Результат интеллектуальной деятельности: Устройство для контактной точечной сварки
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно в электродах контактной точечной сварки для соединения прутковых заготовок между собой.
Известно внутреннее охлаждение передней части электрода путем непрерывной циркуляции по полости его хвостовика (см. ГОСТ 14111-90, с. 16).
Его недостатки: из-за удаленности зон охлаждения - дна его полости и нагрева - переднего торца электрода - его температура при сварке сталей достигает до 1073 К, чем ускоряется его износ; из-за ограниченных поперечных размеров его (диаметром не более 40 мм) мала охлаждаемая поверхность его; поэтому при небольшом цикле сварки поступившее в электрод тепло не удается полностью отвести циркулирующим хладагентом и происходит его разогрев до определенной температуры, понижающей его стойкость; при сварке таким электродом образуется только одна сварная точка, чем понижается производительность операции при изготовлении, например, арматурной сетки из прутковых заготовок.
Известно и другое устройство с таким же охлаждением, но с большей охлаждаемой поверхностью полости электрода-колпачка и, следовательно, большей стойкостью его. Оно состоит из последнего, в полости которого размещена с зазорами передняя часть полого держателя с закрепленной в нем с боковым зазором трубкой, загерметизированным у его переднего торца, отделенного осевым зазором от дна полости электрода, и имеющего поперечные окна, открытые в боковые зазоры соединений трубка - держатель и держатель - поверхность полости электрода (см. патент РФ 2570253 С1 от 25.05.2014).
Его недостатки: из-за малых поперечных размеров электрода (не более 40 мм) непригодность для одновременного образования нескольких сварных точек при изготовлении, например, арматурной квадратной сетки со стороной ячейки >40 мм; наличие осевого зазора между передним торцом держателя и дном полости электрода не позволяет использовать минимально возможную толщину стенок электрода после последней подрезки его максимально изношенного рабочего торца; нагрев подводимого хладагентом отводимым нагретым теплом электрода хладагентом через стенки трубки, разделяющей эти потоки его.
Задачей предлагаемого решения является возможность одновременного образования нескольких сварных точек с одновременным повышением стойкости электродов диаметром больше 40 мм предлагаемого устройства. Технический результат от предлагаемых решений: повышение производительности сварки образованием одновременно нескольких сварных точек, более полного использования материала передней части электрода, увеличение его стойкости эффективным охлаждением и срока службы держателя.
Указанное обеспечивается в предлагаемом устройстве для контактной точечной сварки, содержащем охлаждаемый электрод-колпачок, в полости которого размещена с зазорами передняя часть полого держателя, имеющего в задней части поперечные каналы под хладагент, один из которых открыт в его полость, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО в загерметизированном уплотнительным элементом резьбовом соединении «электрод - держатель» последний выступами переднего торца уперт в дно полости первого с образованием между ними трактов циркуляции хладагента; за задним торцом электрода в держателе выполнено по противоположно расположенному поперечному глухому каналу, в каждый из которых открыт свой продольный канал, образованный с его переднего торца, свободного от выступов; в закрытые с переднего торца держателя продольные каналы открыты его выполненные другие поперечные каналы и расположенные в зоне образованной боковой кольцевой канавки электрода, начинающейся от дна его полости; на резьбовой части держателя, выступающей за задний торец электрода, размещена гайка, упирающаяся своим торцом в его торец, имеющий противоположно выполненные окна подвода хладагента и отвода его, открытые в кольцевую канавку электрода; у устройства резьбовое соединение образовано электродом и втулкой, охватывающей поверхностью образованной с ее переднего торца полости переднюю часть большего диаметра держателя с упором ее дна в его бурт в зоне перехода поверхности этого диаметра в меньший диаметр держателя; у электрода на выполненном дне полости под резьбовую втулку размещен уплотнительный элемент, в который уперт передний торец втулки с лысками под ключ в задней части ее.
Герметизацией резьбового соединения электрод - передняя часть держателя уплотнительным элементом, расположенным в ее кольцевой канавке, исключается попадание из него хладагента в зону сварки; поэтому обеспечивается эффективное использование его и охлаждение им нагреваемых сварными точками соответствующих зон электрода. Упором выступов переднего торца держателя в дно полости электрода упрочняется его передняя часть, и, следовательно, после последней подрезки переднего торца электрода толщина стенки будет меньше, чем у прототипа; этим самым повышается его стойкость.
