Результат интеллектуальной деятельности: СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ
Вид РИД
Изобретение
Изобретение относится к технологии термической обработки контакт-деталей герконов и может быть использовано в их серийном производстве. Направлено настоящее изобретение на получение герметичных металлостеклянных спаев герконов.
К одной из наиболее важных проблемам, возникающих при изготовлении герконов, относится образование в их спаях дефектов в виде газообразных включений (газовых пузырей). Наличие газовых пузырей приводит к натеканию герконов, снижают прозрачность спая, его электрическую и механическую прочность.
На особенности образования спаев герконов оказывают влияние форма и геометрические размеры конструкционных элементов, соотношение коэффициентов термического расширения металла и стекла, а также класс шероховатости поверхности контакт-деталей [1].
К источникам образования пузырей относятся газы, выделяющиеся при формировании спая из его элементов, а также газы, образующиеся в результате реакций окисления примесей и органических включений, находящихся в приповерхностном слое контакт-деталей [2].
Газы растворяются в металле в процессе его производства. Часть примесей (углерод, сера, фосфор, кремний, марганец и др.) целенаправленно вводят в состав железо-никелевых сплавов, используемых при изготовлении контакт-деталей герконов, для получения необходимых механических и магнитных свойств.
Загрязнение поверхности изделий из металлов органическими веществами происходит в процессе их изготовления при волочении или прокате из-за применения смазок, содержащих углеводородные соединения.
Для уменьшения содержания растворенных в металлах газов (обезгаживания), осуществляют их высокотемпературный нагрев (отжиг) в водороде или вакууме.
Удалению с поверхности контакт-деталей примесей, приводящих к образованию газовых пузырей (углерода и его соединения, серы, фосфора), способствуют отжиги контакт-деталей в кислородосодержащей атмосфере, сухом или влажном водороде. Данные примеси в результате реакций с водородом и кислородом переходят в газообразное состояние и выводятся из зоны нагрева.
Известен способ термической обработки деталей из металлов, предназначенных для образования спая со стеклом [3], в котором непосредственно перед формированием спая осуществляют термообработку данных деталей в инертной среде при температуре на 30-70°С превышающей температуру образования спая. В результате обеспечивается эффективное обезгаживание металла и снижается количество пузырей в стеклянной части спаев.
Использование известного способа для изготовления спаев герконов не представляется возможным. Данное обстоятельство связано с тем, что температура образования спая герконов составляет 960-1000°С. Поэтому термообработка контакт-деталей герконов в диапазоне температур 1000-1070°С приведет к их массовому (более 70%) спеканию и катастрофическому снижению процента выхода годных изделий.
Процесс спекания контакт-деталей относится к известному явлению - диффузионному холодному (без плавления) свариванию металлов [4]. Спекание контакт-деталей - негативный эффект, приводящий к увеличению трудоемкости процесса изготовления герконов и снижению технологического выхода годных изделий.
Известен способ обработки поверхности контакт-деталей герконов [5], в котором для удаления углеводородных соединений предложено осуществлять их отжиг в кислородсодержащей атмосфере при температуре 380-580°С.
Самостоятельное использование данного способа в технологии изготовления герконов невозможно из-за низкой температуры обработки материала контакт-деталей, не обеспечивающей получение необходимых магнитных свойств. Для этого необходим высокотемпературный отжиг контакт-деталей при температуре, превышающей 800°С [6].
Известен способ комплексной высокотемпературной обработки деталей из металлов [7], в котором применяется их отжиг в вакууме при температуре 1000-1100°С и последующее термовоздушное оксидирование при температуре 400-500°С.
Данный способ обеспечивает глубокое обезуглероживание поверхности металлов, однако не может быть непосредственно использован в производстве герконов по нескольким причинам.
В условиях массового производства осуществлять отжиг контакт-деталей в вакууме нерентабельно. В качестве альтернативы используется отжиг контакт-деталей в инертной среде (водород, азот) в конвейерных печах непрерывного действия. Кроме того, используемая при отжиге температура, равная 1000-1100°С, приведет к массовому спеканию контакт-деталей.
