Результат интеллектуальной деятельности: Способ сварки труб большого диаметра
Вид РИД
Изобретение
Изобретение относится к области лазерной или гибридной сварки и может быть использовано в разных отраслях промышленности, в т.ч. при производстве труб большого диаметра.
Поскольку диаметр лазерного луча в зоне сварки не превышает 0,6-0,8 мм, наведение его на стык кромок трубной заготовки должно быть очень точным. Задача существенно осложняется ещё и тем, что кромки должны быть предварительно сварены прихваточным швом.
Наиболее близким аналогом к заявляемому изобретению является способ лазерной сварки труб большого диаметра из патента RU 2564504, по которому во время сварки прихваточного шва непосредственно перед зоной сварки сканирующим лазерным датчиком по всей длине трубы фиксируют три точки – точку стыка кромок и две точки их краев, лежащих на касательной к поперечной плоскости трубы, создают базу данных между этими точками по длине трубы, затем на последующей операции лазерной сварки определяют положение краев кромок с помощью сканирующего лазерного датчика, используя полученную базу данных, находят положение точки стыка кромок в каждый момент времени в заданном положении по длине трубы и наводят на нее лазерный луч путём перемещения сварочной головки.
Этот способ предполагает раздельное выполнение операций наложения прихваточного и лазерного швов, кроме того, создание промежуточной базы данных для каждой трубы, её архивирование и хранение, использование на конкретной трубе вместе с обработкой информации с дополнительного сканирующего лазерного датчика значительно усложняют систему наведения сварочной головки на стык кромок.
Технической проблемой, на решение которой направлено заявляемое изобретение, является значительное усложнение процесса сварки при создании базы данных положения стыка кромок.
Техническим результатом предлагаемого способа является решение технической проблемы при сохранении высокого качества сварного шва.
Технический результат достигается тем, что в способе лазерной сварки труб большого диаметра создают базу данных, содержащую информацию о положении стыка кромок по длине трубной заготовки и формируют прихваточный шов электрической дуговой сваркой, вслед за ним выполняют рабочий шов лазерной или лазерно-дуговой сваркой, при которой сварочные головки располагают относительно сварочной головки, выполняющей прихваточный шов, на расстоянии большем, чем требуется для застывания прихваточного шва при максимальной скорости сварки, а лазерный луч наводят на стык кромок, определяя его положение на основе значений базы данных с учётом неизменного расстояния между сканирующим датчиком и лазерным лучом, при этом прихваточный шов и рабочий шов выполняют на одной технологической линии.
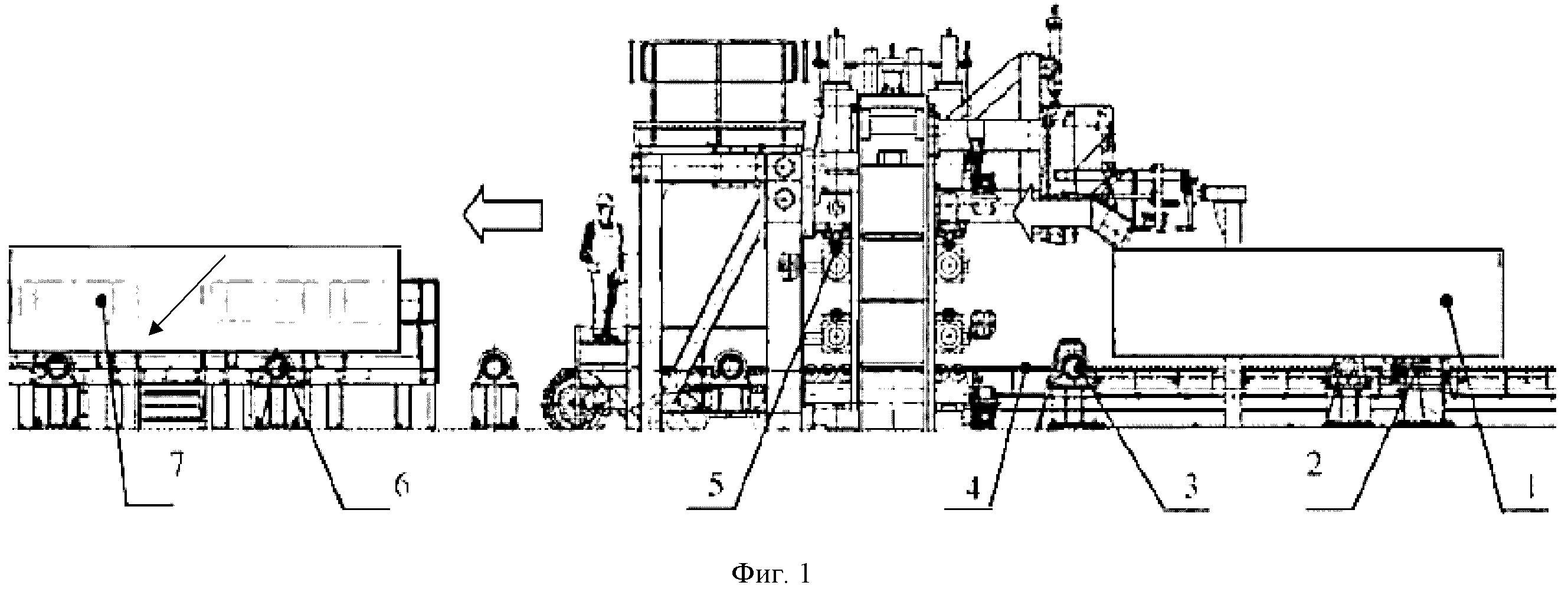
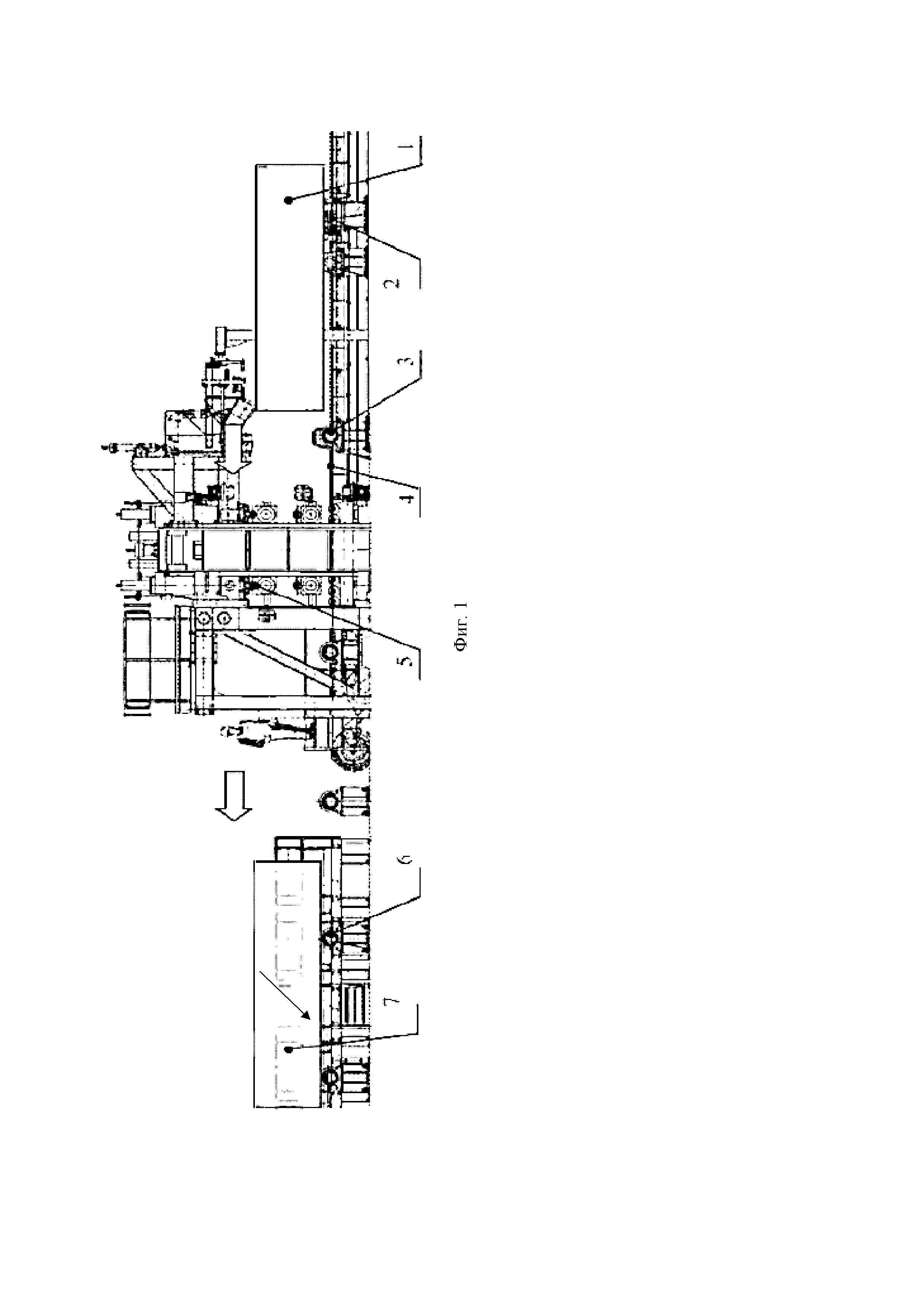
Способ поясняется с помощью фигур 1-2, на которых показаны:
