигается тем, что в поршневом узле машины литья под давлением, выполненном в виде полого поршня с периферийной кольцевой полостью под теплоизоляционный материал на конической части переднего торца его, зафиксированного на передней части штока с поперечными окнами под хладагент в задней части, открытыми в его полость с расположенной в ней с боковым зазором трубкой, причем зона охлаждения поршня загерметизирована уплотнительным элементом кольцевой канавки штока, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО имеющаяся периферийная кольцевая полость заполнена твердым теплоизоляционным материалом, закрытым усеченным коническим кольцом, соединенным неразъемно с передним торцом поршня, в дно которого уперт диск, расположенный в его полости и упирающийся задним торцом в передний торец штока, в полости которого размещен хвостовик диска, имеющие общую глухую полость с открытыми в нее поперечными окна последнего, а с хвостовиком соединен передний конец трубки, открытой в его полость, с уплотнительным элементом на ее заднем конце; при этом полость штока через его поперечные окна соединена с его кольцевой канавкой с уплотнительным элементом, открытой продольными проточками присоединительной поверхности поршня в боковой зазор между ним и диском; на образованном на переднем торце поршня стержне размещена шайба, отделенная от этого торца осевым зазором, заполненным теплоизоляционным материалом и закрытым усеченным коническим кольцом, соединенным как и шайба со стержнем, неразъемно с передним торцом поршня и с этой шайбой.
Закрытием усеченным коническим кольцом, соединенным неразъемно с передним торцом поршня, периферийной кольцевой полости его с твердым теплоизоляционным материалом, исключаются попадание в нее запрессовываемого сплава, отрыв получаемого пресс-остатка от литейного блока и сводится к минимуму нагрев дна поршня.
Размещением в этой кольцевой полости твердого теплоизоляционного материала гарантируется прочность переднего торца поршня. Расположением без осевых зазоров диска между передним торцом штока и дном полости поршня обеспечивается прочность предлагаемого узла при работе.
Наличием у диска хвостовика с их общей глухой полостью, в начале которой размещен передний конец трубки с уплотнительным элементом на ее заднем конце и куда открыты поперечные окна первого, обеспечивается соединение его хвостовиком с поверхностью глухой полости штока. Выполнением в штоке поперечных окон, открытых в боковой зазор между поверхностью его глухой полости и размещенной в ней трубкой, и в кольцевую канавку штока с уплотнительным элементом, обеспечивается подвод хладагента к задней части поршня.
Формированием на внутренней резьбовой поверхности продольных проточек поршня обеспечивается соединение кольцевой канавки штока с боковым зазором между боковыми поверхностями полости первого и диском, находящимся в ней.
Образованием в диске поперечных окон соединяются между собой выше указанный боковой зазор и глухая общая полость диска и хвостовика. Фиксацией переднего конца трубки в полости хвостовика, а заднего конца ее с уплотнительным элементом в коническом дне глухой погости штока, обеспечиваются тракты подвода хладагента к поршню и отвода его нагретым из него и далее из штока. Образованием на переднем торце поршня стержня, на котором размещена неразъемно шайба с образованием торцами ее и поршня кольцевой полости под теплоизоляционный материал, упрощается изготовление такого поршня. Это решение от известных имеет новизну, существенные отличия, пригодно в промышленности и поэтому соответствует критерию ИЗОБРЕТЕНИЕ.