После заключительного этапа термовоздушного оксидирования на поверхности контакт-деталей, изготавливаемых из железо-никелевых сплавов, образуется покрытие толщиной в несколько микрон, состоящее из оксидов железа. Это покрытие необходимо удалять трудоемким химическим травлением перед нанесением гальванического покрытия на рабочую часть контакт-деталей.
Наиболее близким способом того же назначения к заявляемому объекту по технической сущности и достигаемому результату является способ термической обработки контакт-деталей герконов, включающий их окислительный отжиг в воздушной атмосфере и восстановительный отжиг в водороде [8]. Описанный способ принят за прототип предполагаемого изобретения.
В известном способе детали пропускают через конвейерную печь с двумя индивидуальными зонами нагрева. Термообработку осуществляют при скорости движения деталей через печь, равной 30 м/мин. При этом окислительный отжиг производят при температуре 280-320°С в течение 25-32 с, а восстановительный отжиг -при температуре 850-920°С в течение 8-10 с.
К причинам, препятствующим достижению требуемого технического результата при использовании известного способа, принятого за прототип, относятся следующие обстоятельства.
При используемой скорости движения деталей через конвейерную печь скорости их нагрева и охлаждения составляют 4000-5000°С/час, что не позволяет получить удовлетворительные магнитные свойства обрабатываемых материалов [6].
Применяемые при окислительном отжиге температуры не обеспечивают глубокое обезуглероживание поверхности железо-никелевых сплавов, необходимое для получения качественных спаев. Для этого, как отмечается в работе [9], необходимы температуры, превышающие 700°С.
Таким образом, непосредственное использование известного способа термической обработки контакт-деталей в условиях массового производства герконов не представляется возможным. Он не позволяет получать герконы с качественными спаями, свободными от газовых пузырей.
Технической задачей изобретения является повышение качества спаев герконов.
Технический результат заключается в выборе новой последовательности отжигов контакт-деталей и условий их выполнения.
Данный технический результат достигается тем, что в способе термической обработки контакт-деталей герконов, включающем их окислительный отжиг в воздушной атмосфере и восстановительный отжиг в водороде, последовательно производят в течение 15-25 минут очищающий отжиг контакт-деталей в сухом водороде при максимальной температуре 700-780°С и окислительный отжиг в воздушной атмосфере при максимальной температуре 550-650°С, а затем в течение 5-15 минут восстановительный отжиг в сухом водороде при максимальной температуре 800-850°С.
Выбор условий проведения отжигов обусловлен следующими обстоятельствами.
При температуре очищающего отжига ≤700°С, на поверхности контакт-деталей, прошедших полный цикл обработки, фиксируются отдельные дефектные области (пятна) с низкой шероховатостью. Начиная с температуры отжига, равной 780°С, наблюдается заметное (более 1,0%) спекание контакт-деталей.
При температуре окислительного отжига ≤500°С, не достигается достаточная очистка поверхности контакт-деталей от примесей и в спаях герконов образуются газовые пузыри.
При температуре окислительного отжига ≥650°С возрастает до 5-10% спекаемость контакт-деталей на последующей стадии восстановительного отжига. В этом случае на поверхности контакт-деталей образуется шероховатое губчатое покрытие [7] и их спекание обусловлено не только диффузионными процессами, но и возникновением дополнительного механического сцепления между поверхностями деталей.
При температуре восстановительного отжига ≤800°С, не достигаются требуемые магнитные свойства материала контакт-деталей, что приводит к ухудшению эксплуатационных параметров герконов. При температуре восстановительного отжига ≥850°С до 5-10% возрастает спекаемость контакт-деталей.
Продолжительность очищающего и окислительного отжигов составляет 15-25 минут. Она выбрана с учетом двух альтернативных требований: обеспечение максимальной производительности конвейерных печей и получение герметичных, механически прочных спаев герконов, не содержащих газовых пузырей.