Фиг.1 – сборочно-сварочный стан;
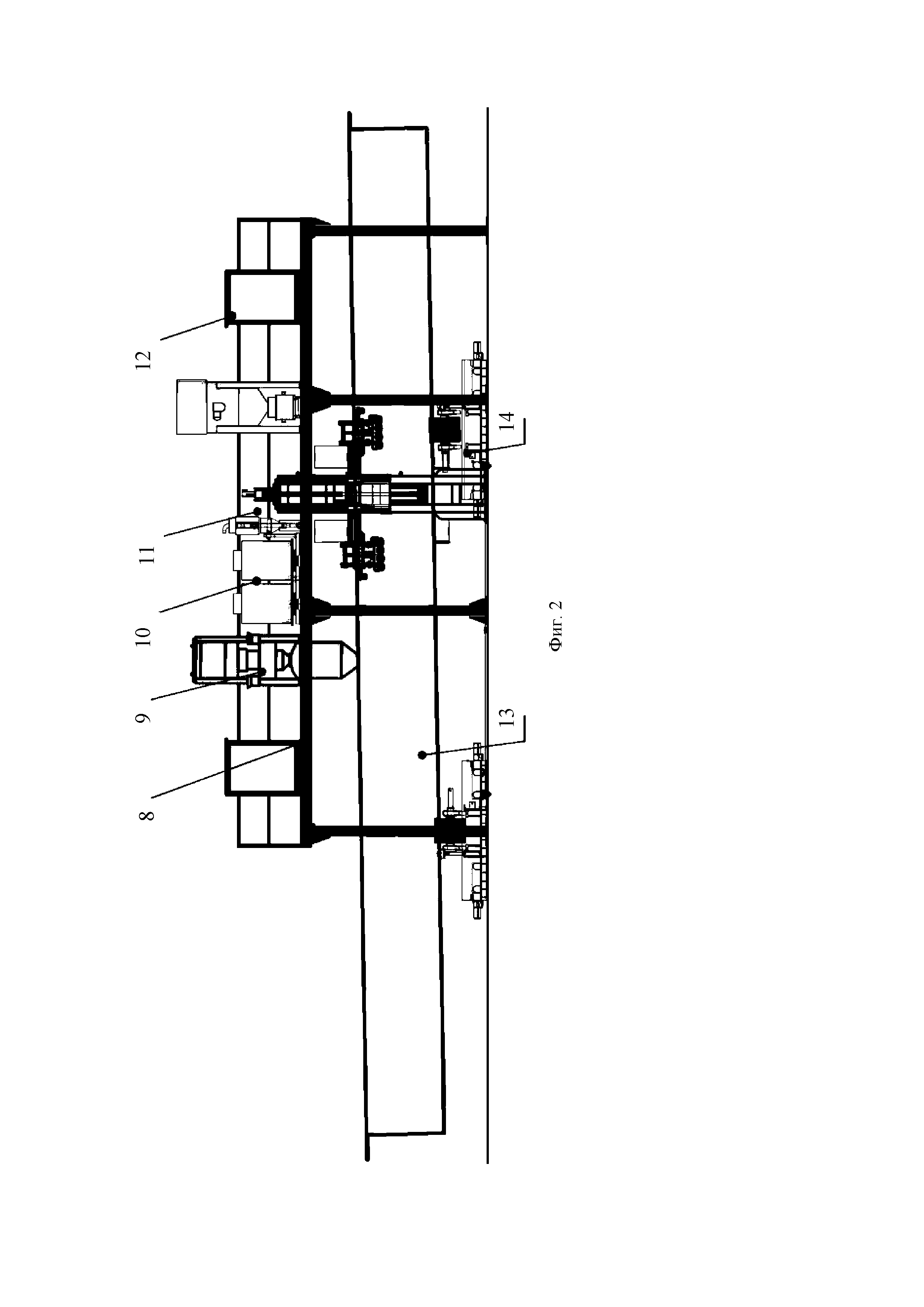
Фиг. 2 – общий вид стана наружной сварки.
На фиг. 1-2 позициями 1-14 показаны:
1 – трубная заготовка перед станом;
2 – подъёмно-поворотное устройство;
3 – подающий рольганг;
4 – цепной транспортер;
5 – сборочная клеть;
6 – отводящий рольганг;
7 – трубная заготовка после стана;
8 – балкон;
9 – флюсосистема;
10 – бухта с проволокой на разматывателе;
11 – колонна со сварочной головкой;
12 – сварочный источник питания;
13 – трубная заготовка;
14 – тележка.
Способ осуществляют следующим образом.
На сборочно-сварочный стан подаётся предварительно сформованная трубная заготовка перед станом 1, кромки которой разведены на расстояние около 70-100 мм. На подъёмно-поворотном устройстве 2 трубная заготовка поворачивается кромками вверх и подается цепным транспортером 4 с помощью подающего рольганга 3 в сборочную клеть 5. Вращающиеся валки сборочной клети 5 обжимают трубную заготовку со всех сторон для стыковки кромок с минимальным зазором между ними и выравнивают их по вертикали. Сварочная головка для сварки прихваточного шва расположена непосредственно в сборочной клети 5 между её валками и сваривает уже сведённые и выровненные кромки трубной заготовки.