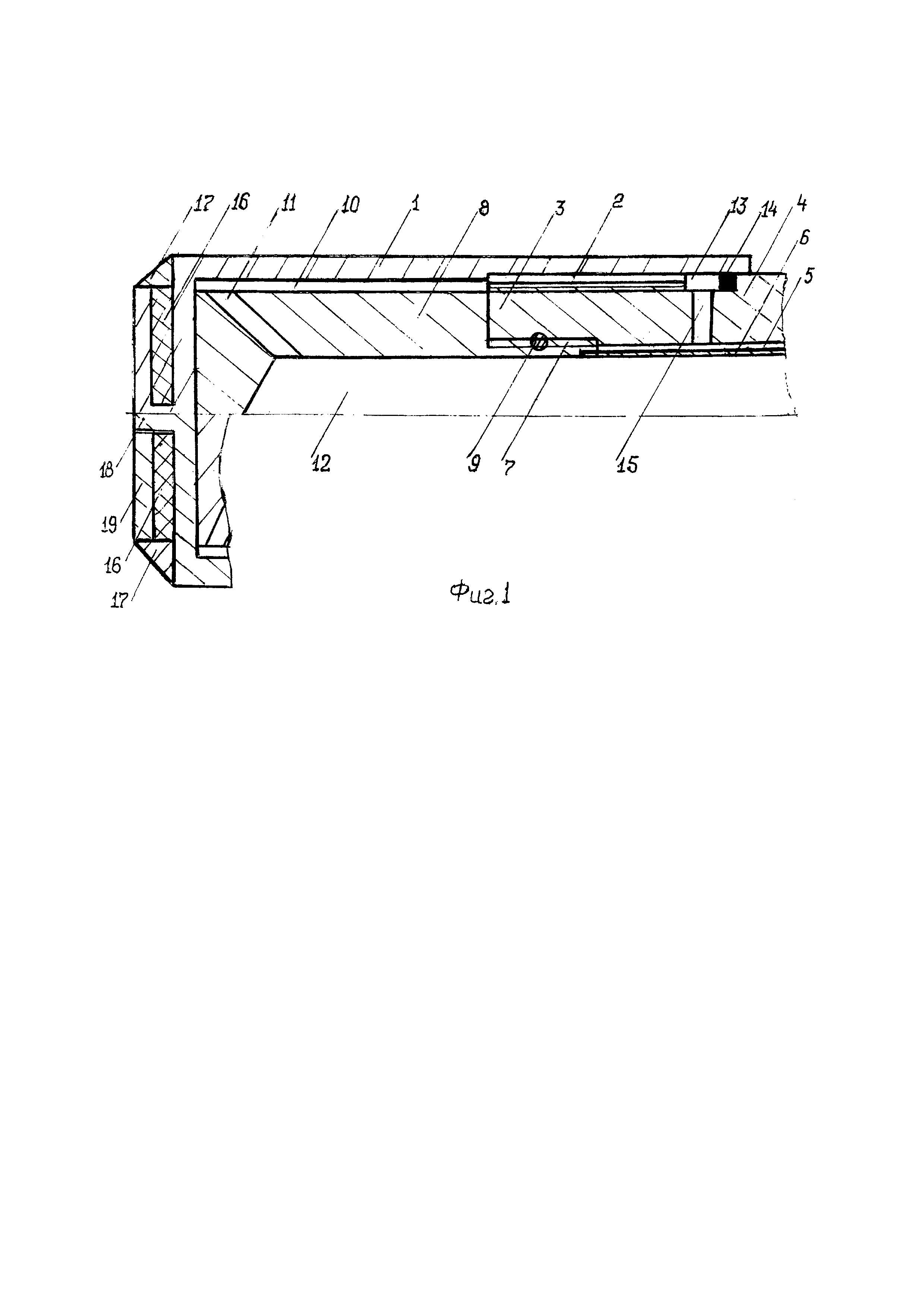
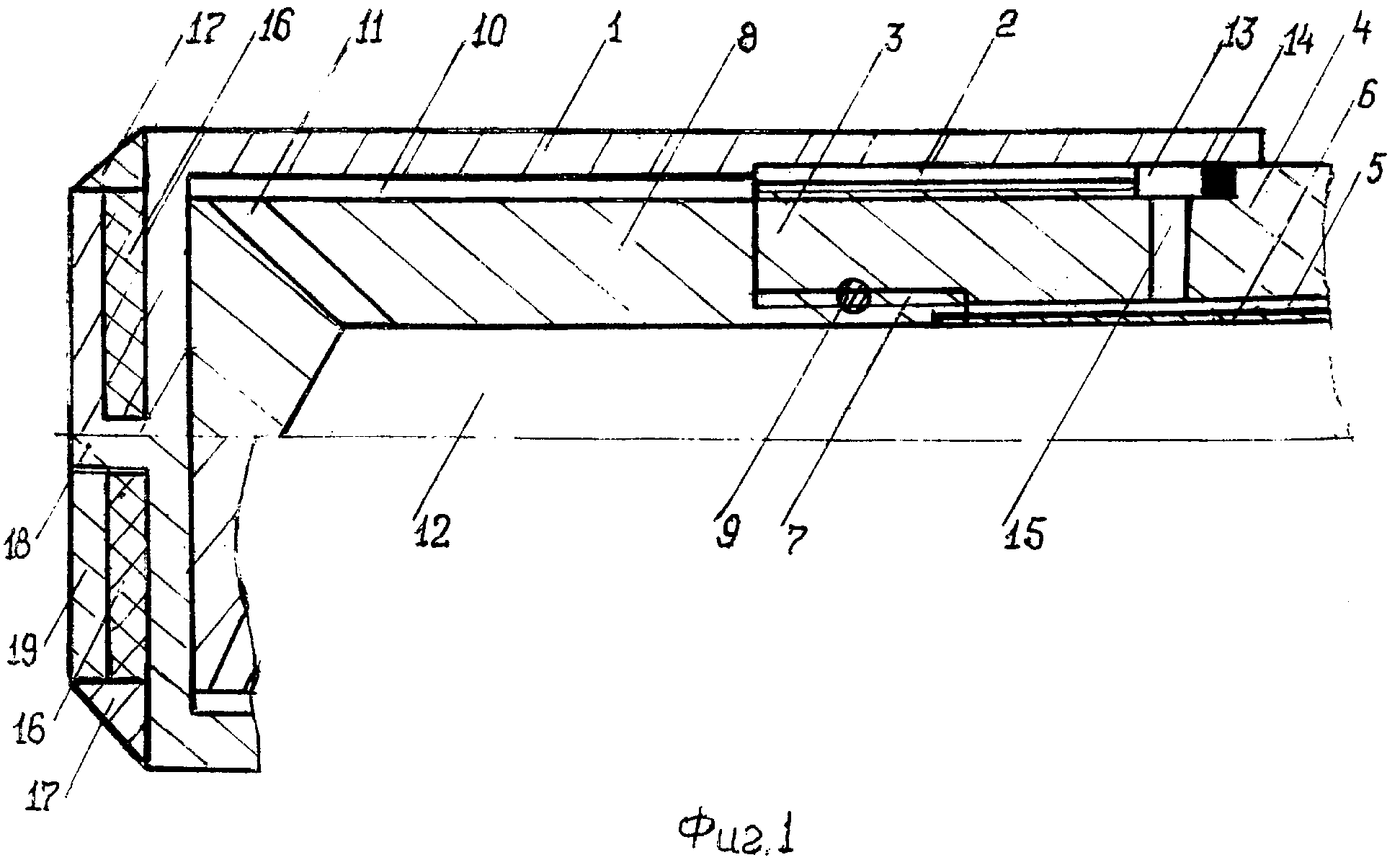
Оно представлено чертежом с фиг. 1, на которой поршневой узел содержит полый поршень 1, соединенный резьбой с продольными проточками 2 на ней с передней резьбовой частью 3 штока 4 с продольным глухим каналом 5, в котором с боковым зазором размещена трубка 6, скрепленная передним концом с хвостовиком 7 диска 8, соединенным с продольным каналом 5 штока и резьбой и штифтом 9; при этом диск 8 размещен без зазоров между передним торцом штока 4 и дном полости поршня 1; передний боковой зазор 10, образованный поверхностями полости поршня 1 и диском 8, через его поперечные наклонные окна 11 соединен с глухой полостью 12 диска 8 и хвостовика 7; задний боковой зазор 13 - кольцевая канавка с уплотнительным элементом 14 - образованный поверхностями поршня 1 и штока 4, открыт поперечными окнами 15 последнего в его продольный канал 5; зазоры 10 и 13 сообщаются между собой проточками 2 поршня 1; задний конец трубки 6 со своим уплотнительным элементом размещен в задней части глухой полости 5, что описано в патенте РФ 2179907 С2 от 22.04.2000 поэтому и здесь не показано; со стороны конической части переднего торца поршня 1 выполнена кольцевая полость, заполненная теплоизоляционным материалом 16, закрытым усеченным коническим кольцом 17, соединенным сваркой с краями этой полости с последующей зачисткой сварных швов для образования чистой конической поверхности (см. верхнюю часть фиг. 1 с п. 1 формулы); п. 2 