Результат интеллектуальной деятельности: Способ изготовления составного керамического стержня для литья полых изделий
Вид РИД
Изобретение
Изобретение относится к литейному производству, а именно к способам изготовления составного керамического стержня для литья полых изделий, и может быть использовано при отливке полых лопаток газотурбинных двигателей с высокоэффективным охлаждением.
В современных авиационных двигателях лопатки турбины высокого давления работают при температурах, намного превышающих температуру плавления сплавов. Поэтому такие лопатки имеют сложную конструкцию внутренней полости для обеспечения интенсивного воздушного охлаждения. Перспективной прежде всего для авиационных ГТД, является система охлаждения, предусматривающая формирование дополнительных каналов или полостей в стенках профильной части лопаток ГТД. Реализация такой системы охлаждения позволит улучшить экономичность, увеличить удельную тягу, уменьшить габариты двигателя и удельную массу. Внутренняя полость лопаток формируется керамическими стержнями в процессе литья, а затем эти стержни удаляются. Повышение эффективности воздушного охлаждения идет по пути усложнения схемы движения воздуха, что влечет за собой усложнение конструкции керамического стержня и технологии его изготовления.
Известен способ изготовления составного керамического стержня для литья полых изделий, заключающийся в последовательном изготовлении основного и дополнительного керамических стержней (RU 2093304, 1997 г.). В известном техническом решении основной стержень помещают в промежуточную модельную пресс-форму, наносят на него слой износостойкой модельной массы и получают промежуточную модель с отверстиями, затем промежуточную модель переносят в стержневую пресс-форму, имеющую выемки и штырьки для образования соответственно наружных выступов и отверстий в дополнительном стержне, а формование дополнительного стержня ведут запрессовкой керамической массы при соединении материала дополнительного стержня с основным.
Известное техническое решение имеет ряд существенных недостатков, влияющих на качество литых полых изделий:
- прессование тонких дополнительных стержней предполагает использование больших давлений, что существенно увеличивает износ пресс-формы, причем прессованием сложно получить тонкие длинномерные дополнительные стержни, что ограничивает номенклатуру изготавливаемых составных керамических стержней;
- при съеме тонкого дополнительного стержня криволинейной формы с основного стержня и последующем обжиге происходит коробление дополнительного стержня, в результате чего увеличивается вероятность появления брака по геометрической точности дополнительного стержня;
- сложность определения надежности соединения штырьков дополнительного стержня с материалом основного стержня, обусловленная малыми диаметрами (0,5-0,7 мм) штырьков и их большим количеством (до 100 штук), что влияет на качество литых полых изделий.
Известен способ изготовления составного керамического стержня для литья полых изделий, включающий изготовление основного стержня путем прессования керамической массы и высокотемпературного обжига, изготовление дополнительного стержня путем формования керамической массы в плоскую заготовку с поверхностным рельефом, профилирование заготовки по контуру основного стержня, высокотемпературный обжиг его, установку дополнительного стержня на основной и их соединение, причем дополнительный стержень формуют методом прокатки или штамповки керамической массы, а высокотемпературный обжиг дополнительного стержня проводят после его соединения с основным стержнем (RU 2126308, 1999 г.).
Недостатком известного технического решения является ограничение возможности получения составных керамических стержней, обеспечивающих формирование полостей или каналов в стенках изделия с требуемым расположением внутренних отверстий, соединяющих эти полости или каналы с центральной полостью изделия, что не позволяет реализовать рациональную схему течения среды во внутренних каналах стенки изделия. Данный недостаток обусловлен наличием с внутренней стороны дополнительного стержня выступов, обеспечивающих расположение внутренних отверстий, плотность расположения которых не более 5 выступов/см2. Это связано с тем, что во время высокотемпературного обжига составного стержня, в случае низкой плотности расположения выступов, контактирующих с основным стержнем, происходит недопустимая деформация дополнительного стержня на участках между выступами, т.к. дополнительный стержень не обладает достаточной жесткостью, что в свою очередь влияет на качество литых полых изделий. Кроме того, известный способ предполагает использование дополнительной технологической оснастки для получения промежуточной модели на основном стержне и обжимного штампа, что приводит к дополнительному усложнению технологического процесса.
Известен способ изготовления керамического стержня для литья полых изделий, включающий формирование стержней в пресс-форме, обжиг, и удаление облоя из сформированных в пресс-форме отверстий путем лазерной обработки (RU 2283722, 2006 г.). В известном техническом решении удаление облоя из сформированных отверстий осуществляют по меньшей мере одним импульсом с заданной длительностью и плотностью излучения, причем лазерную обработку облоя осуществляют до или после обжига стержней.
Недостатком известного технического решения является ограничение технологических возможностей, поскольку предложенный режим лазерной обработки не может быть использован для вырезки заготовки дополнительного стержня и отверстий в заготовке, изготовленной из керамического материала с полимерным связующим, в связи с выгоранием полимерного связующего, что сопровождается образованием пузырей у поверхности реза и осыпанием материала заготовки по контуру.
Наиболее близким по технической сущности и назначению является способ изготовления составного керамического стержня для литья полых изделий, заключающийся в том, что изготавливают основной стержень из керамической массы, содержащий расположенные на его наружной поверхности выступы и обжигают его, изготавливают дополнительный стержень из керамической массы с полимерным связующим, формируя путем прокатки плоскую пластину, из которой вырезают заготовку дополнительного стержня, профилируют ее на керамическом драйере и обжигают, и осуществляют сборку стержней (RU 2319574, 2008 г.). Способ предполагает выполнение на наружной поверхности основного стержня ступенчатых выступов и сквозных посадочных отверстий на дополнительном стержне, расположенных соосно ступенчатым выступам основного стержня. Кроме того, способ предполагает использование штампов, оснащенных режущими элементами, прижимом, удерживающим заготовку в необходимом положении, пуансоном и матрицей, производящими вырубку дополнительного стержня по контуру и пробивку посадочных отверстий, выполненных соосно выступам основного стержня. При этом для изготовления каждого вида составного стержня необходимо не менее двух штампов.
Существенным недостатком известного технического решения является снижение качества изготовления литых полых изделий, обусловленное следующими причинами:
- при формировании дополнительного стержня в процессе прокатки происходит уплотнение исходного материала заготовки в направлении прокатки. При этом уплотнение материала препятствует образованию однородного по составу керамополимерного материала и приводит к образованию воздушных включений в объеме заготовки, наличие которых снижает прочность и приводит к короблению стержней;
- в процессе штамповки происходит образование облоя за счет вытяжки керамополимерного материала в зазор между матрицей и пуансоном, что в последующем приводит к нарушению точности сборки составного стержня. В процессе штамповки происходит прилипание стержня к поверхности пуансона или матрицы, что затрудняет его извлечение из штампа без нарушения заданных размеров. При установке дополнительного стержня на ступенчатых выступах основного стержня за счет отклонения геометрических размеров сопрягаемых стержней образуется зазор между опорной поверхностью выступа на основном стержне и поверхностью дополнительного стержня. В процессе литья зазор заполняется расплавленным металлом с образованием облоя, что приводит к частичному перекрытию канала подачи охлаждающей среды из центральной полости в полость, расположенную в стенке изделия, что нарушает тепловое состояние изделия в процессе его эксплуатации;
- выступающие неровные края облоя являются концентраторами напряжений, что также снижает прочность полого изделия.
Таким образом, указанные недостатки известного технического решения снижают качество литых полых изделий.
Техническая проблема, решение которой обеспечивается при осуществлении заявляемого изобретения, заключается в повышении качества литых полых изделий.
Технический результат, достигаемый при осуществлении предлагаемого изобретения, заключается в образовании однородного по составу керамополимерного материала, удалении включений воздуха в объеме материала, повышении качества поверхности дополнительного стержня и упрощении процесса сборки составного стержня.
Заявленный технический результат достигается за счет того, что при осуществлении способа изготовления составного керамического стержня для литья полых изделий изготавливают основной стержень из керамической массы, содержащий расположенные на его наружной поверхности выступы и обжигают его, изготавливают дополнительный стержень из керамической массы с полимерным связующим, формируя путем прокатки плоскую пластину, из которой вырезают заготовку дополнительного стержня, профилируют ее на керамическом драйере и обжигают, и осуществляют сборку стержней, причем перед каждым проходом прокатки плоской пластины осуществляют проход вальцевания, а заготовку дополнительного стержня вырезают лазерным лучом с энергией «W» в импульсе в пределах:
0,1<W≤1,0 мДж,
с длительностью «τ» импульса в пределах:
1*10-8<τ≤1*10-4 сек.,
а сборку осуществляют фиксируя дополнительный стержень на выступах основного стержня с образованием неразъемного соединения с использованием пленочного керамического клея.
