Результат интеллектуальной деятельности: Способ сварки труб большого диаметра
Вид РИД
Изобретение
Изобретение относится к производству труб большого диаметра, в частности, сварке сформованных цилиндрических заготовок.
В настоящее время все большее применение в этой области получает лазерная и лазерно-дуговая сварка из-за возможности уменьшения погонной энергии при одновременном увеличении глубины проплавления и скорости сварки.
Известен способ многослойной сварки труб из патента RU № 2511191, включающий стыковку кромок и наложение прихваточного шва дуговой сваркой, после чего лазерной или гибридной лазерно-дуговой сваркой накладывают основной рабочий шов с переправлением прихваточного шва и проплавлением притупления кромок. Способ позволяет значительно уменьшить погонную энергию и повысить механические свойства металла шва.
Прихваточный шов, который накладывают первым, необходим только для предотвращения перемещения кромок относительно друг друга при последующей сварке рабочего шва и появления «горячих трещин» во время кристаллизации металла. Прихваточный шов, безусловно, необходим при выполнении первого рабочего шва многодуговой сваркой, когда ширина и длина сварочной ванны достигает соответственно нескольких десятков и сотен миллиметров, когда кристаллизация её занимает продолжительное время, превышающее по величине время прохождения сечения ванны через роликовые обоймы (балки) клети сборочно-сварочного стана.
Наложенный прихваточный шов закрывает стык кромок, и при последующей лазерной сварке точное наведение луча на этот стык для проплавления обеих кромок притупления становится очень сложной задачей.
Технической проблемой заявляемого изобретения является сложность наведения лазерного луча на стык кромок после выполнения прихваточного шва.
Техническим результатом заявляемого способа является повышение производительности процесса сварки и упрощение системы наведения лазерного луча на стык кромок.
Заявленный технический результат достигается за счёт того, что в способе сварки труб большого диаметра используют трубную заготовку с притуплением кромок без прихваточного шва, трубную заготовку размещают в сборочно-сварочной клети сборочно-сварочного стана, где с помощью роликовых балок выравнивают кромки по высоте и сжимают трубную заготовку на всем протяжении сборочно-сварочной клети, после чего осуществляют наложение рабочего шва лазерной или гибридной лазерно-дуговой сваркой с проплавлением притупления, причем лазерную головку располагают так, чтобы сварочная ванна находилась посередине длины роликовых балок.
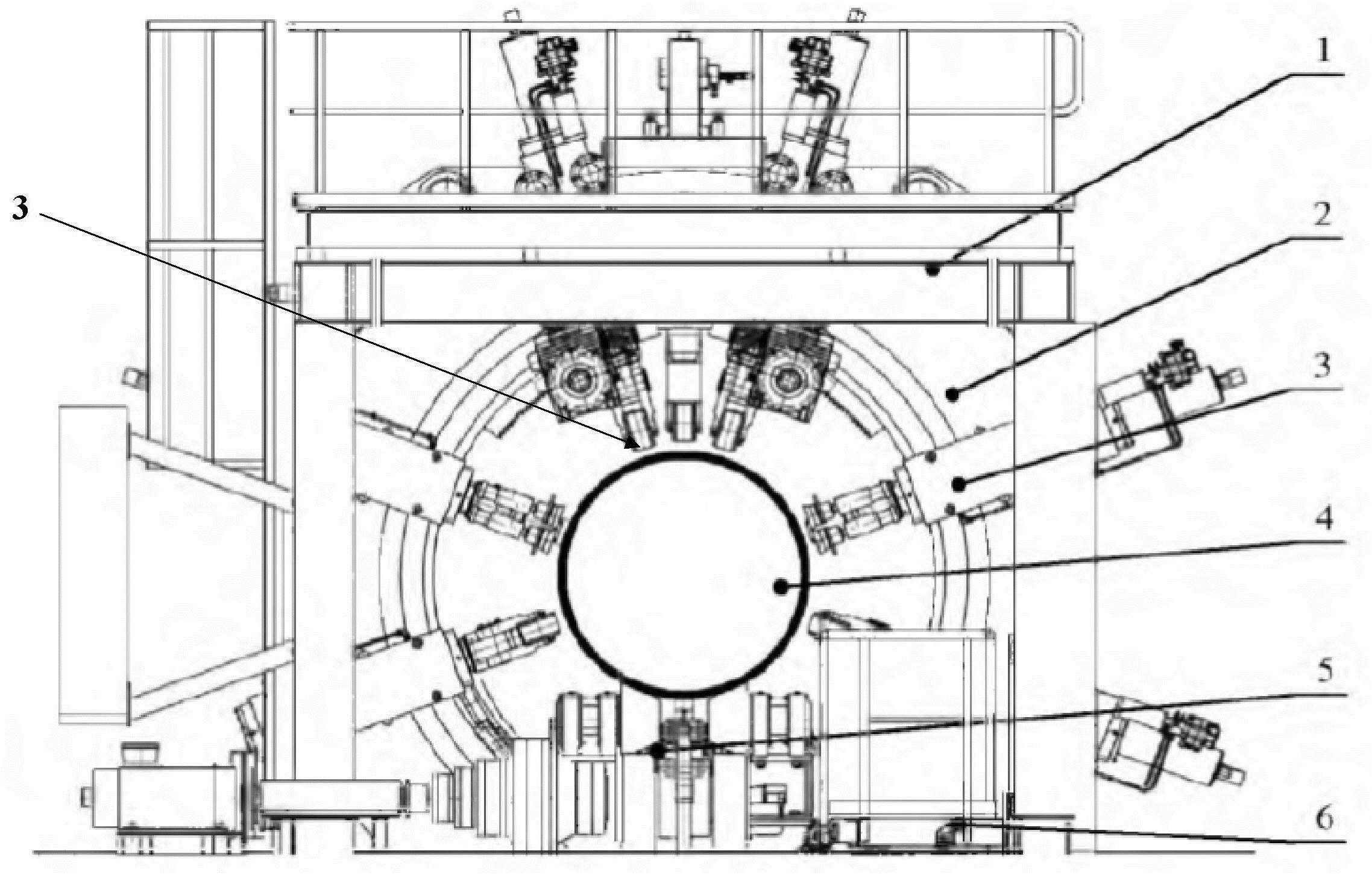
Заявляемый способ поясняется с помощью фигуры, на которой показан вид на сборочно-сварочный стан со стороны подачи трубной заготовки и позициями 1-6 обозначены:
1 – платформа;
2 – сборочно-сварочная клеть;
3 – роликовая балка;
4 – трубная заготовка;
5 – цепной транспортёр;
6 – площадка.
Способ осуществляют следующим образом.
Для сварки используют трубную заготовку с притуплением кромок без наложения прихваточного шва. Трубная заготовка 4 поступает в сборочно-сварочную клеть 2 посредством цепного транспортера 5.
На платформе 1 расположены колонна со сварочной головкой и механизмами регулирования вертикального и горизонтального положения сварочной головки, бухта сварочной проволоки, источник питания электрической дуги и другие вспомогательные устройства.
Площадка 6 – это рабочее место оператора-сварщика. Здесь расположены пульты управления и устройства визуализации и задания параметров процесса – сенсорные мониторы.
Три роликовых балки 3, расположенных сверху, выравнивают кромки трубной заготовки 4 по высоте и отсутствуют в месте, где расположен сканирующий датчик, а за ним – сварочная головка. Остальные роликовые балки 3 сжимают трубную заготовку 4 на всем протяжении сборочно-сварочной клети.
Затем при стыковке кромок трубной заготовки 4 накладывают рабочий шов лазерной или гибридной сваркой с проплавлением притупления. Поскольку погонная энергия при этом, по крайней мере, в 10 раз меньше, чем при многодуговой сварке, а ширина и длина сварочной ванны составляет соответственно единицы и десятки миллиметров, её кристаллизация происходит значительно быстрее – за единицы секунд. Это значит, что даже при скорости сварки 3 м/мин (50 мм/сек) на расстоянии 500 мм от точки входа лазерного луча за 10 с металл сварочной ванны уже не подвержен образованию «горячих трещин».
Длина роликовых балок сборочно-сварочного стана составляет около 1500 мм, и на всем этом расстоянии прижатые кромки притупления остаются неподвижными относительно друг друга. Для обеспечения симметрии по неподвижности кромок относительно сварочной ванны лазерную головку располагают так, чтобы сварочная ванна находилась на середине длины роликовых балок. На этом участке притупления кромок уже прижаты друг к другу и выровнены по высоте, и середина этого участка наиболее устойчива от их смещения относительно друг друга.
Режимы сварки ограничены оборудованием (максимальная мощность лазера и лазерной головки) и зависят от величины притупления, которая, в свою очередь, выбирается такой, чтобы при заданной производительности сварки (ее скорости) и допустимой мощности лазера обеспечивалось проплавление притупления, но не было протеков металла. Они образуются тогда, когда давление расплавленного металла, зависящее от его объема в сварочной ванне – от ее ширины и глубины (глубина равна притуплению), превышает почти единственную силу, удерживающую металл сварочной ванны между кромками – силу поверхностного натяжения пленки этого металла снизу.
Как видно из этого, далеко не полного перечисления факторов, влияющих на сварку, выбор ее режимов является сложной задачей и требует индивидуального подхода на каждый сортамент изготавливаемой трубы. Режимы проверяются экспериментально сначала на пластинах.
Предлагаемый способ позволяет исключить дополнительную операцию – сварку прихваточного шва, тем самым повысить производительность процесса и значительно упростить систему наведения лазерного луча на стык кромок.
Способ сварки труб большого диаметра, включающий подготовку трубной заготовки с притуплением кромок, размещение и перемещение её в сборочно-сварочной клети сборочно-сварочного стана, в которой по крайней мере три роликовых балки расположены сверху, и лазерную или гибридную лазерно-дуговую сварку рабочего шва, отличающийся тем, что лазерную головку в сборочно-сварочном стане размещают на середине длины роликовых балок, при этом с помощью роликовых балок сборочно-сварочной клети, расположенных сверху трубной заготовки, осуществляют выравнивание кромок по высоте и обжим трубной заготовки на всем протяжении сборочно-сварочной клети, причем сварку рабочего шва лазерной головкой выполняют с проплавлением притупления свариваемых кромок, причем обжим трубной заготовки посредством роликовых балок продолжают после сварки.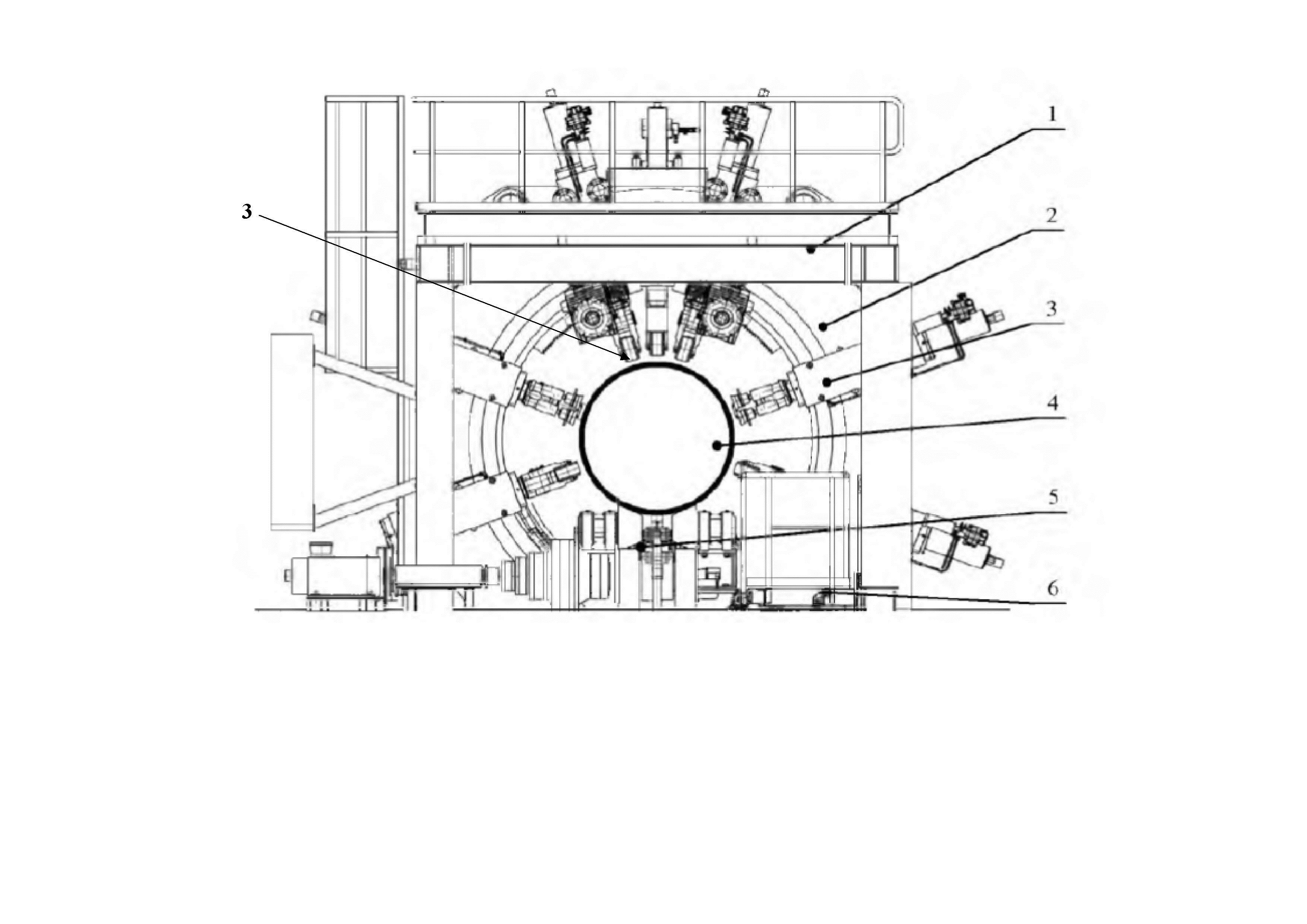
Способ лазерной сварки труб
Способ многослойной гибридной лазерно-дуговой сварки стальных плакированных труб
Способ лазерно-дуговой сварки
Способ контроля толщины антикоррозионного покрытия стальной трубы, находящейся в производственном потоке
Устройство для автоматического контроля антикоррозионного покрытия на стальной трубе, находящейся в производственном потоке
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства горячекатаных товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами
Способ многодуговой сварки под флюсом
Способ гибридной лазерно-дуговой сварки стальных труб с наружным плакирующим слоем
Способ защиты стекла лазерной оптической головки от брызг в начале сварки
Способ гибридной лазерно-дуговой сварки с напылением стальных плакированных труб
Комплекс роботизированный для ремонта дефектов продольных швов труб, изготовленных с применением технологии лазерной сварки
Способ сварки труб большого диаметра
Способ лазерно-дуговой сварки труб
Способ гибридной лазерно-дуговой сварки труб большого диаметра с ультразвуковой обработкой

