Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИЭФИРНОЙ КОРДНОЙ ТКАНИ С НИЗКОЙ ЛИНЕЙНОЙ ПЛОТНОСТЬЮ И ВЫСОКИМ МОДУЛЕМ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к полиэфирной кордной ткани для использования в автомобильных шинах, в частности к полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем для использования в радиальных автомобильных шинах.
УРОВЕНЬ ТЕХНИКИ
[0002] Автомобильные шины главным образом поддерживают массу кузова автомобиля, обеспечивают тормозное усилие и движущую силу, амортизируют влияния дорожного полотна, поддерживают или изменяют направление движения автомобиля и т.д. С постоянным развитием экономики требования к автомобильным шинам все возрастают. Страны ввели новые стандарты для шин и разработали законодательство о маркировке. В 2012 году Европа ввела в действие новый закон о маркировке, который делает обязательной маркировку всех автомобильных шин, шин легких и тяжелых грузовиков и шин автобусов, продаваемых в ЕС, в отношении топливной экономичности, шума при качении и уровней сцепления шин с мокрой дорогой. Введение в действие этого закона показывает, что ЕС предъявляет четкие требования к трем основным характеристикам шин: топливной экономичности (т.е. требования к сопротивлению качению шины), уровню сцепления с мокрой дорогой, уровень шума на дороге. Реализация этого закона ЕС о маркировке показывает, что все больше стран будут разрабатывать соответствующие стандарты для шин. Поэтому улучшение эксплуатационных характеристик шин станет особенно важным для решения этих задач.
[0003] Кордная ткань является основным каркасом шин, и улучшенные эксплуатационные характеристики кордной ткани имеют существенное значение для улучшения общих характеристик шин. Пропитанная полиэфирная кордная ткань имеет высокую прочность на излом, малое удлинение при разрыве и хорошую размерную стабильность. Это обуславливает ее широкое применение. На данном этапе, учитывая появление новых технологий получения волокон, полиэфирная кордная ткань имеет следующие типы: пропитанная полиэфирная кордная ткань с обычным высоким модулем и низкой усадкой, полиэфирная кордная ткань высокой прочности с высоким модулем и низкой усадкой, полиэфирная кордная ткань большого размера с высокой стабильностью, высоким модулем и низкой усадкой, пропитанная полиэфирная кордная ткань высокой прочности с высокой размерной стабильностью, высоким модулем и низкой усадкой и т.д. Однако эти пропитанные кордные ткани не претерпели улучшений в виде снижения сопротивления шины качению, снижения расхода топлива и улучшения эксплуатационных характеристик шин.
[0004] В настоящее время радиальные шины наиболее широко применяются для автомобилей. Необходима полиэфирная кордная ткань с низкой линейной плотностью (малым диаметром) и высоким модулем, которая может эффективно снизить сопротивление радиальных шин качению, снизить расход топлива и обеспечить улучшенные эксплуатационные характеристики шин.
ОПИСАНИЕ
[0005] В свете указанных недостатков в уровне техники, цель настоящего изобретения заключается в том, чтобы предложить способ изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем посредством использования нового процесса производства и пропитки для получения промышленной полиэфирной нити с измененной низкой линейной плотностью и высоким модулем как сырья для производства полиэфирной кордной ткани.
[0006] Для достижения вышеуказанной цели настоящее изобретение реализуется посредством следующего технического решения.
[0007] Способ изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем включает следующие этапы.
[0008] 1) Формование при уменьшенном расходе расплава для экструзии нити с линейной плотностью 500-1000 ден; использование двигателя и нагревательного ролика с высокой частотой вращения при скорости формования 6000-6500 м/мин для получения нити. Модернизация существующей линии по производству полиэфирной нити с высоким модулем и низкой усадкой, замена дозирующих насосов, чтобы уменьшить расход расплава, этим снижая линейную плотность волокна; изменение микроструктуры полиэфирного полимера посредством формования на сверхвысокой скорости, этим улучшая степень ориентированности полимера и повышая прочность и модуль полотна.
[0009] 2) Кручение нити путем выполнения начального и повторного кручения необработанной нити на прямой крутильной машине для получения крученой нити.
[00010] 3) Производство кордной ткани из крученой нити с использованием пневматического бесчелночного ткацкого станка Dornier посредством ткачества на бердо с укладкой двух нитей между зубьями и в то же время с добавлением роликового подшипника шпулярника и ремня управления натяжением одного шпинделя шпулярника для повышения однородности ткани.
[00011] 4) Пропитка, выполнение пропитки кордной ткани, используя способ пропитки с двумя ваннами, регулируя температуру основной области в пределах 250-260°С, натяжение каждой нити в основной области в пределах 0,3-2,9 даН, скорость хода нити в пределах 55-70 м/мин, чтобы получить полиэфирную кордную ткань с низкой линейной плотностью и высоким модулем, причем за счет натяжения и профиля температуры в основной области достигается цель получения кордной ткани с высоким уровнем растяжения и сжатия; для пропитки используется способ с двумя ваннами, чтобы далее повысить степень ориентации изделия во время пропитки. Это может обеспечить тепловую усадку изделия и одновременно уменьшить потери при нагреве и повысить модуль.