Перед сварочной головкой для сварки прихваточного шва расположены датчик пути и сканирующий датчик смещения. В память системы управления сваркой датчики передают информацию, где она преобразуется в базу данных, состоящую из двух колонок. В ячейки одной из колонок записывается путь, проходимый трубной заготовкой во время сварки, в ячейки второй – смещение стыка кромок со знаком относительно первоначального положения. Ячейки с данными, расположенными в одной строке разных колонок связаны между собой. Поскольку сварочные головки, в т.ч. и лазерная, в исходном положении трубной заготовки перед сваркой наводятся на стык кромок на начальном торце трубной заготовки, то в первую строку обеих колонок записываются нули. Например, датчик пути выдает импульсы через каждые 50 мм, и каждый раз при этом в соответствующую ячейку базы данных записывается смещение стыка, соответствующее пройденному трубной заготовкой расстоянию, кратному 50 мм.
После датчиков следует сварочная головка для сварки прихваточного шва. Сварка производится электрической дугой в среде защитного газа (углекислый газ, аргон).
Технологическая линия здесь – это устройство, обеспечивающее равномерное и постоянное движение трубной заготовки и выполняющее при этом одновременно одну или несколько технологических операций, в рассматриваемом случае – сборку заготовки и наложение прихваточного шва дуговой сваркой. Сборочно-сварочный стан – это локальная технологическая линия, часть единой технологической цепи производства труб – часть технологического потока. При использовании предлагаемого способа добавляется еще и сварка рабочего шва лазерной сваркой или лазерно-дуговой сваркой.
