Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКИ
Вид РИД
Изобретение
Область техники
Данное изобретение относится к способу и устройству для изготовления горячекатаной продукции в комбинированной литейно-прокатной установке.
С одной стороны, изобретение относится к способу для изготовления горячекатаной продукции в комбинированной литейно-прокатной установке, причем при непрерывном режиме работы имеющая поперечное сечение сляба или тонкого сляба заготовка непрерывно литого исходного материала после своего полного затвердевания, будучи не разрезана, то есть в виде заготовки , проходит через устройство для разрезания и отведения по рольгангу в направлении подачи, затем заготовка в чистовом прокатном стане подвергается горячей прокатке, затем охлаждается, разрезается и складируется.
С другой стороны, изобретение относится к комбинированной литейно-прокатной установке для изготовления горячекатаной продукции, включающей в себя:
- машину для непрерывного литья имеющей поперечное сечение сляба или тонкого сляба заготовки непрерывного исходного материала;
- устройство для разрезания и отведения, которое включает в себя ножницы для отрезания от исходного материала отрезка заготовки или отрезка исходного материала, подъемное устройство для поднятия задней части отрезка заготовки и отводящее устройство для отведения отрезка исходного материала;
- чистовой прокатный стан;
- участок охлаждения;
- накопительное устройство.
Уровень техники
Из текста WO 2009/121678 A1 заявителя известен способ и так называемое устройство для разрезания и отведения для комбинированной литейно-прокатной установки, при помощи которых возможно преодолевать аварийную ситуацию в части установки за устройством для разрезания и отведения, без того чтобы при этом должен был бы прерываться процесс литья в машине непрерывного литья. Вследствие этого существенно повышается эксплуатационная надежность установки. Конкретно устройство для разрезания и отведения имеет двое ножниц и расположенное между ножницами отводящее устройство, так что изготовляемый непрерывно исходный материал может при аварии отводиться в виде отрезка исходного материала. Для того чтобы предотвращать при аварии столкновение между изготовляемым непрерывно исходным материалом и материалом в комбинированной литейно-прокатной установке, после задних ножниц расположено подъемное устройство. Несмотря на то, что это решение оказалось весьма эффективным на практике, оно имеет тот недостаток, что устройство для разрезания и отведения в совокупности имеет конструктивную длину около 15 м. Будучи обусловлена большой конструктивной длиной, заготовка на пути к чистовому прокатному стану охлаждается сильнее, на полосе возникает больше окалины, и увеличиваются инвестиционные (на английском - CAPEX) и эксплуатационные (на английском - OPEX) расходы.
Как при сравнительно высокой эксплуатационной надежности может уменьшаться конструктивная длина устройства для разрезания и отведения, и могут сокращаться инвестиционные и эксплуатационные расходы комбинированной литейно-прокатной установки, в этом тексте не указывается.
Описание изобретения
Задача изобретения состоит в преодолении недостатков уровня техники и в предоставлении надежного при аварии способа и компактной комбинированной литейно-прокатной установки, при помощи которых:
может преодолеваться аварийная ситуация в части установки за устройством для разрезания и отведения, без того чтобы при этом должен был бы прерываться непрерывный процесс литья в машине непрерывного литья,
может уменьшаться общая длина устройства для разрезания и отведения, и
могут сокращаться инвестиционные и эксплуатационные расходы комбинированной литейно-прокатной установки.
Эта задача решается с помощью упомянутого вначале способа вследствие того, что для преодоления остановки производственного процесса в той части установки, которая следует за устройством для разрезания и отведения, в устройстве для разрезания и отведения осуществляются следующие шаги способа:
а) отрезание ножницами от изготовляемого непрерывно исходного материала отрезка заготовки ;
b) зажатие отрезка заготовки зажимным устройством;
c) поднятие задней части отрезка заготовки с рольганга при помощи подъемного устройства, вследствие чего конец отрезка заготовки оттягивается в направлении подачи от ножниц;
- d) отрезание ножницами от проходящего через ножницы исходного материала отрезка исходного материала;
- e) отведение отрезка исходного материала с рольганга при помощи отводящего устройства, и удаление отрезка заготовки до восстановления эксплуатационной готовности комбинированной литейно-прокатной установки.
Непосредственно после того как возникла аварийная ситуация в той части установки, которая расположена за устройством для разрезания и отведения (например, в одноклетьевом или многоклетьевом, чистовом, прокатном стане), изготовляемый непрерывно машиной непрерывного литья, например для поперечного сечения сляба или тонкого сляба, или поступающий от чернового прокатного стана, предварительно прокатанный, исходный материал (как правило, из стали) разрезается ножницами. Благодаря этому резу образуется отрезок заготовки , который распространяется от ножниц в направлении подачи. Отрезок заготовки зажимается зажимным устройством, которое в направлении подачи расположено после ножниц, после подъемного устройства и после отводящего устройства, однако еще перед чистовым прокатным станом, так что конец отрезка заготовки благодаря непосредственно последующему подъему задней части отрезка заготовки оттягивается от ножниц, то есть перемещается в направлении подачи. Благодаря подъему отрезка заготовки не только освобождается рольганг, который согласован с отводящим устройством, но и конец отрезка заготовки перемещается в направлении подачи. Таким образом, эти шаги являются причиной того, что в устройстве для разрезания и отведения освобождается рольганг, и что конец отрезка заготовки расположен на расстоянии от изготовляемого и далее непрерывно исходного материала. Таким образом, процесс литья в машине непрерывного литья не должен прерываться при аварии. Затем изготовляемый далее исходный материал нарезается ножницами на отрезки исходного материала, так что эти отрезки исходного материала могут отводиться и при необходимости подаваться для использования в горячепрокатном стане. Наконец, поднятый отрезок заготовки должен удаляться до восстановления эксплуатационной готовности комбинированной литейно-прокатной установки.
