Результат интеллектуальной деятельности: ШТАМП ДЛЯ ВЫСАДКИ КОНЦОВ ТРУБОК ВЫСОКОГО ДАВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к двигателестроению, в частности к производству трубок высокого давления топливных систем дизельных двигателей внутреннего сгорания.
Для обеспечения герметичности топливной системы дизельного двигателя трубки высокого давления выполняют с заданным профилем на концах. Как правило, упомянутый профиль получают на трубках методом высадки в специальных устройствах. Для надежной фиксации заготовки при высадке элементы для зажима выполняют разрезными. По условиям надежной фиксации заготовки для последующей высадки смыкание зажимных элементов между собой при их зажиме на заготовке не допускается. Следствием этого является образование на поверхности трубки облоя в местах зазоров между зажимными элементами. Облой может стать причиной негерметичности трубопровода в эксплуатации. Зачистка облоя является дополнительной технологической операцией и увеличивает трудоемкость и себестоимость изготовления трубок высокого давления.
Известны конструкции оборудования для высадки концов трубок высокого давления (А248.03 ТУ 32-ЦТ-116-83, ПТ-265.00А ТУ 70.0009.109-84,), включающие устройства для зажима заготовки и формирования заданного профиля на конце трубки в результате высадки. При этом устройства для зажима могут быть выполнены в виде разрезной цанги.
Известные конструкции позволяют высаживать концы трубок высокого давления только для одного типа соединений по ГОСТ 8519-93, а именно для соединений с нажимной шайбой.
Наиболее близким по совокупности существенных признаков - прототипом - заявляемого изобретения является приспособление СП-1639А ГОСНИТИ (Захаров Ю.А., Ситников Р.В. Технологическая оснастка для ремонта и восстановления топливопроводов высокого давления топливной системы ДВС мобильной техники и особенности работы с ней // Современные научные исследования и инновации. 2015. №4. С. 48-53).
Недостатком известной конструкции является совмещение в устройстве для зажима заготовки двух функций: обеспечение неподвижности трубки в процессе высадки и формирование затылочной части высаживаемого профиля. Из-за неполного смыкания подвижных частей устройства для зажима после фиксации заготовки на затылочной части высаживаемого профиля образуется облой, который необходимо зачищать.
Технической задачей настоящего изобретения является устранение недостатков прототипа: упрощение технологии изготовления трубок высокого давления за счет исключения необходимости выполнения зачистки облоя в местах прилегания накидной гайки трубопровода в условиях эксплуатации.
Поставленная задача достигается за счет разделения функций зажима трубки и формирования затылочной части профиля между отдельными компонентами штампа.
Новизной в предложенной конструкции является за счет применения двух разрезных цанг, одна из которых используется только для зажима заготовки, а вторая является матрицей и служит для формирования затылочной части профиля. Облой от неполного смыкания первой разрезной цанги располагается вне зоны последующего контакта высаженного профиля трубки с накидной гайкой и не влияет на герметичность трубопровода в эксплуатации.
Указанные признаки являются новыми, существенными, неочевидными, промышленно выполнимыми и направленными на достижение поставленной изобретением технической задачи.
Конструктивное решение штампа позволяет упростить технологию изготовления трубки высокого давления.
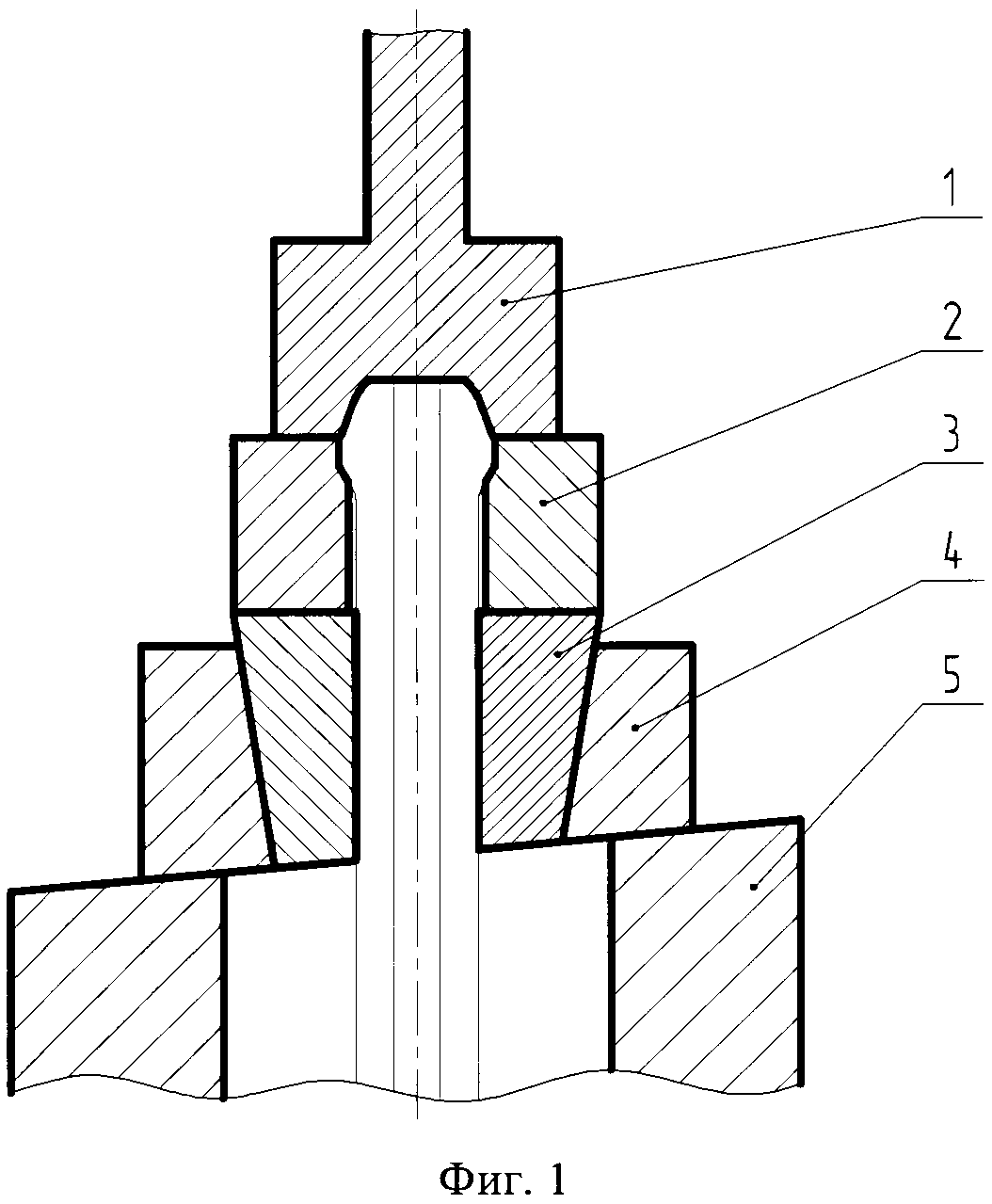
На фиг. 1 представлен предлагаемый штамп в разрезе.
Штамп для высадки концов трубок высокого давления включает устройство для зажима трубки и устройство для формирования профиля конца трубки. При этом устройство для зажима трубки выполнено в виде разрезной цанги 3 с наружным конусом и втулки-ползуна 4 с центральным коническим отверстием, соответствующим наружному конусу разрезной цанги 3. Разрезная цанга 3 устройства для зажима установлена с возможностью обжима вокруг трубки под действием втулки-ползуна 4 и клина 5. Устройство для формирования профиля конца трубки выполнено в виде разрезной цанги 2, являющейся одновременно матрицей, формирующей затылочную часть профиля конца трубки, и выполненной с возможностью установки на трубку с диаметральным зазором между ними и с упором в торец разрезной цанги 3 устройства для зажима трубки, и пуансона 1 для формирования передней части профиля конца трубки, выполненного с возможностью перемещения.
Предлагаемое устройство - штамп для высадки концов трубок высокого давления - работает следующим образом.
После передачи на клин 5 движения от привода, выполненного по одной из известных схем, например, в виде эксцентрика, клин 5 начинает перемещаться таким образом, что создает осевое перемещение втулки-ползуна 4. При этом за счет контакта внутреннего конуса втулки-ползуна 4 и наружного конуса разрезной цанги 3 разрезная цанга 3 обжимается вокруг заготовки трубки высокого давления. После окончания стадии зажатия заготовки между секторами разрезной цанги 3 остаются зазоры. Разрезная цанга 2 надета на заготовку трубки высокого давления свободно с полным (беззазорным) смыканием своих секторов. После того как заготовка трубки высокого давления зажата разрезной цангой 3, одним из известных способов приводится в движение пуансон 1. При своем перемещении из одного крайнего положения покоя в другое пуансон 1 формирует переднюю часть высаживаемого профиля, а разрезная цанга 2, оставаясь неподвижной с упором в разрезную цангу 3, формирует затылочную часть.
Благодаря отсутствию зазоров между секторами разрезной цанги 2, облой на затылочной части высаживаемого профиля не образуется. Облой, образованный неполным смыканием секторов разрезной цанги 3, располагается вне зоны контакта высаживаемого профиля с накидной гайкой и не влияет на герметичность трубопровода в эксплуатации.
Предлагаемая конструкция изготовлена и внедрена в серийное производство трубок высокого давления топливных систем типа Common Rail.
Штамп для высадки концов трубок высокого давления, содержащий устройство для зажима трубки и устройство для формирования профиля конца трубки, отличающийся тем, что устройство для зажима трубки выполнено в виде разрезной цанги с наружным конусом и втулки-ползуна, выполненной с внутренним конусом, соответствующим наружному конусу разрезной цанги, и установленной с возможностью перемещения и контакта внутреннего конуса с наружным конусом разрезной цанги с обеспечением ее обжима вокруг трубки, а устройство для формирования профиля конца трубки выполнено в виде разрезной цанги для формирования затылочной части профиля конца трубки, выполненной с возможностью установки на трубку с диаметральным зазором между ними и с упором в торец разрезной цанги устройства для зажима трубки, и пуансона для формирования передней части профиля конца трубки, выполненного с возможностью перемещения.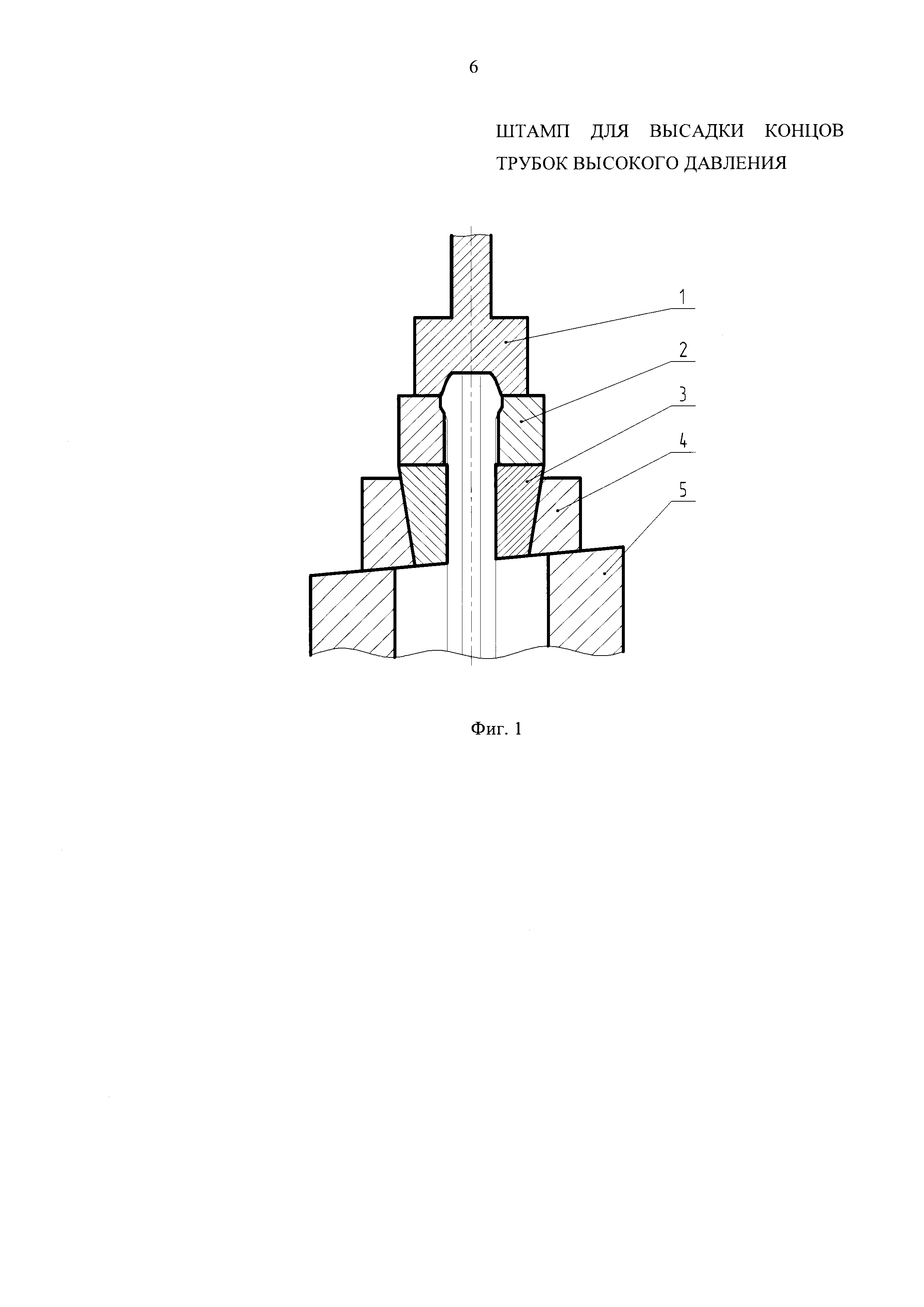
Способ лазерной сварки прецизионных деталей осесимметричной формы
Способ очистки корпусов распылителей после электрохимической обработки и устройство для его осуществления
Способ контроля конических отверстий и устройство для его осуществления
Способ диагностирования двигателя внутреннего сгорания
Способ цементации
Способ прошивки сопловых отверстий
Способ оценки межцикловой неравномерности подачи топлива электроуправляемыми форсунками
Способ закрепления детали на станке и устройство для его осуществления
Способ навивки винтовых пружин преимущественно с малым индексом
Способ вакуумной цементации стальных деталей с резьбовыми отверстиями с обеспечением защиты внутренней резьбы
Соединение топливопровода
Патрон для закрепления детали на станке
Трубогибочный станок
Способ закрепления детали на станке и устройство для его осуществления
Способ навивки винтовых пружин преимущественно с малым индексом

