Результат интеллектуальной деятельности: ОХЛАЖДАЕМЫЙ МНОГООПОРНЫЙ НАПРАВЛЯЮЩИЙ РОЛИК РУЧЬЯ
Вид РИД
Изобретение
Изобретение касается охлаждаемого многоопорного направляющего ролика ручья для проводки металлического прутка в установке непрерывной разливки, а также способа охлаждения многоопорного направляющего ролика ручья.
При непрерывной разливке известна проводка образовавшегося в кристаллизаторе металлического прутка (например, из стали) в направляющей ручья, его поддержание и дальнейшее охлаждение. Обычно поддержание и проводка частично или полностью затвердевшего прутка осуществляются направляющими роликами ручья; кроме того, этот пруток может охлаждаться посредством охлаждаемых направляющих роликов. За счет высокой температуры прутка и высоких ферростатических давлений в заготовке направляющие ролики ручья каждый раз подвергаются высоким термическим и механическим нагрузкам.
Конкретно, данное изобретение касается направляющего ролика ручья для проводки металлического прутка в установке непрерывной разливки, содержащего:
- по меньшей мере один первый и один второй отдельные ролики, причем первый отдельный ролик соединен со вторым отдельным роликом без возможности проворачивания, указанные отдельные ролики имеют канал для внутреннего охлаждения и образуют охлаждаемый направляющий ролик ручья;
- по меньшей мере три стойки подшипника, причем внешние области направляющего ролика ручья и по меньшей мере одна область между двумя соседними отдельными роликами установлены в одной стойке подшипника с возможностью поворота.
Кроме того, данное изобретение касается способа охлаждения многоопорного направляющего ролика ручья.
Конкретно, данное изобретение касается способа охлаждения многоопорного направляющего ролика ручья, содержащего:
- указанные по меньшей мере один первый и один второй отдельные ролики, причем указанный первый отдельный ролик соединен со вторым отдельным роликом без возможности проворачивания, и эти отдельные ролики имеют по одному каналу для внутреннего охлаждения направляющего ролика ручья;
- по меньшей мере три стойки подшипника, причем внешние области направляющего ролика ручья и область между отдельными роликами установлены в одной стойке подшипника с возможностью поворота;
- коллекторную балку для снабжения охлаждающей водой направляющего ролика ручья, которая содержит несколько консолей и между каждыми двумя следующими друг за другом консолями содержит по меньшей мере одну трубу с охлаждающим средством, причем наружная консоль имеет первый патрубок для подключения внутреннего охлаждения направляющего ролика ручья и второй патрубок для подключения охлаждения стоек подшипников, причем первый патрубок гидравлически соединен с каналами отдельных роликов, а второй патрубок гидравлически связан со стойками подшипников.
Из уровня техники уже известны многоопорные направляющие ролики ручьев с внутренним охлаждением (см., например, публикацию «Strandguide Roller - Preconfigured products for precision applications», Siemens VAI, 2007). В одном варианте выполнения так называемого CSR (Compact Split Roller) - направляющего ролика ручья, собран из нескольких отдельных роликов, соединенных друг с другом без возможности проворачивания. Для снижения термической нагрузки на подшипник в одном из вариантов осуществления CSR-ролика охлаждают также стойки подшипников. При этом нижняя сторона каждой стойки подшипника имеет два патрубка для подвода и отвода охлаждающей воды von auf. Поскольку направляющие ролики ручьев подвержены износу и тем самым диаметр боковой поверхности ролика меняется, необходима возможность регулировки положения направляющего ролика ручья по высоте. Для этого между траверсой направляющей ручья и стойкой подшипника проложена вставка (англ. - shim), причем эта прокладка должна иметь выемки под патрубки для охлаждающей воды в стойке подшипника. Благодаря этому прокладки получаются весьма филигранными, и такая регулировка по высоте оказывается затратной. Такой многоопорный охлаждаемый изнутри направляющий ролик ручья, который может быть выполнен простым, прочным и надежным в эксплуатации и который, к тому же, может просто регулироваться по высоте, из уровня техники не известен.
Задача данного изобретения заключается в том, чтобы предложить многоопорный охлаждаемый изнутри направляющий ролик ручья, в котором преодолеваются недостатки уровня техники и который обладает простотой, прочностью и надежен в эксплуатации. Кроме того, такой ролик просто и быстро регулируется по высоте.
Другая задача состоит в том, чтобы предложить способ охлаждения многоопорного направляющего ролика ручья.
Первая из указанных задач решается посредством направляющего ролика ручья по пункту 1 формулы изобретения. Предпочтительные варианты осуществления являются предметом зависимых пунктов формулы.
В случае направляющего ролика ручья указанного вначале рода решение конкретно достигается тем, что для снабжения направляющего ролика ручья охлаждающей водой предусмотрена коллекторная балка, содержащая несколько консолей, и между каждыми двумя следующими друг за другом консолями имеется по меньшей мере одна труба с охлаждающей средой для гидравлического соединения этих консолей. Внешняя консоль имеет по меньшей мере по одному первому патрубку для внутреннего охлаждения охлаждаемого направляющего ролика ручья и по меньшей мере по одному второму патрубку для охлаждения стоек подшипников, причем указанный первый патрубок гидравлически соединен с каналами отдельных роликов, а второй патрубок через консоли гидравлически соединен со стойками подшипников.
Направляющий ролик ручья согласно изобретению имеет два отдельных охлаждающих контура. Первый охлаждающий контур обеспечивает внутреннее охлаждение составленного из отдельных роликов направляющего ролика ручья, а второй охлаждающий контур обеспечивает внутреннее охлаждение стоек подшипников (второй контур соединяет стойки подшипников друг с другом и обеспечивает охлаждение подшипников и, соответственно, стоек подшипников). Преимущество заключается в том, что количество охлаждающей воды для обоих контуров, за счет этого и температура направляющего ролика ручья и подшипников могут регулироваться совершенно независимо друг от друга.
Таким образом, температуру поверхности от направляющего ролика ручья можно устанавливать независимо от температуры подшипников. Это позволяет целенаправленно охлаждать заготовку посредством направляющего ролика ручья, в частности при горячем литье или литье в сухие формы, не допуская при этом перегрева подшипников. Тем самым при необходимости могут использоваться и недорогие подшипники, например чувствительные к температуре подшипники скольжения.