[00012] Предпочтительно, способ изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем отличается тем, что необработанная нить имеет модуль 105-120 мН/дтекс и прочность 9,0-9,5 г/д.
[00013] Предпочтительно, способ изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем отличается тем, что коэффициенты крутки составляют 430-435 от целевой крутки при начальном и повторном кручении.
[00014] Предпочтительно, способ изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем отличается тем, что кордную ткань пропитывают в печах, зонах натяжения и клеевых желобах по очереди на этапе 4).
[00015] Предпочтительно, способ изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем отличается тем, что печи включают шесть печей с разной температурой.
[00016] Предпочтительно, способ изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем отличается тем, что зоны натяжения включают пять зон натяжения.
[00017] Предпочтительно, способ изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем отличается тем, что клеевые желоба включают один желоб с одной ванной и один желоб с двумя ваннами.
[00018] Предпочтительно, способ изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем отличается тем, что полиэфирная кордная ткань с низкой линейной плотностью и высоким модулем имеет диаметр в интервале от 0,37 мм (500 ден) до 0,54 мм (1000 ден).
[00019] Преимущества настоящего изобретения заключаются в том, что прочность полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем составляет 160-180 Н в данном способе изготовления, и коэффициент сопротивления качению Cr равен 9,5-11,0 у шин, изготовленных с использованием полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем. Сопротивление