Образованием за задним торцом электрода в держателе по противоположно расположенному поперечному глухому каналу с открытыми в них продольными каналами, выполненными с его переднего торца, хладагент подводится по ним к дну и прилегающей к нему боковой поверхности полости электрода с их охлаждением циркулирующим хладагентом по трактам, образованным поверхностями выступов торца держателя, дна и этой боковой поверхности, с последующим отводом нагретым сварочным теплом хладагента с противоположной стороны этой части по другим продольному, а затем и по перечному каналам этой части за пределы держателя.
Разделением потоков подводимого холодного хладагента и нагретого теплом электрода отводимого хладагента стенкой толщиной как минимум 20 мм сводится к минимуму подогрев его и, следовательно, обеспечивается максимальный перепад температур между хладагентом и охлаждаемыми поверхностями электрода.
Использованием закрытых с переднего торца держателя продольных каналов, в которые открыты образованные передние поперечные каналы, расположенные в выполненной на поверхности полости электрода боковой кольцевой канавке, начинающейся от дна его полости, возрастает охлаждаемая поверхность электрода и поэтому повышается эффект охлаждения его.
Установкой гайки на резьбовую часть держателя, выступающую за задний торец электрода, с упором ее торца в торец последнего предотвращается самоотворачивание держателя при работе и уменьшается длина электрода. Выполнением в электроде поперечных окон подвода и отвода хладагента, расположенных диаметрально противоположно на нем и открытых в его кольцевую канавку, упрощается конструкция и изготовление держателя из-за отсутствия у него этих и продольных окон.