Указанные существенные признаки обеспечивают решение поставленной технической проблемы с достижением заявленного технического результата, так как:
- осуществление перед каждым проходом прокатки плоской пластины прохода вальцевания обеспечивает образование однородного по составу керамополимерного материала путем эффективного перемешивания компонентов и удаление включений воздуха в объеме материала;
- вырезание заготовки дополнительного стержня лазерным лучом с энергией «W» в импульсе в пределах:
0,1<W≤1,0 мДж,
с длительностью «τ» импульса в пределах:
1*10-8<τ≤1*10-4 сек.
обеспечивает повышение качества поверхности дополнительного стержня, которое достигается за счет исключения выгорания полимерного связующего и образования при этом воздушных пузырей, и появление дефектов в виде осыпания материала заготовки и микротрещин на поверхности реза при отделении заготовки дополнительного стержня от плоской пластины по контуру;
- осуществление сборки путем фиксации дополнительного стержня на выступах основного стержня с образованием неразъемного соединения с использованием пленочного керамического клея упрощает процесс сборки составного стержня за счет исключения необходимости выполнения на поверхности основного стержня ступенчатых выступов и соответствующих выступам сквозных отверстий в дополнительном стержне.
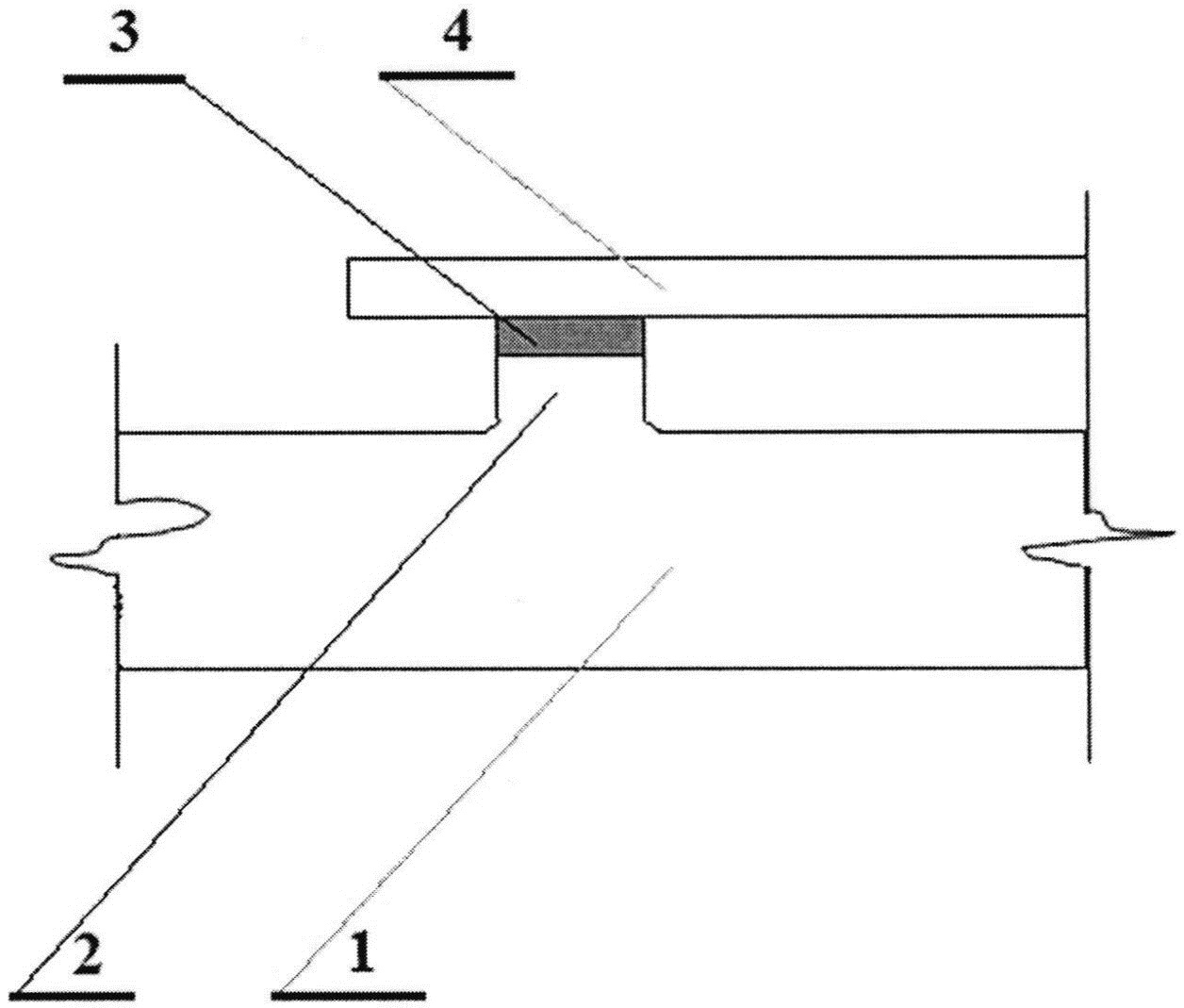
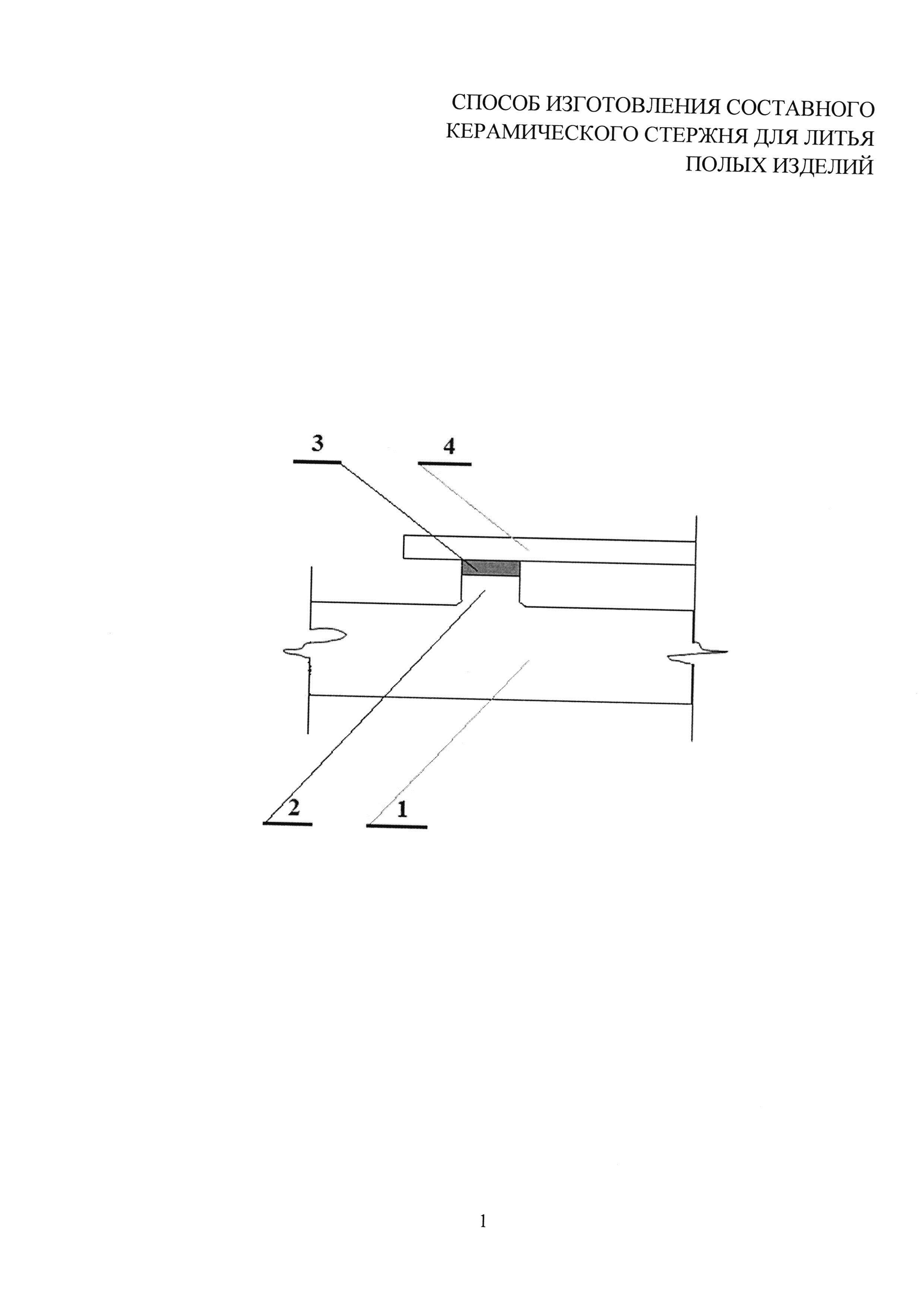
Настоящее изобретение поясняется следующим описанием и графическими материалами, где на фигуре изображена схема сборки составного стержня.
