Результат интеллектуальной деятельности: ОХЛАЖДАЕМЫЙ РОЛИК РОЛИКОВОЙ ПРОВОДКИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение касается ролика роликовой проводки для направления стальной непрерывной заготовки в машине непрерывной разливки и способа охлаждения этого ролика роликовой проводки в машине непрерывной разливки охлаждающей средой.
УРОВЕНЬ ТЕХНИКИ
Из WO 2004/065040 A1 известен охлаждаемый ролик роликовой проводки, у которого охлаждающая среда сначала охлаждает подшипник в левой опорной стойке, из левой опорной стойки охлаждающая среда течет через ролик к правой опорной стойке и там, в свою очередь, охлаждает подшипник. Недостатком известного ролика роликовой проводки является то, что охлаждающая среда вводится в ролик из опорной стойки всегда через жесткий или гибкий соединительный элемент и через вращающийся ввод или соответственно снова должна выводиться на противоположной стороне. Из-за этого ограничивается устойчивость ролика к механическим повреждениям.
Из этой публикации не явствует, как может быть упрощена конструкция, так чтобы, в частности, можно было обойтись без чувствительных вращающихся вводов.
КРАТКОЕ СОДЕРЖАНИЕ ИЗОБРЕТЕНИЯ
Задачей изобретения является представить охлаждаемый ролик роликовой проводки для направления стальной непрерывной заготовки в машине непрерывной разливки, который отличается особенно простой конструкцией и является особенно устойчивым к механическим повреждениям и невосприимчивым к помехам. Таким образом, должен увеличиваться срок службы ролика роликовой проводки даже в жестких условиях в машине непрерывной разливки.
Другой задачей изобретения является представить способ охлаждения ролика роликовой проводки в машине непрерывной разливки, при котором охлаждающая среда охлаждает обе опорные стойки, и на пути между двумя опорными стойками охлаждающая среда охлаждает подшипники и цилиндрический корпус ролика. Тем самым создается так называемый ролик роликовой проводки «с периферийным охлаждением», который благодаря компактности и надежности подходит также для машин непрерывной разливки сортовой заготовки, блюма и профиля. Благодаря этому на одной машине непрерывной разливки могут также разливаться чувствительные к трещинам сорта стали с получением длинномерных продуктов.
Первая задача решается с помощью ролика роликовой проводки для направления стальной непрерывной заготовки в машине непрерывной разливки, который имеет:
- левую и правую опорную стойку;
- неподвижную ось, причем эта неподвижная ось соединена без возможности вращения с левой и с правой опорной стойкой;
- цилиндрический корпус ролика и левый и правый подшипник, причем этот вращающийся корпус ролика с помощью левого и правого подшипника оперт с возможностью вращения относительно неподвижной оси; и
– водяную рубашку, причем эта водяная рубашка может проводить охлаждающую воду из левой полости между осью и водяной рубашкой в области левого подшипника в продольное пространство между водяной рубашкой и корпусом ролика, по продольному пространству в осевом и радиальном направлении, и из продольного пространства в правую полость между водяной рубашкой и осью в области правого подшипника.
Благодаря исполнению ролика роликовой проводки с неподвижной осью, которая соединена без возможности вращения с левой и правой опорной стойкой, создается особенно легкоходный ролик, имеющий низкий момент инерции массы. Благодаря этому контакт между боковой поверхностью ролика и непрерывной заготовкой может надежно поддерживаться даже при переходных условиях разливки. Соединение без возможности вращения может, например, осуществляться с геометрическим замыканием (напр., с помощью призматической шпонки) или с силовым замыканием (напр., с помощью горячего прессового соединения или соединения с прессовой посадкой или соответственно за счет трения). Левый подшипник охлаждается холодной водой в левой полости. Поверхность цилиндрического корпуса ролика охлаждается охлаждающей водой в продольном пространстве, при этом благодаря направлению охлаждающей воды в осевом и в тангенциальном направлении достигается особенно равномерное распределение температуры. Наконец, правый подшипник охлаждается охлаждающей водой в правой полости.
Водяная рубашка может особенно просто и рационально изготавливаться из листовых стальных деталей, если она включает в себя:
- цилиндрическую трубу, толщина стенки которой меньше продольной протяженности этой цилиндрической трубы;
- несколько тангенциальных наружных ребер, которые распространяются на наружной боковой поверхности трубы в осевом направлении по продольной протяженности трубы, при этом два следующих друг за другом наружных ребра в осевом направлении находятся на расстоянии друг от друга; и
- осевое наружное ребро, которое распространяется на наружной боковой поверхности трубы в осевом направлении по продольной протяженности трубы, при этом каждые два следующих друг за другом тангенциальных наружных ребра поочередно имеют проходное отверстие для охлаждающей воды на правой или левой, если смотреть в осевом направлении, стороне осевого наружного ребра.
