Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ
Вид РИД
Изобретение
Изобретение относится к технологии изготовления контакт-деталей магнитоуправляемых герметизированных контактов (герконов) и может быть использовано в их промышленном производстве. Настоящее изобретение направлено на повышение конкурентоспособности герконов за счет снижения их себестоимости и повышения надежности.
Одна из наиболее важных проблем, имеющих место при изготовлении и эксплуатации герконов, связана со спеканием контакт-деталей. Этот процесс относится к известному явлению - термокомпрессионному холодному (без плавления) свариванию металлов [1]. Данный вид сварки обусловлен взаимной диффузией атомов соединяемых металлов и реализуется при выполнении двух условий: наличие внешнего давления, сжимающего контактирующие металлы, и температуры, равной 0,6-0,8 от температуры их плавления.
На финишной стадии изготовления контакт-детали помещают в специальную технологическую тару (стаканчики) и подвергают высокотемпературному нагреву (отжигу) в водороде при температуре 800-1100°С [2]. В результате отжига из материала контакт-деталей удаляются газообразные примеси, восстанавливается его кристаллическая структура, нарушенная при механической обработке, и улучшаются магнитные свойства.
При отжиге происходит термическое расширение контакт-деталей, находящихся в замкнутом объеме, и возникает сжимающая их механическая сила. Таким образом, реализуются необходимые условия спекания контакт-деталей. Доля контакт-деталей, подвергшихся спеканию, определяемая как отношение суммарного количества «спекшихся» деталей к их общему количеству, например, при температуре 920°С, может превышать 20%.
Спекание контакт-деталей приводит к увеличению трудоемкости процесса изготовления герконов и снижению технологического выхода годных изделий.
В процессе работы герконов контакт-детали сжимаются внешним магнитным полем и нагреваются коммутируемым током. При этом также возможно спекание («залипание») поверхностей контакт-деталей и потеря работоспособности герконов [3].
В связи указанными обстоятельствами особое значение приобретает разработка технологических приемов изготовления герконов, позволяющих минимизировать процесс спекания контакт-деталей и его влияние на параметры герконов.
Известен способ предотвращения спекания деталей из стали [4], в котором перед отжигом их поверхности покрывают водным раствором азотнокислого железа. Положительный эффект от реализации данного способа достигается тем, что при нагреве до температуры 1000-1200°С азотнокислое железо разлагается и между деталями создается экранирующая буферная пленка из оксида железа:
4Fe(NO3)3 → Fe2O3+12NO2+3O2.
Однако использование данного способа при массовом производстве герконов затруднительно по нескольким причинам:
- азотнокислое железо вызывает травление поверхности контакт-деталей, что приводит к необходимости строгой временной координации технологических операций обработки, высушивания и отжига деталей;
- при отжиге контакт-деталей в водороде слой оксида железа восстанавливается до чистого железа и исчезает его защитный эффект.
Известен способ аналогичного назначения [5], в котором перед отжигом металлические детали пересыпают порошкообразной смесью талька с окисью алюминия.
Использование предложенного способа в производстве герконов также невозможно из-за проблем, связанных со сложностью равномерного покрытия поверхности контакт-деталей буферным материалом и его удаления после отжига деталей, а также повышенной вероятностью попадания во внутренний объем герконов отдельных частиц используемой смеси, которые могут вызывать их незамыкание.
В работах [1, 6] показано, что спекание металлов затрудняется при наличии на их поверхности микровыступов. Микровыступы препятствуют сближению металлов и образованию устойчивой контактной зоны между ними.
Наиболее близким способом того же назначения к заявляемому объекту по технической сущности и достигаемому результату является способ изготовления контакт-деталей герконов, включающий формирование механическим путем из проволоки, изготовленной из железо-никелевого сплава, плоской контактирующей части, создание на поверхности контакт-деталей регулярного микрорельефа и их отжиг [7]. Описанный способ принят за прототип предполагаемого изобретения.
В известном способе с помощью технологии вибронакатывания осуществляется формирование контакт-деталей плоской ленточной формы, а также создание на их поверхности микрорельефа с радиусом выступов, равным 200-300 мкм и плотностью (10-12) шт. /мм2. В процессе вибронакатки осуществляется также отжиг контакт-деталей за счет выделения тепла, вызванного деформацией их поверхностного слоя.
К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, принятого за прототип, относится то, что он не может быть использован при производстве контакт-деталей современных герконов.