На фигуре приняты следующие обозначения:
1 - основной стержень;
2 - выступ на поверхности основного стержня;
3 - слой пленочного керамического клея;
4 - дополнительный стержень.
Способ реализуется следующей последовательностью операций по изготовлению составного керамического стержня для литья полых изделий.
Из керамической массы методом прессования изготавливают основной стержень 1, содержащий расположенные на его наружной поверхности выступы 2, и обжигают его.
Изготавливают дополнительный стержень 4 из керамической массы с полимерным связующим, например эластомером. Для этого формируют путем прокатки плоскую пластину заданной толщины, осуществляя перед каждым проходом прокатки проход вальцевания. При проведении операций вальцевания происходит гомогенизация (образование однородного по составу) керамополимерного материала за счет разницы в частоте вращения валков. Такая разница, или фрикция, обеспечивает дополнительное сдвиговое воздействие и улучшает смешивание компонентов смеси. При этом одновременно происходит удаление воздушных включений, наличие которых в керамополимерной заготовке приводит к недопустимому короблению дополнительного стержня при его обжиге и снижению прочности. При проведении операций прокатки за счет уплотнения и удлинения материала в направлении прокатки получают пластину заданной толщины, из которой лучом лазера с энергией «W» в импульсе в пределах:
0,1<W≤1,0 мДж,
с длительностью «τ» импульса в пределах:
1*10-8<τ≤1*10-4 сек.
вырезают заготовку дополнительного стержня 4 заданной толщины. При выборе параметров энергии «W» в импульсе и длительности «т» импульса лазерной обработки, выходящих за пределы заявленных интервалов, эффективность и качество лазерной обработки не удовлетворяет предъявляемым к стержням требованиям. При этом резка керамополимерной заготовки лучом лазера с энергией в импульсе
W<0,1 мДж
с длительностью импульса
τ<1*10-8 сек.
не обеспечивает прохождение процесса за технологически приемлемое время, а при значении энергии импульса
W>1,0 мДж
при длительности импульса
τ>1*10-4 сек.
происходит выгорание полимерного связующего, сопровождаемое образованием пузырей у поверхности реза и осыпанием материала, что приводит к браку дополнительного стержня 4.
Профилируют вырезанную заготовку дополнительного стержня 4 на керамическом драйере и осуществляют обжиг заготовки, расположенной на драйере.
Осуществляют сборку стержней, фиксируя дополнительный стержень 4 на выступах 2 основного стержня 1 с образованием неразъемного соединения. Последнее получают путем нанесения на опорные поверхности выступов 2 основного стержня 1 слоя 3 пленочного керамического клея заданной толщины с последующей установкой на слой 3 клея дополнительного стержня 4. Это упрощает процесс сборки составного стержня, поскольку на поверхности основного стержня 1 выступы не выполняются ступенчатыми и отсутствуют соосные последним сквозные отверстия на поверхности дополнительного стержня 4, что в свою очередь исключается возможность отклонения геометрических размеров сопрягаемых стержней 1 и 4. Кроме того возможен вариант образования неразъемного соединения путем нанесения слоя 3 пленочного керамического клея на дополнительный стержень 4 в зонах последующего контакта поверхности последнего с выступами 2 основного стержня 1.
При этом за счет пластичности слоя 3 пленочного керамического клея исключается возможность образования зазора между опорной поверхностью выступов 2 на основном стержне 1 и контактирующей с выступами 2 поверхностью дополнительного стержня 4, которая может быть вызвана наличием возможных отклонений от заданных геометрических размеров дополнительного стержня 4, что приводит к возникновению дефектов в виде воздушных полостей, возникающих при отливке полого изделия.
Пример. Способ изготовления составного керамического стержня для отливки монокристаллической лопатки турбовинтового двигателя методом направленной кристаллизации из жаропрочного никелевого сплава.
Основной керамический стержень изготавливался по серийной технологии, включающей приготовление керамической массы из смеси порошков электрокорунда заданного гранулометрического состава и спекающих добавок, термопластификацию указанной смеси сплавом на основе парафина при температуре 130-140°С, прессование полученной расплавленной массы при температуре 80-90°С в стальной форме при давлении 12 кГс/см2 с образованием расположенных на наружной поверхности заготовки основного стержня выступов и обжиг в огнеупорном коробе в засыпке глиноземом при температуре 1350-1390°С.
Дополнительный керамический стержень изготавливался по следующей технологии:
- из смеси порошков электрокорунда заданного гранулометрического состава, спекающих добавок и полимерного связующего методом вальцевания получают керамополимерную композицию в виде пластины толщиной 2,5 мм;
- прокатывают полученную пластину до толщины 2,0 мм;
- далее последовательно чередуют проход вальцевания с проходом прокатки с уменьшением зазора между валками по переходам до получения после окончательного прохода прокатки плоской пластины толщиной 0,6 мм.
Из полученной пластины лучом лазера с энергией в импульсе 0,6 мДж и длительностью импульса
1*10-7 сек.
вырезают заготовку дополнительного стержня.
Полученную заготовку профилируют (изгибают) на керамическом драйере, после чего осуществляют обжиг расположенной на драйере заготовки при температуре 1350-1390°С.
Сборку составного керамического стержня осуществляют следующим образом. На поверхность выступов основного керамического стержня наносится слой пленочного керамического клея, на который устанавливают дополнительный керамический стержень, образуя при этом неразъемное клеевое соединение.
Таким образом, формирование дополнительного стержня путем осуществления перед каждым проходом прокатки плоской пластины прохода вальцевания обеспечивает образование однородного по составу керамополимерного материала за счет эффективного перемешивания компонентов и удаление в процессе вальцевания воздуха в объеме материала, последующая вырезка заготовки дополнительного стержня лазерным лучом с заданными в определенном интервале энергией в импульсе и длительностью препятствует возможности образования в процессе лазерной обработки заготовки воздушных пузырей у поверхности реза за счет исключения выгорания полимерного связующего и осыпания материала заготовки по контуру, а фиксация дополнительного стержня на выступах основного с образованием неразъемного соединения с использованием слоя пленочного керамического клея упрощает процесс сборки составного стержня за счет исключения необходимости выполнения на поверхности основного стержня ступенчатых выступов и соответствующих выступам сквозных отверстий в дополнительном стержне, что позволяет решить проблему повышения качества литых полых изделий.
Система регулирования осевых сил на радиально-упорном подшипнике ротора турбомашины
Способ мультиантенной электростатической диагностики газотурбинных двигателей на установившихся и неустановившихся режимах работы
Пульсирующий детонационный прямоточный воздушно-реактивный двигатель и способ функционирования двигателя
Способ диагностики турбореактивного двухконтурного двигателя со смешением потоков
Способ изготовления интегрального блиска с охлаждаемыми рабочими лопатками, интегральный блиск и охлаждаемая лопатка для газотурбинного двигателя
Гиперзвуковой прямоточный воздушно-реактивный двигатель
Газодинамический воспламенитель
Газогенератор гтд
Экологически чистая газотурбинная установка регенеративного цикла с каталитической камерой сгорания и способ управления ее работой
Способ определения коэффициента сухого трения фрикционных пар при быстро осциллирующих перемещениях
Способ изготовления бескремнеземной керамической формы для литья по выплавляемым моделям
Устройство оптимизации радиальных зазоров многоступенчатого осевого компрессора авиационного газотурбинного двигателя
Способ удаления керамического материала из отливок деталей
Резистивный композиционный корунд-углеродный материал
Способ конвертирования турбовального авиационного двигателя в наземную газотурбинную установку
Стенд для моделирования процессов теплообмена в охлаждаемых лопатках
Способ изготовления литейных высокоогнеупорных керамических форм
Способ подачи потребителю газообразного водорода высокого давления
Способ идентификации спортсмена высокого класса
Комплекс для подвода криогенной жидкости в емкости, газификации криогенной жидкости и хранения газа высокого давления