Для того чтобы на масляной или маслянистой поверхности отрезка заготовки также обеспечивать надежное при эксплуатации зажатие, предпочтительно, если при зажатии по меньшей мере одна пара противоположных друг другу, направляющих полосу роликов прижимается к отрезку заготовки при помощи приводного устройства.
Предпочтительно, если подъем задней части отрезка заготовки осуществляется в вертикальном направлении посредством, как правило, горизонтальной, подъемной балки. Вследствие этого расположенный ниже рольганг быстро освобождается. При этом подъемная балка в поднятом положении может проходить, например, в горизонтальном направлении или с наклоном.
Для того чтобы делать возможным использование изготовляемого непрерывно исходного материала в обычных горячепрокатных станах, предпочтительно, если ножницы режут проходящий через ножницы исходный материал на отрезки исходного материала с длиной от 8 до 14 м. Альтернативно для этого возможно то, что ножницы изготовляют так называемый металлический лом с длиной, как правило, около 1 м.
Целесообразно, если при отведении отрезок исходного материала сдвигается с рольганга в направлении, которое проходит поперек направления подачи (например, в горизонтальном направлении). Вследствие этого место рядом с рольгангом эффективно используется для промежуточного хранения отрезков исходного материала, например посредством укладывающего в стопу устройства.
Кроме того, целесообразно отрезок заготовки при удалении поднимать в вертикальном направлении посредством подъемного крана.
Упомянутая задача решается также с помощью комбинированной литейно-прокатной установки указанного ранее типа, у которой устройство для разрезания и отведения дополнительно включает в себя зажимное устройство для зажатия отрезка заготовки, причем зажимное устройство расположено в направлении подачи за подъемным устройством. Благодаря зажимному устройству обеспечивается то, что конец отрезка заготовки посредством подъема отрезка заготовки автоматически оттягивается от ножниц. Вследствие этого предотвращается столкновение между поступающим исходным материалом и отрезком заготовки .
Предпочтительно ножницы являются маятниковыми ножницами или барабанными ножницами.
Целесообразно, если зажимное устройство имеет приводное устройство и в плоскости, перпендикулярной направлению подачи, включает в себя два направляющих полосу ролика, причем направляющие полосу ролики могут прижиматься к отрезку заготовки посредством приводного устройства. При этом направляющие полосу ролики прижимаются к отрезку заготовки при помощи приводного устройства, так что благодаря фрикционному соединению между направляющими полосу роликами и отрезком заготовки отрезок заготовки зажимается.
Приводное устройство является наиболее надежным, если оно выполнено в виде гидравлического цилиндра. Кроме того, у гидравлического цилиндра усилие зажатия может просто устанавливаться и ограничиваться гидравлическим давлением.
В простом и функциональном исполнении подъемного устройства подъемное устройство включает в себя по меньшей мере один подъемный цилиндр и по меньшей мере одну выровненную поперек направления подачи подъемную балку, причем подъемная балка посредством подъемного цилиндра может подниматься и снова опускаться в вертикальном направлении.
В простом и функциональном исполнении отводящего устройства отводящее устройство включает в себя по меньшей мере один сдвигающий цилиндр, причем отрезок исходного материала посредством сдвигающего цилиндра может сдвигаться с рольганга в направлении, которое проходит поперек направления подачи (например, в горизонтальном направлении).
В наиболее компактном устройстве для разрезания и отведения в направлении подачи подъемное устройство расположено между двумя отводящими устройствами, или одно отводящее устройство расположено между двумя подъемными устройствами. Например, между двумя следующими в направлении подачи роликами рольганга расположено подъемное устройство и/или отводящее устройство. Вследствие этого исходный материал имеет достаточную опору на рольганге, и подъемное устройство и/или отводящее устройство наиболее компактно встраивается в рольганг.
Благодаря пространственному соединению отводящего устройства и подъемного устройства значительно уменьшается общая конструктивная длина устройства для разрезания и отведения. Вследствие этого же сокращаются также инвестиционные и эксплуатационные расходы, так как исходный материал охлаждается не так сильно (и таким образом во время последующего нагрева должен не так сильно повторно нагреваться). Далее вследствие этого возникает меньше окалины на полосе, так что окалина должна удаляться с заготовки в меньшем объеме, вследствие чего заготовка снова охлаждается не так сильно. Кроме того, вследствие этого улучшается качество.
Альтернативно или дополнительно для пространственного соединения является предпочтительным, если подъемное устройство в опущенном состоянии и отводящее устройство расположены в одной области рольганга между ножницами и зажимным устройством.