Расстояние между контакт-деталями в герконах составляет 40-200 мкм, что соизмеримо с радиусом выступов микрорельефа на поверхности деталей, получаемого в прототипе. Данное обстоятельство не позволяет получать герконы с воспроизводимыми параметрами - эффективная величина зазора в герконе будет зависеть от случайного взаимного расположения контакт-деталей.
Высокотемпературный нагрев контакт-деталей производится в процессе вибронакатки на воздухе, что приводит к неконтролируемому окислению их поверхности и затрудняет получение надежного спая контакт-деталей со стеклянным баллоном герконов.
Охлаждение деталей происходит самопроизвольно при контакте получаемой плоской ленты с механизмом ее перемещения. При этом время охлаждения ленты составляет единицы минут, что не позволяет получать оптимальные магнитные свойства материала контакт-деталей. Для этих целей используется отжиг в вакууме или водороде при скорости охлаждения магнито-мягких сплавов, не превышающей 400°С/час [2].
Таким образом, использование известного способа изготовления контакт-деталей не позволяет получать герконы с однородным зазором, надежными спаями и воспроизводимыми параметрами.
Технической задачей данного изобретения является улучшения эксплуатационных характеристик герконов.
Технический результат заключается в повышении качества изготовления герконов за счет улучшения эксплуатационных параметров, а именно: увеличение прочности спая контакт-деталей герконов и снижение склонности контакт-деталей к залипанию.
Данный технический результат достигается тем, что в способе изготовления контакт-деталей герконов, включающем формирование механическим путем из проволоки, изготовленной из железо-никелевого сплава, плоской контактирующей части, для создания на поверхности контакт-деталей регулярного микрорельефа проводят травление контакт-деталей в нагретой до 60°С соляной кислоте в течении 1-5 минут, в результате чего на поверхности контакт-деталей формируют микрорельеф со среднеарифметическим отклонением профиля (Ra) от 0,08 до 0,16 мкм, а отжиг проводят в атмосфере сухого водорода при максимальной температуре, равной 920°С.
Выбор значений Ra обусловлен следующими обстоятельствами. При Ra≤0,08 мкм не наблюдается заметного эффекта снижения спекаемости контакт-деталей при отжиге.
При Ra≥0,16 мкм спекаемость контакт-деталей полностью отсутствует.
Положительный эффект от использования данного способа обусловлен тем, что на поверхности контакт-деталей перед их отжигом создают определенный микрорельеф. В результате повышается качество изготовления герконов.
Таким образом, сопоставительный анализ предложенного технического решения и уровня техники позволяет установить, что заявленное изобретение соответствует требованию «новизна» и «изобретательский уровень».
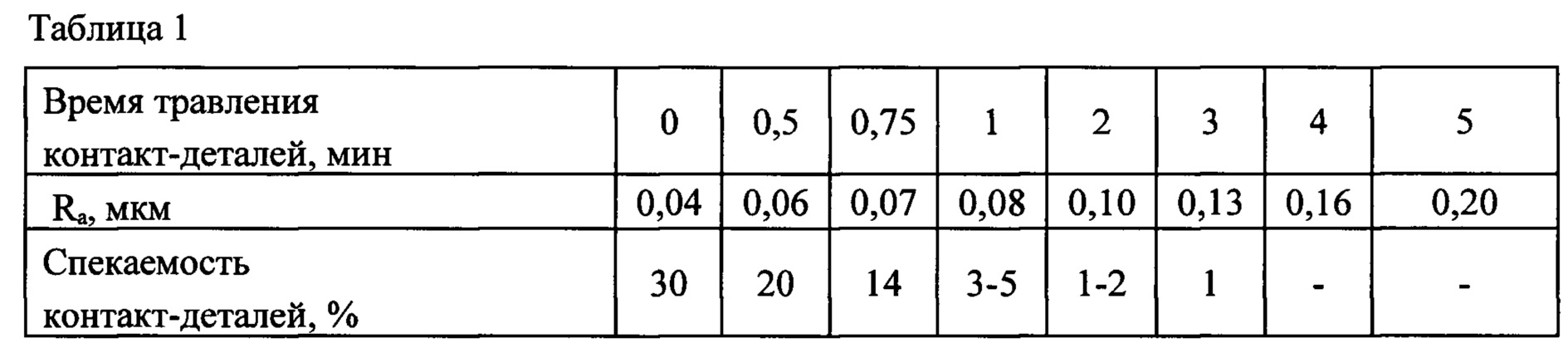
Предложенный способ изготовления контакт-деталей герконов поясняется фиг. 1-2, где на фиг. 1 приведено изображение поверхности цилиндрической части контакт-деталей в режиме вторичных электронов, на фиг. 2 - рентгеновский спектр поверхностного слоя контакт-деталей в месте их спекания.
