Результат интеллектуальной деятельности: Способ изготовления преформы рабочей лопатки вентилятора из композиционного материала
Вид РИД
Изобретение
Изобретение относится к способам изготовления деталей из композиционных материалов, а именно к способам изготовления преформ рабочих лопаток вентилятора авиационного двигателя из композиционного материала по технологии TFP (Tailored Fiber Placement - технология оптимального размещения волокна).
При изготовлении рабочей лопатки вентилятора существенной проблемой является наличие фреттинг-износа, возникающего из-за циклических микроперемещений в месте контакта хвостовика лопатки с пазом диска под действием внешних сил.
Известен способ защиты замковой части лопаток из композиционного материала от фреттинг-износа с помощью установки металлической прокладки на титановый диск, которая контактирует с замковой частью лопатки через слой материала с низким трением (US 6290466, 2001).
Недостатком известного технического решения является сложность осуществления способа, заключающаяся в необходимости изготовления дополнительных деталей и нанесения на них слоя материала с низким трением.
Известен способ изготовления преформы рабочей лопатки вентилятора (RU 2586423, 2016), в котором изготавливают преформу рабочей лопатки вентилятора, имеющую участок, образующий профильную часть лопатки, и участок, образующий хвостовик лопатки.
Недостатками известного способа является отсутствие защиты поверхности лопатки от фреттинг-износа.
Известен способ изготовления преформы рабочей лопатки вентилятора из композиционного материала (US 7942993, 2011), в котором к основе поочередно пришивают стежками фиксирующей нити множество слоев армирующего волокна, при этом предварительно формируют по меньшей мере две отдельные части преформы, и соединяют отдельные части преформы.
Недостатком известного способа также является отсутствие защиты поверхности лопатки от фреттинг-износа.
Наиболее близким к предлагаемому способу является способ изготовления преформы рабочей лопатки вентилятора из композиционного материала (RU 2609168, 2017), в котором к основе поочередно пришивают стежками фиксирующей нити из арамидного материала множество слоев армирующего волокна.
Недостатком известного способа является то, что преформу изготавливают единой, при этом на внешней поверхности преформы со стороны основы количество стежков фиксирующей нити превышает количество стежков фиксирующей нити с противоположной стороны внешней поверхности преформы пропорционально количеству слоев армирующего волокна, что не позволяет обеспечить равномерную защиту всей внешней поверхности лопатки от фреттинг-износа.
Технической проблемой, на решение которой направлено заявленное изобретение, является создание технологии изготовления преформы рабочей лопатки вентилятора из композиционного материала с хвостовиком, обладающим повышенной стойкостью к фреттинг-износу.
Технический результат заключается в повышении стойкости хвостовика рабочей лопатки вентилятора авиационного двигателя, выполненной из композиционного материала, к фреттинг-износу.
Технический результат достигается за счет того, что в способе изготовления преформы рабочей лопатки вентилятора авиационного двигателя, выполненной из композиционного материала, к основе поочередно пришивают стежками фиксирующей нити из арамидного материала множество слоев армирующего волокна, предварительно формируют по меньшей мере две отдельные части преформы, при этом части, образующие внешнюю поверхность преформы, включают участок, образующий профильную часть лопатки, и участок, образующий хвостовик лопатки, а количество слоев армирующего волокна хвостовика лопатки превышает количество слоев армирующего волокна профильной части лопатки, и соединяют отдельные части преформы таким образом, чтобы на внешней поверхности преформы рабочей лопатки находился слой армирующего волокна с максимальным количеством стежков фиксирующей нити.
Существенные признаки могут иметь развитие и продолжение:
- после формирования каждой из частей преформы растворяют их основу;
- основу частей, образующих внешнюю поверхность преформы, выполняют из арамидного материала.