Через водяную рубашку охлаждающая среда из левой полости между водяной рубашкой и неподвижной осью вводится в продольное пространство между корпусом ролика и водяной рубашкой, направляется в этом продольном пространстве как в осевом, так и в тангенциальном направлении, и из продольного пространства направляется в правую полость между водяной рубашкой и неподвижной осью. Тем самым достигается не только особенно равномерное распределение температуры поверхности корпуса ролика, но и охлаждается левый и правый подшипник.
Цилиндрическая труба, тангенциальные наружные ребра и осевое наружное ребро предпочтительно являются листовыми стальными гнутыми деталями, при этом наружные ребра соединяются с трубой путем стыкования (напр., пайкой, сваркой или склеиванием).
Альтернативная этому водяная рубашка включает в себя:
- цилиндрическую трубу, толщина стенки которой меньше продольной протяженности этой цилиндрической трубы;
- по меньшей мере одно спиралеобразное наружное ребро, которое распространяется на наружной боковой поверхности трубы по меньшей мере однократно спиралеобразно вокруг продольной протяженности этой трубы.
При этом варианте водяной рубашки охлаждающая среда с помощью по меньшей мере одного, при необходимости нескольких спиралеобразных наружных ребер направляется в тангенциальном и осевом направлении по боковой поверхности трубы, благодаря чему также устанавливается очень равномерное распределение температуры поверхности на боковой поверхности трубы. Спиралеобразное наружное ребро может соединяться с трубой либо путем стыкования, либо вырабатываться из этой трубы путем фрезерования или точения.
Особенно целесообразно, если водяная рубашка имеет по меньшей мере одно, предпочтительно два или несколько внутренних ребер, которые распространяются от внутренней боковой поверхности трубы в радиальном направлении до неподвижной оси. Тем самым предотвращается т.н. «гидравлическое короткое замыкание» между двумя полостями, которые находятся соответственно между левой концевой областью оси и корпусом ролика и правой концевой областью оси и корпусом ролика. Это заставляет охлаждающую среду течь из левой полости по продольному пространству к правой полости, благодаря чему обеспечивается высокий отвод тепла от разливаемого продукта.
Предпочтительно, если левая и правая опорная стойка имеют по отверстию для помещения неподвижной оси, причем эта опорная стойка имеет по меньшей мере одну предпочтительно закрытую полость в тангенциальном направлении вокруг отверстия. Благодаря полости в опорной стойке, которая омывается охлаждающей средой, охлаждаются как сама опорная стойка, так и уплотнительный элемент для уплотнения в наружном направлении.
Для ввода охлаждающей среды из опорной стойки в ось целесообразно, если полость в опорной стойке имеет по существу радиальный впускной канал для направления охлаждающей воды из опорной стойки в ось. Хотя радиальный впускной канал имеет кратчайшую длину, нет необходимости в точно радиальном расположении этого впускного канала.
Предпочтительно, если каждая половина неподвижной оси в продольном направлении имеет отдельный осевой канал для пропускания охлаждающей среды и соединенный с ним радиальный впускной канал в полость.
Для непроницаемого для текучих сред уплотнения левого подшипника относительно левой полости или соответственно правого подшипника относительно полости предусмотрено по меньшей мере по одному уплотнительному элементу.
Простое непроницаемое для текучих сред уплотнение может осуществляться, напр., с помощью т. н. прелонового кольца (см., напр., WO 2011/117383 A1 для варианта осуществления уплотнений у роликов роликовой проводки с помощью прелоновых колец), с помощью уплотнительных колец или с помощью вращающихся уплотнений, таких как контактные уплотнительные кольца.
Защита подшипника относительно окружающей среды может осуществляться, напр., с помощью колец для радиального уплотнения вала или лабиринтных уплотнений. Но специалисту известны, конечно, и другие варианты уплотнения подшипников.
Вторая названная задача решается с помощью способа охлаждения ролика роликовой проводки в машине непрерывной разливки охлаждающей средой, причем этот ролик роликовой проводки включает в себя:
- левую и правую опорную стойку, имеющую левый и правый подшипник;
- неподвижную ось;
- цилиндрический корпус ролика, причем этот вращающийся корпус ролика с помощью левого и правого подшипника оперт с возможностью вращения относительно неподвижной оси,
включающего в себя следующие шаги способа:
- омывание неподвижной оси охлаждающей средой внутри левой опорной стойки; затем
- вход охлаждающей среды из левой опорной стойки в неподвижную ось;
- протекание через первый осевой канал неподвижной оси;
- вход в полость ролика роликовой проводки;
- омывание полости, при этом охлаждаются левый и правый подшипник;
- протекание через второй осевой канал неподвижной оси;
- вход охлаждающей среды из неподвижной оси в правую опорную стойку;
- омывание неподвижной оси охлаждающей средой внутри правой опорной стойки.
Благодаря предпочтительно полному в окружном направлении омыванию неподвижной оси внутри левой или соответственно правой опорной стойки данная опорная стойка охлаждается. Благодаря омыванию полости охлаждаются также оба подшипника на оси и корпус ролика.
Во избежание уже упомянутого выше гидравлического короткого замыкания предпочтительно, если полость включает в себя левую полость, продольное пространство и правую полость, при этом
охлаждающая среда из левой полости втекает в продольное пространство между водяной рубашкой и корпусом ролика;
охлаждающая среда протекает в осевом направлении через продольное пространство; и затем
охлаждающая среда из продольного пространства втекает в правую полость.
При этом образуется так называемый ролик роликовой проводки с периферийным охлаждением.
Для достижения особенно равномерной температуры поверхности на корпусе ролика предпочтительно, если охлаждающая среда при протекании через продольное пространство дополнительно к осевому движению выполняет тангенциальное движение вокруг неподвижной оси.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие преимущества и признаки настоящего изобретения содержатся в последующем описании не ограничивающих примеров осуществления, при этом на фигурах показано:
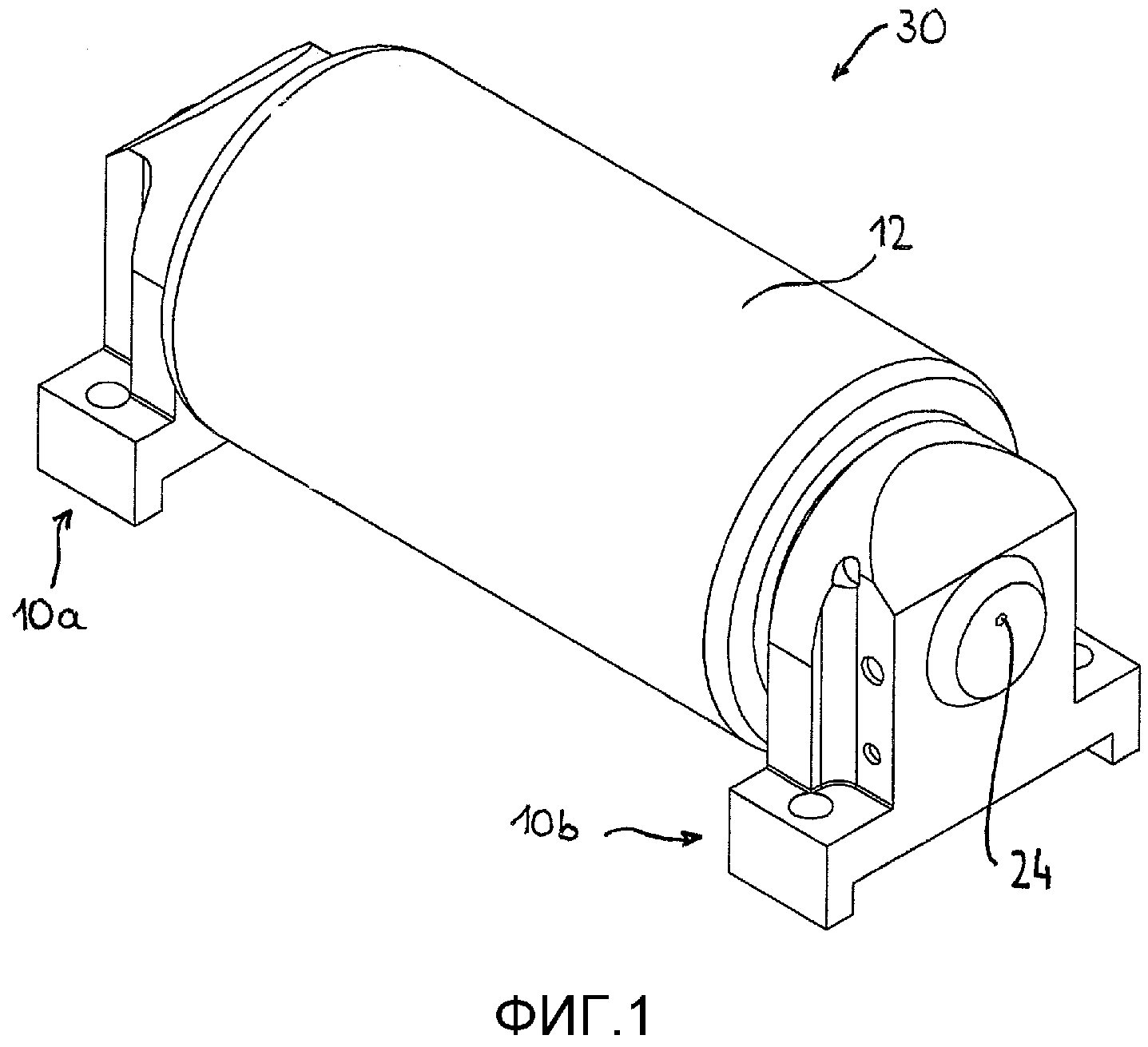
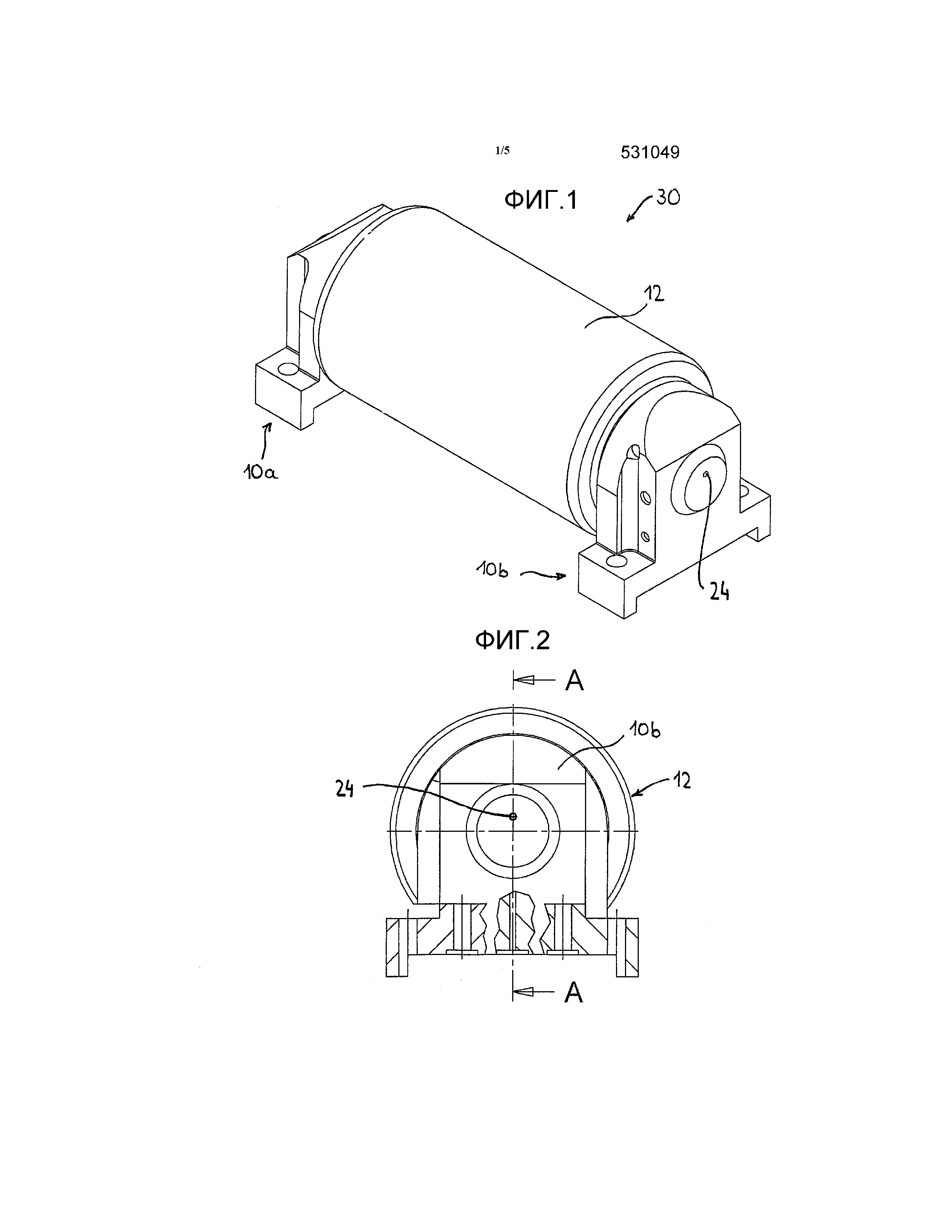
фиг. 1: вид в перспективе предлагаемого изобретением ролика роликовой проводки;
фиг. 2: вид справа ролика роликовой проводки в соответствии с фиг. 1;
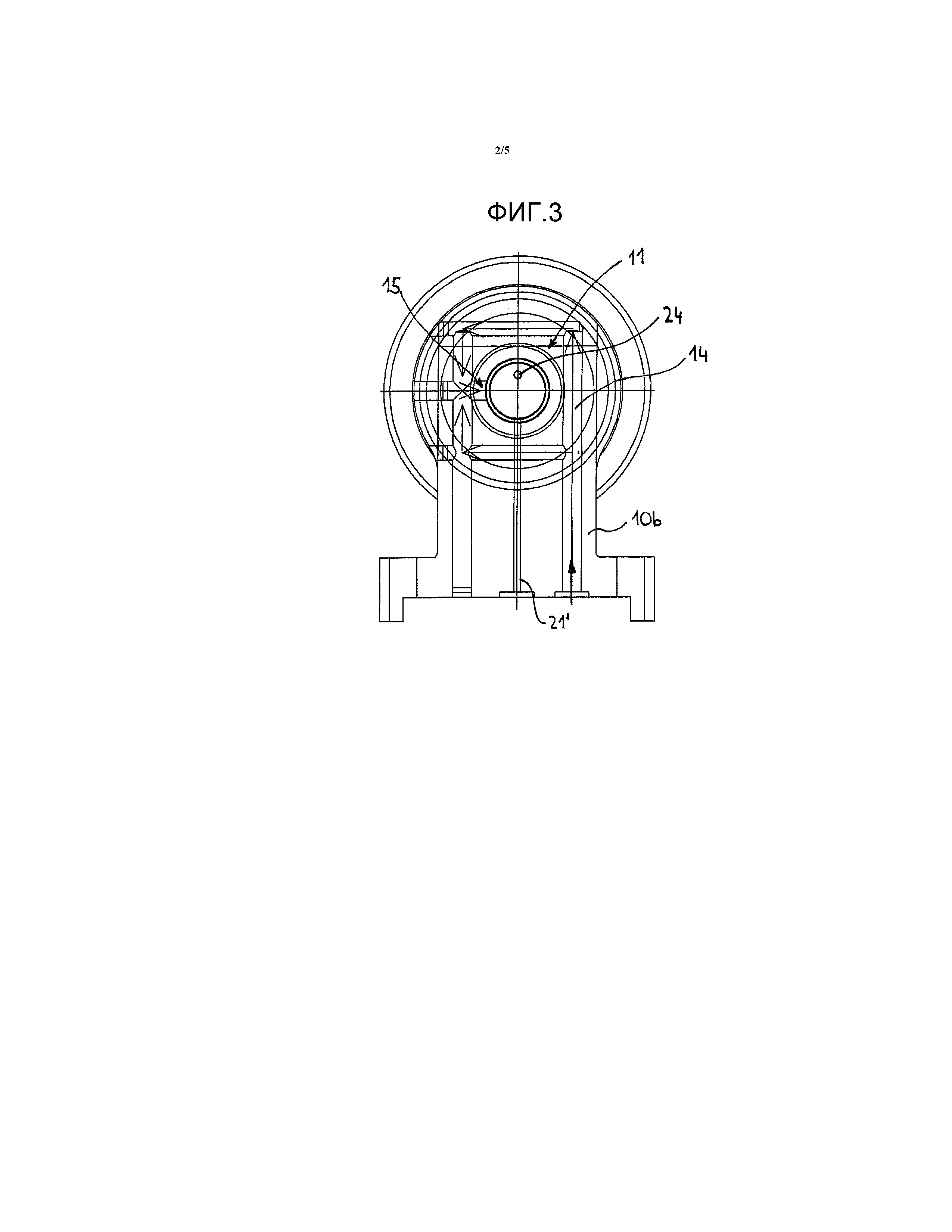
фиг. 3: вид справа одного из вариантов ролика роликовой проводки в соответствии с фиг. 1;
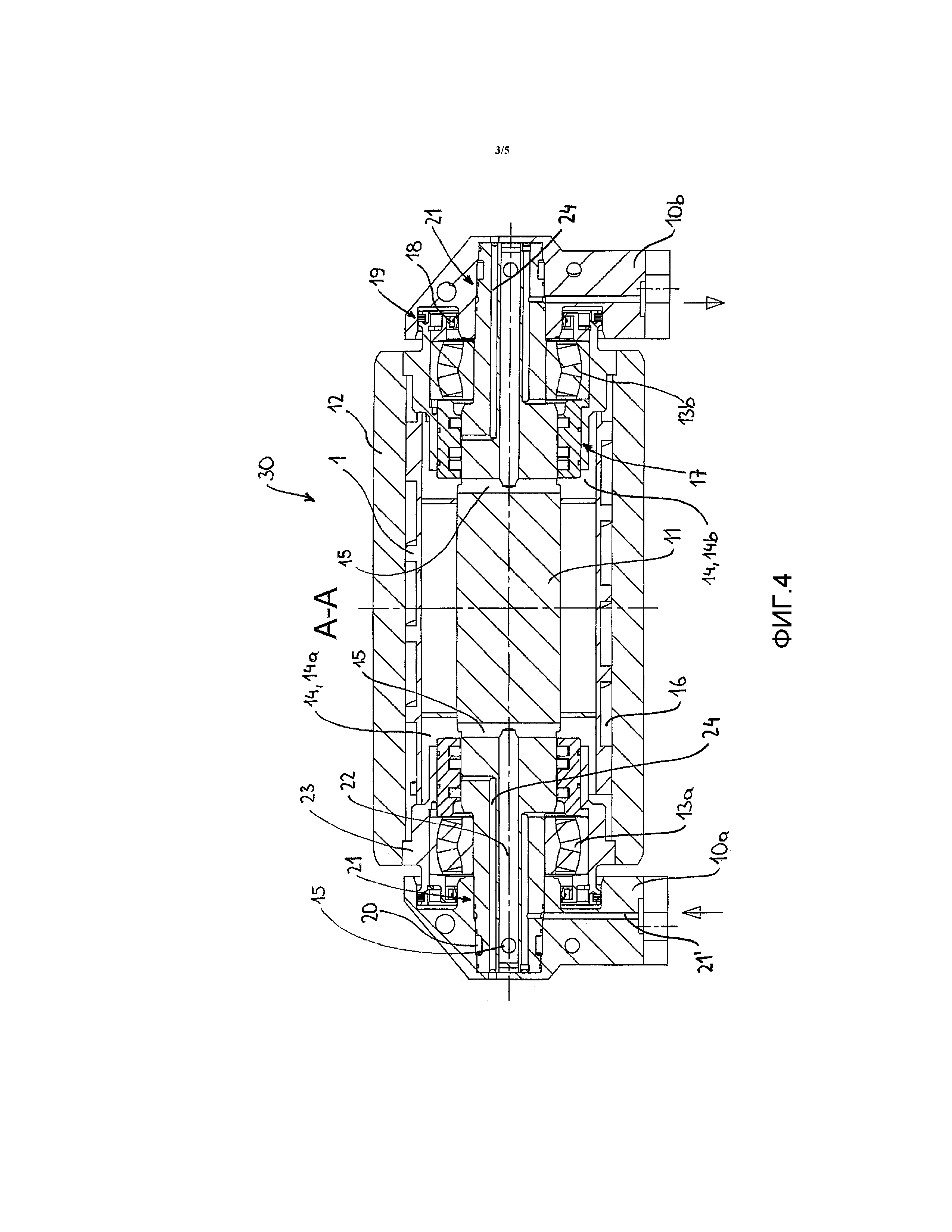
фиг. 4-фиг. 2: изображение сечения по линиям A-A фиг. 2;
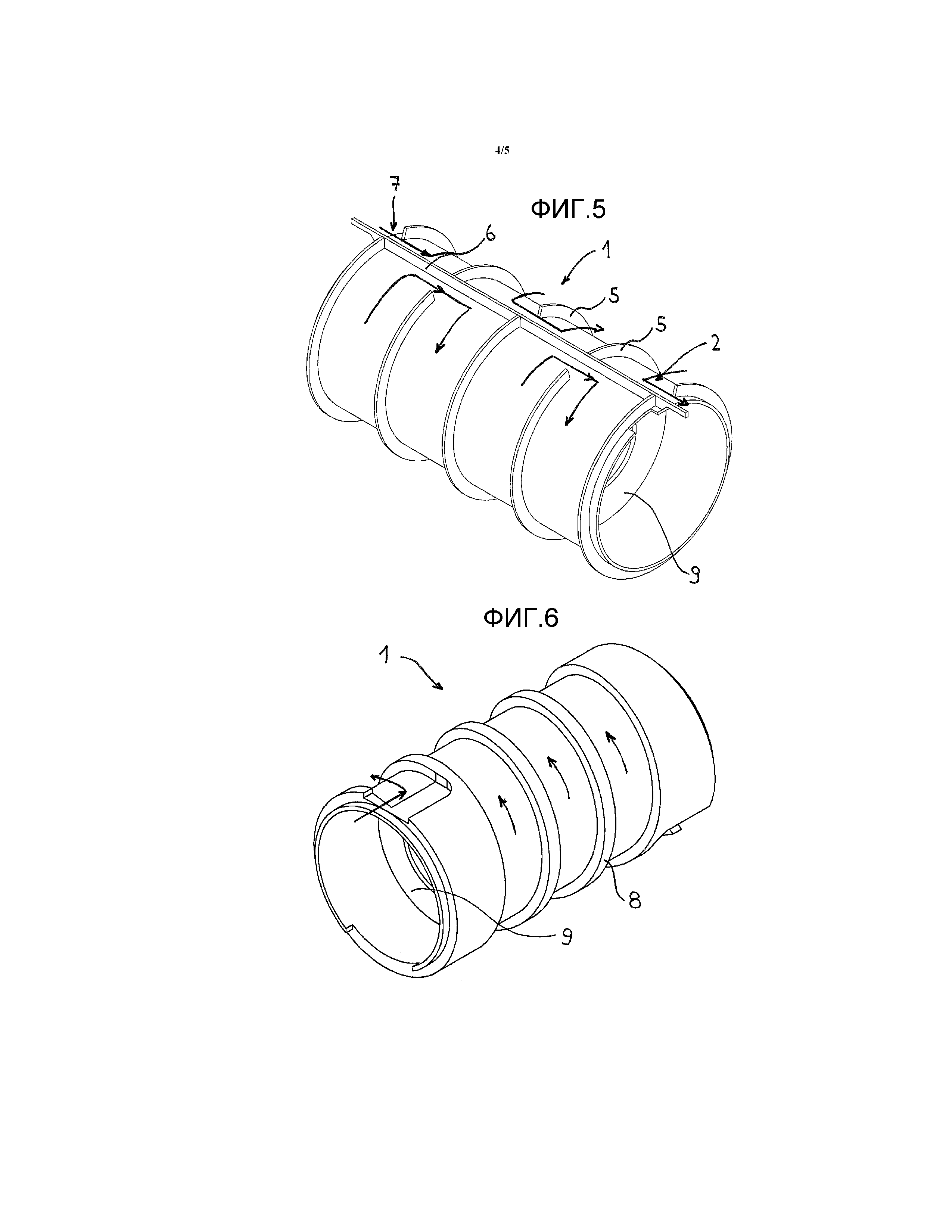
фиг. 5: вид в перспективе первого варианта водяной рубашки;
фиг. 6: вид в перспективе второго варианта водяной рубашки;
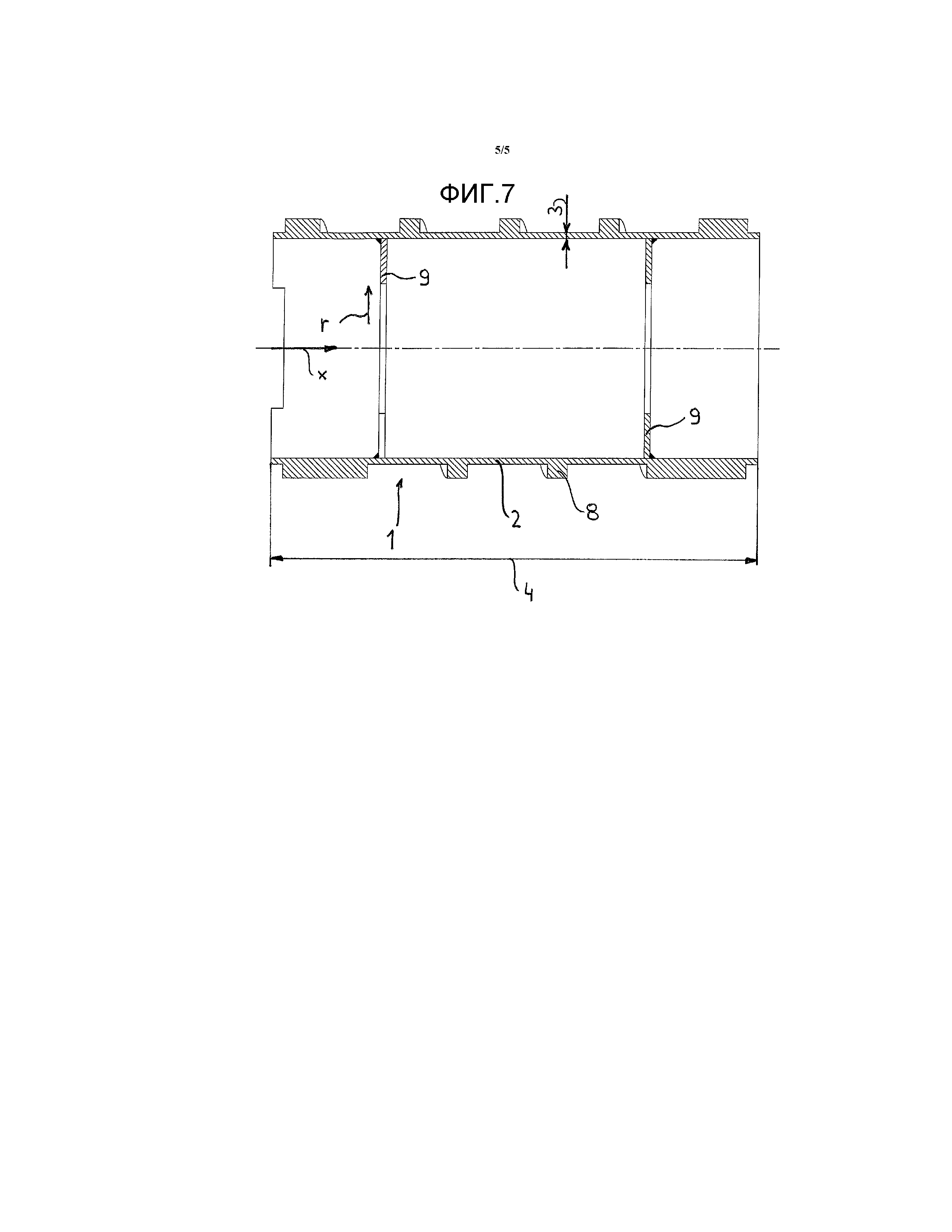
фиг. 7: продольное сечение фиг. 6.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг. 1 показано изображение в перспективе предлагаемого изобретением, неприводного ролика 30 роликовой проводки для опирания и направления стальной непрерывной заготовки, имеющей профиль сортовой заготовки или блюма, в машине непрерывной разливки. Не изображенная непрерывная заготовка опирается на цилиндрическую поверхность вращающегося корпуса 12 ролика, причем этот корпус 12 ролика с помощью не изображенных на фиг. 1 подшипников 13a, 13b (см. фиг. 4) оперт с возможностью вращения на неподвижную ось 11.
На фиг. 2 изображен вид сбоку ролика 30 роликовой проводки с фиг. 1. Каждая опорная стойка 10a, 10b с помощью внецентренных отверстий и не изображенных средств крепления, таких как винты, может соединяться с роликовой проводкой или соответственно сегментом роликовой проводки.
На фиг. 3 схематично изображена правая опорная стойка 10b и протекание через опорную стойку охлаждающей среды (напр., воды). При этом охлаждающая вода, как изображено нижней стрелкой, снизу входит в опорную стойку 10b и течет в вертикальном направлении вверх. Затем охлаждающая вода четыре раза перенаправляется в каждом случае на 90°, так что охлаждающая вода может полностью омывать неподвижную ось 11 в закрытой полости 14. Тем самым обеспечивается равномерное охлаждение оси 11 или соответственно соединенного с осью корпуса 12 ролика. Охлаждающая вода может входить из полости 14 через радиальный впускной канал 15 в осевой канал 22 внутри оси 11. Кроме того, через отверстие 21ʹ для консистентной смазки может вводиться смазочная консистентная смазка или смазочное масло для смазки подшипника 13b. Через дренажные отверстия 24, которые в уплотненной области расположены в каждом случае между наполненным консистентной смазкой или маслом пространством подшипника и наполненной водой полостью 14, 14a, 14b, как вода, или консистентная смазка/масло или вода может перемещаться через неподвижную ось 11 в не находящуюся под давлением окружающую среду. Благодаря этому оператор может непосредственно контролировать снаружи работоспособность ролика 30 роликовой проводки без необходимости вмешательства в ролик.
На фиг. 4 изображено, что охлаждающая вода из впускного канала 15 через осевой канал 22 и радиальное отверстие может входить в полость 14, 14a, которая ограничивается неподвижной осью 11, вращающимся корпусом 23 подшипника и водяной рубашкой 1. Через полость 14a, которая соединена с продольным пространством 16 между водяной рубашкой 1 и внутренней боковой поверхностью корпуса 12 ролика, охлаждается прелоновое уплотнение 17 и подшипник 13a. Прелоновое уплотнение имеет на своей внутренней боковой поверхности три динамических уплотнительных элемента (конкретно контактных уплотнительных кольца), а на своей наружной боковой поверхности – два статических уплотнительных элемента (здесь – круглых кольца). При эксплуатации одновременно вращающееся прелоновое уплотнение (называемое также прелоновым кольцом) 17 опирается на неподвижную ось 11. Для предотвращения загрязнения подшипников 13a, 13b подшипник 13a уплотнен относительно опорной стойки 10a с помощью лабиринтного уплотнения 19 и кольца 18 для радиального уплотнения вала. То же происходит с правым подшипником 13b в опорной стойке 10b. Подробнее изображенная на фиг. 6 водяная рубашка 1 имеет следующие функции: во-первых, предотвращается гидравлическое короткое замыкание между левой полостью 14a и правой полостью 14b. Это заставляет охлаждающую воду течь из левой полости 14a через продольное пространство 16 к правой полости 14b. Благодаря протеканию через продольное пространство 16 в осевом и тангенциальном направлении достигается равномерная температура поверхности корпуса 12 ролика или соответственно лежащей на нем стальной непрерывной заготовки. Неподвижная ось 11 соединена с силовым замыканием с опорной стойкой 10a, 10b. Корпус 23 подшипника плотным сварным соединением соединен с корпусом 12 ролика.
На фиг. 5 изображен первый вариант водяной рубашки 1. Водяная рубашка имеет тонкостенную цилиндрическую трубу 2 из листовой стали, осевое наружное ребро 6, которое распространяется в осевом направлении x по длине трубы 2, и несколько расположенных в осевом направлении друг за другом, находящихся на расстоянии тангенциальных наружных ребер 5. Чтобы заставить охлаждающую воду течь в продольное пространство между водяной рубашкой 1 и корпусом ролика, рубашка включает в себя, кроме того, на внутренней боковой поверхности трубы 2 по меньшей мере одно, здесь два внутренних ребра 9. Таким образом внутренняя сторона корпуса 12 ролика охлаждается охлаждающей водой в направлении, изображенном стрелками.
На фиг. 6 показан второй вариант водяной рубашки 1. При этом охлаждающая вода спиралеобразно омывает водяную рубашку 1 или соответственно внутреннюю поверхность корпуса 12 ролика.
На фиг. 7 показано продольное сечение водяной рубашки 1 с фиг. 4 и 6. Спиралеобразное наружное ребро 8, а также внутренние ребра 9 сварены с трубой 2.
Хотя изобретение было подробнее проиллюстрировано и описано в деталях с помощью предпочтительных примеров осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут быть выведены отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Водяная рубашка
2 Труба
3 Толщина стенки
4 Продольная протяженность
5 Тангенциальное наружное ребро
6 Осевое наружное ребро
7 Проходное отверстие
8 Спиралеобразное наружное ребро
9 Внутреннее ребро
10a, 10b Опорная стойка
11 Ось
12 Корпус ролика
13a, 13b Подшипник
14, 14a, 14b Полость
15 Впускной канал
16 Продольное пространство
17 Прелоновое кольцо
18 Кольцо для радиального уплотнения вала
19 Лабиринтное уплотнение
20 Окружной паз
21 Отверстие
21ʹ Отверстие для консистентной смазки
22 Осевой канал
23 Корпус подшипника
24 Дренажное отверстие
30 Ролик роликовой проводки
r Радиальное направление
t Тангенциальное направление
x Осевое направление
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия

