Результат интеллектуальной деятельности: Способ лазерно-дуговой сварки труб
Вид РИД
Изобретение
Изобретение относится к производству труб большого диаметра и может быть использовано в отраслях промышленности, например, судостроительной.
Известен способ сварки стыков прямошовных сварных труб из стали повышенной прочности из патента RU 2412032, при котором лазерно-дуговую сварку ведут в импульсно-периодическом режиме, причем частота пульсаций дуги совпадает с частотой лазерных импульсов. Способ способствует организации капельного переноса присадочного материала – плавящегося электрода в сварочную ванну. Это позволяет получить мелкодисперсную структуру и повысить механические свойства металла шва. Сочетание импульсных режимов дуги и лазера расширяет технологические возможности сварки.
Однако даже при одинаковой частоте пульсаций расположение импульсов параметров сварочной дуги и лазера относительно друг друга во времени в течение каждого периода носит случайный, непредсказуемый характер. Это означает отсутствие стабильности процесса сварки и нестабильный характер переноса металла в сварочную ванну. В сварке плавящимся электродом перенос металла электрода осуществляется двумя процессами: в диапазонах короткой и горячей сварочной дуги. В процессе короткой сварочной дуги металл переносится крупными каплями в связи с периодическими короткими замыканиям. Сварка получается во всех пространственных положениях. Однако в этом случае проблемами являются образование брызг, непровары, валики невыгодной формы. В процессе горячей сварочной дуги металл переносится без коротких замыканий (капельный, мелкокапельный, струйный перенос) маленькими каплями, отделяющимися от присадочной проволоки усилиями значительно выше земного притяжения. Силы эти носят электромагнитный характер и зависят от величины тока, протекающего через сварочный электрод, а под термином «горячая сварочная дуга» имеется в виду непотухающая сварочная дуга (во время короткого замыкания сварочная дуга гаснет).
При импульсной сварке во время электроимпульса металл переносится от присадочной проволоки в сварочную ванну в форме небольших капель. Во время низкого тока паузы металл не переносится, но остается расплавленным. Чтобы хорошо владеть процессами импульсной сварки, необходимо регулировать пять разных сварочных параметров: ток паузы, ток импульса, время импульса, частоту импульса, скорость подачи присадочной проволоки.
Из сказанного выше следует, что наиболее эффективным в достижении мелкокапельного переноса и исключении больших капель, замыкающих дуговой промежуток, что приводит к короткому замыканию, является процесс импульсной сварки, тем более, что он поддается управлению и позволяет за счет этого регулировать размеры капель. (Справочник - Сварка. Резка. Контроль. Под редакцией Алешина Н.П., Чернышева Г.Г. М. Машиностроение. 2004. с. 271). Это в полной мере относится и к параметрам лазера тоже.
Технической проблемой, на решение которой направлено заявляемое изобретение, является недостаточная стабильность импульсной гибридной лазерно-дуговой сварки.
Техническим результатом предлагаемого изобретения является повышение стабильности процесса сварки, мелкокапельного переноса металла и повышение механических свойств шва.
Заявляемый технический результат достигается за счёт того, что в способе лазерно-дуговой сварки труб сварку трубной заготовки осуществляют гибридной лазерно-дуговой сваркой в импульсно-периодическом режиме, при котором выбирают одинаковую частоту пульсаций электрической дуги и лазерного излучения, колебания тока электрической дуги и мощности лазерного излучения синхронизируют во времени, обеспечивая совпадение передних фронтов импульсов электрической дуги и мощности лазерного излучения или опережение импульса лазерного излучения.
В обычном режиме лазерно-дуговой сварки лазерное излучение непрерывно и постоянно ионизирует дуговой промежуток (делает его токопроводящим), за счет чего параметры электродуговой сварки становятся гораздо стабильнее, чем при отсутствии излучения.
Но введение импульсного режима одновременно и в лазерное излучение, и в электрическую дугу даже с одинаковой частотой пульсаций, но без их синхронизации, может не только не улучшить сварку, но и дестабилизировать ее, нарушив процесс горения сварочной дуги, что безусловно скажется на качестве шва. В заявляемом изобретении за счёт синхронизации тока электрической дуги и мощности лазерного излучения обеспечивается повышение стабильности процесса сварки и мелкокапельного переноса металла.
Повышение механических свойств шва даже при отсутствии непроваров за счет исключения коротких замыканий сварочной дуги – это повышение прочности шва. Кроме того, при мелкокапельном переносе улучшается структура металла и стабильность геометрии шва.
Способ поясняется с помощью фиг. 1-2, на которых показаны:
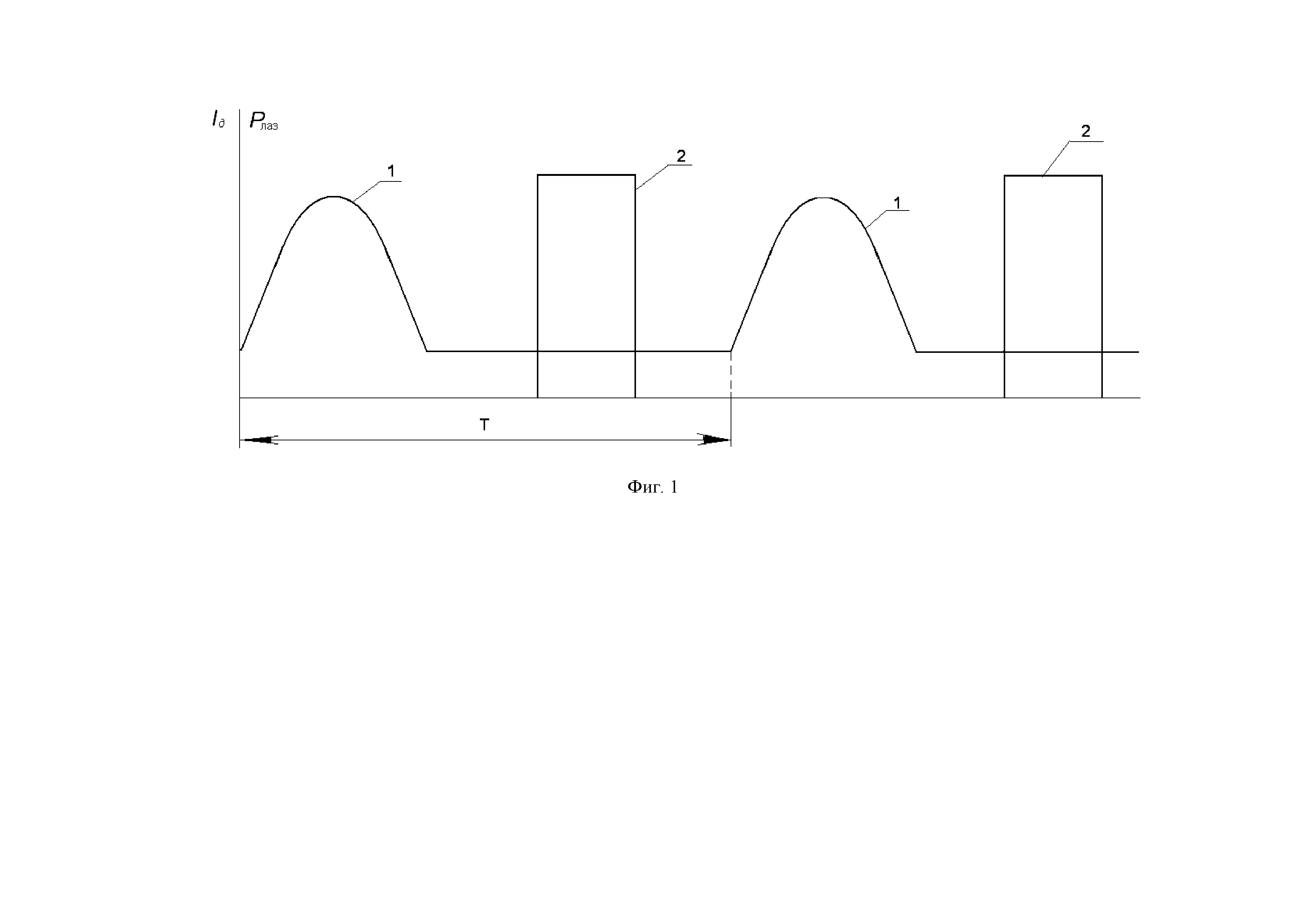
Фиг. 1 – диаграммы тока ток электрической дуги и мощность лазерного излучения в несинхронизированном режиме;