качению шин снижено, расход топлива также снижен, и эксплуатационные характеристик шин улучшены. Модуль нити для изготовления и модуль конечной полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем, полученной этим способом, повышен.
ПОДРОБНОЕ ОПИСАНИЕ
[00020] Теперь настоящее изобретение будет описано более подробно со ссылками, где это необходимо, на прилагаемые чертежи.
[00021] Вариант осуществления 1
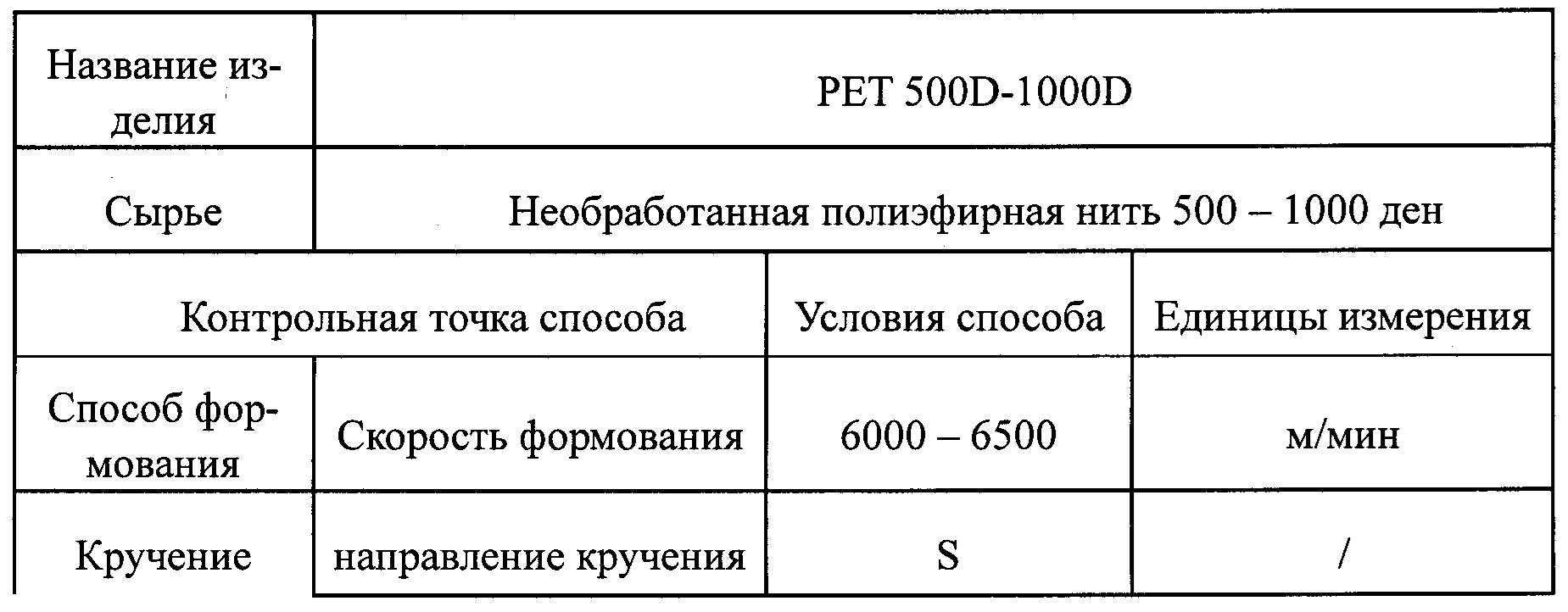
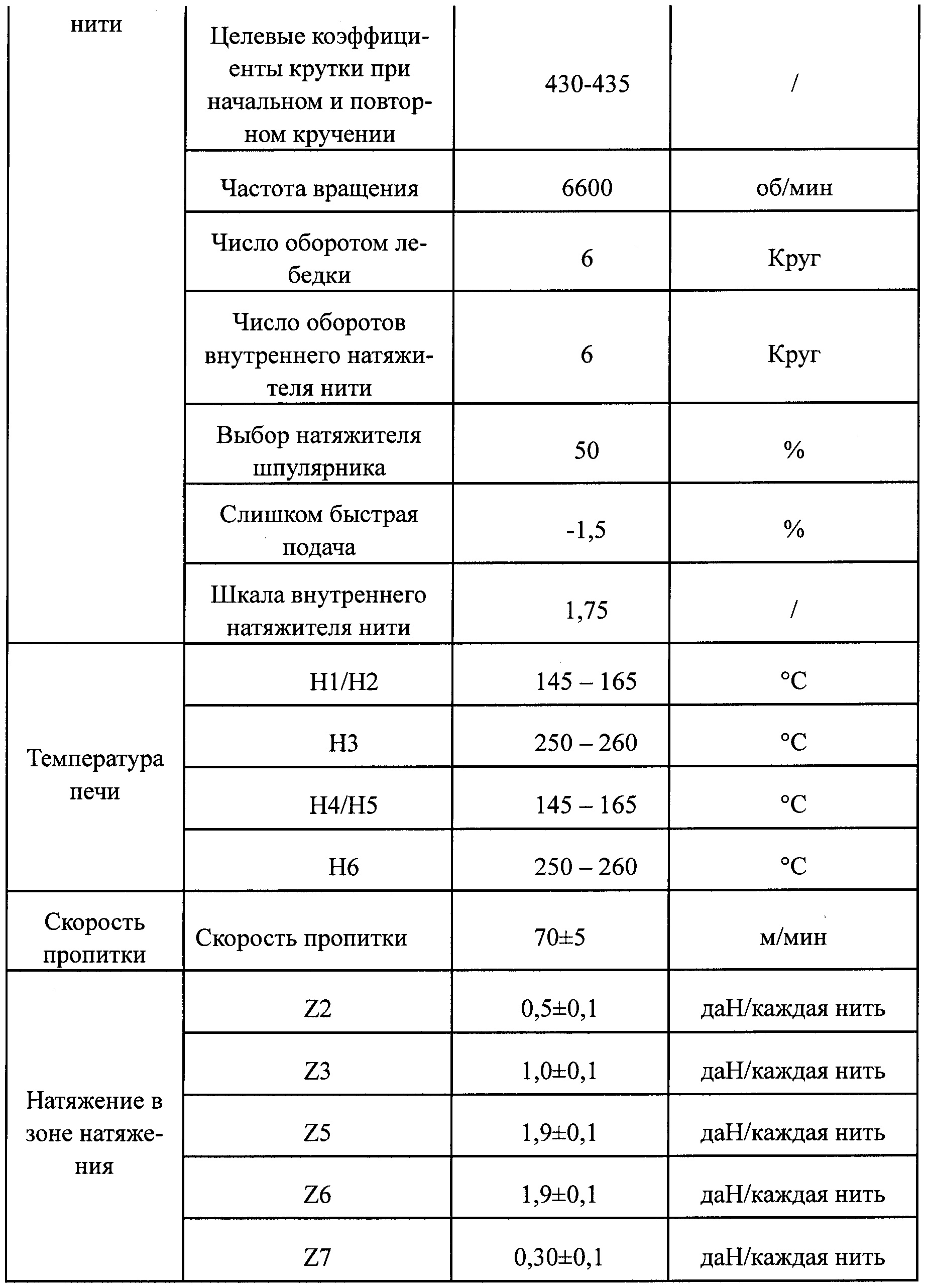
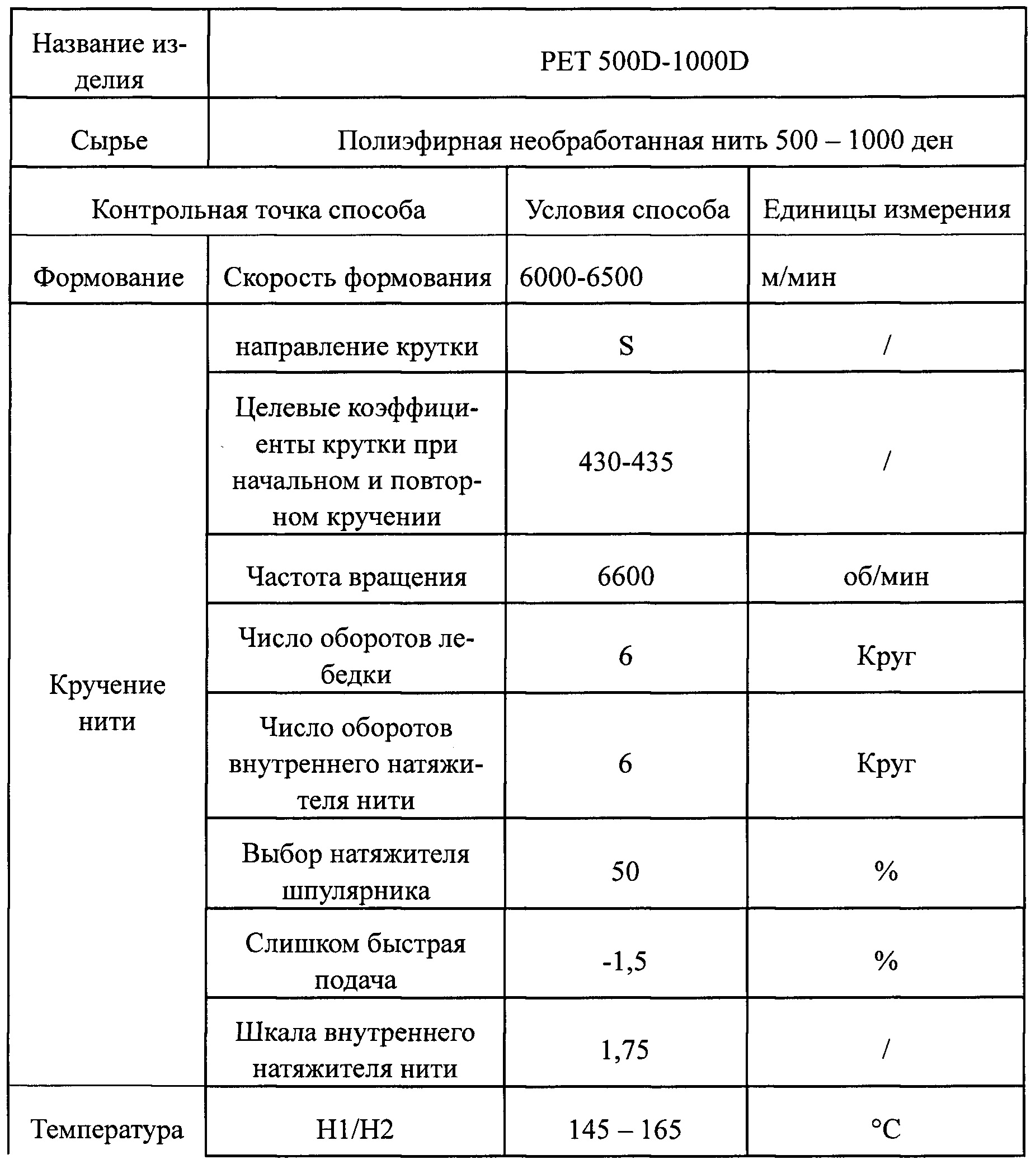
[00022] (1) Ниже указаны технологические параметры способа.
[00023] Таблица 1. Технологические параметры варианта осуществления 1 способа изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем
[00024] (2) Способ изготовления включает следующие этапы.
[00025] 1) Формование: выбор модифицированного полиэфира (HMLS) для формования высокомодульной и низкоусадочной нити, замена дозирующих насосов для уменьшения расхода расплава, замена высокооборотного двигателя и нагревательного ролика для обеспечения скорости формования и формование изделия с частотой вращения 6000-6500 м/мин.
[00026] 2) Кручение нити, выполнение кручения необработанной нити на прямой крутильной машине для получения полиэфирной крученой нити с коэффициентом крутки 430-435 согласно установленным технологическим параметрам.
[00027] 3) Ткачество, производство кордной ткани с использованием пневматического бесчелночного ткацкого станка Dornier посредством ткачества на бердо с укладкой двух нитей между зубьями и в то же время с добавлением роликового подшипника шпулярника и ремня управления натяжением одного шпинделя шпулярника для повышения однородности ткани.
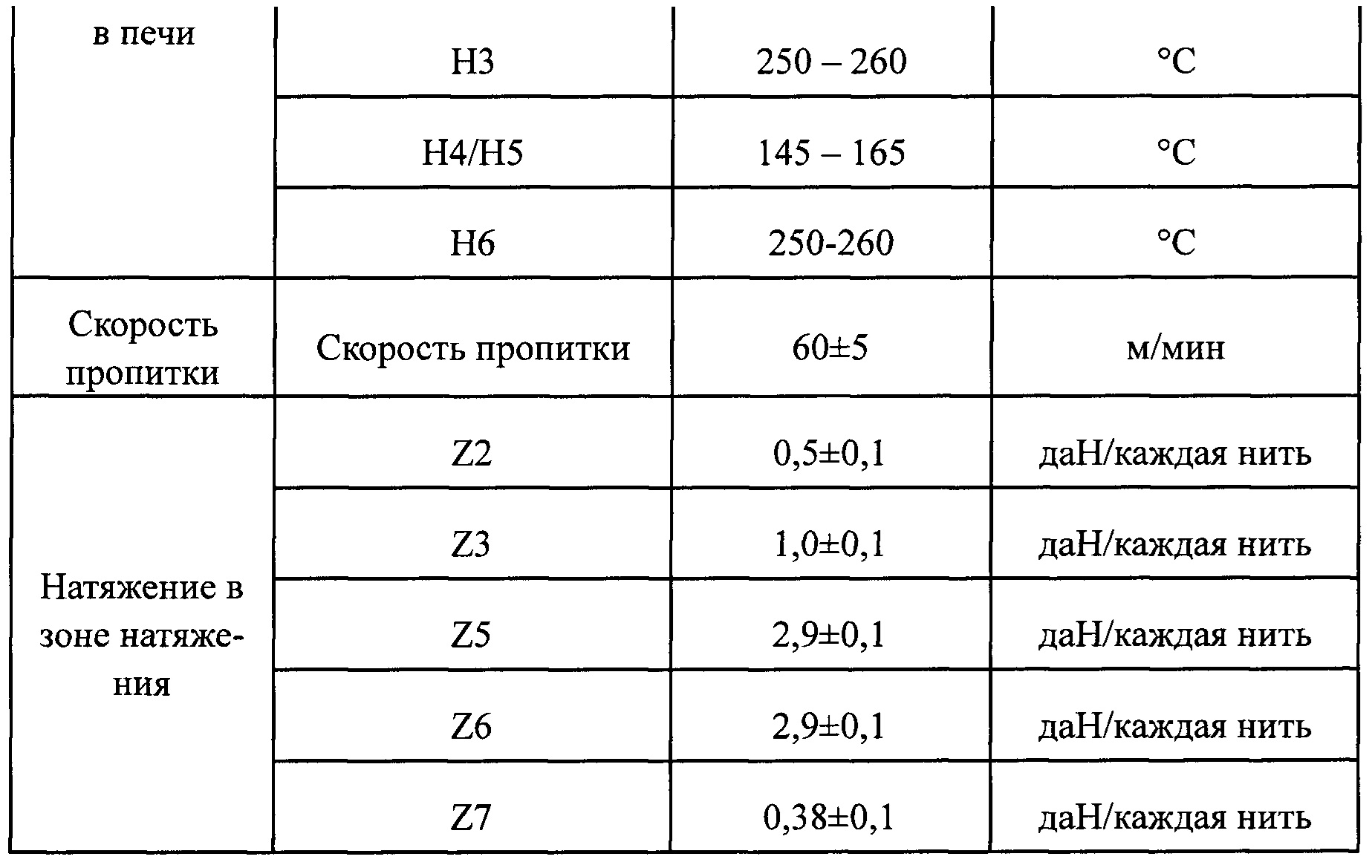
[00028] 4) Пропитка, выполнение пропитки кордной ткани с использованием пропиточной машины с последовательной пропиткой в шести печах (температура в печах составляет 145-165°С, 250-260°С, 145-165°С и 250-260°С) печей Н1/Н2, Н3, Н4/Н5, Н6 со скоростью 70±5 м/мин, пяти зонах натяжения (натяжение в основной области составляет от 0,29 до 2,0 даН) при выполнении пропитки способом с двумя ваннами (одна ванна и две ванны с полиэфирным клеем).
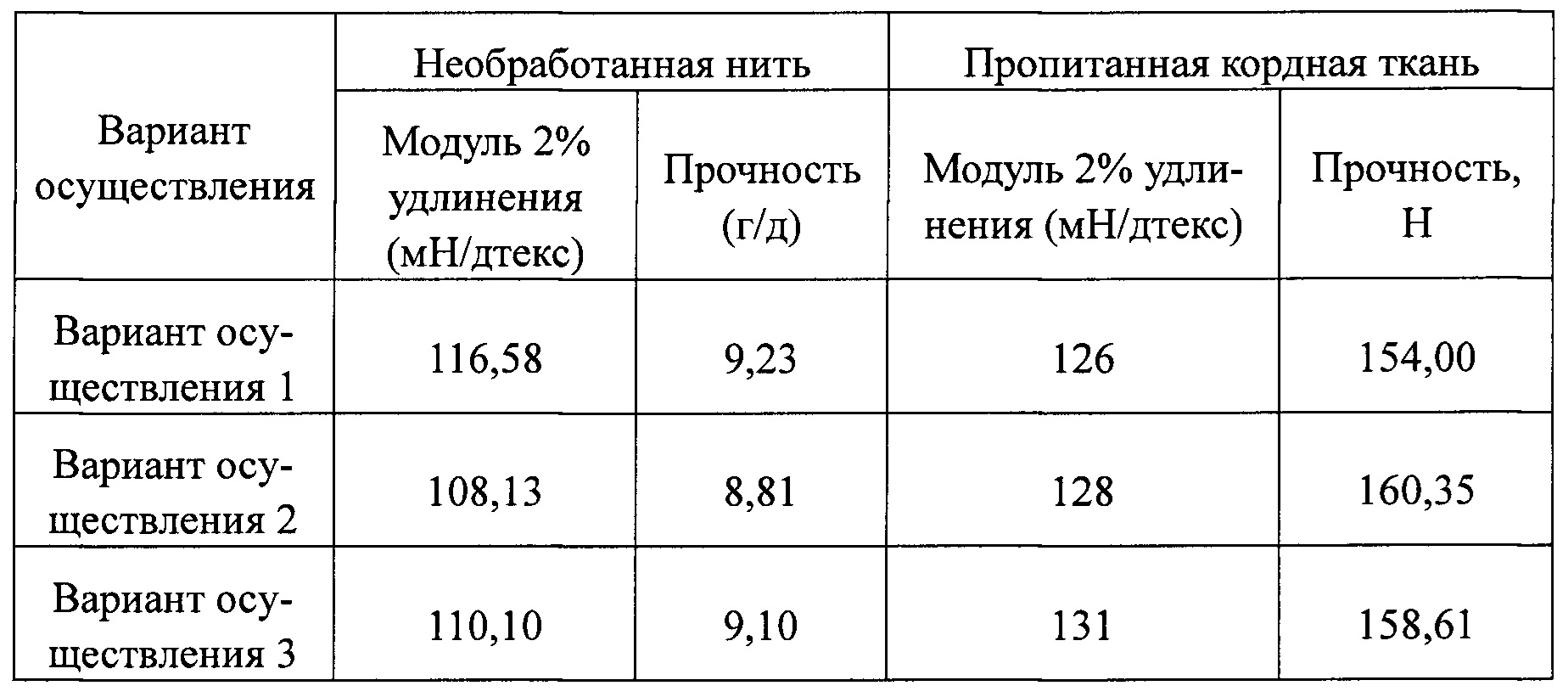
[00029] В данном варианте осуществления получают полиэфирную кордную ткань с 500 ден - 1000 ден. Необработанная кордная ткань имеет модуль 2% удлинения 116,58 мН/дтекс и прочность 9,23 г/д. Пропитанная кордная ткань имеет модуль 2% удлинения 126 мН/дтекс и прочность 154,00 Н.
[00030] Вариант осуществления 2
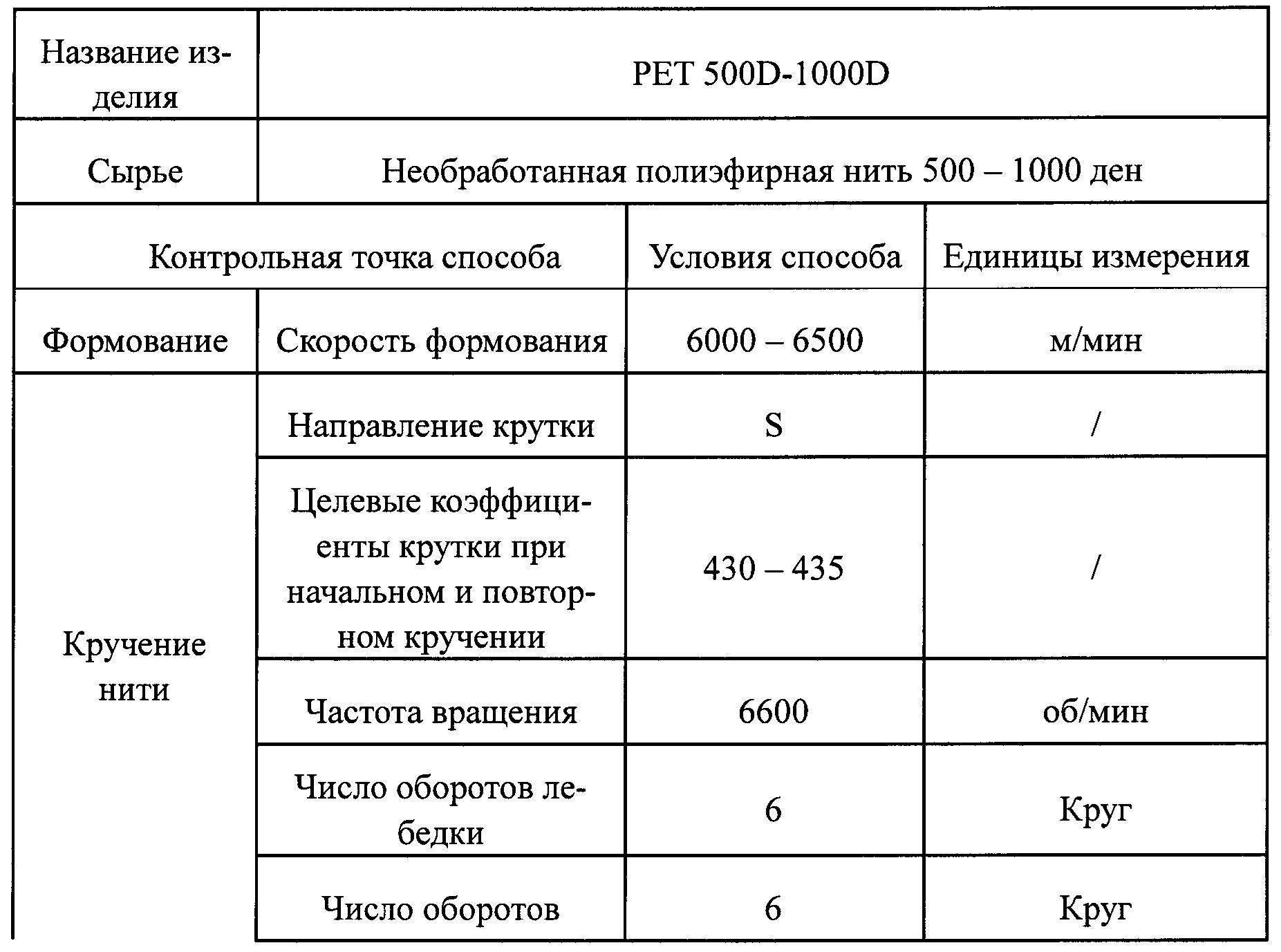