Продолжительность восстановительного отжига составляет 5-15 минут. В этом случае при максимально возможной производительности конвейерной печи обеспечивается получение требуемых магнитных свойства материала контакт-деталей.
Положительный эффект от использования изобретения обусловлен получением герметичных, не содержащих газовых пузырей, спаев герконов.
Таким образом, сопоставительный анализ предложенного технического решения и уровня техники позволил установить, что заявленное изобретение соответствует требованию «новизна» и «изобретательский уровень».
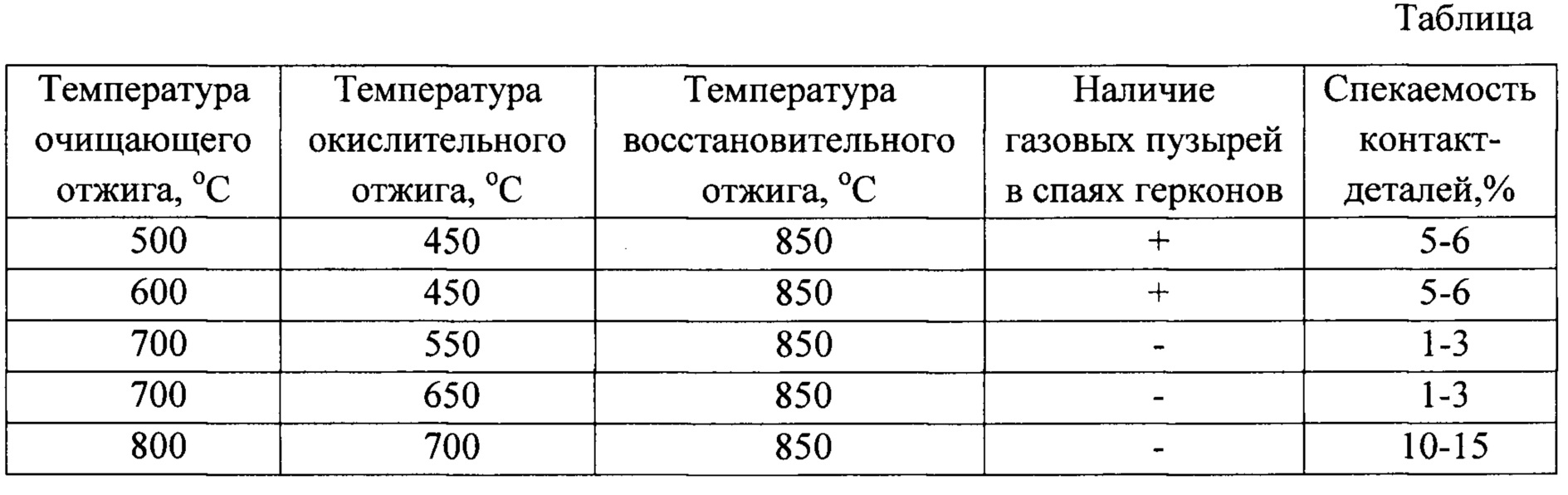
Заявляемый способ изготовления контакт-деталей герконов поясняется фиг. 1-2, где на фиг. 1 представлены фотографии спаев герконов, а на фиг. 2 - фотографии поверхности контакт-деталей, окисленных на воздухе при температуре 600°С.
Способ реализуется следующим образом.
Проволока, изготовленная из железо-никелевого сплава, проходит ультразвуковую очистку в техническом моющем средстве. После этого осуществляется механическая штамповка проволоки, при которой формируется плоская (плющенная) часть контакт-деталей; обезжиривание контакт-деталей в перхлорэтилене и их затаривание в стаканчики.
Затем последовательно производят в течение 15-25 минут очищающий отжиг контакт-деталей в сухом водороде при температуре 700-780°С и окислительный отжиг в воздушной атмосфере при температуре 550-650°С, а также восстановительный отжиг в сухом водороде в течение 5-15 минут при температуре 800-850°С. Заключительной является операция заварки герконов, при которой образуются металлостеклянные спаи.
Качество получаемых спаев однозначно определяется условиями выполнения отжига контакт-деталей.