Краткое описание фигур
Дальнейшие преимущества и признаки данного изобретения проистекают из последующего описания не ограничительных примеров осуществления, причем делается ссылка на следующий чертеж, на котором:
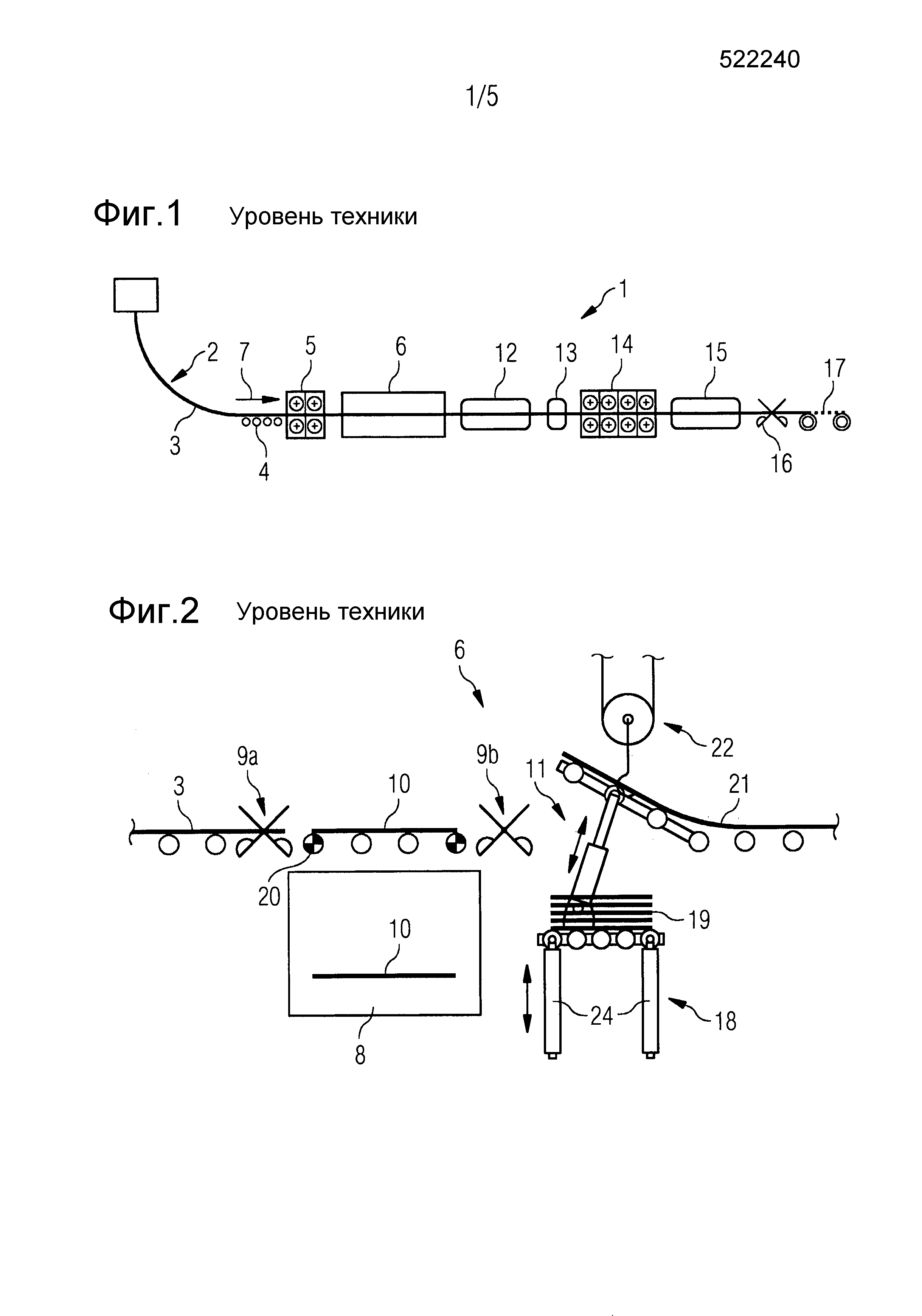
фиг. 1 показывает схематичное изображение комбинированной литейно-прокатной установки для полностью непрерывного режима работы;
фиг. 2 показывает схематичное изображение устройства для разрезания и отведения согласно уровню техники;
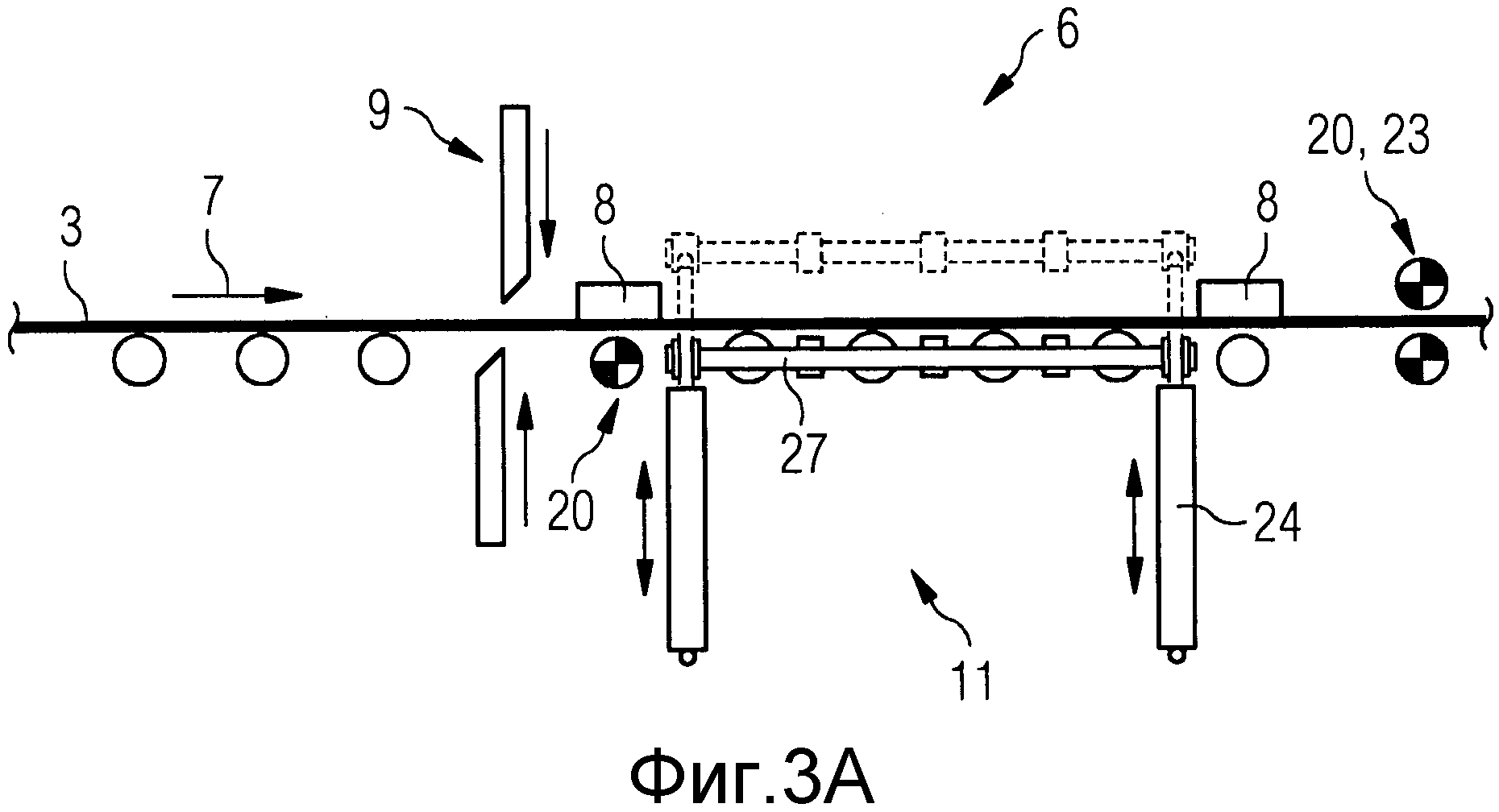
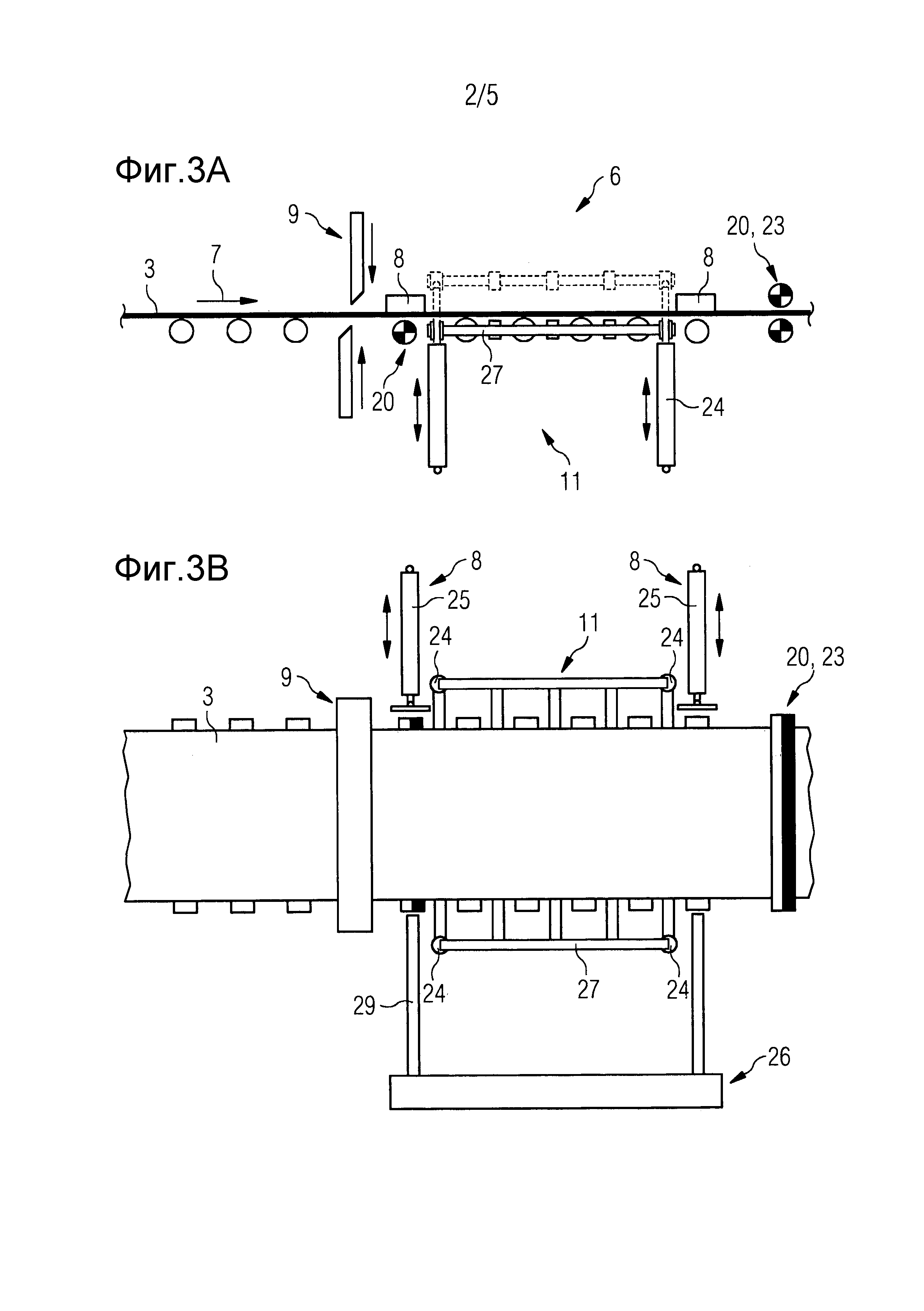
фиг. 3а и 3b показывают на схематичных изображениях вид сбоку и вид сверху первого варианта осуществления соответствующего изобретению устройства для разрезания и отведения;
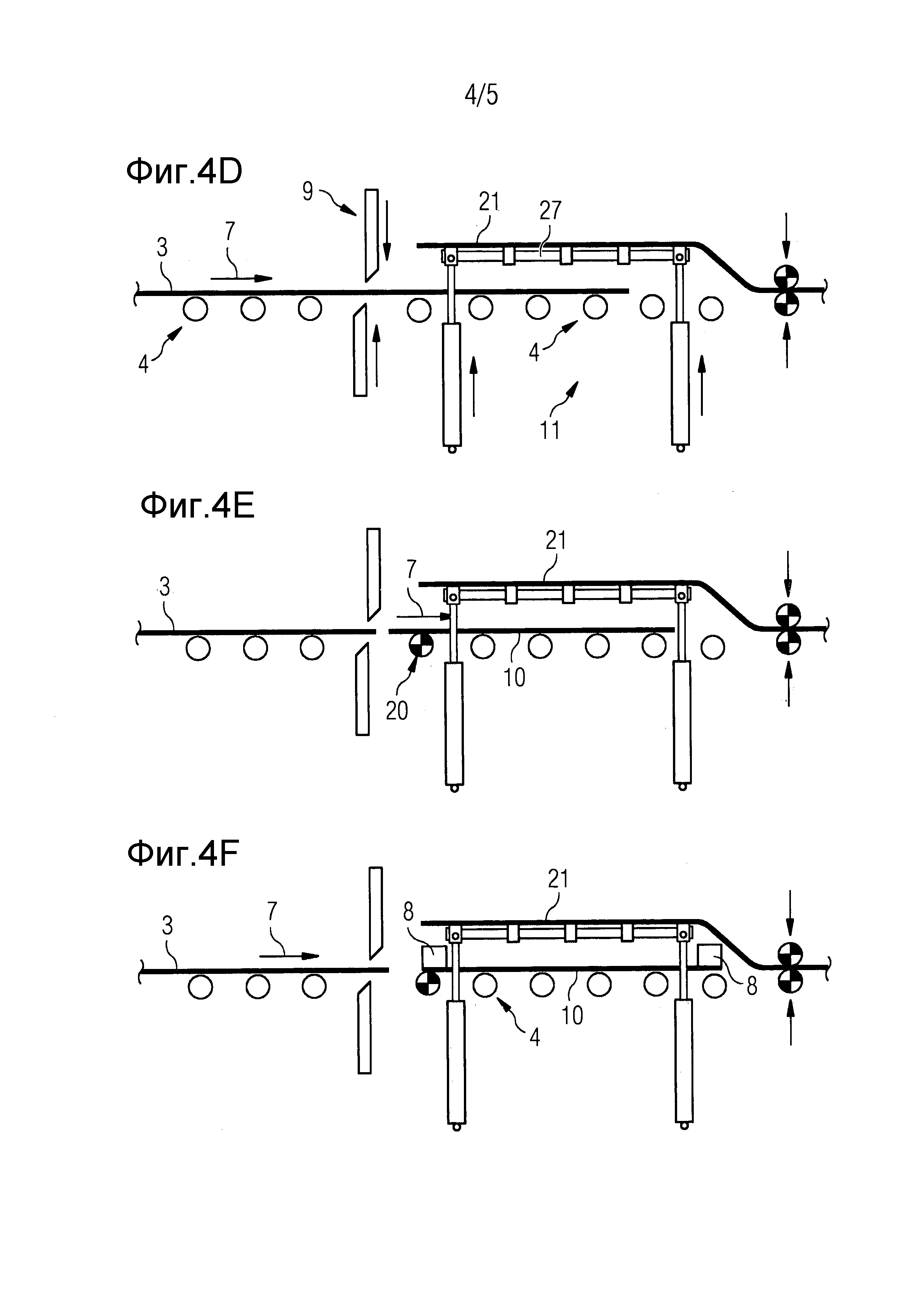
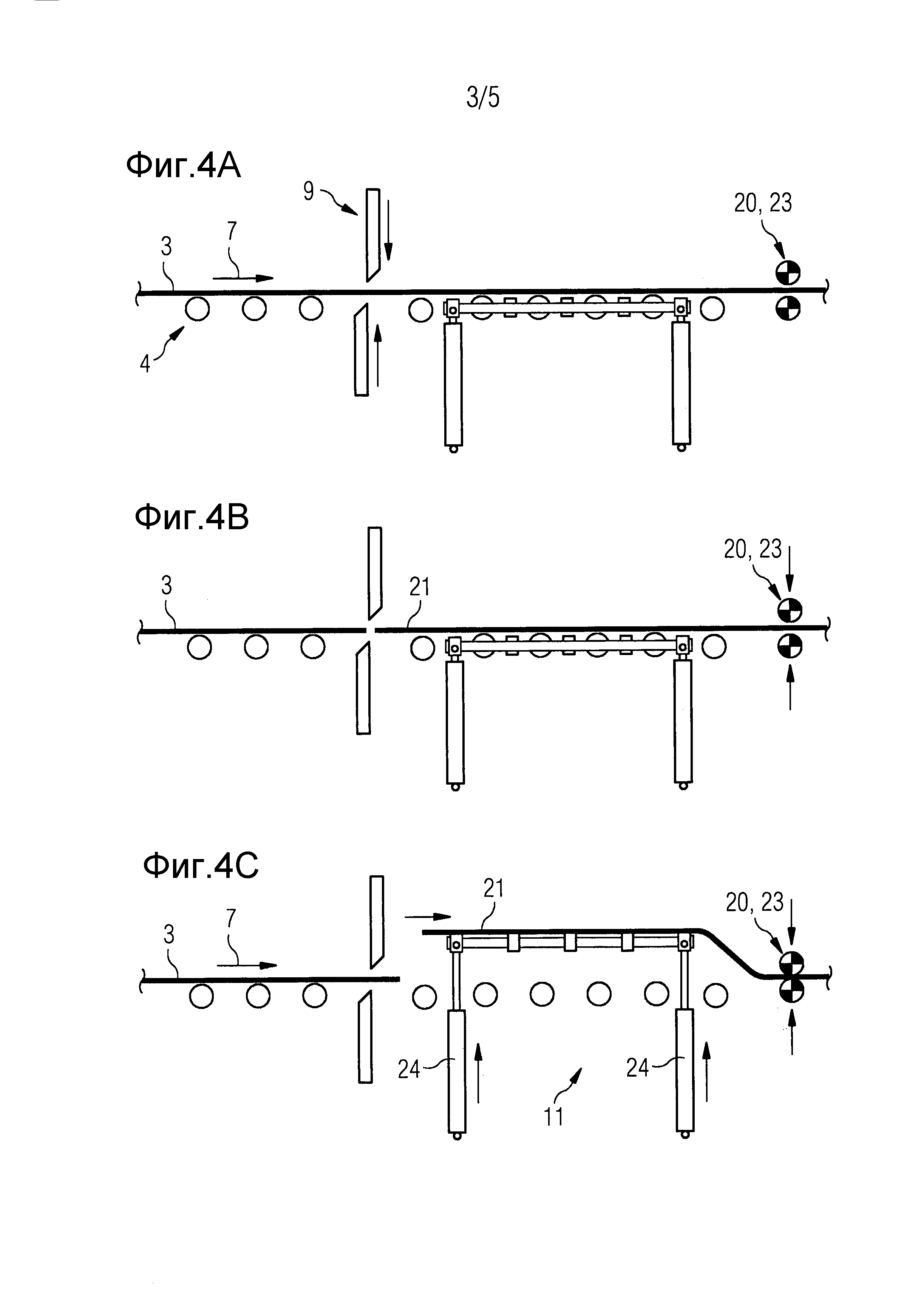
