Результат интеллектуальной деятельности: СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к лазерной или лазерно-дуговой сварке труб большого диаметра.
Известен способ сварки стыков прямошовных сварных труб из сталей повышенной прочности из патента RU 2412032, по которому наружный шов X-образной разделки выполняют лазерно-дуговой сваркой плавящимся электродом. Способ позволяет использовать преимущества гибридной сварки – небольшая, по сравнению с многодуговой сваркой, погонная энергия при глубоком проплавлении и повышенные механические свойства металла сварного шва.
Но в случае ухудшения качества лазерного луча по вине самого лазера, оптоволоконного тракта передачи излучения, лазерной головки с её непростой оптико-фокусирующей системой возможен брак сварного шва – непровар, несплавление и т.п. дефекты, которые могут быть обнаружены только на этапе дефектоскопии и только когда поточное производство может быть остановлено. Учитывая высокую стоимость трубной заготовки, особенно толстостенной, и практическую невозможность полноценного ремонта узких и глубоких лазерных швов, задача упреждающей диагностики лазерной системы становится очень важной.
Технической проблемой, решаемой с помощью заявляемого изобретения, является отсутствие эффективной диагностики лазерной системы в процессе сварки.
Техническим результатом заявляемого изобретения является уменьшения брака при сварке с использованием лазерного излучения.
Заявляемый технический результата достигается за счёт того, что в способе лазерной сварки труб определяют заданную мощность лазерного излучения, затем выполняют наружный рабочий шов лазерной или гибридной лазерно-дуговой сваркой, после сварки трубной заготовки под лазерную головку подводят датчик мощности, включают излучение лазера, замеряют мощность лазерного излучения и сравнивают значение замеренной мощности с заданной мощностью, при этом сварку продолжают при отклонении замеренной мощности от задаваемой не более, чем на 5%.
Технический результат достигается тем, что после сварки каждой трубной заготовки под лазерную головку подводят датчик мощности излучаемой световой энергии, например, тип VEGA фирмы OPHIR. Затем включают излучение лазера на время, необходимое для замера мощности излучения и фиксируют результат, который сравнивают с предыдущими замерами и с величиной заданной мощности. Если фиксируют недопустимое падение мощности излучения по сравнению с его предыдущим значением или несовпадение с заданной мощностью, производство прекращают до выяснения причин несоответствия. Все описанные действия легко автоматизируются.
Современные лазерные комплексы имеют собственный измеритель излучаемой мощности, но, как правило, он установлен в шкафу самого лазера, фактически измеряет мощность очень незначительной ответвляемой части потока излучения и не учитывает качество работы оптического кабеля и самой лазерной головки, например, мощные лазеры производства ОАО «ИРЭ-Полюс».
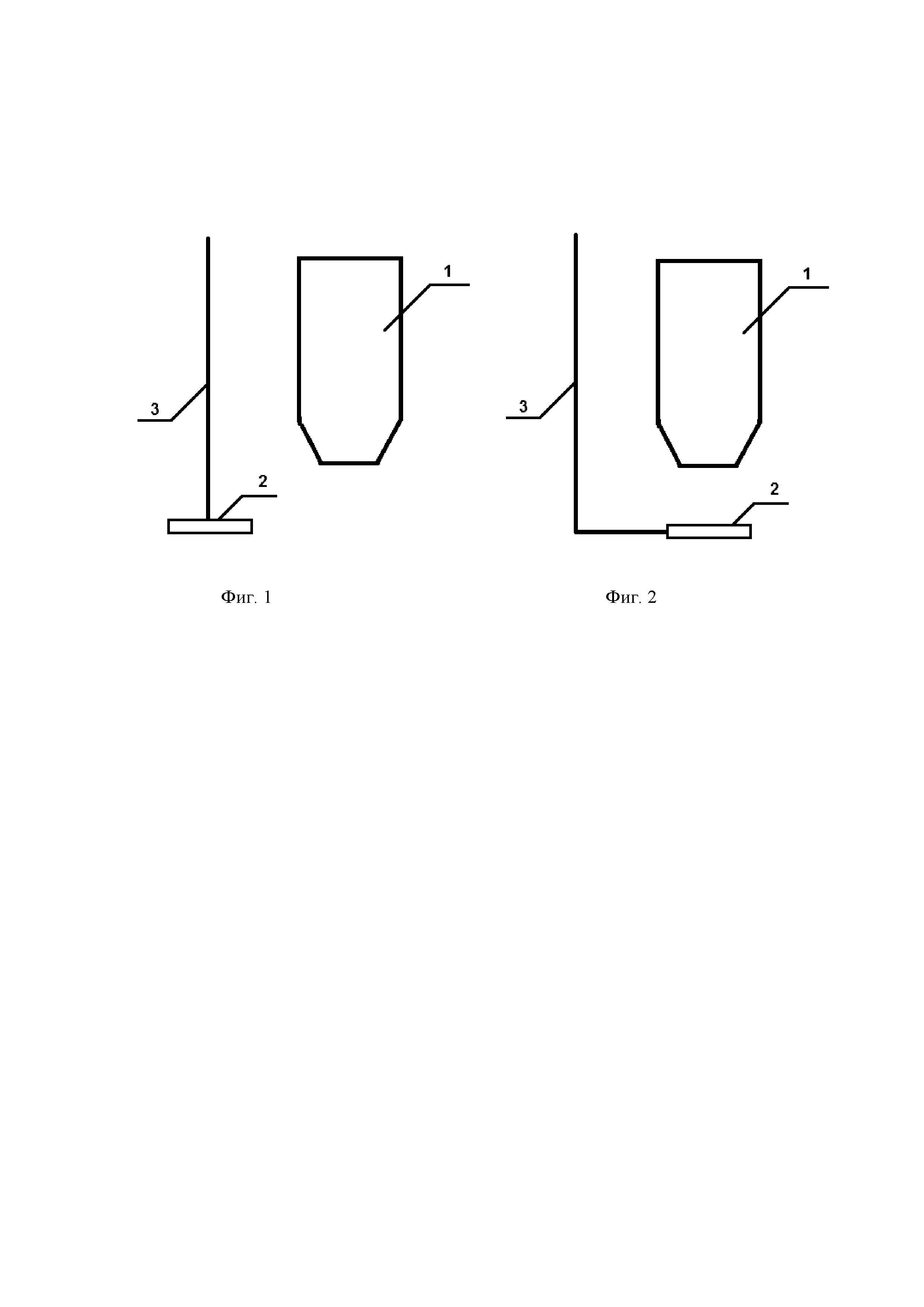
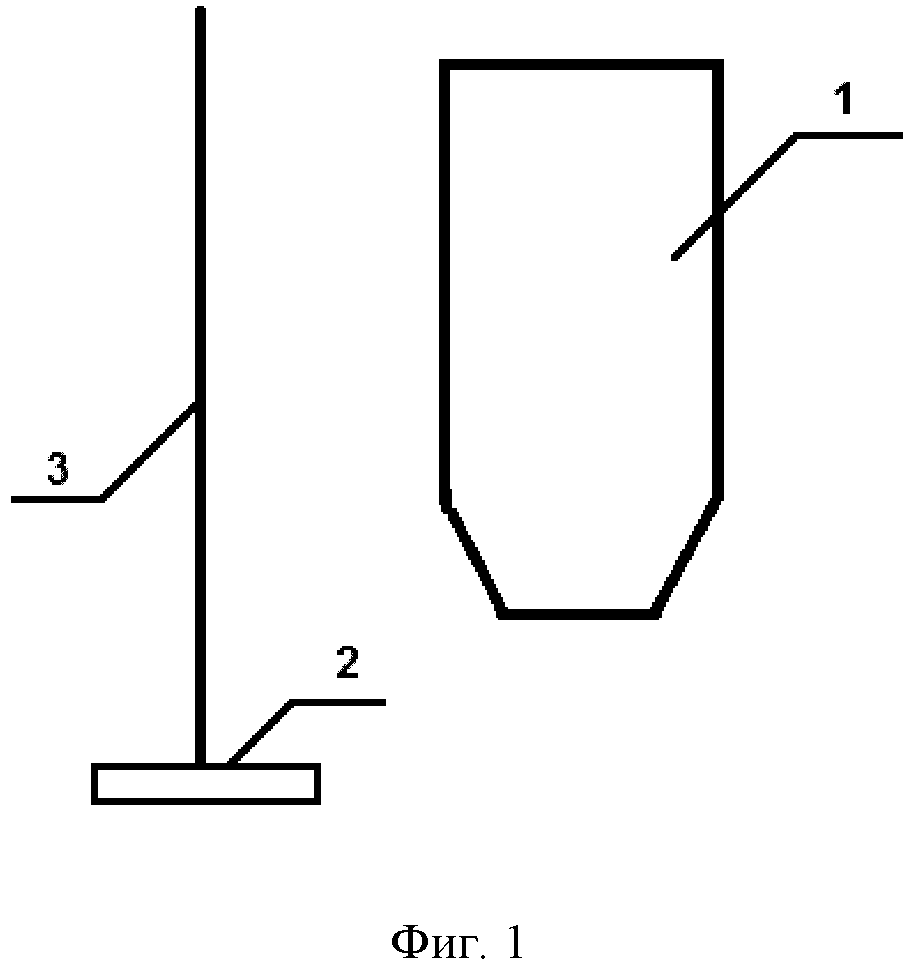
Заявляемый способ поясняется с помощью фигур 1-2, на которых показаны:
Фиг. 1 - одно из возможных взаимных расположений лазерной головки и датчика мощности в рабочем положении, когда происходит сварка;
Фиг. 2 - одно из возможных взаимных расположений лазерной головки и датчика мощности в режиме измерения мощности излучения, при котором кронштейн вместе с датчиком мощности поворачивается против часовой стрелки на 90°.
На фиг. 1, 2 позициями 1-3 обозначены:
1 – лазерная головка;
2 – датчик мощности;
3 – кронштейн.
Способ осуществляют следующим образом.
Трубную заготовку размещают в сборочно-сварочном стане для выполнения лазерной или лазерно-дуговой сварки. До выполнения сварки определяют заданную мощность лазерного излучение. Затем выполняют наружный рабочий шов лазерной или гибридной лазерно-дуговой сваркой трубной заготовки. После окончания сварки трубной заготовки под лазерную головку 1 подводят датчик мощности 2, размещённый на кронштейне 3, включают излучение лазера на время, необходимое для замера мощности, и измеряют мощность лазерного излучения. Измеренные значения мощности сравнивают с заданной мощностью, после чего принимают решение о возможности продолжения производства. Если падение уровня мощности не превысило 5%, выполняют наружный рабочий шов лазерной или гибридной лазерно-дуговой сваркой следующей трубной заготовки. После окончания сварки трубной заготовки под лазерную головку 1 снова подводят датчик мощности 2, включают излучение лазера на время, необходимое для замера мощности, и измеряют мощность лазерного излучения. Измеренные значения мощности сравнивают с предыдущими значениями мощности и с заданной мощностью, после чего принимают решение о возможности продолжения производства.
Заявляемый способ применим и для лазерной, и для лазерно-дуговой сварок. Контролировать необходимо только лазерное излучение, поскольку его качество зависит от многих элементов, исправность которых определить оперативно просто невозможно. Качество электродуговой сварки определяется быстро по диаграммам тока и напряжения.
В качестве источника лазерного излучения может быть любой источник: углекислотный, твердотельный любого типа – дисковый, оптоволоконный с разной длиной волны. В упомянутом приборе вводятся поправочные коэффициенты на этот параметр.
Датчик мощности 2 может быть расположен на любой высоте, но выше уровня свариваемого шва, чтобы исключить случайное столкновение с трубной заготовкой. Главное требование здесь – световое пятно луча должно укладываться в площадь датчика мощности, предназначенную для измерения.
В качестве датчика мощности 2 может быть использован, например, измеритель лазерной мощности VEGA, который может производить измерение и усреднение мощности, начиная от 1 с до 1 часа. Головка термопарная (сенсор) 30K – W – BB может измерять мощность до 30кВт с возможной 10% перегрузкой.
Измерения мощности могут производиться на одной и той же мощности, например, на половине от максимальной, необязательно равной мощности, на которой производится сварка. Допустимым можно считать уменьшение замеренной мощности от задаваемой на 5%. Важна также тенденция изменения мощности от замера к замеру. Если она постоянна, то необходимо останавливать технологический процесс и выяснять причины происходящего – некоторые неисправности могут носить лавинообразный характер.
Способ лазерной сварки труб
Способ изготовления труб сваркой
Способ сварки труб методом лазерной сварки
Способ гибридной лазерно-дуговой сварки продольного шва трубы
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ подготовки стыка кромок трубной заготовки под лазерную сварку
Способ сварки продольных швов труб
Способ гибридной лазерно-дуговой сварки
Способ сварки стыковых соединений
Стан для сборки и сварки прямошовных труб
Способ изготовления сварных труб большого диаметра
Способ многослойной сварки труб
Способ сварки труб большого диаметра лазерной сваркой
Способ электрофизической обработки сварных соединений металлических конструкций
Способ изготовления прямошовных труб большого диаметра
Способ лазерной сварки труб большого диаметра
Способ сварки труб большого диаметра лазерной и гибридной лазерно-дуговой сваркой
Способ сварки металлических изделий
Способ лазерной сварки труб
Способ изготовления труб сваркой