Предлагаемая изобретением конструкция содержит так называемую коллекторную балку, которая разъемно соединяется со стойками подшипников направляющего ролика ручья. Эта коллекторная балка собирается из нескольких расположенных снаружи консолей и по меньшей мере одной консоли, расположенной внутри. Между каждыми двумя расположенными друг за другом консолями для гидравлического соединения этих консолей предусмотрена по меньшей мере одна труба для охлаждающей жидкости. Благодаря такой коллекторной балке возможна очень простая регулировка по высоте направляющего ролика ручья; кроме того, через эту коллекторную балку оба охлаждающих контура обеспечиваются охлаждающей водой.
При этом через первый патрубок внешней консоли коллекторной балки охлаждающая вода подается в лежащий внутри канал направляющего ролика ручья. Кроме того, через второй патрубок охлаждающая вода подается во внешнюю консоль. Соединение между двумя следующими друг за другом (соседними) консолями осуществляется через по меньшей мере одну трубу для охлаждающей жидкости. Помимо этого, каждая консоль герметично для текучей среды соединена со стойкой подшипника, причем эта стойка подшипника имеет по меньшей мере один канал для охлаждения. На том же конце или на противоположном конце этой коллекторной балки охлаждающая вода отводится из лежащего внутри канала направляющего ролика ручья во внешнюю консоль, а из этой консоли отводится через еще один первый патрубок. Кроме того, охлаждающая вода, использованная для охлаждения стоек подшипников, отводится из внешней консоли через второй патрубок.
В одном варианте осуществления каждая внешняя консоль имеет один первый и один второй патрубки. При этом охлаждающая вода на одной стороне подается в направляющий ролик ручья, а на противоположной стороне этого направляющего ролика ручья снова отводится. То же происходит и при омывании стоек подшипников. В таком варианте осуществления подвод охлаждающего средства в оба охлаждающих контура происходит либо с одной и той же стороны, либо с противоположных сторон.
В альтернативном варианте осуществления одна внешняя консоль имеет два первых патрубка и два вторых патрубка. При этом подвод и отвод охлаждающей воды в обоих охлаждающих контурах осуществляется с одной и той же стороны коллекторной балки. При этом охлаждающая вода вводится на одном конце в направляющий ролик ручья, затем она протекает через ролик в продольном направлении, а на противоположном конце этого направляющего ролика ручья направление потока является обратным, т.е. охлаждающая вода протекает через ролик в продольном направлении и отводится на том же конце этого направляющего ролика ручья. При протекании через стойки подшипников происходит то же самое. Например, охлаждающая вода подается от консоли к консоли через первый ряд труб для охлаждающей жидкости, направление потока охлаждающей воды в последней консоли меняется на противоположное, а затем охлаждающая вода снова отводится от консоли к консоли через второй ряд труб для охлаждающей жидкости.
В одном предпочтительном варианте осуществления коллекторная балка между двумя следующими друг за другом консолями содержит две трубы для охлаждающей жидкости для соединения этих консолей. Благодаря этому, во-первых, консоли защищаются от проворачивания относительно друг друга; во-вторых, охлаждающее средство может, например, подаваться через одну трубу для охлаждающей жидкости в одном направлении, а через вторую трубу для охлаждающей жидкости – в противоположном направлении.
Представляется целесообразным, чтобы один первый патрубок лежащей снаружи консоли соединялся через линию и поворотный впускной патрубок с каналом отдельного ролика. Под линией может пониматься трубопровод или шланг.
Для равномерного охлаждения стойки подшипника, которая горизонтальной плоскостью, проходящей через ось вращения направляющего ролика ручья, делится на нижнюю часть и верхнюю часть, нижняя часть имеет по меньшей мере два сверленых отверстия, которые смещены в направлении литья. Благодаря этому предотвращаются термические перекосы подшипника. В таком варианте осуществления не играет роли, соединены ли верхняя и нижняя части друг с другом разъемно или речь идет об одной конструктивной детали (так называемый моноблок).
Подшипник в стойке подшипника охлаждается равномерно, если верхняя часть имеет водяной канал, который может проводить охлаждающую воду от первого отверстия в нижней части вокруг подшипника второе отверстие в нижней части. Дополнительно к этому нижняя часть может также иметь кольцевой водяной канал.
Простое прочное и герметичное по текучей среде соединение между двумя отдельными роликами может быть достигнуто, если один конец первого отдельного ролика имеет цапфу, а один конец второго отдельного ролика имеет выемку для приема этой цапфы и цапфа соединена с выемкой без возможности проворачивания.
В одном варианте осуществления герметичное по текучей среде соединение между консолью и стойкой подшипника реализуется посредством вставной трубки. В порядке альтернативы консоль со стойкой подшипника могут быть герметизированы посредством кольцевого уплотнения.
Изготовление расположенной снаружи консоли может быть сильно упрощено, если эта консоль, предпочтительно на своей нижней стороне, содержит промежуточную пластину, ориентированную параллельно направлению литья. Эта промежуточная пластина имеет по меньшей мере один первый патрубок и по меньшей мере один второй патрубок. Таким образом, охлаждающая вода может из одного сегмента направляющей ручья через вставную трубу и один патрубок вводиться в промежуточную пластину, причем охлаждающая вода из промежуточной пластины через уплотнение (например, кольцевое уплотнение) может проводиться дальше к линии или трубе для охлаждающей жидкости.
Целесообразно, далее, если один сегмент направляющей ручья разъемно соединен с одной консолью коллекторной балки, причем этот сегмент направляющей ручья гидравлически соединен с одной внешней консолью посредством вставной трубы. Благодаря вставной трубе обеспечивается также гидравлическое соединение при относительном сдвиге между двумя конструктивными деталями (например, при упомянутой выше перестановке по высоте).
Для простой перестановки консоли по высоте относительно сегмента направляющей ручья предпочтительно, если эта консоль снабжена винтом для регулировки высоты консоли относительно сегмента направляющей ручья, причем между этой консолью и этим сегментом направляющей ручья расположена вставка.
Вторая из названных выше задач данного изобретения решается способом согласно пункту 13 формулы.
Решение для способа указанного вначале рода конкретно достигается за счет того, что первый частичный поток охлаждающей воды вводится через один первый патрубок коллекторной балки в направляющий ролик ручья, этот первый частичный поток охлаждающей воды последовательно протекает через отдельные ролики, и этот первый частичный поток охлаждающей воды через еще один первый патрубок коллекторной балки отводится из направляющего ролика ручья; и при этом второй частичный поток охлаждающей воды через один второй патрубок вводится в коллекторную балку, этот второй частичный поток охлаждающей воды подводится последовательно, к одной за другой, к стойкам подшипников и охлаждает эти стойки подшипников, и этот второй частичный поток охлаждающей воды через еще один второй патрубок отводится из коллекторной балки.