формулы представлен в нижней части этой фигуры и отличается только передним торцом поршня, имеющим стержень 18, с которым по резьбе соединена шайба 19, образующая с торцом поршня осевой зазор, заполненный теплоизоляционным материалом 16, закрытым кольцом 17, соединенным неразъемно с поршнем и шайбой, а она также соединена со стержнем 18. Поршень 1 охлаждается так: хладагент по боковому зазору между поверхностями канала 5 и трубки 6 подводится через окна 15 в заднюю кольцевую полость 13 с охлаждением уплотнительного элемента 14 и задней части боковой поверхности поршня 1; далее хладагент по проточкам 2 резьбовой поверхности поршня 1 поступает в боковой зазор передней полости 10, охлаждая поршень 1 изнутри совместно с проточками 2 и зазорами между витками резьб поршня 1 и штока 4, охлаждая при этом до 95% внутренней боковой и частично донной поверхности его до 40°С к началу очередной запрессовки сплава в пресс- форму; это позволяет использовать всю длину наружной боковой поверхности предлагаемого поршня с возрастанием его стойкости на порядок (до 50000 запрессовок АЛ сплавов) по сравнению с прототипом и штатными поршнями литейных машин. Наличием усеченной конической втулки на поршне, закрывающей его кольцевую полость с теплоизоляционным материалом и соединенной неразъемно с ним, исключается попадание в нее сплава при работе и поэтому образующийся пресс-остаток остается на получаемом литейном блоке с повышение надежности предлагаемого узла. Использованием бетона, фарфора, фаянса и т.д. как теплоизоляционного материала для поршней с коэффициентом теплопроводности примерно 1 вт/м* °С уменьшается в несколько раз поступление тепла в поршень через его передний, торец, что снижает нагрев хладагента в зоне охлаждения поршня и уменьшает коррозию деталей узла, контактирующих с ним. Указанные материалы обладают также хорошими прочностными характеристиками, например, на сжатие, и предлагаемой схемой они сохраняют свое место положения при работе по сравнением с материалом и конструкцией прототипа. Если задаться размерами переднего торца прототипа с АЛ сплавом и бетоном в кольцевой полости предлагаемого поршня толщиной этих материалов dn=6 мм и толщинами торцовой, донной стенок и шайбы поршня dn=3 мм при перепаде температур dT=10К между передним торцом и дном поршня коэффициентами теплопроводности этих материалов соответственно 140 и 40вт/м*°С, то по закону теплопроводности Фурье для плоской 3-хслойной торцовой стенки поршня получим соотношение плотностей тепловых потоков, отведенных по этим стенкам к доньям этих поршней, q1/q2=10*40*140*0,246/0,006*180*10*40=31,89. Следовательно, предлагаемым поршнем теплопоступление в его торец как минимум в 30 раз меньше, чем в торец прототипа.
Таким образом, предлагаемым узлом его надежность за счет увеличения на порядок стойкости поршня, исключения отрыва пресс-остатка литейного блока и замедление коррозии элементов его меньшим поступление тепла в его поршень.
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)