Способ реализуется следующим образом.
Типовая схема технологического маршрута изготовления контакт-деталей герконов состоит из нескольких последовательных обязательных операций: ультразвуковая очистка проволоки, выполненной из магнитомягкого материала в техническом моющем средстве; механическая штамповка, при которой формируется плоская (плющенная) часть контакт-деталей; обезжиривание контакт-деталей в перхлорэтилене; затаривание контакт-деталей в специальные стаканчики и их ультразвуковая промывка в перхлорэтилене; высокотемпературный нагрев контакт-деталей в сухом водороде.
В процессе отжига происходит неизбежное спекание контакт-деталей. Типичный след, оставшийся после спекания цилиндрических частей контакт-деталей, приведен на фиг. 1. Из него следует, что в месте спекания контакт-деталей образуется валик, характерные размеры которого составляют десятки микрон. При этом химический состав валика практически не отличается от состава исходного материала - фиг. 2.
Критическая температура начала спекания контакт-деталей составляет ~800°С. Количество спекшихся контакт-деталей зависит от максимальной температуры и продолжительности отжига. Так, например, отжиг при температуре 850°С в течение 20 минут приводит к спеканию 5-8% контакт-деталей, а увеличение температуры до 920°С сопровождается спеканием уже 20-30% контакт-деталей. Для минимизации спекания контакт-деталей приходится снижать температуру их отжига, что негативно сказывается на качестве получаемых герконов.
Спекание контакт-деталей может быть существенным образом уменьшено при создании на их поверхности регулярного микрорельефа (шероховатости).
При реализации предлагаемого способа для контролируемого изменения микрорельефа поверхности контакт-деталей, изготовленных их проволоки Dilaton 52, использовалось их травление в нагретой до 60°С соляной кислоте [8]. Шероховатость поверхности контакт-деталей контролировалась профилографом - профилометром Модели 201 и определялась по величине Ra.
После травления контакт-детали с известной шероховатостью отжигались в конвейерной печи в атмосфере сухого водорода при максимальной температуре, равной 920°С, обеспечивающей достижение оптимальных механических и магнитных свойств материала контакт-деталей.
После отжига определялась спекаемость контакт-деталей. Полученные результаты приведены в таблице 1
Из таблицы следует, что, начиная с Ra, равного 0,08 мкм, спекаемость контакт-деталей существенно уменьшается и далее при достижении Ra, равного 0,16 мкм, стабилизируется на нулевом уровне. При этом спекаемость контрольных партий контакт-деталей, не прошедших операции химического травления, составляла ~25%.
Таким образом, приведенный пример реализации предлагаемого способа демонстрирует его высокую эффективность.
Технический результат от использования предлагаемого технического решения обусловлен следующими обстоятельствами:
- механическая прочность спая герконов увеличивается на 5-10%;
- повышается максимальная температура отжига контакт-деталей в водороде до 920°С, что позволяет улучшить эксплуатационные параметры герконов;
- снижается склонность контакт-деталей герконов к залипанию.
Источники информации.
1. А.В. Люшинский. Диффузионная сварка разнородных материалов. - М.: Академия. - 2006 г. - 208 с.
Способ изготовления контакт-деталей герконов, включающий формирование механическим путем из проволоки, изготовленной из железо-никелевого сплава, плоской контактирующей части, создание на поверхности контакт-деталей регулярного микрорельефа и их отжиг, отличающийся тем, что для создания на поверхности контакт-деталей регулярного микрорельефа проводят травление контакт-деталей в нагретой до 60°С соляной кислоте в течение 1-5 минут, в результате чего на поверхности контакт-деталей формируют микрорельеф со среднеарифметическим отклонением профиля (R) от 0,08 до 0,16 мкм, а отжиг проводят в атмосфере сухого водорода при максимальной температуре, равной 920°С.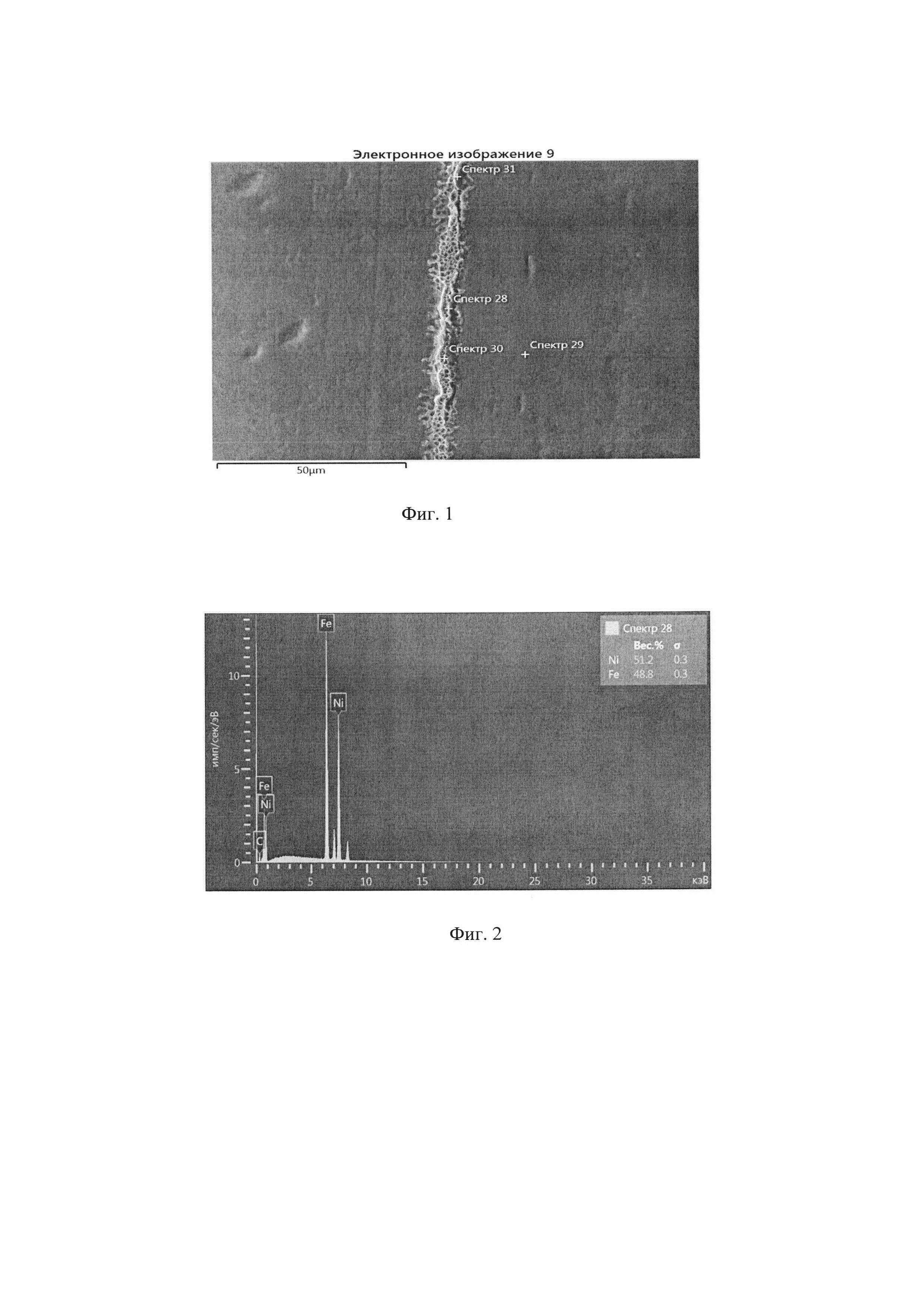
Способ легирования кремния
Способ легирования полупроводниковых пластин
Способ изготовления высоковольтного вакуумного геркона
Магнитная система подвески для электрохимической обработки контакт-деталей герконов
Способ термической обработки контакт-деталей герконов
Подвеска для гальванической обработки контакт-деталей герконов
Подвеска для электрохимической обработки контакт-деталей герконов
Магнитная система подвески для гальванической обработки контакт-деталей герконов
Подвеска для нанесения гальванических покрытий на малоразмерные ферромагнитные детали
Способ измерения влажности вискозного волокна
Магнитоуправляемый герметизированный контакт
Способ управления газоразрядной индикаторной панелью постоянного тока
Способ изготовления холодного катода гелий-неонового лазера
Способ изготовления электродов электронных приборов
Устройство измерения потенциала поверхности диэлектрических покрытий
Способ изготовления высоковольтного вакуумного геркона
Способ регулирования взаимного расположения контакт-деталей геркона
Подвеска для нанесения гальванических покрытий на контакт-детали герконов
Магнитная система подвески для электрохимической обработки контакт-деталей герконов