Финишный отжиг контакт-деталей герконов в водороде при температуре 800-850°С [2,10] обеспечивает решение нескольких задач:
- увеличение магнитной проницаемости материала контакт-деталей;
- удаление из объема контакт-деталей растворенных газов;
- восстановление на поверхности контакт-деталей оксидов железа до чистого металла (3Fe2O3→2Fe3O4→6FeO→6Fe);
- перевод примесей, содержащихся в приповерхностном слое материала контакт-деталей (потенциальных источников пузырей), в газообразное состояние: S+2Н2=H2S; 2Р+3Н2=2РН3; Cl2+Н2=2HCl.
Особое влияние на интенсивность образования газовых пузырей оказывает углерод. Он может находиться как в объеме, так и на поверхности контакт-деталей в различных состояниях: чистый углерод, карбид железа и углеводородные соединения. В ряде случаев отжиг в водороде обеспечивает достаточно полное обезуглероживание материала контакт-деталей в результате следующих реакций:

Ситуация усложняется, если на поверхности контакт-деталей присутствуют углеводородные соединения. При отжиге в водороде эти соединения не удаляются, а модифицируются в процессе гидрирования - углеводороды при нагревании взаимодействуют с водородом с образованием высших углеводородов, например:

В процессе образования спая эти углеводороды окисляются кислородом, выделяющимся из стекла, с образованием газовых пузырей, состоящих из углекислого газа и паров воды:

Загрязнение поверхности проволоки, из которой изготавливаются контакт-детали, углеводородными соединениями происходит на этапе ее изготовления (волочения). Степень загрязнения проволоки носит случайный характер и может существенно отличаться в пределах одной и той же партии. Таким же непредсказуемым образом возникает и массовый брак герконов в виде образования в спаях газовых пузырей - фиг. 1.
Данная проблема решена за счет использования окислительного отжига контакт-деталей в кислородосодержащей атмосфере при температуре 550-650°С. Он обеспечивает эффективное удаление углеводородов (реакция 3), а также дополнительное обезуглероживание поверхности контакт-деталей в результате окисления углерода и его соединений с последующим переводом их в газообразные продукты [8]:

Таким образом, комбинация окислительного и восстановительного отжигов, обеспечивает глубокую очистку приповерхностного слоя контакт-деталей от газообразующих примесей и гарантирует получение качественных (без газовых пузырей) спаев герконов.
Однако, попытки применения данной комбинации отжигов выявили важное обстоятельство, не позволяющее ее непосредственное использование в производстве герконов: в процессе окислительного отжига на поверхности контакт-деталей формируется неоднородное пористое покрытие, состоящее из оксидов железа - фиг. 2. Характерные размеры дефектных областей поверхности контакт-деталей, не содержащих оксидов, могут достигать единиц мм.
Последующий восстановительный отжиг в водороде не выравнивает поверхность контакт-деталей - дефектные области преобразуются в пятна с меньшей, чем остальная поверхность шероховатостью.
Наличие таких пятен на поверхности контакт-деталей, во-первых, недопустимо по техническим условиям - такие контакт-детали являются браком. Во-вторых, пятна приводят к неоднородности по толщине и отслаиванию гальванических защитных покрытий, которые наносятся на плющенные части контакт-деталей.
Причина образования пятен на поверхности контакт-деталей связана с их обработкой в перхлоэтилене. При этом на поверхности деталей остаются локально расположенные следы перхлорэтилена, которые препятствуют окислению их поверхности при отжиге. Для удаления хлоросодержащих загрязнений использован дополнительный (очищающий) отжиг контакт-деталей в сухом водороде при температуре 700-780°С. При этом перхлорлорэтилен восстанавливается с образованием углерода и соляной кислоты:
CCl2=CCl2+2Н2=2С+4HCl.
Углерод взаимодействует с водородом по реакциям (1) и удаляется из зоны нагрева.
Таким образом, использование дополнительного очищающего отжига контакт-деталей в водороде способствует полному удалению с их поверхности остатков перхлорэтилена и обеспечивает ее последующее равномерное окисление.
Результаты испытаний герконов, изготовленных по предлагаемому способу, приведены таблице.
Примечания.
Контакт-детали изготавливались из проволоки Dtlaton-52 диаметром 0,45 мм. Спекаемость контакт-деталей после отжигов определялась, как отношение числа «спекшихся» контакт-деталей к их полному исходному количеству.
Из таблицы следует, что при соблюдении рекомендованных условий отжигов, газовые пузыри в спаях герконов отсутствуют.
Таким образом, приведенный пример реализации предлагаемого способа демонстрирует его высокую эффективность при изготовлении герконов с герметичными спаями, не содержащими газовых пузырей.
Источники информации.
1. Б. Роус.Стекло в электронике. - М.: Советское радио. - 1969 г., с. 99.
2. М.П. Любимов. Спаи металла со стеклом. - М.: Энергия. - 1968 г., с. 14, 52.
3. Н.Н. Максимов, А.А. Корявин. Способ соединения стекла с металлом или ферритом. SU 1587023 А1, С03С 27/02, опубл. 23.08.90.
4. А.В. Люшинский. Диффузионная сварка разнородных материалов. - М.: Академия. - 2006 г. - 208 с.
5. Toshiki, Chihiro. Method of Manufacturing Reed Switches with oxidized Rhodium contacts. JA 3813508, H01H 1/02, H01H 1/66. Filing Date 26.01.1973.
6. Межгосударственный стандарт. Сплавы прецизионные магнито-мягкие. ГОСТ 10160-75. Дата ведения стандарта 09.04.75 г.
7. А.И. Савенко, Е.Н. Гладков, В.Н. Букорев. Способ термической обработки магнито-мягких сплавов. SU 1772174 А1, C21D /04, опубл. 30.10.92.
8. А.Ф. Пименов, В.Н. Скороходов и др. Способ изготовления стальных холоднокатаных листов. SU 986944, C21D 9/46, опубл. 09.01.83.
9. Ш.Б. Манюров. Разработка технологии снижения поверхностного окисления и обезуглероживания стальных заготовок при нагреве с применением защитных покрытий. - Диссертация на соискание ученой степени к.т.н. - М. - 2014 г., с. 14.