Преимуществом этого решения является то, что оба охлаждающих контура могут отдельно друг от друга регулироваться для внутреннего охлаждения направляющего ролика ручья и для охлаждения стоек подшипников.
Другие преимущества и признаки данного изобретения явствуют из нижеследующего описания примеров осуществления, не являющихся ограничивающими объем защиты, при этом делается отсылка на прилагаемые чертежи, на которых показано следующее:
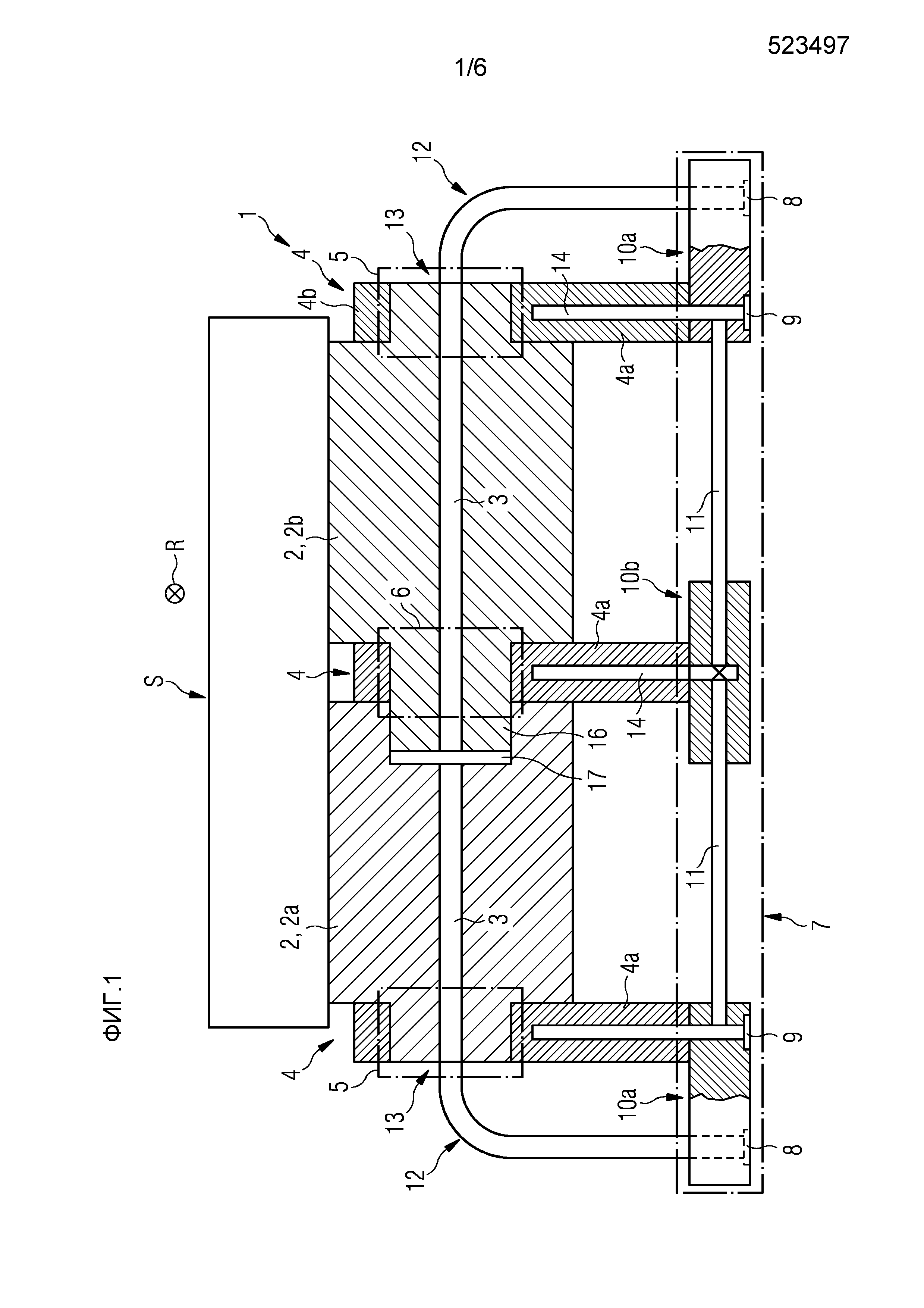
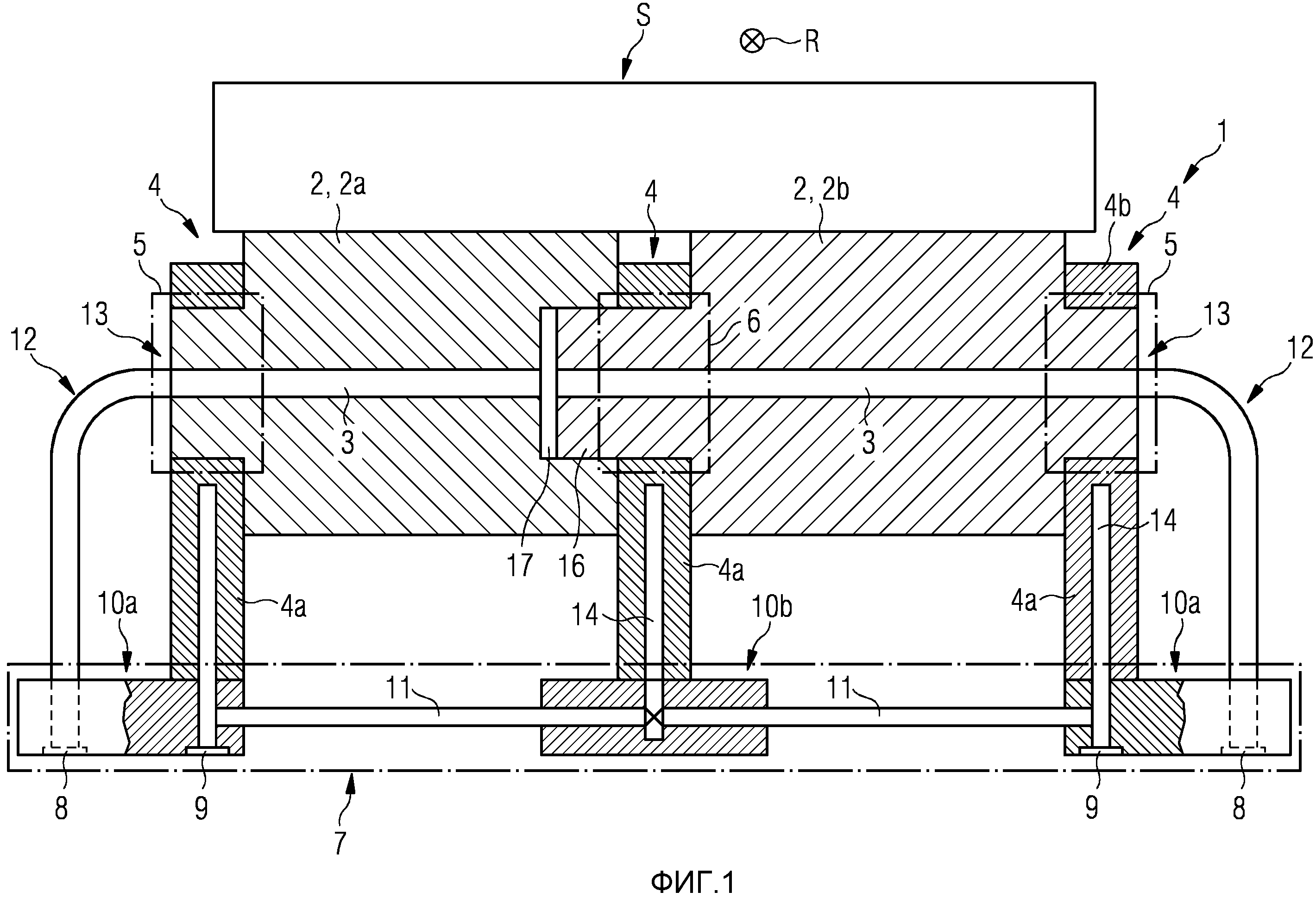
Фиг. 1 - схематичное изображение первого варианта осуществления предлагаемого изобретением направляющего ролика ручья;
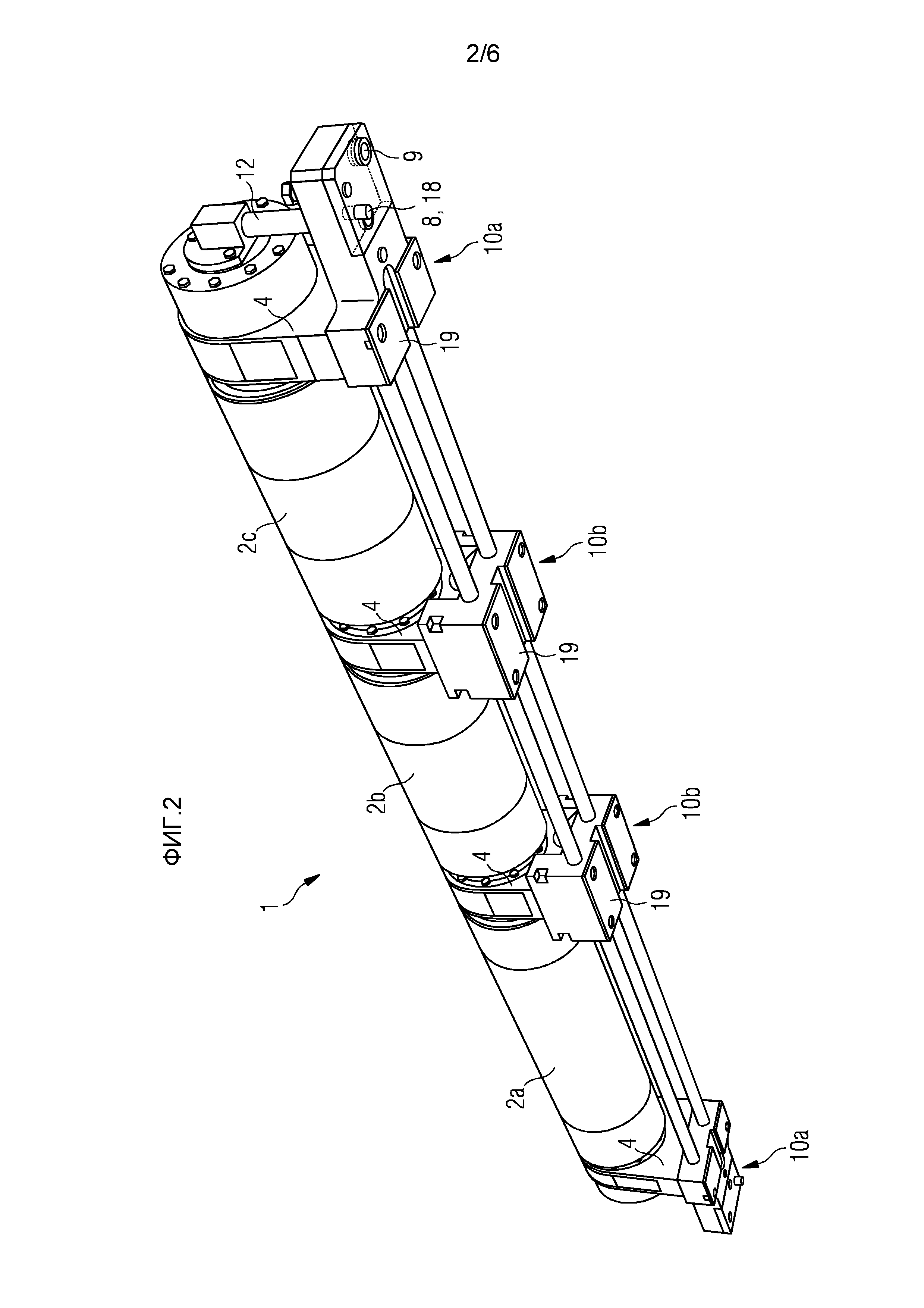
Фиг. 2 - изображение второго варианта осуществления предлагаемого изобретением направляющего ролика ручья;
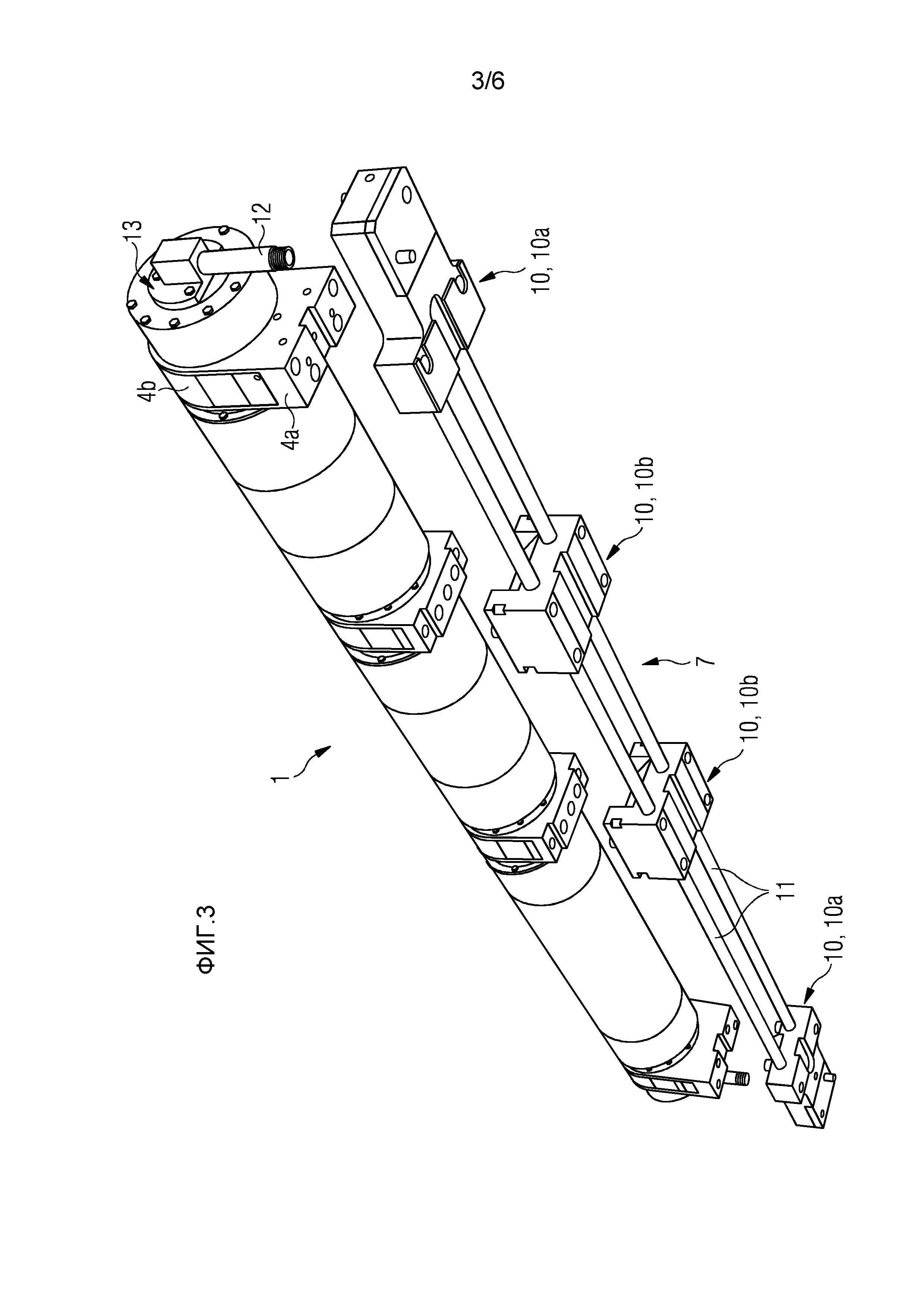
Фиг. 3 – изображение по Фиг. 2 в по детальном представлении;
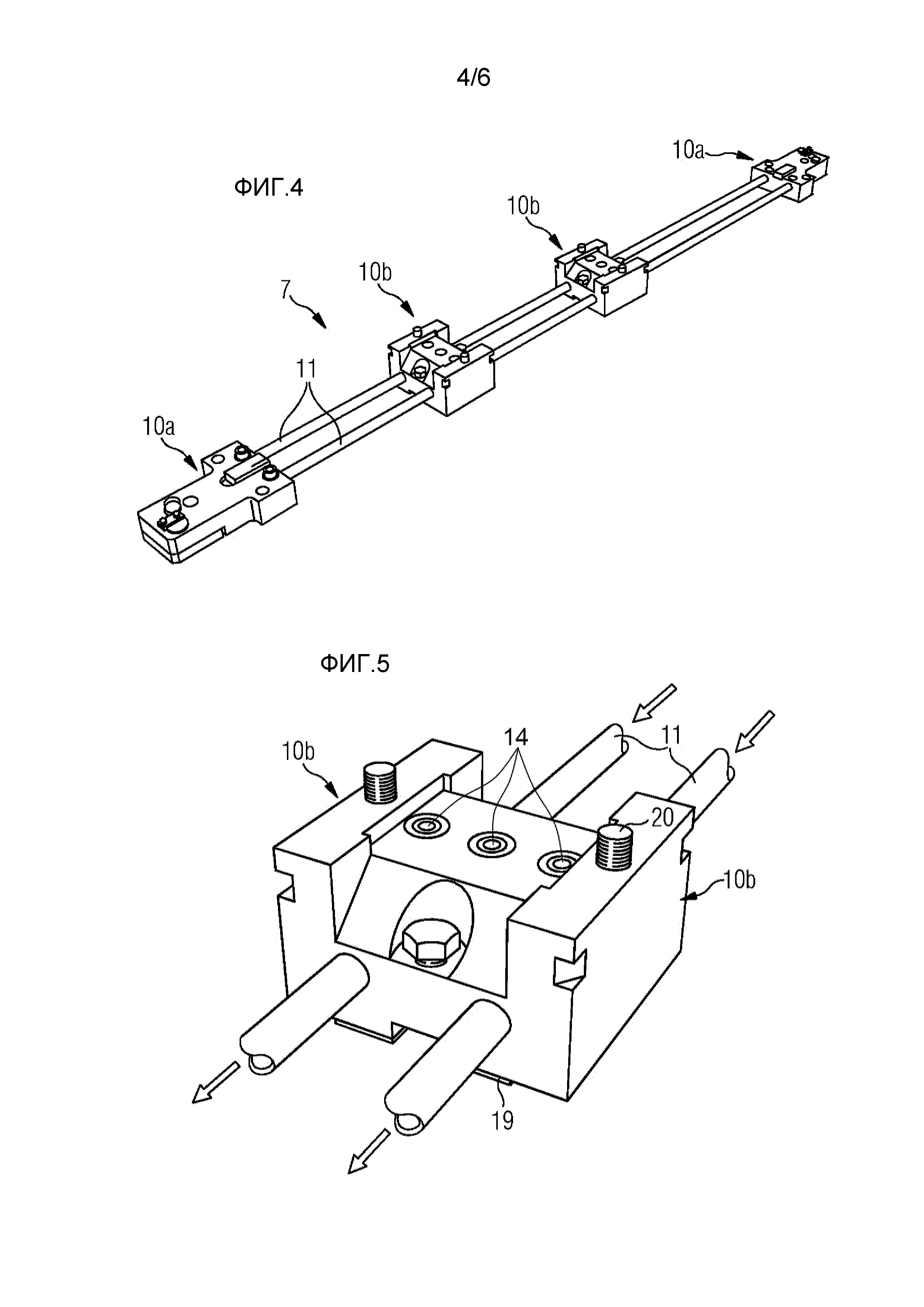
Фиг. 4 - изображение коллекторной балки по Фиг. 2;
Фиг. 5 – детальное изображение средней консоли;
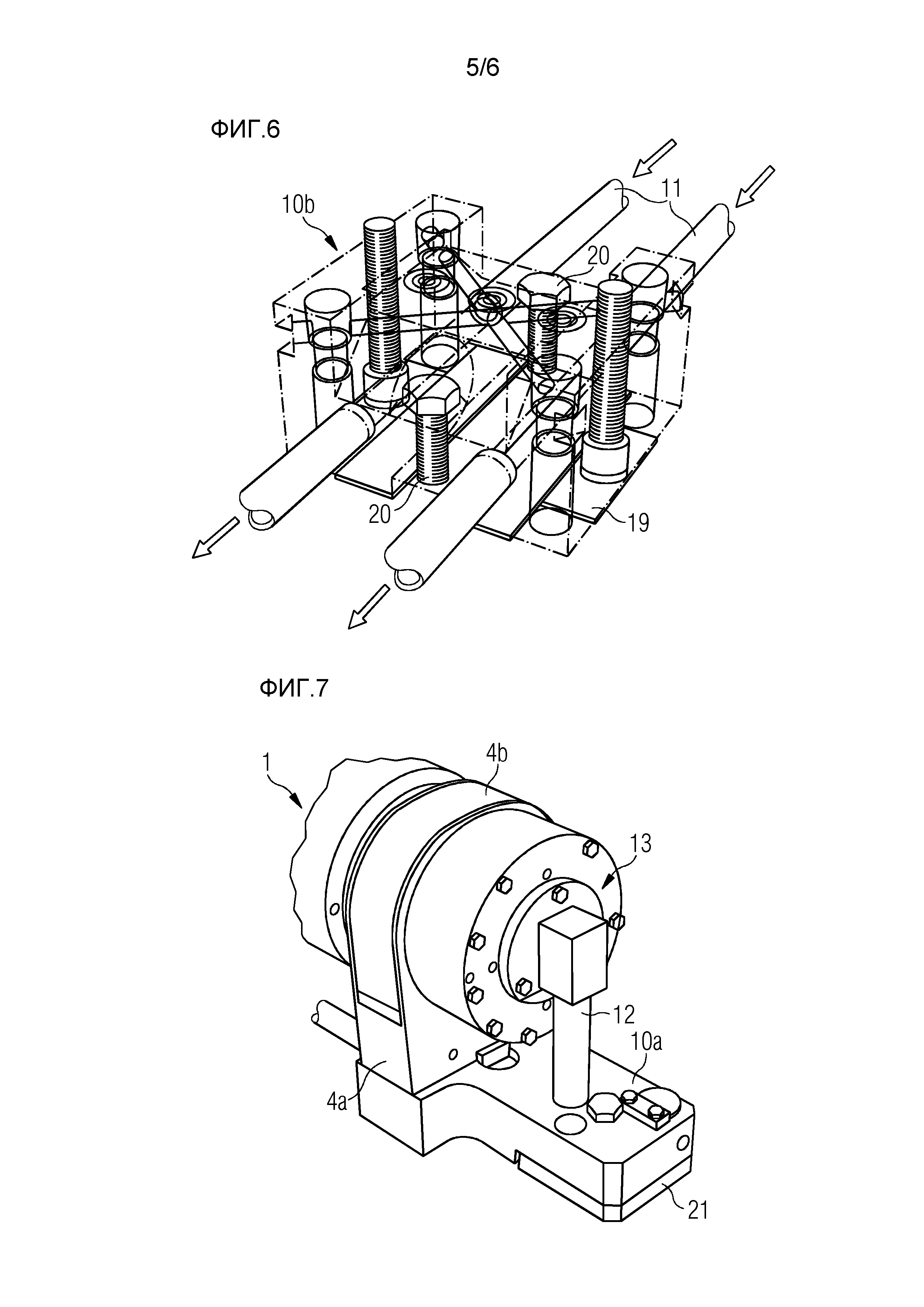
Фиг. 6 – изображение сверленых отверстий по Фиг. 5;