Использованием в устройстве резьбовой втулки, соединенной с резьбой электрода и охватывающей внутренней поверхностью своей полости, образованной с ее переднего торца, переднюю часть держателя большего диаметра, чем остальная часть его, упирающейся дном этой полости в бурт между поверхностями разных диаметров держателя, также упрощается его конструкция из-за отсутствия у него резьбовой поверхности, и поэтому он становится практически не изнашиваемым. Упором дна втулки в бурт передней части держателя обеспечивается контакт переднего торца последнего с дном полости с резьбовой поверхностью электрода и повышается его стойкость, что указывалось ранее. Контактом ее переднего торца с уплотнительным элементом, размещенным на дне этой полости электрода, обеспечивается герметизация зазоров между поверхностями последнего и держателя и резьбового соединения электрод-втулка.
Сравнительный анализ предлагаемого с известными решениями свидетельствует, что оно ново, существенно отличается от них, промышленно пригодно и соответствует критерию ИЗОБРЕТЕНИЕ.
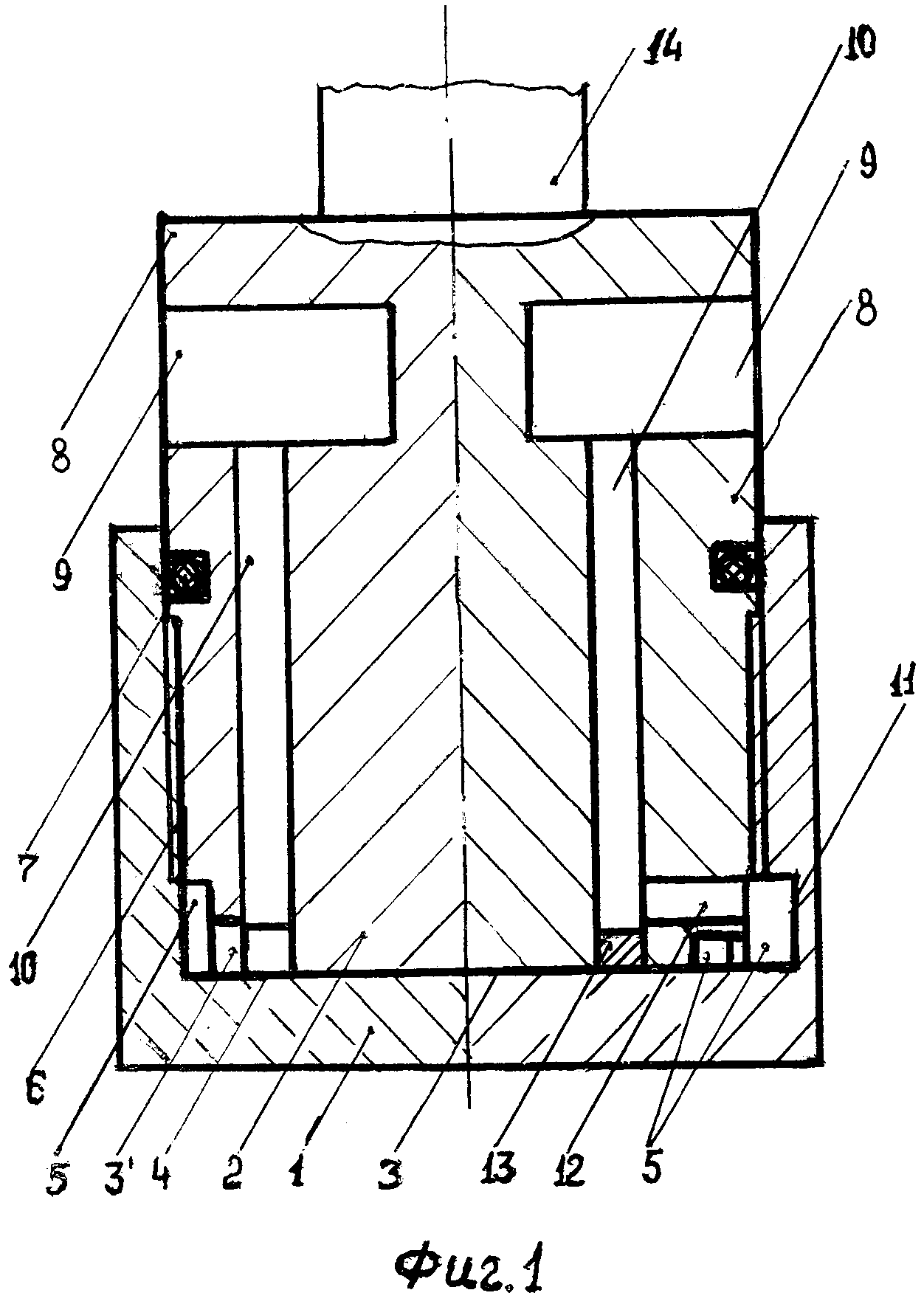
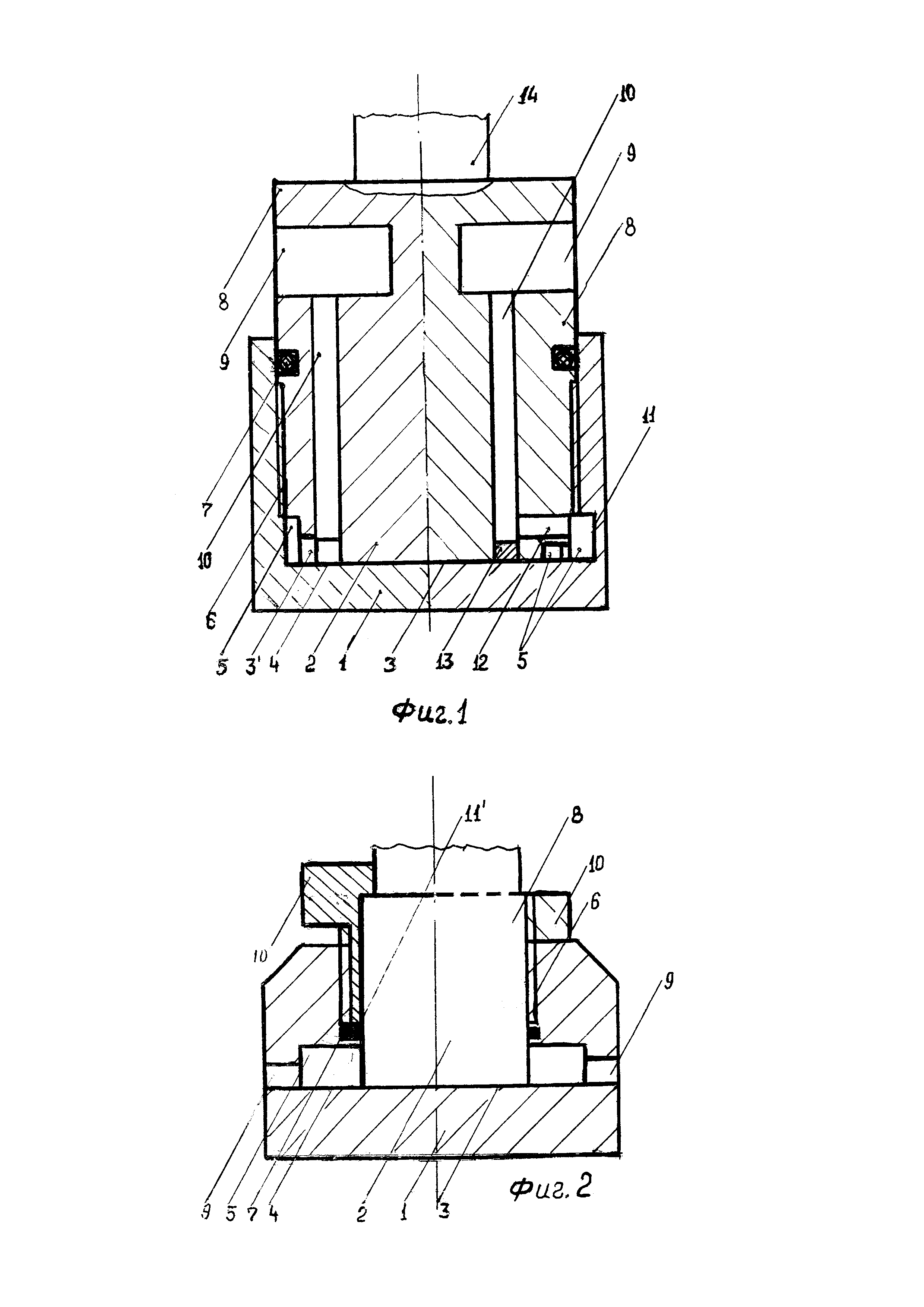
Предлагаемое устройство представлено на фиг. 1 с п. 1 и 2 формулы в ее левой и правой частях и фиг. 2 с п. 3 и 4 формулы в ее правой и левой частях. Оно на фиг. 1 содержит соединенные резьбами электрод 1 с передней частью 2 держателя с упором прерывистого периферийного 3' и центрального сплошного выступов 3 его переднего торца в дно 4 полости первого и образованием их поверхностями трактов 5 под циркулирующий по ним хладагент; резьбовое соединение 6 этих элементов загерметизировано уплотнительным элементом 7, размещенным в кольцевой канавке передней части 2 держателя (перед ее резьбой или сзади нее, как показано на фиг. 1 и 2); в его части 8, расположенной за задним торцом электрода 1, выполнен глухой поперечный канал 9, куда открыт продольный канал 10, образованный с торца передней части 2 держателя и расположенный в зоне тракта охлаждения 5; такие же каналы и тракты выполнены и с противоположной стороны держателя и электрода, не показанные на фиг. 1; на ее правой части приведено решение п. 2 формулы, отличающееся от приведенного выполнением боковой кольцевой канавки 11 на поверхности полости электрода, начинающейся от его дна 4; в нее открыт передний поперечный канал 12, выходящий в продольный канал 10, закрытый пробкой 13 с торца передней части 2 держателя; его задняя часть 14 без полости, как и сам держатель без нее, предназначена для размещения в хоботе сварочной машины; устройство нижнего электрода с держателем идентично выше описанному.
На фиг. 2 справа приведены те же самые позиции 1-7 фиг.1, к которым добавились: 8 - выступающая за задний торец электрода резьбовая поверхность передней части 2 держателя; 9 - два поперечных окна электрода 1, открытых в его кольцевую канавку; 10 - гайка на резьбе держателя, расположенной за задним торцом электрода 1, упирающаяся передним торцом в задний торец его; слева на фиг.2 приведены: 8' - выступающая за задний торец электрода 1 безрезьбовая передняя часть держателя; 10' - втулка, размещенная на передней части держателя и соединенная своей наружной боковой резьбой с резьбой электрода 1, упертая передним торцом в уплотнительный элемент 7 дна 11' его полости; эта втулка дном своей полости, образованной с ее переднего торца, уперта также в бурт, образованный в зоне перехода большего диаметра передней части 2 держателя в меньший диаметр остальной части его.
Электрод 1 по п. 1 формулы охлаждается так: хладагент по поперечному 9 и затем продольному 10 каналам поступает в кольцевые тракты 5 (осевой и боковой зазоры между поверхностями полости электрода 1 и передней части 2 держателя) и разделяется на два потока, устремляющиеся сначала в противоположном направлении по этим кольцевым трактам, а затем сходящиеся в один поток через 180°, поступающий в продольный 10, а затем и в поперечный 9 каналы с отводом нагретого хладагента за пределы держателя.
При использовании п. 2 формулы (см. правую часть фиг. 1) хладагент из закрытого с торца передней части 2 держателя продольного канала 10 через открытый в него поперечный канал 12 поступает в кольцевую канавку 11 электрода 1 и заполняет тракты охлаждения 5, по которым устремляется к противоположно расположенным каналам 12, 10 и 9 и удаляется нагретым за пределы держателя.
При использовании п. 3 и 4 формулы хладагент подводится по поперечному окну 9 слева или справа электрода 1 в кольцевой(ые) тракт(ы) охлаждения 5, по которому(ым) устремляется к правому (левому) окну 9 и нагретым теплом электрода отводится за его пределы (в этом случае у держателя нет поперечных и продольных каналов).
Наличием на торце передней части 2 держателя центрального сплошного выступа 3 и периферийного прерывистого кольцевого выступа 3', расположенного в зоне контакта боковой поверхности свариваемого прутка с другим прутком, контактирующим с передним торцом электрода 1 и через его дно 4 с этими выступами, усилие сварки воспринимается ими. Таким решением существенно разгружается резьбовое соединение «электрод - держатель» и повышается срок службы резьбы последнего, используемого многократно с новыми электродами вместо предельно изношенных старых электродов. В этом случае после последней подрезки предельно изношенного переднего торца его толщина стенок между ним и дном полости электрода будет меньше, чем у прототипа, что повышает стойкость предлагаемых электродов.
Отсутствием резьбы на передней части 2 держателя исключается его износ при работе, когда изнашиваются только резьбы втулки и электрода, заменяемых после предельного износа; держатель фиксируется в электроде 1 втулкой 10', соединяемой своей наружной боковой резьбой с резьбой электрода 1 с образованием ими резьбового соединения 6 и имеющей дно у ее полости, упирающееся в бурт, образованный разными диаметрами передней и остальной части держателя; при этом стоимость резьбовой втулки 10' несоизмеримо мала по сравнению со стоимостью держателя. Переменой направлений циркуляции хладагента в каналах держатели и трактах охлаждения 5 его и электрода обеспечивается его интенсивное перемешивание с турбулизацией потоков в них и интенсификацией отвода тепла от донной 4 и боковой поверхностей полости электрода 1, поступающего в него через его передний торец от сварных точек изготавливаемой сетки, чем также повышается стойкость электрода.
Эффективность охлаждения электрода определяется скоростью циркуляции хладагента по трактам охлаждения и в данном устройстве площадью охлаждаемой поверхности электрода (донной и прилегающей к ней боковой поверхности); соотношение этих площадей для электродов диаметром 65 мм под квадратную арматурную сетку со стороной ячейки в 40 мм из прутков в 5 мм и одинаковой ширине В=10 мм периферийного охлаждаемого кольца дна и боковой поверхности полости электрода по п. 2 и 1 формулы с максимальными диаметрами D=55 мм и D'=50 мм для F2/F1=[0,785*(2*D-B)*B+3,14*D*B]/[0,785(2*D'-B)*B+3,14*D'*B]=2565/2276=1,1.
Таким образом, в предлагаемом устройстве с резьбовым соединением электрода с держателем или электрода со втулкой и ее с держателем обеспечивается эффективное охлаждение первого расположением его зон охлаждения над 4-мя одновременно образуемыми сварными точками прутковых заготовок; контактом дна полости электрода с торцом держателя увеличивается срок службы электрода из-за уменьшения минимально допустимой толщины стенок между дном и передним торцом электрода после его последней подрезки, а безрезьбовой держатель теоретически не изнашивается при работе.
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Пуансон для закрытой матрицы горячего штампа
Пуансон для закрытой матрицы горячего штампа
Устройство для контактной точечной сварки (ктс)
Горячий штамп
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Поршневой узел машины литья под давлением
Поршневой узел машины литья под давлением
Пуансон для закрытой матрицы горячего штампа
Электрод с хвостовиком для контактной точечной сварки
Прессующий поршневой узел машины литья под давлением
Камера прессования горизонтальной машины литья под давлением
Способ охлаждения нижней части горячего штампа и устройство его реализации
Поршневой узел машины литья под давлением
Устройство для крепления штока с поршнем на горизонтальной машине литья под давлением (гмлпд)
Поршневой узел машины литья под давлением (млпд)
Поршневой узел машины литья под давлением
Поршневой узел машины литья под давлением
Электрод-колпачок для контактной точечной сварки (ктс)