фиг. 4а...4f показывают схематичное изображение шагов, осуществляемых в устройстве для разрезания и отведения для преодоления остановки производственного процесса; и
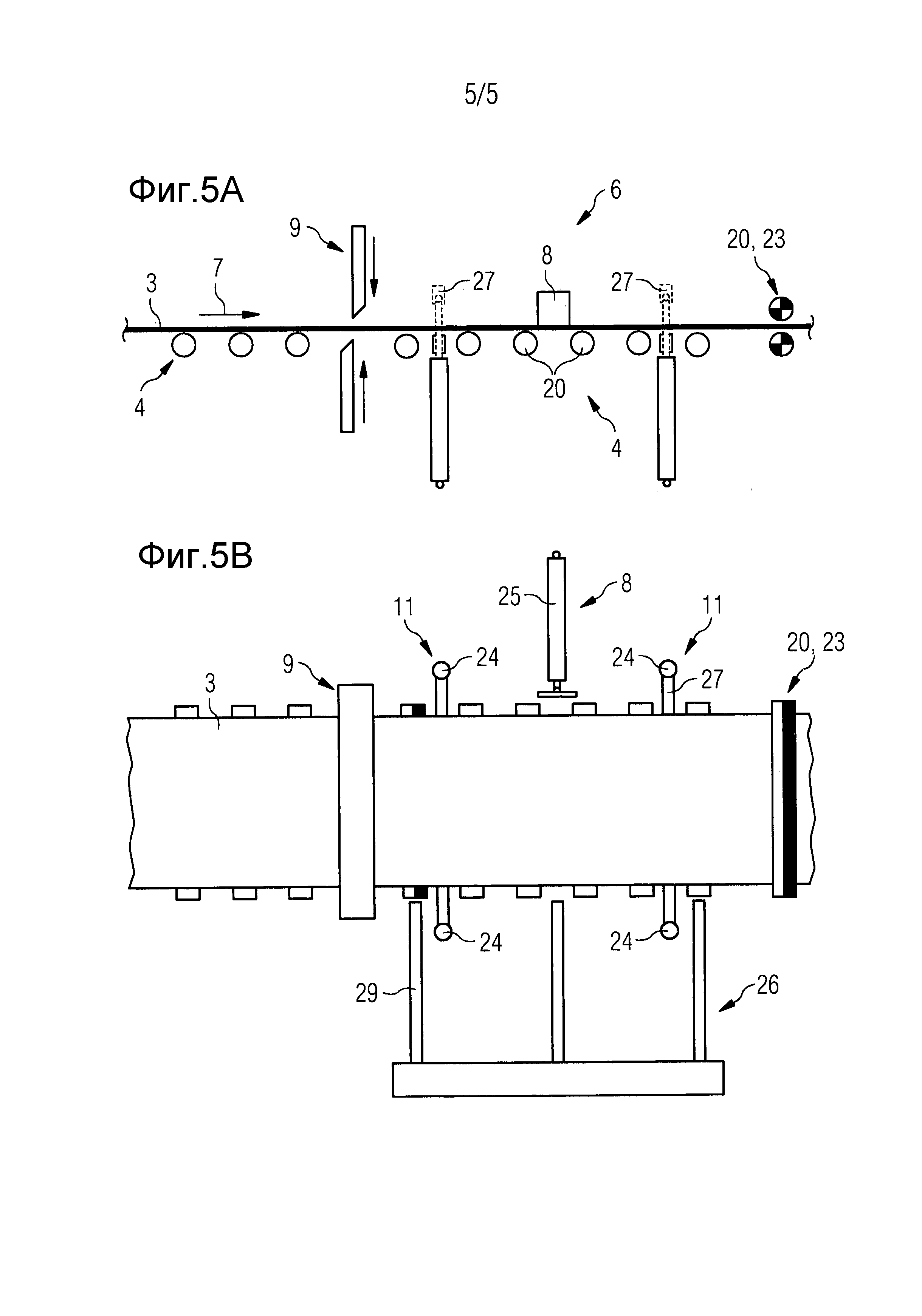
фиг. 5а и 5b показывают на схематичных изображениях вид сбоку и вид сверху второго варианта осуществления соответствующего изобретению устройства для разрезания и отведения.
Описание вариантов осуществления
Фиг. 1 показывает известную из WO 2009/121678 A1 комбинированную литейно-прокатную установку 1. При штатном режиме работы машина 2 непрерывного литья непрерывно производит исходный материал 3 в виде заготовки тонкого сляба, которая по рольгангу 4 подается в черновой прокатный стан 5. После черновой прокатки в черновом прокатном стане 5 исходный материал 3, будучи не разрезан, то есть в виде заготовки , проходит через устройство 6 для разрезания и отведения, прежде чем температура