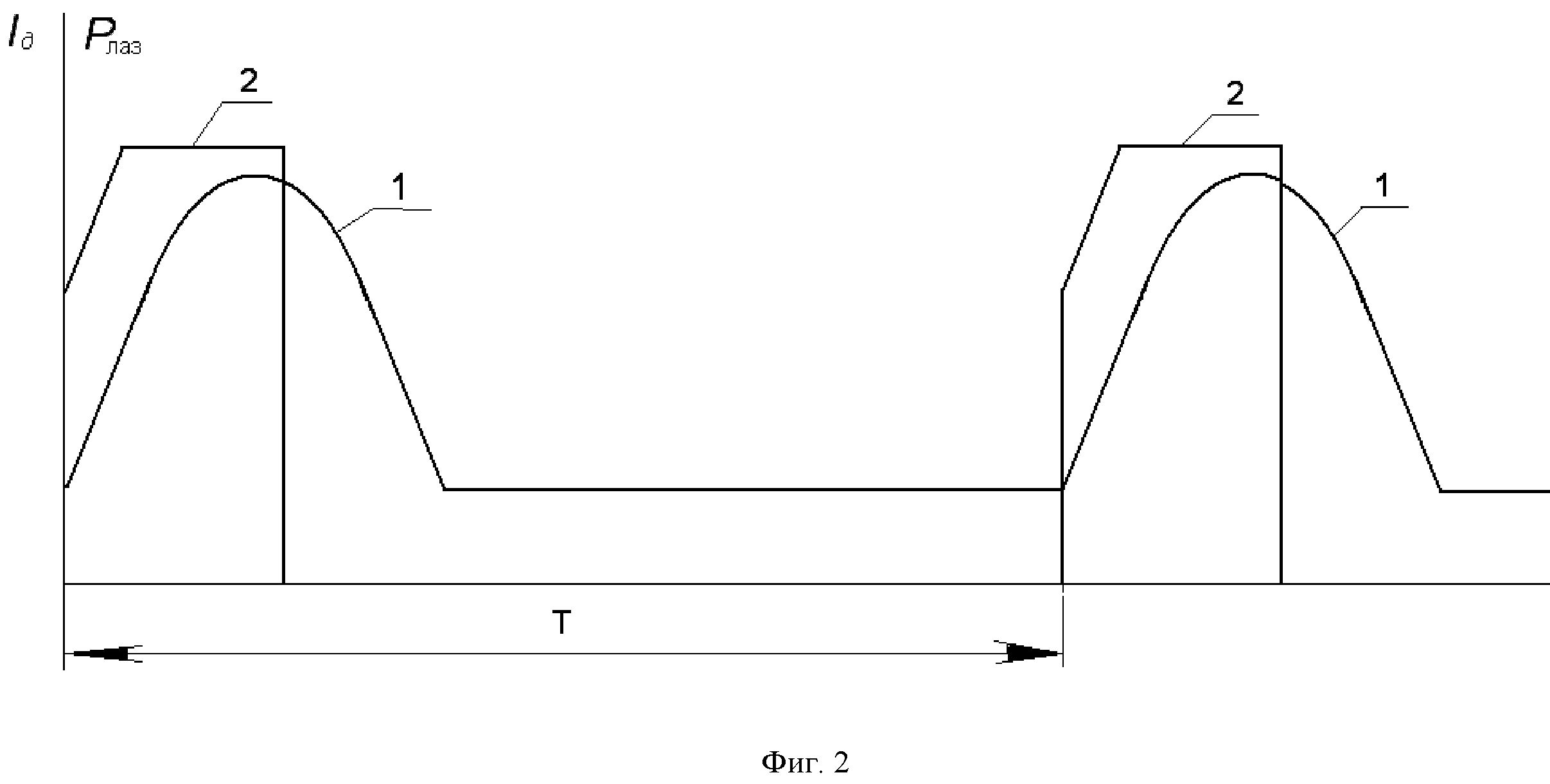
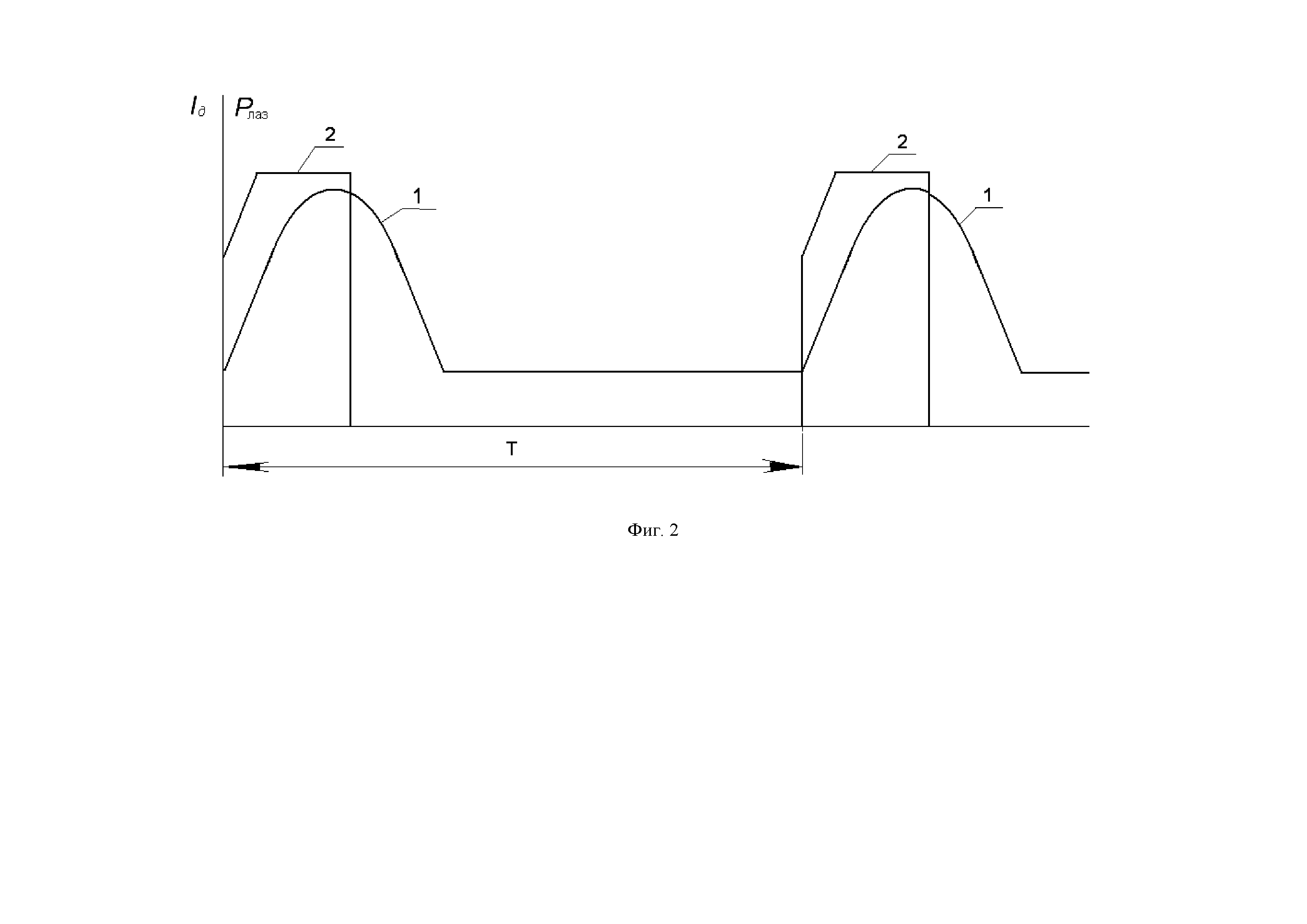
Фиг. 2 – диаграммы тока ток электрической дуги и мощность лазерного излучения в синхронизированном режиме.