Указанные существенные признаки обеспечивают решение поставленной задачи с достижением заявленного технического результата, так
как поочередное пришивание стежками фиксирующей нити из арамидного материала множества слоев армирующего волокна формирует поверхностный слой арамида, который повышает износостойкость лопатки, а формирование по меньшей мере двух отдельных частей преформы, при том что части, образующие внешнюю поверхность преформы, включают участок, образующий профильную часть лопатки, и участок, образующий хвостовик лопатки, а количество слоев армирующего волокна в хвостовике лопатки превышает количество слоев армирующего волокна в профильной части лопатки, и соединение отдельных части преформы таким образом, чтобы на внешней поверхности преформы рабочей лопатки находился слой армирующего волокна с максимальным количеством стежков фиксирующей нити, позволяет сформировать поверхность хвостовика рабочей лопатки, обладающей повышенной стойкостью к фреттинг-износу, без необходимости изготовления дополнительных деталей, усложняющих технологию изготовления преформы.
Изобретение поясняется следующим подробным описанием реализации способа изготовления преформы рабочей лопатки вентилятора из композиционного материала со ссылкой на иллюстрации, где
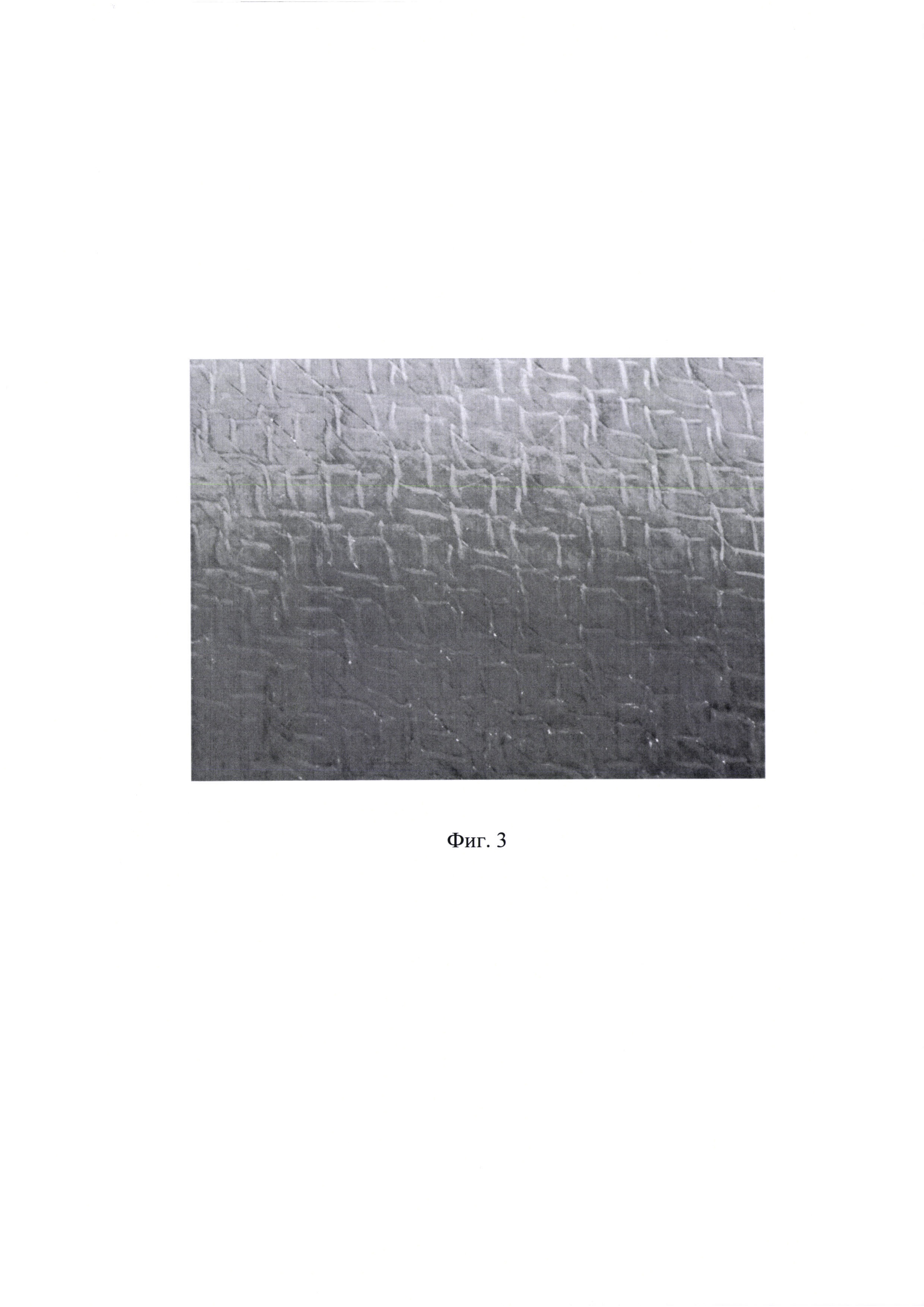
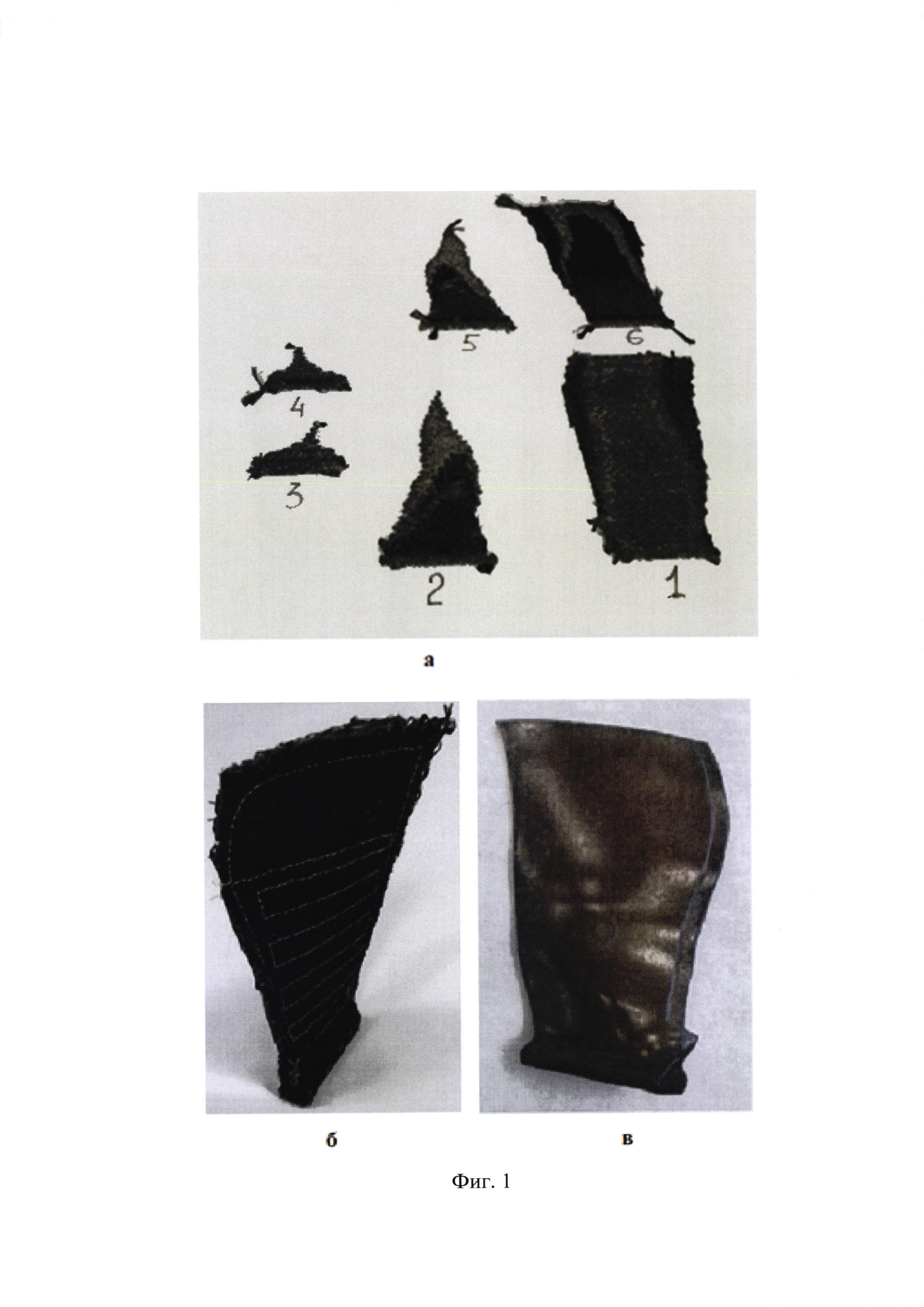
на фиг. 1 изображен внешний вид изделия на различных этапах реализации способа: а - формирование частей преформы, 6 - соединение частей в целую преформу, в - готовая рабочая лопатка;
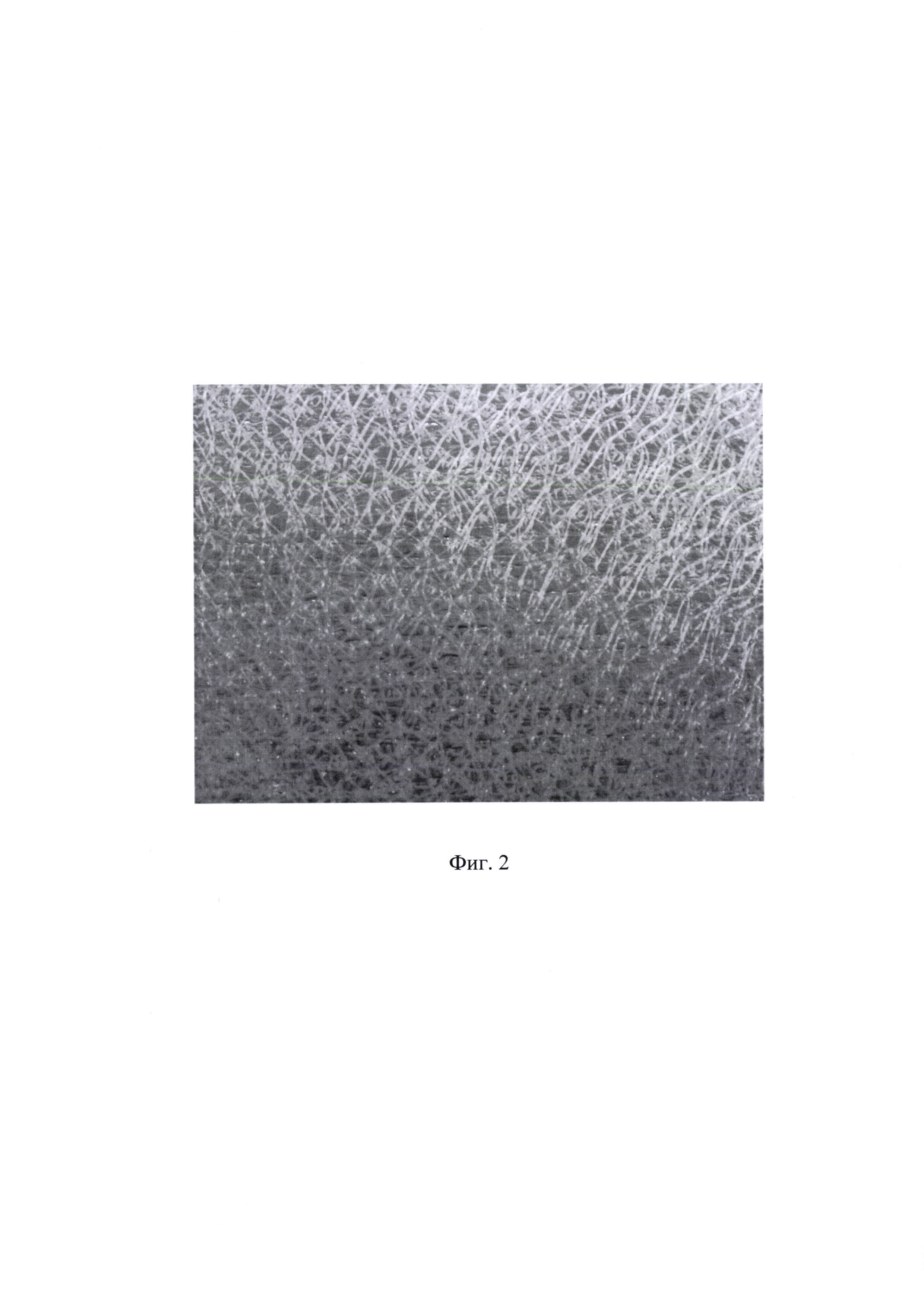
на фиг. 2 изображен внешний вид поверхности части преформы со стороны основы;
на фиг. 3 изображен внешний вид поверхности части преформы со стороны, противоположной основе.
Изобретение осуществляется следующим образом.
Способ изготовления преформы рабочей лопатки вентилятора авиационного двигателя, выполненной из композиционного материала, основан на известной технологии оптимального размещения волокна (TFP, Tailored Fiber Placement), согласно которой к основе поочередно пришивают стежками фиксирующей нити множество слоев армирующего волокна. Армирующее волокно может быть уложено в любом направлении в виде ровинга из стекло- или углеволокна с заданной плотностью с помощью станка с числовым программным управлением. В качестве материала фиксирующей нити использован арамидный материал, например, марки Kevlar.
Согласно заявленному способу, предварительно формируют по меньшей мере две отдельные части преформы (см. фиг. 1, а), при этом части, образующие внешнюю поверхность преформы, включают участок, образующий профильную часть лопатки, и участок, образующий хвостовик лопатки, а количество слоев армирующего волокна хвостовика лопатки превышает количество слоев армирующего волокна профильной части лопатки.
После формирования соединяют отдельные части преформы таким образом, чтобы на внешней поверхности преформы рабочей лопатки находился слой армирующего волокна (слой со стороны основы) с максимальным количеством стежков фиксирующей нити (фиг. 1, б).
Количество частей преформы обусловлено технологическими ограничениями на толщину пакета слоев армирующего волокна. В частности, при использовании армирующего волокна в виде ровинга и толщине одного слоя 0,63 мм, каждая из частей может содержать до 6-ти слоев в профильной части лопатки, а в хвостовике - до 9-ти слоев. При изготовлении преформы из 54-х слоев формируют шесть частей (см. фиг. 1, а), две из которых (1 и 6) образуют внешнюю поверхность преформы и включают по два участка, образующие соответственно профильную часть и хвостовик лопатки. Оставшиеся четыре внутренние части (2-5) также включают участки, образующие профильную часть и хвостовик лопатки. В частном случае реализации способа внутренние части преформы могут включать только участок, образующий хвостовик лопатки. Далее части (1 и 6), образующие внешнюю поверхность преформы, ориентируют так, чтобы слой армирующего волокна со стороны основы находился на поверхности преформы, и размещают между ними внутренние части (2-5), после чего сшивают все части друг с другом на швейной машинке крупным шагом.
В другом частном случае преформа может быть изготовлена только из двух частей, образующих внешнюю поверхность преформы и включающих участки, образующие соответственно профильную часть и хвостовик лопатки. Причем количество слоев армирующего волокна хвостовика лопатки будет превышать количество слоев армирующего волокна профильной части лопатки у каждой из частей преформы.
Поскольку в соответствии с технологией оптимального размещения волокна на поверхности каждой из частей преформы со стороны основы (фиг. 2) количество стежков фиксирующей нити увеличивается по сравнению с противоположной стороной (фиг. 3) пропорционально количеству слоев, то после соединения частей преформы максимальное количество стежков фиксирующей нити будет находиться на внешней поверхности преформы с обеих сторон. Это позволяет сформировать поверхность рабочей лопатки, обладающей повышенной стойкостью к фреттинг-износу, которая будет наибольшей в хвостовике лопатки, имеющем большее количество слоев армирующего волокна.
После формирования каждой из частей преформы основа каждой из частей может быть растворена. При этом основа может быть изготовлена, например, из поливинил алкоголя. Кроме того, основа частей, образующих внешнюю поверхность преформы, может быть выполнена из арамидного материала, что обеспечивает дополнительное повышение износостойкости преформы.
Для получения готовой рабочей лопатки преформу, изготовленную заявленным способом, пропитывают методом пропитки под давлением RTM (Resin Transfer Molding), а затем при необходимости осуществляют механическую обработку (см. фиг. 1, в).
Для подтверждения возможности достижения технического результата были проведены циклические испытания двух вариантов лопаток, одна из которых изготовлена заявленным способом с углеволокном в качестве армирующего волокна, а другая изготовлена послойным выкладыванием углеродной ткани. Обе лопатки прошли одинаковый технологический процесс пропитки и имеют одинаковые геометрические размеры.
В ходе испытаний на подвижном столе вибростенда были смоделированы близкие к эксплуатационным условия работы лопаток в двигателе, вызывающие фреттинг-износ, а именно резонансные колебания по первой изгибной форме. Для определения состояния лопаток был использован тепловой метод контроля. Предполагается, что наличие микропроскальзывания в месте закрепления лопатки и возникновение износа поверхности лопатки приводит к значительному повышению температуры и росту демпфирования.
Каждая лопатка испытывалась отдельно на двух одинаковых режимах, при этом контролировалась резонансная частота и температура на поверхности изделия.
Согласно полученным результатам, наблюдается существенный разогрев лопатки, изготовленной послойной укладкой, и стабильность температуры лопатки, изготовленной заявленным способом, что свидетельствует о наличии дополнительного источника нагрева у лопатки, имеющей послойную укладку. При отсутствии развития внутренних дефектов и одинаковых условиях испытания таким источником может является только трение в зоне проскальзывания в местах контакта хвостовика лопатки и паза испытательной оснастки.
Анализ амплитудно-частотного спектра лопаток также показал различный характер затухания колебаний двух вариантов лопаток соответственно перед испытанием, в ходе и в конце испытания. При этом лопатка, изготовленная заявленным способом, демонстрирует сохранение демпфирования колебаний в отличие от лопатки, изготовленной послойной укладкой.
Таким образом, проведенные испытания подтверждают эффективность заявленного способа изготовления преформы рабочей лопатки вентилятора из композиционного материала. Техническое решение обеспечивает повышение стойкости хвостовика рабочей лопатки вентилятора из композиционного материала к фреттинг-износу и может быть использовано при изготовлении рабочих лопаток вентиляторов авиационных двигателей.
Планетарный редуктор силовой установки
Смазочная композиция для поршневых двигателей
Установка для газодинамических испытаний
Коническая зубчатая передача
Устройство для анализа динамических процессов в рабочих колесах турбомашин
Рабочая жидкость для гидравлических систем
Рабочее колесо компрессора газотурбинного двигателя
Комплекс для подвода криогенной жидкости в емкости, газификации криогенной жидкости и хранения газа высокого давления
Способ изготовления изделий из трубных заготовок
Устройство для измерения температуры в газовом потоке
Способ нашивки объемных преформ