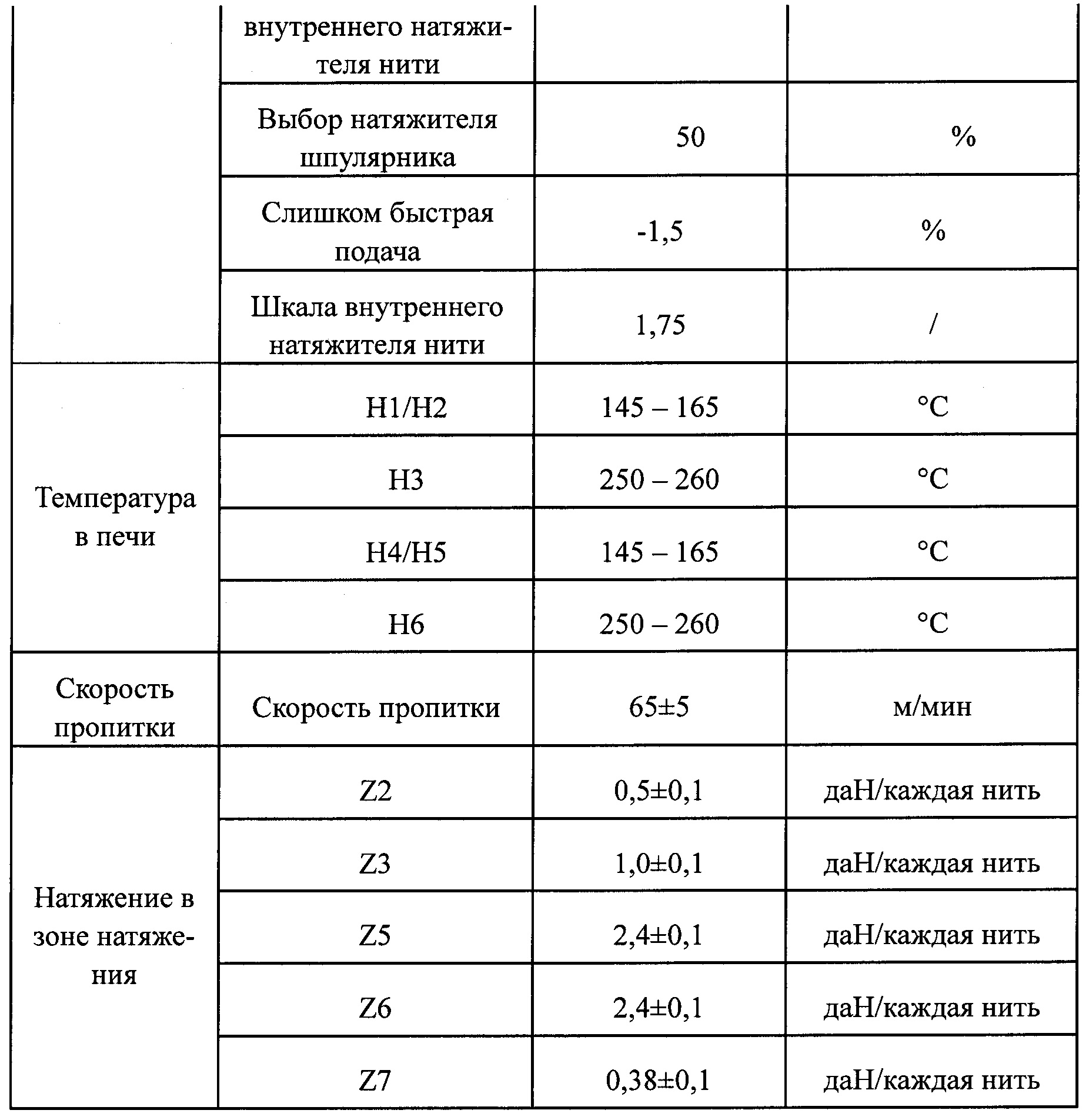
[00031] (1) Технологические параметры следующие.
[00032] Таблица 2. Технологические параметры варианта осуществления 2 способа изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем
[00033] (2) Способ изготовления включает следующие этапы.
[00034] 1) Формование: выбор модифицированного полиэфира (HMLS) для формования высокомодульной и низкоусадочной нити, замена дозирующих насосов для уменьшения расхода расплава, замена высокооборотного двигателя и нагревательного ролика для обеспечения скорости формования и формование изделия с частотой вращения 6000-6500 м/мин.
[00035] 2) Кручение нити, выполнение кручения необработанной нити на прямой крутильной машине для получения полиэфирной крученой нити с коэффициентом крутки 430-435 согласно установленным технологическим параметрам.
[00036] 3) Ткачество, производство кордной ткани с использованием пневматического бесчелночного ткацкого станка Dornier посредством ткачества на бердо с укладкой двух нитей между зубьями и в то же время с добавлением роликового подшипника шпулярника и ремня управления натяжением одного шпинделя шпулярника для повышения однородности ткани.
[00037] 4) Пропитка, выполнение пропитки кордной ткани с использованием пропиточной машины с последовательной пропиткой в шести печах (температура в печах составляет 145-165°С, 250-260°С, 145-165°С и 250-260°С) печей Н1/Н2, Н3, Н4/Н5, Н6 со скоростью 65±5 м/мин, пяти зонах натяжения (натяжение в основной области составляет от 0,3 до 2,9 даН) при выполнении пропитки способом с двумя ваннами (одна ванна и две ванны с полиэфирным клеем).
[00038] В данном варианте осуществления получают полиэфирную кордную ткань с 500 ден - 1000 ден. Необработанная кордная ткань имеет модуль 2% удлинения 108,13 мН/дтекс и прочность 8,81 г/д. Пропитанная кордная ткань имеет модуль 2% удлинения 128 мН/дтекс и прочность 160,35 Н.
[00039] Вариант осуществления 3
[00040] (1) Технологические параметры следующие.
[00041] Таблица 3. Технологические параметры варианта осуществления 3 способа изготовления полиэфирной кордной ткани с низкой линейной плотностью и высоким модулем
[00042] (2) Способ изготовления включает следующие этапы.
[00043] 1) Формование: выбор модифицированного полиэфира (HMLS) для формования высокомодульной и низкоусадочной нити, замена дозирующих насосов для уменьшения расхода расплава, замена высокооборотного двигателя и нагревательного ролика для обеспечения скорости формования и формование изделия с частотой вращения 6000-6500 м/мин.
[00044] 2) Кручение нити, выполнение кручения необработанной нити на прямой крутильной машине для получения полиэфирной крученой нити с коэффициентом крутки 430-435 согласно установленным технологическим параметрам.
[00045] 3) Ткачество, производство кордной ткани с использованием пневматического бесчелночного ткацкого станка Dornier посредством ткачества на бердо с укладкой двух нитей между зубьями и в то же время с добавлением роликового подшипника шпулярника и ремня управления натяжением одного шпинделя шпулярника для повышения однородности ткани.
[00046] 4) Пропитка, выполнение пропитки кордной ткани с использованием пропиточной машины с последовательной пропиткой в шести печах (температура в печах составляет 145-165°С, 250-260°С, 145-165°С и 250-260°С) печей Н1/Н2, Н3, Н4/Н5, Н6 со скоростью 60±5 м/мин, пяти зонах натяжения (натяжение в основной области составляет от 0,3 до 2,9 даН) при выполнении пропитки способом с двумя ваннами (одна ванна и две ванны с полиэфирным клеем).
[00047] В данном варианте осуществления получают полиэфирную кордную ткань с 500 ден - 1000 ден. Необработанная кордная ткань имеет модуль 2% удлинения 110,10 мН/дтекс и прочность 9,10 г/д. Пропитанная кордная ткань имеет модуль 2% удлинения 131 мН/дтекс и прочность 158,61 Н.
[00048] Скорость пропитки в вариантах осуществления 1, 2 и 3 последовательно снижают и натяжение последовательно увеличивают. Путем регулировки скорости пропитки и натяжения прямолинейность микроскопического полимера увеличивается, когда кордная ткань находится в состоянии высокого натяжения, так что кристаллическая морфология слоистого кристалла далее расширяется, и в конечном итоге модуль кордной ткани повышается.
[00049] Показатели изделия в вышеупомянутых трех вариантах осуществления приведены в следующей таблице.
[00050] Таблица 4. Показатели необработанной нити и изделия в вариантах осуществления 1, 2 и 3
[00051] Хотя выше описаны варианты осуществления настоящего изобретения, они не ограничены областями применения, упомянутыми выше в описании и вариантах осуществления, и могут быть применены в разных областях, подходящих для настоящего изобретения. Средний специалист в данной области техники может легко осуществить разные другие изменения в модели, формуле и параметрах, не прилагая творческие усилия, исходя из текста настоящего изобретения, путем изменений, модификаций и замен в данных вариантах осуществления, но без нарушения общей концепции, определенной в пунктах формулы изобретения и их эквивалентах, которые включены в настоящее изобретение. Настоящее изобретение не ограничено подробностями и иллюстрациями, приведенными и описанными в настоящем документе.
Пневматическая шина транспортного средства
Резиновая смесь
Резиновая смесь
Шип противоскольжения и пневматическая шина транспортного средства с шипами противоскольжения
Пневматическая шина транспортного средства
Смешиваемая с серой смесь для прорезинивания
Сшиваемая серой гуммирующая смесь
Способ регенерации вулканизатов на основе сшитого серой каучука с получением регенерированных продуктов
Упрочняющий слой для изделий, выполненных из эластомерного материала, предпочтительно для пневматических шин транспортного средства, и пневматические шины транспортного средства
Армирующий корд для эластомерных изделий, в частности для пневматической шины транспортного средства, и пневматическая шина транспортного средства