исходного материала на участке 12 нагрева устанавливается на температуру прокатки. После обработки исходного материала в установке 13 для удаления окалины, которая расположена перед чистовым прокатным станом 14, исходный материал без окалины прокатывается в одноклетьевом или многоклетьевом, чистовом, прокатном стане 14. Затем прошедший чистовую прокатку материал охлаждается на участке 15 охлаждения, разрезается ножницами 16 на определенную длину продукции или на определенный вес продукции и затем наматывается накопительным устройством 17, выполненным в виде намоточного устройства. Рольганг 4 соединяет все части установки между горизонтальной направляющей ручья машины 2 непрерывного литья и накопительным устройством 17.
На фиг. 2 показано устройство 6 для разрезания и отведения с фиг. 1, включающее в себя первые ножницы 9а, отводящее устройство 8, вторые ножницы 9b, опускаемый рольганг 18 и подъемное устройство 11. Непосредственно после возникновения аварийной ситуации в той части установки, которая расположена за устройством 6 для разрезания и отведения (например, в чистовом прокатном стане 14 или в намоточном устройстве 17), исходный материал 3 разрезается вторыми ножницами 9b, вследствие чего позади вторых ножниц 9b образуется отрезок 21 заготовки. Для того чтобы отделять отрезок 21 заготовки от изготовляемого непрерывно далее поступающего из чернового прокатного стана 5, исходного материала 3, отрезок 21 заготовки поднимается подъемным устройством 11. Проходящий через вторые ножницы 9b исходный материал 3 разрезается ножницами 9b на куски 19 металлического лома, которые отводятся при помощи опускаемого рольганга 18. Так как куски 19 металлического лома, как правило, могут использоваться с трудом, после возникновения аварийной ситуации исходный материал 3 нарезается первыми ножницами 9а на отрезки 10 исходного материала, которые в каждом случае имеют длину 8-14 м, причем отрезки 10 исходного материала при помощи отводящего устройства 8 отводятся с рольганга 4 поперек направления 7 подачи. Недостатками в устройстве 6 для разрезания и отведения согласно уровню техники является то, что конструктивная длина устройства 6 составляет около 16 м, из-за такой конструктивной длины исходный материал 3 при непрерывном режиме работы относительно сильно охлаждается, за счет времени нахождения исходного материала 3 в устройстве 6 происходит относительно сильное образование окалины, и что инвестиционные и эксплуатационные расходы устройства 6 для разрезания и отведения, а также комбинированной литейно-прокатной установки 1 являются относительно высокими.