На фиг. 1-2 позициями 1-2 обозначены:
1 – ток электрической дуги;
2 – мощность лазерного излучения.
Способ осуществляют следующим образом.
Трубную заготовку размещают в сборочно-сварочном стане и осуществляют гибридную лазерно-дуговую сварку в импульсно-периодическом режиме. Для сварки выбирают одинаковую частоту пульсаций электрической дуги и лазерного излучения. Колебания тока электрической дуги и мощности лазерного излучения синхронизируют во времени, обеспечивая совпадение передних фронтов импульсов электрической дуги и мощности лазерного излучения или опережение импульса лазерного излучения.
На фигурах 1-2 показаны диаграммы тока электрической дуги 1 и мощности лазерного излучения 2. Частота колебаний обоих параметров одинакова, но на фиг. 1 они не синхронизированы, и импульсы тока электрической дуги и мощности лазера могут быть сдвинуты относительно друг друга непредсказуемо. Для стабилизации горения электрической дуги, а это особенно важно, когда ток электрической дуги в паузе между импульсами небольшой или равен нулю, необходимо совпадение передних фронтов импульсов обоих параметров или некоторое опережение импульса лазерного излучения при любой по отдельности их длительности. Опережение лазерного излучения максимально допустимо на 200 мкс (0,0002 с), чего вполне достаточно для ионизации дугового промежутка.
На фиг. 2 импульс мощности лазера после включения достигает максимальной величины с затяжкой во времени (форма может быть и трапецеидальной), потому что при резком увеличении мощности излучения происходит разбрызгивание сварочной ванны, которое ухудшает геометрию шва и может повредить оптические элементы сварочной головки. Отношения максимальных значений импульсов к минимальным, скважности импульсов (отношения длительности импульсов к их периоду) – это тоже показатели формы.
Для реализации заявляемого способа используют единую систему управления сваркой. Системы управления технологическими процессами, в т.ч. и различными видами сварки, строятся с помощью микропроцессорной техники на базе универсальных программируемых контроллеров. Один и тот же контроллер, но с разными управляющими программами, может управлять совершенно разными технологическими агрегатами, причем одновременно. Синхронизация в этом случае осуществляется просто – в одном из сегментов программы организуется единый генератор импульсов, определяющий частоту колебаний обоих параметров, по переднему фронту которого одновременно выдаются соответствующие задания на мощность лазера и ток электрической дуги, которые в зависимости от принятых форм этих величин меняются в течение периода частоты Т.
Функциональные схемы в подобных системах выглядят почти одинаково – устройство задания параметров и визуализации процесса, как правило, персональной электронной вычислительной машины с сенсорным монитором, которое осуществляет обмен данными с управляющим контроллером, имеющим соответствующий набор элементов для связи с объектами управления.
Для реализации заявляемого способа используют следующие параметры:
частота импульсов – 100-900 Гц;
максимальный ток дуги – (300-800) А;
мощность лазера – 1-20 кВт;
скважность импульсов – от 0,2 до 0,7.
Эти параметры подбираются экспериментально и зависят от толщины свариваемой детали, скорости сварки и от многих других факторов.
Способ лазерной сварки труб
Способ изготовления труб сваркой
Способ сварки труб методом лазерной сварки
Способ гибридной лазерно-дуговой сварки продольного шва трубы
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ подготовки стыка кромок трубной заготовки под лазерную сварку
Способ сварки продольных швов труб
Способ гибридной лазерно-дуговой сварки
Способ сварки стыковых соединений
Стан для сборки и сварки прямошовных труб
Способ изготовления сварных труб большого диаметра
Способ многослойной сварки труб
Способ сварки труб большого диаметра лазерной сваркой
Способ электрофизической обработки сварных соединений металлических конструкций
Способ изготовления прямошовных труб большого диаметра
Способ лазерной сварки труб большого диаметра
Способ сварки труб большого диаметра лазерной и гибридной лазерно-дуговой сваркой
Способ сварки металлических изделий
Способ лазерной сварки труб
Способ изготовления труб сваркой