На фиг. 2 показан стан наружной сварки. Стан наружной сварки расположен в другом пролете (цех имеет четыре пролета шириной около 40 м и длиной 720 м) на расстоянии примерно 450 м по пути прохождения трубной заготовки от сборочно-сварочного стана, направление ее движения меняется. Стан наружной сварки содержит балкон 8, на котором размещены флюсосистема 9; бухта с проволокой на разматывателе 10; колонна со сварочной головкой 11; сварочный источник питания 12. Сваренная прихваточным швом трубная заготовка 13 свободно лежит на движущейся во время сварки с постоянной скоростью тележке 14.
После сварки прихваточного шва осуществляют сварку рабочего шва лазерной или гибридной лазерно-дуговой сваркой при использовании многодуговой сварки под слоем флюса с количеством дуг, работающих на одну сварочную ванну, как правило, от 3 до 5. Это обеспечивает глубокое проплавление, высокие механические свойства рабочего шва и околошовной зоны.
Время застывания сварочной ванны в основном зависит, во-первых, от погонной энергии дуги в кДж, которая определяется соотношением:
Эпог = Uд·Iд·Кпд/Vсв, где
Uд – напряжение электрической дуги,
Iд – ток электрической дуги,
Кпд – коэффициент полезного действия электрической дуги,
Vсв – скорость сварки.
Во-вторых, время застывания сварочной ванны зависит от толщины стенки трубной заготовки, определяющей скорость теплопередачи от сварочной ванны на трубную заготовку.
Скорость сварки прихваточного шва может меняться в пределах 2-4 м/мин. Длина сварочной ванны, которая определяется от места горения сварочной дуги до точки, где металл ванны уже не светится, т. е. его температура меньше 650ºC, при этом составляет не более 100 мм. Металл прихваточного шва приобретает достаточную прочность, когда его температура опускается до 300-400ºC, что происходит еще через 150- 200 мм. Если принять скорость сварки, равной 4 м/мин, то время застывания прихваточного шва, соответствующее времени прохождения трубной заготовкой 300 мм, составит примерно 5 с. При таких значениях сварочные головки для выполнения рабочего шва располагают относительно сварочной головки, выполняющей прихваточный шов, на расстоянии большем 300 мм.
При этом луч лазерной головки наводят на стык кромок трубной заготовки 13, определяя его положение под прихваточным швом в каждый момент времени по пути, пройденному трубой и неизменному расстоянию между сканирующим датчиком и лазерным лучом на основе значений из базы данных, сформированной до выполнения прихваточного шва.
Например, если расстояние между лазерным лучом и сканирующим датчиком равно 600 мм, то торец трубной заготовки с нулевым смещением стыка и с записанными в обеих колонках в первой строчке базы данных нулями подойдет под лазерную головку через 600 мм после начала движения заготовки и начнется лазерная сварка. Далее через каждые 50 мм система управления будет считывать очередную ячейку второй колонки и в соответствии с ее значениями наводить лазерный луч на подошедшую точку найденного ранее стыка кромок.
Способ лазерной сварки труб
Способ изготовления труб сваркой
Способ сварки труб методом лазерной сварки
Способ гибридной лазерно-дуговой сварки продольного шва трубы
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ подготовки стыка кромок трубной заготовки под лазерную сварку
Способ сварки продольных швов труб
Способ гибридной лазерно-дуговой сварки
Способ сварки стыковых соединений
Стан для сборки и сварки прямошовных труб
Способ изготовления сварных труб большого диаметра
Способ многослойной сварки труб
Способ сварки труб большого диаметра лазерной сваркой
Способ электрофизической обработки сварных соединений металлических конструкций
Способ изготовления прямошовных труб большого диаметра
Способ лазерной сварки труб большого диаметра
Способ сварки труб большого диаметра лазерной и гибридной лазерно-дуговой сваркой
Способ сварки металлических изделий
Способ лазерной сварки труб
Способ изготовления труб сваркой