Фиг. 3а и 3b показывают первый вариант осуществления соответствующего изобретению устройства 6 для разрезания и отведения, которое больше не имеет недостатки решения согласно фиг. 2. Несмотря на более короткую конструктивную длину устройства 6, соответствующее изобретению устройство 6 может также использоваться с известной комбинированной литейно-прокатной установкой 1 на фиг. 1. Конкретно устройство 6 для разрезания и отведения имеет лишь только одни ножницы 9, которые выполнены либо в виде маятниковых ножниц, либо в виде барабанных ножниц. За ножницами 9 в направлении 7 подачи следуют двое отводящих устройств 8, между которыми в направлении подачи расположено подъемное устройство 11. На фиг. 3а, 3b подъемное устройство 11 находится в опущенном положении, а в поднятом положении оно изображено пунктирными линиями. После заднего отводящего устройства 8 расположено зажимное устройство 23, которое выполнено в виде пары тянущих роликов (по-английски - "pinch rolls"), и при помощи которого может зажиматься отрезок 21 заготовки или исходный материал 3. Вследствие этого предотвращается то, что отрезок 21 заготовки благодаря подъему перемещается против направления 7 подачи. Благодаря зажатию конец отрезка 21 заготовки перемещается в направлении 7 подачи, так что поступающий исходный материал 3 имеет достаточное расстояние от отрезка 21 заготовки .
На фиг. 4а...4f показаны шаги способа, осуществляемые в устройстве 6 для разрезания и отведения после возникновения аварийной ситуации. Сразу или непосредственно после возникновения аварийной ситуации в той части установки, которая расположена за устройством 6 для разрезания и отведения, поступающий от чернового прокатного стана 5, изготовляемый непрерывно исходный материал 3 разрезается ножницами 9, которые выполнены в виде маятниковых ножниц (фиг. 4а показывает ситуацию перед разрезом). Благодаря разрезанию образуется отрезок 21 заготовки, который распространяется от ножниц в направлении 7 подачи. После возникновения аварийной ситуации или перед подъемом отрезка 21 заготовки подъемным устройством 11 отрезок заготовки зажимается зажимным устройством 23, так что конец отрезка 21 заготовки благодаря подъему не перемещается против направления 7 подачи (фиг. 4b показывает ситуацию непосредственно перед зажатием отрезка 21 заготовки). На фиг. 4с зажатый отрезок 21 заготовки поднимается подъемным устройством 11 в вертикальном направлении, так что отрезок 21 заготовки расположен с вертикальным смещением от поступающего исходного материала 3, а конец отрезка 21 заготовки благодаря подъему оттягивается в направлении 7 подачи от ножниц 9. Таким образом, конец отрезка 21 заготовки расположен с вертикальным и горизонтальным смещением от плоскости реза ножниц 9. Фиг. 4d показывает то, что от чернового прокатного стана 5 непрерывно поступает исходный материал 3, который поддерживается рольгангом 4. После того как начало исходного материала 3 прошло определенное расстояние (например, 10 м) от ножниц 9, ножницы 9 отрезают от исходного материала 3 отрезок 10 исходного материала. Непосредственно после отрезания отрезок 10 исходного материала посредством по меньшей мере одного приводного ролика 20 ускоряется в направлении подачи, так что отрезок 10 исходного материала расположен на горизонтальном расстоянии от ножниц 9 (фиг. 4e показывает ситуацию во время ускорения). Наконец отрезок 10 исходного материала посредством обоих отводящих устройств 8, расположенных перед и после подъемного устройства 11, сдвигается из плоскости чертежа наружу, так что рольганг 4 между обоими отводящими устройствами 8 освобождается. После того как аварийная ситуация была устранена, отрезок 21 заготовки удаляется, например, подъемным краном 22.
Фиг. 5а и 5b показывают второй соответствующий изобретению вариант осуществления устройства 6 для разрезания и отведения, который также может использоваться с комбинированной литейно-прокатной установкой 1 согласно фиг. 1. Отличие от первого варианта осуществления заключается в том, что после ножниц 9 в направлении подачи расположены: переднее подъемное устройство 11, отводящее устройство 8, заднее подъемное устройство 11 и зажимное устройство 23. Так же, как и на фиг. 3а, 3b, отрезок заготовки может подниматься обоими подъемными устройствами 11. Поступающий исходный материал 3 снова нарезается ножницами 9 на отрезки 10 исходного материала, которые посредством сдвигающего цилиндра 25 отводящего устройства 8 могут сдвигаться с роликов 20 рольганга 4 в горизонтальном направлении на консольные держатели 29 стапельного устройства 26.
В первом и втором варианте осуществления изобретения отрезок 10 исходного материала, если смотреть на виде сбоку, сдвигается отводящим устройством 8 из плоскости чертежа наружу. Естественно, было бы также вполне возможно модифицировать отводящее устройство 8 таким образом, что отрезок 10 исходного материала отводится в плоскость чертежа вглубь. Подходящее для этого устройство известно из WO 2009/121678 A1.
Несмотря на то, что изобретение в деталях было более подробно разъяснено и описано посредством предпочтительных примеров осуществления, изобретение не ограничено раскрытыми примерами, и другие варианты осуществления могут выводиться отсюда специалистом, не покидая объем защиты изобретения.
Список ссылочных позиций:
1- комбинированная литейно-прокатная установка
2 - машина непрерывного литья
3 - исходный материал
4 - рольганг
5 - черновой прокатный стан
6 - устройство для разрезания и отведения
7 - направление подачи
8 - отводящее устройство
9, 9а, 9b - ножницы
10 - отрезок исходного материала
11 - подъемное устройство
12 - участок нагрева
13 - установка для удаления окалины
14 - чистовой прокатный стан
15 - участок охлаждения
16 - ножницы
17 - накопительное устройство
18 - опускаемый рольганг
19 - металлический лом
20 - ролик
21 - отрезок заготовки
22 - подъемный кран
23 - зажимное устройство
24 - подъемный цилиндр
25 - сдвигающий цилиндр
26 - стапельное устройство
27 - подъемная балка
28 - приводное устройство
29 - консольный держатель
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия

