Результат интеллектуальной деятельности: СИСТЕМА И СПОСОБ РАЗРЕЗАНИЯ НА МЕРНЫЕ ДЛИНЫ ДЛИННОМЕРНОГО ПРОКАТА, ВЫХОДЯЩЕГО ИЗ РАЗНЫХ РУЧЬЕВ ПРОКАТНОГО СТАНА
Вид РИД
Изобретение
[0001] Настоящее изобретение относится к системе для разрезания на коммерческие длины разных нитей длинномерного проката из черного металла, выходящего из прокатного стана.
[0002] Изобретение может применяться, в частности, но не исключительно, в станах горячей прокатки для производства длинномерного проката из черных металлов, такого как пруток, арматура и т.п.
[0003] Для изготовления готового длинномерного металлического проката, такого как пруток, арматура и пр., в стане, помимо прочих устройств, имеется множество прокатных ручьев, выровненных вдоль линии прокатки для непрерывного прокатывания заготовок, поступающих из печи или другого подобного источника.
[0004] Стан по производству длинномерного проката может быть выполнен с возможностью обработки одновременно нескольких нитей. Нити получают, разделяя или разрезая еще горячее изделие в данной точке стана, например, после заданного количества пропусков прокатки. Разрезание выполняется для повышения производительности стана без увеличения скорости прокатки на последних ручьях. После этой операции разрезания длинномерное металлическое изделие делят на разные нити, которые, затем, должны быть обработаны.
[0005] После последнего прокатного ручья изделие обычно разрезают на сегменты прутка, которые затем охлаждают, например, в стеллаже-холодильнике.
[0006] Таким образом, имеется потребность в простом, компактном и эффективном разрезающем средстве для разрезания множества нитей, приходящих с прокатного стана, перед их выгрузкой на стеллаж-холодильник.
[0007] КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0008] Вышеописанная проблема решается с помощью системы для разрезания на мерные длины по меньшей мере двух нитей длинномерного проката, предпочтительно выходящих из стана горячей прокатки, при этом система содержит:
- ножницы, содержащие по меньшей мере два вращающихся барабана, каждый из которых имеет режущее средство, расположенное для разрезания одновременно по меньшей мере двух нитей длинномерного проката на готовые сегменты,
- по меньшей мере две подвижные направляющие, каждая из которых содержит по меньшей мере два канала, при этом каждый канал расположен для приема и направления по меньшей мере одной нити длинномерного проката, при этом направляющие выполнены с возможностью перемещения между положением, в котором при работе эти по меньшей мере две нити длинномерного проката расположены вне траектории режущего средства в положении, в котором эти нити не могут быть разрезаны, и положением, в котором эти по меньшей мере две нити расположены на траектории режущего средства, и могут быть разрезаны режущим средством.
[0009] Согласно другим признакам изобретения, взятым отдельно или в комбинации:
[0010] - каждый барабан содержит по меньшей мере два ножа, разнесенных друг от друга и отходящих наружу от внешней стенки барабана;
[0011] - ножи барабана имеют по существу круговую траекторию, и каждая траектория проходит в параллельных вертикальных плоскостях;
[0012] - по меньшей мере один нож каждого барабана расположен так, чтобы его круговая траектория проходила в одной вертикальной плоскости;
[0013] - каждый барабан содержит один нож, каждый нож имеет две режущие поверхности и имеет U-образную форму, определяющую проход для одной или более нити;
[0014] - направляющие выполнены с возможностью вращения между указанными двумя положениями;
[0015] - каждая направляющая содержит проставку, проходящую между каждым каналом и горизонтально отделяющую друг от друга каждый канал относительно другого канала этой направляющей;
[0016] - каждый барабан имеет по существу цилиндрическую форму с осью, при этом каждая ось расположена в одной вертикальной плоскости и оси проходят параллельно друг другу;
[0017] - ножи каждого барабана выровнены по линии, параллельной оси барабана;
[0018] - система содержит множество приводных средств, при этом каждое приводное средство соединено с соединителем направляющей и каждое приводное средство содержит кривошипно-шатунный узел для циклического поступательного перемещения каждой соответствующей направляющей в двух направлениях;
[0019] - каждая направляющая далее содержит вал, соединенный с этими двумя каналами, и в которой линейное перемещение провоцирует поворот каждой направляющей вокруг вала между этими двумя положениями;
[0020] - первая направляющая расположена перед ножницами, а вторая направляющая расположена после ножниц в направлении движения нитей.
[0021] Изобретение также относится к способу разрезания на мерные длины по меньшей мере двух нитей длинномерного проката на готовые сегменты, при этом эти по меньшей мере две нити поступают от стана горячей прокатки, и способ содержит этапы, на которых:
- непрерывно перемещают эти две нити;
- направляют одновременно эти две нити на траекторию режущих средств, выполненных с возможностью одновременно разрезать эти по меньшей мере две нити;
- разрезают одновременно эти по меньшей мере две нити режущими средствами;
- направляют одновременно эти по меньшей мере две нити из траектории режущих средств.
[0022] Преимущественно на этапе направления одновременно поворачивают эти две нити;
[0023] Согласно изобретению предлагается система для простого разрезания на мерные длины длинномерного проката, приходящего из разных ручьев прокатного стана одновременно, и минимизирующая площадь, необходимую для обработки множества нитей в установке прокатного стана.
[0024] КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0025] Идеи настоящего изобретения будут легко понятны из нижеследующего, не ограничивающего подробного описания со ссылками на приложенные чертежи, где:
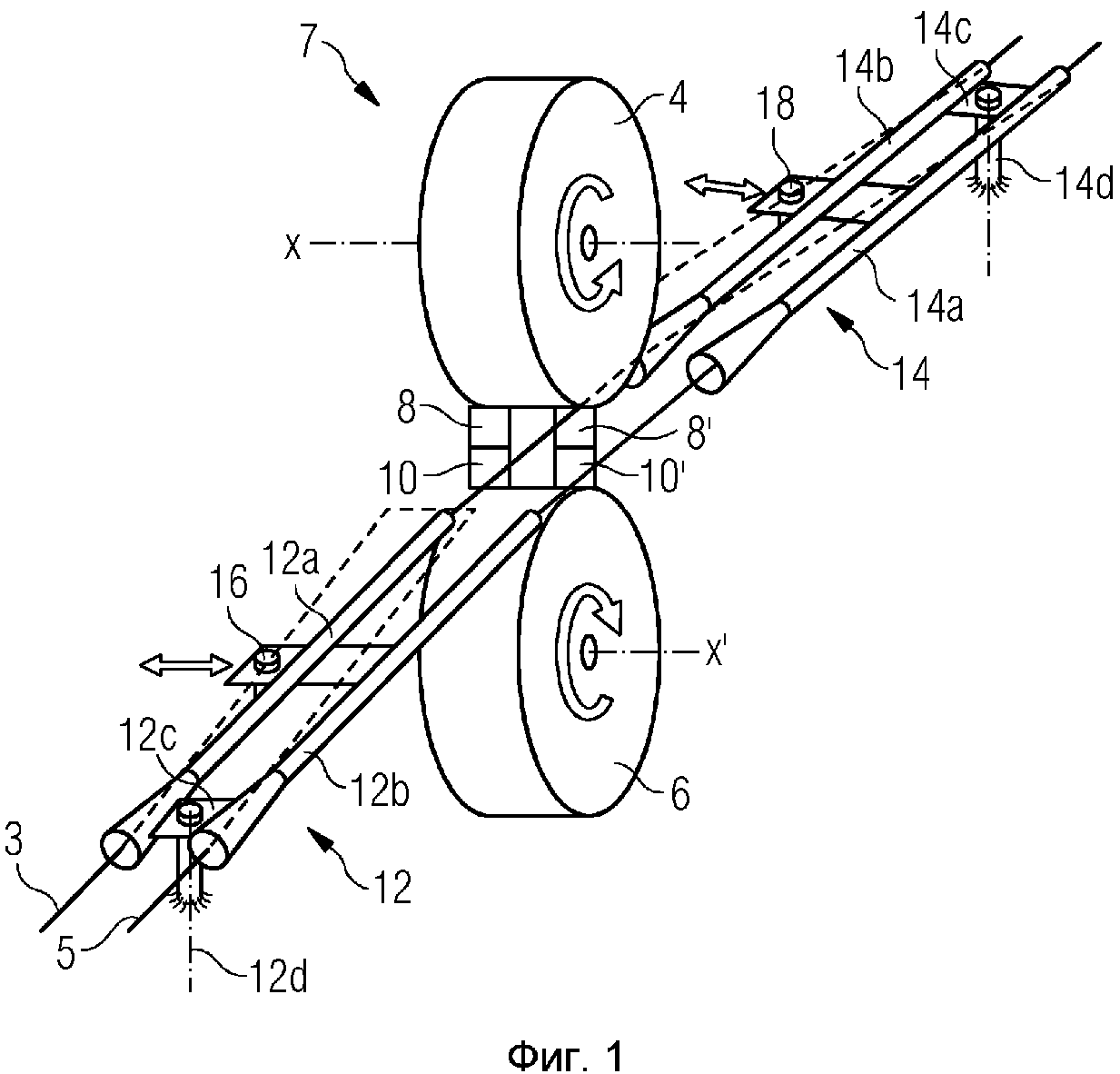
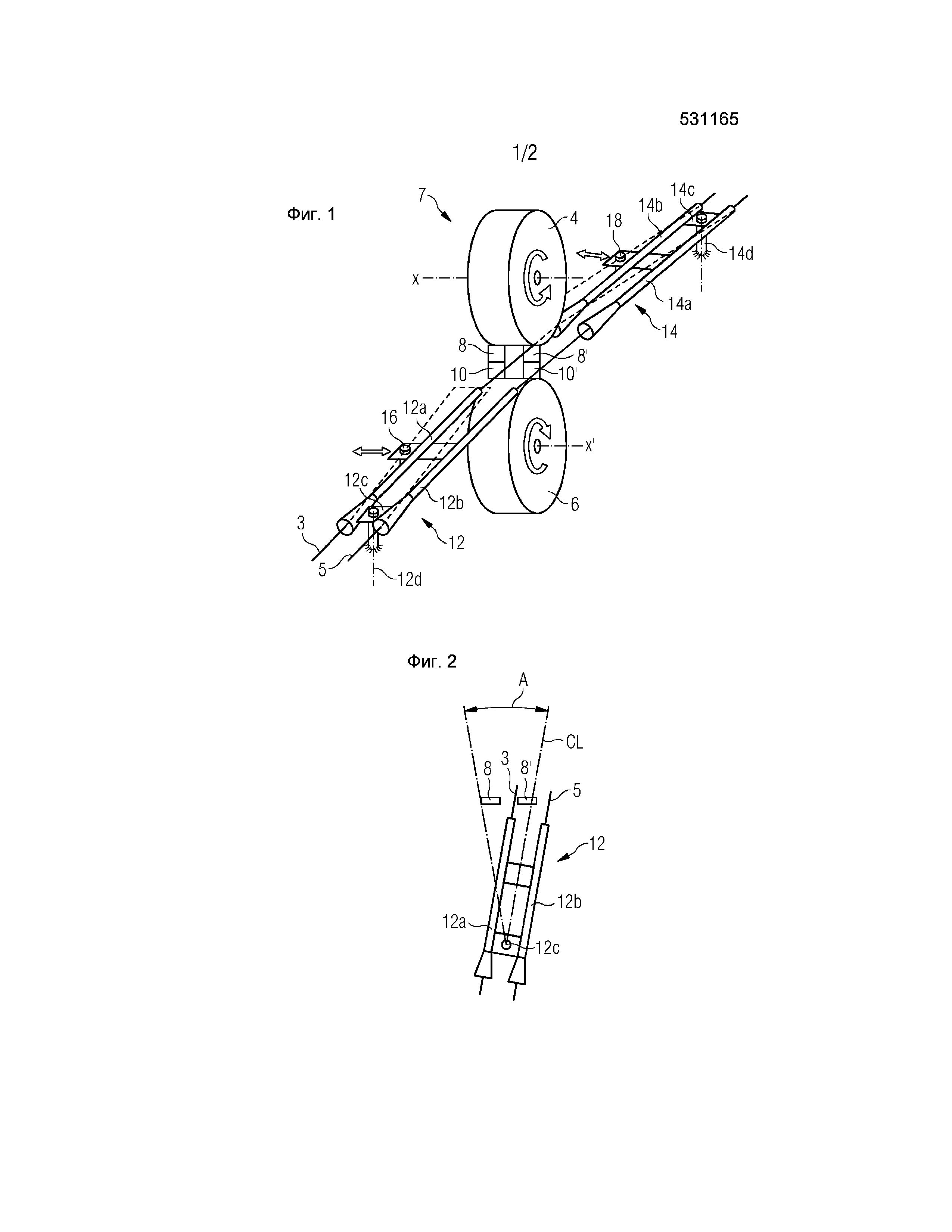
[0026] Фиг. 1 - схематический вид режущей системы по настоящему изобретению.
[0027] Фиг. 2 - схематический вид сверху направляющей, применяемой в режущей системе по фиг. 1.
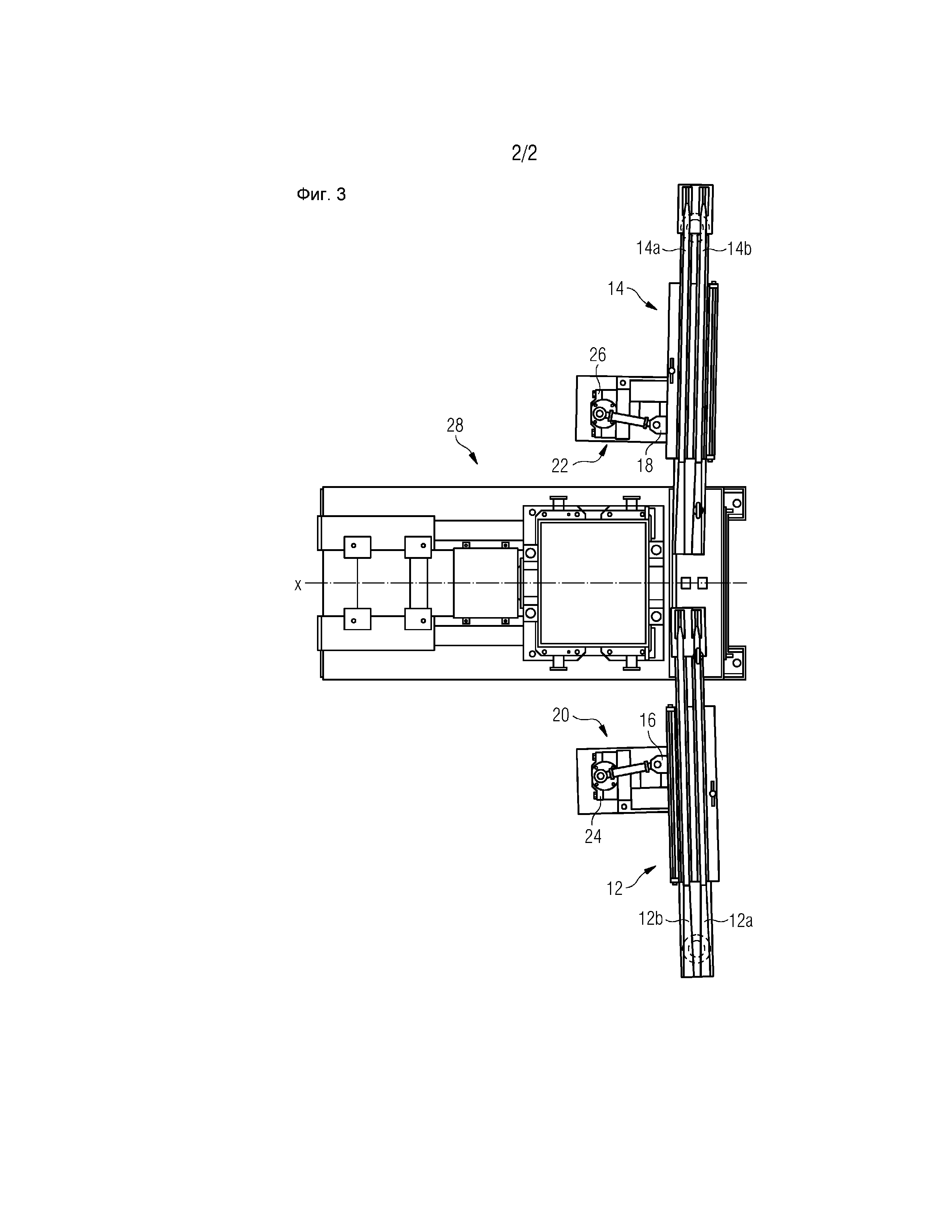
[0028] Фиг. 3 - продольное сечение возможного варианта изобретения.
[0029] ПОДРОБНОЕ ОПИСАНИЕ
[0030] В варианте по фиг. 1 и 2 система для разрезания на мерные длины длинномерного проката по настоящему изобретению содержит верхний барабан 4 и нижний барабан 6. Каждый барабан 4 или 6 имеет по существу цилиндрическую форму с осью Х или Х' и поддерживает режущее средство, расположенное для одновременного разрезания двух нитей длинномерного проката, приходящего из прокатного стана или другого источника, на готовые сегменты. Оси Х и Х' расположены в одной вертикальной плоскости и проходят параллельно друг другу в этой плоскости.
[0031] Как показано на фиг. 1-3, режущими средствами могут быть ножи, поддерживаемые барабанами 4 и 6. Каждый нож отходит радиально наружу от внешней стенки соответствующего барабана 4 или 6. В этом варианте каждый барабан 4 или 6 поддерживает пару верхних ножей 8, 8' или пару нижних ноже 10, 10'. В каждой паре ножи выровнены по оси и разнесены друг от друга в осевом направлении, при этом расстояние между ножами зависит от расстояния между двумя нитями изделия. Другими словами, каждый верхний нож 8 и 8' по меньшей мере частично расположен в плоскости, пересекаемой осью Х их барабана 4 и каждый нижний нож 10, 10' по меньшей мере частично расположен в плоскости, пересекаемой осью X' их барабана 6. Кроме того, нижние и верхние ножи разнесены друг от друга про горизонтали в этих плоскостях. И вновь другими словами, ножи 8/8', 10/10' каждого барабана выровнены по линии, параллельной оси этого барабана и разнесены друг от друга по этой линии.
[0032] Пары ножей 8/8', 10/10' вращаются вместе с соответствующими барабанами и расположены так, чтобы разделять две нити одновременно, как ножницы. Другими словами, каждый верхний нож 8, 8' взаимодействует с нижним ножом 10, 10' для разрезания нити длинномерного проката на готовые сегменты. В варианте, показанном на чертежах, верхний нож 8 и нижний нож 10, именуемые здесь левыми ножами, предназначены для разрезания одной нити длинномерного проката и расположены по меньшей мере частично в первой радиальной плоскости относительно оси Х, Х'. Таким же образом, верхний нож 8' и нижний нож 10, именуемые здесь правыми ножами, расположены по меньшей мере частично во второй радиальной плоскости относительно оси Х, Х'.
[0033] Правые и левые ножи расположены так, чтобы перекрываться при достижении точки, где их круглые траектории сходятся (например, нижней точки для верхних ножей 8, 8' и верхней точки для нижних ножей 10, 10') так, чтобы разрезать нить 3 или 5 длинномерного проката на готовые сегменты длинномерного проката.
[0034] Барабаны 4, 6 соединены с одним приводным средством или с множеством приводных средств, которое (которые) приводит во вращение эти барабаны с одинаковой скоростью. Как показано на фиг. 3, приводное средство может содержать узел двигателя/редуктора 28.
[0035] Система по настоящему изобретению также содержит по меньшей мере две вращающиеся направляющие 12 и 14. Каждая направляющая содержит два канала, и каждый канал предназначен и расположен для приема и направления одной нити длинномерного проката. Как можно видеть на фиг. 1, 2 и 3, входная направляющая 12 проходит горизонтально перед ножницами 7 в направлении движения изделия, а выходная направляющая 14 проходит горизонтально после ножниц 7.
[0036] Каналы 12a/12b или 14f/14b направляющей 12 или 14 могут быть разнесены и соединены друг с другом по меньшей мере одной проставкой 12c или 14c. От каждой из этих проставок 12c или 14c вертикально отходит поворотный стержень (или вал) 12d или 14d. Каждый канал 12a или 12b может содержать входную секцию, имеющую коническую форму, которая ведет в выходную секцию, имеющую постоянное сечение и предназначенную для удержания каждой нити в правильном положении перед разрезанием и после разрезания.
[0037] Направляющие 12 и 14 разнесены друг от друга на расстояние, достаточное для взаимодействия ножей для разрезания нитей и, в то же время, для правильного направления нитей и сегмента нитей перед разрезанием и после него.
[0038] Как лучше всего видно на фиг. 3, можно применить приводное средство для поворота направляющей вокруг каждого стержня 12d или 14d. Это приводное средство может быть соединено с соединителем 16 или 18, расположенным на [боковой] стороне каждой направляющей 12, 14. В варианте, показанном на фиг. 3, каждое приводное средство содержит узел 20 или 22 кривошипно-шатунного механизма, который приводится в действие двигателем 24 или 26. Каждый узел, включая приводное средство, и направляющая образуют систему шарнирного четырехугольника.
[0039] Каждый узел 20, 22 при активации циклически поступательно перемещает соответствующую направляющую 12, 14 вперед и назад. Направляющие 12, 14, в свою очередь, поворачиваются вокруг вала 12d или 14d между нерабочим положением, в котором при работе нити длинномеров 2 или 5 расположены не на траектории режущих средств, в положении, где эти нити не могут быть разрезаны, и рабочим положением, в котором две нити 3 и 5 расположены на траектории режущих средств 8, 8' и 10, 10' где нити могут разрезаться режущими средствами на сегменты длинномерного проката. На фиг. 1 и 2 показана конфигурация, в которой нити 3 и 5 находятся вне траектории резания. Движение направляющих 12 и 14 показано на фиг. 2 двойной стрелкой А.
[0040] Для разрезания обеих нитей 3 и 5 на готовые сегменты, барабаны 4 и 6 непрерывно вращаются в противоположных направлениях. Следует отметить, что две нити проката непрерывно движутся вперед с помощью протяжных роликов (не показаны на чертежах), расположенных перед системой и/или после системы по настоящему изобретению.
[0041] В варианте, показанном на фиг. 2, приводным средством направляющих управляют на первом этапе так, чтобы в нерабочем положении две нити находились вне траектории режущих средств, при этом одна нить 3 была расположена между левым режущим средством 8 и другой нитью 5, расположенной справа от правого режущего средства 8'. Затем, на втором этапе, обе нити поворачиваются (влево) и устанавливаются на траектории режущего средства и разрезаются на сегменты длинномерного проката. Затем, на третьем этапе обе нити далее поворачиваются влево так, чтобы обе нити 3 и 5 опять оказались вне траектории режущего средства. Это значит, что левая нить 3 находится слева от левого режущего средства 8, а правая нить 5 расположена между двумя режущими средствами. Затем, на четвертом этапе, обе нити возвращают обратно на траекторию режущих средств, и они вновь разрезаются на сегменты длинномерного проката. Затем цикл повторяется с первого этапа.
[0042] Эти движения показаны двойной стрелкой A, которая показывает направление движения центральной линии CL направляющей 12.
[0043] В другом варианте на первом этапе в каждую из направляющих 12 и 14 подают длинномерный прокат с помощью расположенных перед ними протяжных роликов и приводят их в действие так, чтобы установить каждую нить 3 и 5 на круговой траектории правой 8'/10' и левой 8/10 пар ножей. Другими словами, в конце этого оборота каждая нить 3 и 5 соответственно расположена между ножами 8/10 и 8'/10' левой и правой пар ножей.
[0044] Это движение направляющих показано, например, стрелкой A на фиг. 2.
[0045] Дальнейшее вращение барабанов 4 и 6 провоцирует наложение ножей 8', 10', образующих правую пару ножей, и наложение ножей 8/10, образующих левую пару ножей, и приводит к одновременному разрезанию обеих нитей 3 и 5.
[0046] Одновременно на втором этапе, каждая направляющая 12 и 14 поворачивается в положение, где нити 3 и 4 расположены вне круговой траектории ножей. Например, как можно видеть на фиг. 2, где показан вид сверху устройства по фиг. 1, на котором представлены только ножи 8, 8' или 10, 10', нити повернуты по часовой стрелке до положения, в котором нить 3 находится между ножами 8 и 8' (соответственно 10, 10'), а нить 5 находится слева от ножей 8 и 10'.
[0047] Как описано выше, движение каждой нити 3 и 5 ограничено минимумом, необходимым для отвода каждой нити от положения, в котором каждая нить находится вне траектории двух режущих средств, в положение, в котором каждая нить пересекает траекторию двух режущих средств. Для этого свободное пространство между левым и правым ножами можно использовать для помещения нити 3 или нити 5 вне траекторий резания.
[0048] Это также позволяет одновременно разрезать обе нити, что упрощает последующие погрузочно-разгрузочные операции с сегментами.
[0049] Затем второй и третий этапы повторяют так, чтобы из обеих нитей одновременно нарезать множества сегментов мерной длины.
[0050] Управляющее средство (не показано) синхронизирует различные приводные элементы системы по настоящему изобретению так, чтобы осуществлять резание каждую нить длинномерного проката, например, регулируя частоту вращения двигателей 24 и 26, частоту двигательной части узла 28 мотор-редуктора, и скорости нитей длинномерного проката через частоту вращения протяжных роликов. Положение ножей также может определяться управляющим средством через подходящие датчики, чтобы осуществлять регулировки их положения. Это управляющее средство также управляет вышеуказанными параметрами для получения требуемой длины сегментов длинномерного проката.
[0051] Следует также отметить, что приводное средство может работать так, чтобы обе нити длинномерного проката двигались циклически, с правой стороны режущего средства на левую сторону режущего средства. Это может быть реализовано, например, в варианте, где имеется только один нож на барабане, для резания множества нитей длинномерного проката.
[0052] В другом варианте (не показанном на чертежах) каждый барабан имеет только один нож. Каждый нож имеет две режущие поверхности и каждому ножу придана U-образная форма, определяющая проход для одной или более нити. В этом варианте каждый нож может содержать два конца, аналогичных ножам 8 и 8', которые соединены друг с другом проходящим между ними горизонтальным участком. В этом варианте верхний нож имеет перевернутую U-образную форму, а нижний нож - U-образную форму.
[0053] Как было показано выше, согласно настоящему изобретению предлагается эффективное и компактное средство для одновременного разрезания множества нитей, приходящих от стана горячей прокатки.
Способ и устройство для ввода тонкодисперсного материала в псевдоожиженный слой восстановительного агрегата с псевдоожиженным слоем
Система гранулирования шлака и способ работы
Охлаждаемый ролик роликовой проводки
Способ и устройство для комбинированной литейно-прокатной установки
Охлаждаемый многоопорный направляющий ролик ручья
Тянущий ролик наматывающего устройства прокатного стана и способ его изготовления
Способ и устройство для изготовления брикетов
Охлаждающее устройство с охлаждающим действием, зависящим от ширины
Способ и устройство для быстрой выгрузки толстых стальных листов из прокатного стана
Распознавание процесса очистки установки с фильтрами, размещенными с пространственным смещением относительно друг друга
Установка и способ производства металлических удлиненных изделий
Способ и устройство для изготовления металлических прокатных изделий
Устройство и способ изготовления длинных металлических изделий
Барабан, система и способ для работы с длинными катаными изделиями, поступающими с разных участков прокатного стана
Выдачной узел кофемашины эспрессо с фронтальной вставкой фильтродержателя