10. С.М. Карабанов, P.M. Майзельс, В.Н. Шоффа. Магнитоуправляемые контакты (герконы) и изделия на их основе. - Долгопрудный: Изд. Дом «Интеллект». - 2011 г. - с. 78-79.
Способ термической обработки контакт-деталей герконов, включающий окислительный отжиг в воздушной атмосфере и восстановительный отжиг в водороде, отличающийся тем, что последовательно производят в течение 15-25 мин очищающий отжиг контакт-деталей в сухом водороде при максимальной температуре 700-780°С и окислительный отжиг в воздушной атмосфере при максимальной температуре 550-650°С, а затем в течение 5-15 мин восстановительный отжиг в сухом водороде при максимальной температуре 800-850°С.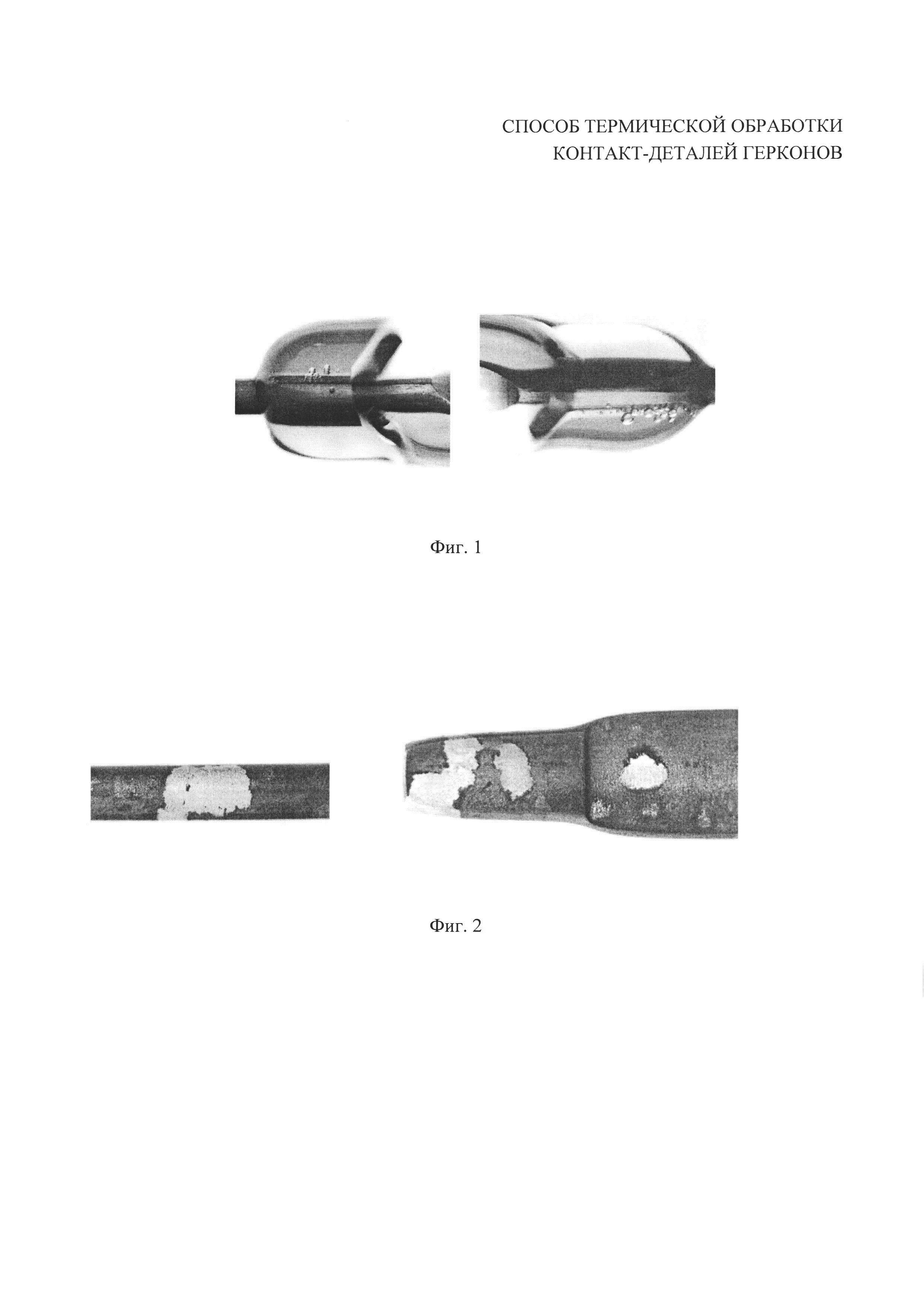
Способ легирования кремния
Способ легирования полупроводниковых пластин
Способ изготовления высоковольтного вакуумного геркона
Магнитная система подвески для электрохимической обработки контакт-деталей герконов
Подвеска для гальванической обработки контакт-деталей герконов
Способ изготовления контакт-деталей герконов
Подвеска для электрохимической обработки контакт-деталей герконов
Магнитная система подвески для гальванической обработки контакт-деталей герконов
Подвеска для нанесения гальванических покрытий на малоразмерные ферромагнитные детали
Способ измерения влажности вискозного волокна
Магнитоуправляемый герметизированный контакт
Способ управления газоразрядной индикаторной панелью постоянного тока
Способ изготовления холодного катода гелий-неонового лазера
Способ изготовления электродов электронных приборов
Устройство измерения потенциала поверхности диэлектрических покрытий
Способ изготовления высоковольтного вакуумного геркона
Способ регулирования взаимного расположения контакт-деталей геркона
Подвеска для нанесения гальванических покрытий на контакт-детали герконов
Магнитная система подвески для электрохимической обработки контакт-деталей герконов