Фиг. 7 – детальное изображение внешней консоли;
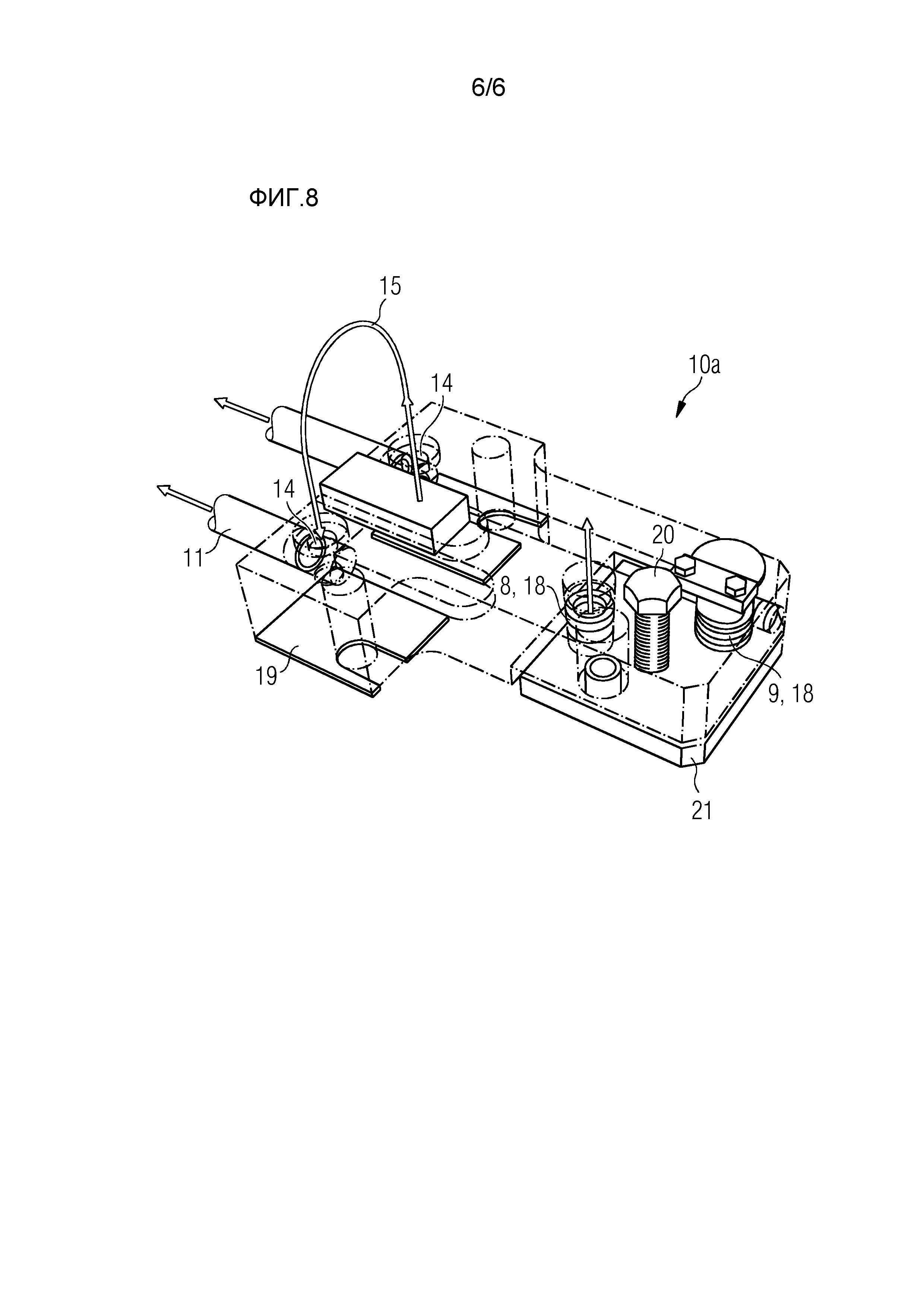
Фиг. 8 - изображение сверленых отверстий по Фиг. 7.
На Фиг. 1 показано схематичное изображение направляющего ролика 1 ручья, который образован двумя отдельными роликами 2, а именно: одним первым отдельным роликом 2a и одним вторым отдельным роликом 2b. Оба отдельных ролика 2 соединены друг с другом посредством плотной или прессовой посадки между цапфой 16 и выемкой 17 в этих отдельных роликах 2 без возможности проворачивания. Чтобы направляющий ролик 1 мог выдерживать высокие механические нагрузки от символически представленного стального прутка S, этот направляющий ролик 1 ручья установлен с возможностью поворота как во внешних областях 5 ролика, так и в соответствующих областях 6 между двумя отдельными роликами 2a, 2b. При этом направляющий ролик 1 ручья через не показанный подробно подшипник (например, шариковый подшипник или подшипник скольжения) опирается на стойки 4 подшипников. Чтобы выдерживать высокие термические нагрузки, каждый из этих отдельных роликов 2a, 2b имеет расположенный внутри канал 3 для охлаждающей воды. Благодаря этому температура поверхности направляющего ролика 1 ручья ограничивается, т.е. целенаправленно регулируется; кроме того, пруток S охлаждается через боковую поверхность ролика 1. Чтобы предотвратить перегрев подшипников в стойках 4 подшипников (в частности при торможении литья или, соответственно, замедлении скорости литья), нижние части 4a стоек 4 подшипников выполняют, каждую, с двумя сверлеными отверстиями 14. Нижняя часть 4a стойки 4 подшипника разъемно соединена с верхней частью 4b. Каждая стойка 4 подшипника гидравлически соединена с соответствующей консолью 10, причем обе расположенные снаружи консоли 10a, лежащие внутри консоли 10b и трубы 11 для охлаждающей жидкости между каждыми двумя следующими друг за другом консолями 10, образуют коллекторную балку 7. Посредством коллекторной балки 7 направляющий ролик 1 ручья снабжается охлаждающей водой.
С одной стороны, охлаждающая вода (в данной заявке жидкая охлаждающая среда, которая может наряду с H2О содержать и иные компоненты, тоже обозначается как охлаждающая вода) через первый патрубок 8 в показанной справа внешней консоли 10a и от этой консоли 10a через линию 12 подается в канал 3 для охлаждающей среды направляющего ролика 1 ручья. После того, как охлаждающая вода пройдет по каналам 3 обоих отдельных роликов 2, она из направляющего ролика 1 ручья отводится через линию 12 к первому патрубку 8 в представленную слева внешнюю консоль 10a. Чтобы без особой нужды не усложнять схематичное изображение, отказались от подробного изображения поворотных впускных патрубков 13 между неподвижными линиями 12 и вращающимся направляющим роликом 1 ручья. Такие поворотные впускные патрубки хорошо известны специалистам в соответствующих областях техники.
С другой стороны, охлаждающая вода через второй патрубок 9 в показанной справа внешней консоли 10a подается к стойкам 4 подшипников. При этом каждая из консолей 10a, 10b гидравлически соединена со стойкой 4 подшипника. Такое соединение между двумя соседними консолями 10a-10b и 10b-10a осуществляется посредством двух труб 11 для охлаждающей жидкости. Нагретая охлаждающая вода отводится через второй патрубок 9 в изображенной слева внешней консоли 10a.
Для охлаждения нижние части 4a стоек 4 подшипников имеют по два сверленых отверстия 14, которые расположены со смещением в направлении R литья. Если ролики 1 подвергаются еще большей термической нагрузке, то верхние части 4b стоек 4 подшипников 4 могут быть снабжены кольцевым водяным каналом 15 так, что охлаждающая вода из первого сверленого отверстия 14 в нижней части 4a может поступать в верхнюю часть 4b, а из верхней части 4b через расположенный концентрично относительно цапфы 16 водяной канал 15 – во второе сверленое отверстие 14 в нижнюю честь 4a (см. Фиг. 8). Благодаря этому стойка 4 подшипника и подшипник эффективно защищаются от перегрева и, соответственно, целенаправленно регулируется температура подшипника.
Указанные первые и вторые патрубки 8, 9 расположенных снаружи консолей 10a коллекторной балки 7 могут, как показано, располагаться на нижней стороне консолей 10a, или также, например, сбоку в консоли. Боковое расположение является предпочтительным, так как для регулирования направляющего ролика 1 ручья по высоте консоли 10a могут быть просто снабжены ставками 19 (см. Фиг. 2, 3, 5, 6 и 8), причем эти вставки не будут оказывать влияния на герметичность гидравлического соединения.
Второй вариант осуществления предлагаемого изобретением направляющего ролика 1 ручья представлен на Фиг. 2-8. В отличие от Фиг. 1, указанный направляющий ролик 1 ручья образован тремя отдельными роликами 2a, 2b, 2c. Обе внешние области ролика 1, а также внутренние области между каждыми двумя отдельными роликами 2a-2b и 2b-2c установлены с возможностью вращения посредством соответствующей стойки 4 подшипника. Стойки 4 подшипников разъемно соединены с коллекторной балкой 7, причем положение коллекторной балки по высоте - а тем самым и направляющего ролика 1 ручья – можно просто регулировать посредством вставок 19. Эти вставки 19 находятся между не показанной траверсой сегмента направляющей ручья и консолью 10 коллекторной балки 7. Через эту коллекторную балку 7, к тому же, ролик 1 обеспечивается охлаждающей водой.
Направляющий ролик 1 ручья с коллекторной балкой 7 показан на Фиг. 3 в подетальном представлении. Коллекторная балка 7 отдельно представлена на Фиг. 4. Из Фиг. 2 можно увидеть, что охлаждающая вода подается через один первый патрубок 8 во внешней консоли 10a в линию 12 и из этой линии 12 через поворотный впускной патрубок (например, через так называемый Prelonring - уплотнение вала из политетрафторэтилена, см., например, z.B. WO 2011/117383 A1 заявителя) поступает в не показанный подробно, расположенный внутри охлаждающий канал 3 направляющего ролика 1 ручья. На другом конце коллекторной балки охлаждающая вода отводится аналогичным образом. Через этот второй патрубок 9 во внешней консоли 10a охлаждающая вода, с одной стороны, поступает в нижнюю часть 4a стойки 4 подшипника, а с другой стороны, через трубы 11 для охлаждающей жидкости подается к последующим консолям.
Подача охлаждающей воды во внешнюю консоль 10a еще раз детально показана на Фиг. 7 и 8. Как уже описывалось выше, охлаждающая вода через вставную трубу 18 и первый патрубок 8 подается во внешнюю консоль 10a, а из этой внешней консоли 10a через линию 12 поступает к направляющему ролику 1 ручья. Кроме того, предусмотрен отдельный контур охлаждающей воды для охлаждения стоек 4 подшипников, причем охлаждающая вода тоже подается через вставную трубу 18 и второй патрубок 9 во внешнюю консоль 10a, и этой водой, с одной стороны, охлаждается стойка 4 подшипника, которая соединена с этой внешней консолью 10a, и через обе трубы 11 для охлаждающей жидкости снабжаются водой расположенные внутри консоли 10b. Кроме того, в верхней части 4b стойки 4 подшипника имеется кольцевой водяной канал 15, который соединяет оба сверленых отверстия в нижней части 4a стойки 4 подшипника, так что охлаждающая вода из показанных сзади сверленых отверстий 14 в консоли 10a через нижнюю часть 4a стойки 4 подшипника и через кольцевой водяной канал 15 в верхней части 4b стойки 4 подшипника, и через нижнюю часть 4a стойки 4 подшипника может попадать в показанные спереди сверленые отверстия 14 в этой консоли. Направление течения охлаждающей воды показано стрелкой. Для простого и точного изготовления внешней консоли 10a предпочтительно, если эта внешняя консоль 10a будет содержать промежуточную пластину 21, причем первый патрубок 8 и второй патрубок 9 находятся на нижней стороне этой промежуточной пластины 21. Уплотнение между не представленным сегментом направляющей ручья и первым или вторым патрубком 8, 9 в промежуточной пластине 21 осуществляется посредством вставных труб 18, так как консоль 10a выполнена с возможностью перестановки по высоте относительно этого сегмента направляющей ручья с помощью винта 20. Уплотнение между промежуточной пластиной 21 и остальной частью консоли 10a осуществляется посредством кольца круглого сечения, так как промежуточная пластина 21 при регулировке по высоте относительно остальной части консоли 10a не вызывает относительного движения. Стойка 4 подшипника, которая делится горизонтальной плоскостью, проходящей через ось вращения направляющего ролика 1 ручья, на нижнюю часть 4a и верхнюю часть 4b, выполнена в виде одного конструктивного компонента (моноблока).
Подача охлаждающей воды в среднюю консоль 10b детально показана на Фиг. 5 и 6. Как уже описывалось, средняя консоль 10b снабжается охлаждающей водой через обе трубы 11 для охлаждающей жидкости. Направление течения охлаждающей воды снова показано стрелками. Охлаждающая вода, поступающая через обе эти трубы 11 для охлаждающей жидкости, направляется через три сверленых отверстия 14 в не представленную стойку 4 подшипника, которая соединена с консолью 10b через не показанные вставные трубы с уплотнениями. Кроме того, охлаждающая вода направляется к внутренней консоли 10b, показанной на Фиг. 4 второй слева. Эти перекрещивающиеся сверленые отверстия в верхней области консоли 10b служат для снабжения смазочным средством не представленного подшипника качения в стойке 4 подшипника.
При регулировании высоты направляющего ролика ручья сначала устанавливается положение коллекторной балки 7 по высоте относительно не представленного сегмента направляющей ручья с помощью винта 20 (см. Фиг. 5-8). Затем между балкой направляющей ручья и коллекторной балкой 7 вкладываются вставки 19, которые гарантируют, что коллекторная балка 7 тоже будет прилегать к этой балке и тем самым надежно передавать в опорную конструкцию ручья силы от направляющей ручья.
Хотя данное изобретение подробно проиллюстрировано и описано на примере предпочтительных вариантов осуществления, оно не ограничивается раскрытыми примерами, и специалист может вывести исходя из них и другие модификации, не выходящие за объем защиты данного изобретения.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 направляющий ролик ручья
2 отдельный ролик
2a, 2b, 2c первый, второй и третий отдельные ролики
3 канал
4 стойка подшипника
4a нижняя часть стойки подшипника
4b верхняя часть стойки подшипника
5 внешняя область направляющего ролика ручья
6 область между двумя отдельными роликами
7 коллекторная балка
8 первый патрубок
9 второй патрубок
10 консоль
10a находящаяся снаружи консоль
10b находящаяся внутри консоль
11 труба для охлаждающей жидкости
12 линия
13 поворотный впускной патрубок
14 сверленое отверстие
15 водяной канал
16 цапфа
17 выемка
18 вставная труба
19 вставка
20 винт
21 промежуточная пластина
R направление литья
S пруток
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия

